B23K — Пайка или распаивание; сварка; плакирование или нанесение покрытий пайкой или сваркой; резка путем местного нагрева, например газопламенная резка; обработка металла лазерным лучом
155587

Номер патента: 155587
Опубликовано: 01.01.1963
МПК: B23K 37/08, B23K 9/14
Метки: 155587
...металлических стержней,Санок состои из оункеря 1 с хагязино д,.я элсТродньх стержней и толкателем, звеньевой бесконечной цепи 2, седла 5 с направляющей вту.ОЙ, ротацтонной головк -, б 1 нксра . для элект 1)од 0 Об.;Язки, бункера 6 для хетяллиес(их стержнеЙ, тянущих рогИКОВ 7 и 8, , п 01)я 9 и приводОВ 10 и 11.Бракованные прокаленые элекрОды уклядывяют Б бун,е 1) 1. ИЗ бункер 2 электро вы попадаот Б мЯгазн н под деЙГтВ от е сбственногоОпускаогся ня дноагазна, где по дсох хи ядывяются на сед.г 0 4. Упор 9 3 всньеВОЙ ОесконечпОЙ ;Спи ) пе)ехец От электрод ЧЕРЕЗ НЯПРЯВЛЯ 0 У 0 ВТУЛКУ В РОГЯЦ 0 НУО ГОЛОВКУ -г, ГДГ СКЯЛЫВЯЮТ Оозазки. Чис Гь, 1 без 003 азки) астал;ичсскстержень электрода поступает н 2 т 5 пушс ро;ики 7с. ыслслстви. риз.3 Б...
155588

Номер патента: 155588
Опубликовано: 01.01.1963
МПК: B23K 9/12, B23K 9/133
Метки: 155588
...по авт. св. М 29557 от 1933 г., кл. 21 К 301 т) направляющий мундштук выполняется с разрезом, в огорый входят ролики, подающие проволоку. Прн такои конструкции механизма необходима установочная регулировка прн центрировании частей разрезного мундштука, что снижает надежность подачи электродов.В предлагаемом механизме этот недостаток устранен следующим образом. На боковых поверхностях мундштука сделаны вьемки для размещения в них рабочей части подающих роликов или валков, что упрощает конструкцию и повышает надежность подачи электродов, особенно малых диаметров.На фиг. 1 изображена схема описываемого механизма; на фиг. 2- - подающий механизм с плоским многоэлетроднымКак видно из фиг. 1, ролики 1, размещенные в выемках 2 мундштука, подают...
155589

Номер патента: 155589
Опубликовано: 01.01.1963
МПК: B23K 37/00, B23K 37/053, B23K 9/00 ...
Метки: 155589
...в поворотный зажим 4, которьш через стержни о и пантограф б соединен со станиной 1. На нижней плоскости поворотного зажима 4 крепится рамка 7 с внутренним зубчатым венцом, контур которого эквидистантен контуру сварцваемого изделия.Рамка 7 приводится в движение ведущей шестерней о ц с наружной стороны удерживается Опорой 9. Ведущая шестерня о приводится во вращение электродвигателем 10 через шкивы 11 ц 12 клццоременпой 1 ередачи, диски И и И регулируемой фрцкццонной передачи и червячную пару 1 Б,,Чля увеличения скорости вращения изделия 3 прц сварке закруглений служит кулЯчкОВЯЯ муфта 16, ВоздейстВуощая сВОиъ 1 сула 1 ком на155589 диск 13 фрикционной передачи через вилку 17. Кулачковая муфта 1 б приводится от червячной пары 1 б через...
155719

Номер патента: 155719
Опубликовано: 01.01.1963
МПК: B23K 35/28, C22C 18/00
Метки: 155719
...изобретения Гнлав для завари-пайки чугуна, стали, цветных металлов и их сплавов при температуре 300 -350 Г на основе цинка, олова и свинца, о гл и и а ю ш и й с я тем, что, с целью уменьшения коробления и исключения появления трещин при заварке-пайке установлен следующ 11 й его состав (в п тоцеитах): пинк 92 - с)-1; олово 5,5 -7,5; свинец не более 0,5; остальшяе примеси не оолее 0.5,Сплавы для заварки-пайки чугуна, стали, цветных металлов и их сплавов при температуре 300 - -350 С на основе цинка, олова и свинца известны,Предлагается сплав этого тиг 1 а следуюпего состава (в %): цинк 92 -,)4: олово 5,5- - 7,5; свинец нс более 0,5; остальные примеси не более 0,5,Г 1 ри таком составе сплава меиыиается короблеиие и исключаетсяоявгение...
155720

Номер патента: 155720
Опубликовано: 01.01.1963
МПК: B23K 20/14
Метки: 155720
...интенсивности излучения Благодаря этому повышают кяСство соединения деталей и упрощают текиологи 1 о сварки.Описываемый способ состоит В следующем.11 агрев осуществляют терморадиаииоиным изгт чением с помощьо кВярцевых ламп, которье погя 10 г питание иепосредстВенно От сети. Неоольщие ламг 1 ы обесиецивают иа расстоянии 100 .1 л от повер.сиости гзадиент на рева до 500 С В секУ и;О и максималыы Иагзев деталей до 1000 в 1200 С, что вполне достаточно для диффузионной сварки даже такик металлов, как титан.Интенсивность нагрева увелицивяют фокусировкой излуцения с помощью параболицескик дсфлскторов и экранов. 1 редмет изобретения Спосоо диффсзионно 11 сВярки В В 11 ысме, пэи котором сВяриВяемые изделия по.1 вергают нагреву и...
155721

Номер патента: 155721
Опубликовано: 01.01.1963
МПК: B23K 15/00, H01J 29/48
Метки: 155721
...плавно, например, с помощью автотрансформатора. По обе стороны от катода на расстоянии 2 - : 5 м,и устанавливают фокусирующие пластины, находящиеся под одним потенциалом с катодом, Пластины, имеющие отверстия по форме свариваемогоизделия, устанавливают так, чтобы между образцом и кромкой отверстия в пластинах оставался равномерный зазор в 2 - : 4 мм,1 ри разогреве катода в промежутке анод-катод начинает протекатьток.155721 Предмет изобретения стронет 101 цос я тот(ТОД ВЬЦОЛЦЕЦД(ЛИЕ В МЕСГЕизделием,для эл(ктронно-лучевой сг)арси в Вакууме, о т л и ч и ю что, с 1 гель 10 сии)(ения сеОестоиыости процесса сВЛ 1 эки, к(1. Б 15 ид( захкиутО 0 контур(1, нлдетОГО иа сварив(1 ез 1)( (зстьКл и имеющего форму его сечения, а анод совмещен с...
155722

Номер патента: 155722
Опубликовано: 01.01.1963
МПК: B23K 35/36
Метки: 155722
...Министров СССРОпубликовано в Бголлетене изобретений и товарных знаков,Хгз 13 зв 1963 г.Шихты для наплавки токами высокой частоты, содержащие твердый сплав, борный ангидрид, буру обезвоженную, известны.По предлагаемому изобретениго в шихту вводят сварочный флюс АНА в количестве 7% за счет уменыпения содержания борных соединений, а остальные компоненты в следуюц 1 ем процентном соотнош;- нии: твердый сплав (сормайт Ло 1) 85 - 86, борный анпгдрид 3, бура обезвокенная 3 - 2,5 силикокальций 2 - 1,5.Такой состав шихты повышает качество наплавленного металла и обеспечивает самоотделение шлака.Предмет изобретенияШихта для наплавки токами высокой частоты, содержащая твердый сплав, борный ангидрид, буру обезвоженнуго, о т л и ч а ю щ а я с я тем,...
Газовая защитная смесь для электродуговойсварки

Номер патента: 155759
Опубликовано: 01.01.1963
Авторы: Вильгельм, Действительные, Федеративна, Фирма
МПК: B23K 35/38, B23K 9/16
Метки: газовая, защитная, смесь, электродуговойсварки
...вещества в виде газа, пара или порошка, подаваемые в зону сварки одновременно с защитной газовой смесью.Изобретение поясняется чертежом, на котором показана необходимая аппаратура для применения предлагаемой газовой смеси.Применяемые углекислый газ, кислород и аргон из трех отдельных бал чонов поступают в смешивающее приспособление 1. В последнем каждый газ проходит через свой игольчатый вентиль 2, регулируемый в соответствии с измерителем 3. 1 олученная смесь по шлангу 4 поступает в сварочный аппарат а. 1. Газовая защитная смесь для электролуговой сварки предпочтительно сталей, состоящая из трех газов, отличающаяся тем, что, с целью возможности регулирования ширины и глубины проплавления и стабилизации дуги, она содержит аргон,...
155896

Номер патента: 155896
Опубликовано: 01.01.1963
МПК: B23K 11/06, B23K 11/10, B23K 11/36 ...
Метки: 155896
...содержит два роликовых электрода 1 и 2, плоскости которгях перпендикулярны к оси сварцваемой трубки 3. Ось ццжцсго электрода 1 закреплена неподвижно, а всрхций электрод 2 совершает в своей плоскости возвратно-поступательные рабочие движения. После сварки каждой точки электроды поворачиваются при помоши механизма поворота. Когда электрод 2 подцят, рь 1 чаг 4 через храповой мехааизм 5 и шестерни б воздецствует на цепн 1 яе передачи 7, поворачивающие оба электрода на небольшой угол, достаточный для того, чтобы сварка каждой новой точки осуществлялась обновленными местами электродов. Кроме того, механизм 5 создает давление ка электроды. В процессе вращения электроды зачищаются прижатыми к их рабочей 4 товерхности зачистньгми...
155897

Номер патента: 155897
Опубликовано: 01.01.1963
Метки: 155897
...перерывов горения дуги, а в моменты минимальных значений тока или напряжения электрическая дуга потребляет мощность, необходимую для сохранения горячего катодного пятна,Описываемый способ позволяет при газо- дуговой сварке сохранять непрерывное горение дуги и периодически изменять тепловую мощность модуляцией тока и напряжения и в моменты снижения мощности сохранять горячее катодное пятно, необходимое для устойчивого горения дуги. Благодаря модуляции тока и напряжения и интепвалам между импульсами создается импульсное плавленис металла, устраняется излишний перегрев и выгорание элементов и может регулироваться величина капель.Регулирование эффективной тепловой мощности сварочной дуги в процессе сварки и наплавки по описываемому способу...
155898

Номер патента: 155898
Опубликовано: 01.01.1963
МПК: B23K 9/08
Метки: 155898
...Ра":С"," Я 1 СКТП 100- ГИИ ПРЕ;ЛО 5 ЕЕНО ПР.,С.1 ТЬ .;11 ЛЬСЕ .)ИГ 1.тОЕ П,Е ПОСТОЯ)1 Ой ПО- лярностп, ооеспечнашее 3)32 ьГ,Стс ,с 3 смсп;с с;тт:1,СПСЬ 132 СМ, СГСО 3 М;",-;1 П 3,"гПЗВД 1-ЬСВВРКП: НЕ 13 СО".Ь 1111 ШВО 31 П ОТ;СЛЬ , ТСЧК 231 Н ,: "-СНС.ОСТН От выоо)32 К 1 2 Г 2 неос.)еще 515 дм"11. с 1)с 3 л 23 яп;1)3 ся 1.ВГзс 3:103 ь:мВО. ДООХЛ 2 Ждае:5 ЫЪ, 2 ТВК 5 Ке С ПлавЩПЪСЯ Катодов; неп;12 ВЯщи.1 СЯ электПодов, уст 2 ПОВлс 11 ь.,1 пара;лель 1 О сва;3 пваезО 1"30., ке; 1 нв 3. иъеоцп.) 323 кпмты)1 КОт 3 П пап 13 па;сп В В 1;с ОК 13 Уакпост 11 71 ГОсн друг 011 130132 ы (ква;рат, п 3 яаОуГО,ьпп:, .рсу 1 Ольнк и т. .1. В эти с;учая. электрод и 212 Гпптопровод лакы Оыть сотвстствущей формы.Великанша смещения д 33 гп за ьое.;я...
155899

Номер патента: 155899
Опубликовано: 01.01.1963
МПК: B23K 35/368, B23K 9/00
Метки: 155899
...ССС и товар 1 пях знаков з 14 за 963 1(омитет и еоликовано ром истысталей, ситных, сталей с по- ромом, марганцем лизацпонные (горяля сварки имер марте нроьанны ся криста, ки.чоке устан чные проволоки хромистых, нап ных проволок, л х швах появляю сает качество сва рисадочной пров чементов. предлагаемой п- (1,10; Мп= Г.5 - 2,0. присадочной пр без кристаллизацено другое соотрисадочнои пр 2,0; Я (0.70; локи следую==13 0 - 15 Г дмет изобретен Присадоч мартен ситных ч ающаяся лизационных чей, например 1 нием, о т л ив без кристалщий (в %): волока ванная , с цел ее со для сварки хромист хромом, марганцем ю получения прн свар ав устанавливается ся ыста, и крез ке шво ледую - 15,0; ги м, чт ещин= 0,05 - 0,10; Мп- 2,0; Я -. 0,70; Сг = 13...
155900

Номер патента: 155900
Опубликовано: 01.01.1963
МПК: B23K 9/10, G05D 29/00
Метки: 155900
...22. Например, при положении штепселя в гнезде 26 первого разряда сигнал на выходе 27 устройства будет максимальным, поскольку зашунтировано только сопротивление 2; а при включении штепселя в гнездо 28 - минимальным, так как зашунтированы все сопротивления делителя напряжения, кроме сопротивления 2.С началом отсчета выдержки времени на вход 29 регистра начинают поступать тактовые импульсы требуемой частоты. Причем тактовый импульс пройдет на сетку тиратрона только того разряда, диод,30 которой был предварительно (до поступления тактовых импульсов) заперт напряжением с сопротивления Л предыдущего разряда. Во всех остальных разрядах диоды 30 не заперты и, так как их сопротивления в прямом направлении будут малы, то практически все...
156038

Номер патента: 156038
Опубликовано: 01.01.1963
МПК: B23K 1/00, C04B 37/02
Метки: 156038
...деталь, вакуум плотно охватит керамическую деталь по всей поверхности спал.В том же случае, когда металлический цилиндр выступает за плоскость торца керамической детали, то из-за разности их коэффициентов расширения произойдет деформация металлического цилиндра как показано пунктиром на фиг. 2. Спай в точке А будет испытывать сжатие, а в точке Б - растяжение. Наличие растягцвающцх напряжений в зоне спая может привести к возникновеншо трещин в металлокерамцческом узле, в процессе его изготовления цлц эксплуатации.Величина растягивающих напряжений в спае зависит от толщины металлического цилиндра. Для уменьшения растягивающих напряжений в зоне спая необходимо либо уменьшить толщину свободного конца металлического цилиндра, либо...
156039

Номер патента: 156039
Опубликовано: 01.01.1963
МПК: B23K 20/08
Метки: 156039
...действием зарядов взрывчатого вещества б движутся поршни 7, сближающие и сжимающие соединяемые части. Заряды взрывчатого вещества инициируются с помощью электрических детонаторов 8. Сварку производят следующим образом, Соединяемые части 1 металла устанавливают с некоторым зазором. Сквозь зазор продувают импульсный поток продуктов взрыва детонирующих взрывчатых веществ, движущийся в течение очень короткого времени под большим давлением. Этот поток .носит с поверхности ме- 2156039 талла окислы и прочие загрязнения и вызывает пластическое течение поверхностных слоев металла. Соединяемые части металла сближаются и сдавливаются в один из моментов пластического течения их поверхностных слоев, что приводит к образованию между ними...
156040

Номер патента: 156040
Опубликовано: 01.01.1963
МПК: B23K 35/363
Метки: 156040
...изв Отличительной особенностью описываемого флюса является став (в пв):и их естпы. го со 9 - 42 0 - 43 4 - 69 - 110 С предложсгное соомачиваемость при закачественнои заваркипоявления трещин. т, пл. 300 - 35 ет хорошую с зовать его для робления или нош арке- пайкя Предмет изобретени варки-пайки чугуна, стали, цветных хлористого цинка и хлористого аммо с целью получения флюса с темпера шения коробления деталей и преду цинк хлористыйаммоний хлористыйолово двухлористоебарий хлористый,медь хлористая Для получения флюса с ние компонентов обеспечива пайке, что позволяет исполь деталей без опасности их коФлюс для за сплавов на основе щийся тем, что, 300 - 350=С, умен металлов и их шя, отл ич аютурой плавления реждения появ156040 ления...
156114

Номер патента: 156114
Опубликовано: 01.01.1963
МПК: B23K 37/04, B25H 1/08
Метки: 156114
...опоры н состоят из натяжной станции 2, ведущей звездочки 3, ведомон звездочки 4, втулочной цепи б и зацепа б. Зацеп установлен на оси н может поворачиваться на 90 при необходимости движения в обратном направлении. Опорные ролики 7 предотвращают провисанне зацепа.Около средних опор установлены две консоли 8 с захватами 9 для поворота балки на 360.Поворот и установка составных двутавровых балок в удобное для сварки положение производится следующим образом.М 156114Балку укладывают на опоры 1 кантователя (положение 1, фиг. 2) и производят сварку 1-го шва. После зачистки шва включают механизм кантователя. Зацеп б зацепляет балку и поднимает ее по правой наклонной плоскости в положение П до установки балки под сварку 2-го шва (положение...
156146

Номер патента: 156146
Опубликовано: 01.01.1963
МПК: B21C 1/00, B23K 20/04
Метки: 156146
...резко возросла потреснос Гь 3 11 сво,1 оке из зотины и их сплавов диаметром 0,001 - 0,002 л,1, применяемойматериалов высокого сопротивлегия.Известны методы получения тончайших металлическихвытяжкой из расплава в стеклянной оболочке или волоченитрически осажденном на заготовке сереоряцом или медномПредлагается способ изготовления тонкой проволоки,шцйся тем, что биметаллическую заготовку получают, вводяОдного металла в трубку из другого металла, изготовленнуючистотой Вну Гренней поверхности. Таким путем мОжнО полчайшую проволоку с одцородными свойствами по длине, сстурированную и с гладкой поверхостьк.Для получения микронной проволоки пруток дилота или платины закладывакт в меднуО Грубкус толшиной стенки 4...
156256

Номер патента: 156256
Опубликовано: 01.01.1963
МПК: B21D 43/14, B23K 37/047
Метки: 156256
...предназначен для сварочных работ в шаровых резервуарах.Известны манипуляторы по основному авт. св.129765 для вращения шаровых резервуаров, содержащие роликовый враща тель, размещенный внутри неподвижного фундамента и установленный на опорных домкратах. Вращатель с домкратами установлен на поворотной в горизонтальной плоскости раме, расположенной внутри непо движной кольцевой опоры, служащей лля установки на нее изделия на время поворота рамы вращателя.Известные шаровые резервуары изготовляли в виде двух полусфер, сваривали вручную и устанавливали на постамент с помощью мачт.Предлагаемый манипулятор механизирует сварку и отличается тем, что поворотная рама выполнена в виде шарнирного многоугольника, опорные ролики установлены на раме...
156403

Номер патента: 156403
Опубликовано: 01.01.1963
МПК: B23K 20/22, B23K 31/04
Метки: 156403
...тем, что удаление окисных пленок и активизацию процесса диффузии осуществляют с помОщью ультразвуковых колебаний, которые прикладъваот к соединяемым деталям и направляют вдоль и перпендикулярно к поверхности контакта. Это отличие повышает качество соединения керамических и металлических деталей.На чертеже изображена принципиальная схема установки, в которой производится соединение керамических и металлических деталей по предлагаемому способу.15 б 403СоедиНемые деталии 2, нягруусенные силои Р, поещяют Б 1;амеру 3 с глубокиВакууОм, дл 5 этого камера при поОщи шт нера 4 соединена с Ваку"мным ндсосоа. Для удялени 5 Окисной пленки с пО- верхности соединяемых деталей к одной из них, например к детали 7, подсоединен магннтострикционный...
156632
Номер патента: 156632
Опубликовано: 01.01.1963
МПК: B23K 11/24, H02M 5/25
Метки: 156632
...Во втором полупериоде. Второй полупериод сварочного тока возбуждает те ке реле Р;Р и Р-якори которых перебрасываются в обратное положение, в результате чего замыкаются контакты реле Р-, и Р(тира- трон Т 2 заперт).В цепи, задающие режим работы нгнитрона, входят; анодный выпрямитель, фазорегулирующий мост, схема связи и блок питания.АРОдпыР 1 выпрямитель состоит Рз двуханодРОго кенотрона 2 лампе Л с питяющиыР 1 ее 2 ноднои Р 121 са;ьнОЙ Обмотсяхи, трансформатора Тр 3 и сглажива 1 ощего фильтра, образованного конденсаторами С С и дросселем Др.ФазорегулируОщий мост состоит из вторичной обмотки трансформатора Трд, сопротивлений Р, й и конденсатора С, Напряжение на диагОнали моста (управляю 1 цая сетка - сатОд лампы Л 2) может Оыть...
156633
Номер патента: 156633
Опубликовано: 01.01.1963
МПК: B23K 28/00, B23K 31/02
Метки: 156633
...изООРажепа ОписыВае)12 Я сВ 2 РОчнаЯ ГОЛОВ- ка; па фиг. 2 -- левые сасазкг; на фиг. 3 - разрез по лпгни АА на фиг. 2; па фиг. 4 - токополвол; на фцг. 5 - разрез по лини:1 ББ на фи Г. 4.Гварочная головка представляет собой поворотную раму 1, на ко) РгОй пот кои(м:(Ом 2 смопти)Овапы т 1)ансформатор, конленсаторная 02 2)ея на ертежс не показапы,кондкторз 3. С по)ОщьО силово- О 1 линдра 4 головка мо)кет Откидываться, поВорачивась ОтиосительИО Оси д. При пере.оле От ОднОГО лиа)1 е. р 2 сВаривае)1 ы, "труо и дру) .,1 ГО;1 ОВКа С ПО 0 ИЪО ПОРИ . )С)НЕГ ПОЛНИ)гТЬСЯ 1 ОпСКПТЬСЯ.ТокополвОлы 7 солсрж.:т гио(Пе шпы 8, соос;зепчо то(ополвол,. с)е.1 пзе копт акты 10. 1 бкпс шпь ( СОслппеп 00 ВтоП 1 чпой Лб)1; КОИ Снапои 1010 т)2;СфоР)атОРИ 2...
156634

Номер патента: 156634
Опубликовано: 01.01.1963
МПК: B21D 39/04, B23K 37/04, B23K 9/16 ...
Метки: 156634
...ожена оока 3 с Винтовым. заж зэМ .56634мещения заглушек, включающего в себя электродвигатель, редуктор 7 и барабан 8 лебедки. Вращение от редуктора 7 к барабану Ь пе едается посредством шестерен 9 и 10,Узел заглушек состоит из собственно мягких заглушек 11, связующей тяги 12, штуцера 13 для подвода защитного газа и троса 14 для протякки узла вдоль оси трубы. Согласование перемещения заглушек с перемещением сварочной головки 15 достигается установкой токового реле РТ, контрольных следящих термопар 16, а также изменением числа оборотов электродвигателя б, перемещающего заглушки 11. Токовое реле РТ включает электродвигатель только при возбукдении сварочной дуги и отключает его при ее разрыве, Наличие следящей системы устройства...
156834

Номер патента: 156834
Опубликовано: 01.01.1963
МПК: B23K 35/362
Метки: 156834
...20%,Описываемый флюс, не уступая фторидным неокислительным флюсам по таким важнейшим характеристикам, как степень усвоения металлической ванной легирующих примесей, обладающих высоким сродством к кислороду, и стойкостью металла шва против образования горячих трещин и пор, вместе с тем заметно превосходят фторидные флюсы по обессеривающей способности и технологическим свойствам,Предлагаемый флюс обеспечивает отличное формирование сварных швов, практически такое же, как и при применении силикатных флюсов,Положительные свойства бесфтористого флюса при дуговой сварке проявляются только в работе на постоянном токе прямой полярности (минус на электроде). При электрошлаковой сварке может применяться и переменный ток,156834Предмет изооретения1,...
156835

Номер патента: 156835
Опубликовано: 01.01.1963
МПК: B23K 35/14, B23K 35/26
Метки: 156835
...образом.Цинк, медь, алюминий и магний взвешивают в количествах, соответствующих рецептуре. Причем введение меди не вызывает затруднений, так как количество ее невелико. Цинк расплавляют в графнтовом тигле и нагревают до 650 в 7 С, при этом введенная измельченная медь хорошо растворяется в течение 8 - 10 вин. После полного ее растворения вводится последовательно алюминий и магний.Предварительно просушенные при температуре 100 - 150-"С флюсующие составляющие взвешивают, тщательно перемешивают и вводят в последнюю очередь непосредственно на зеркало расплавленного припоя в тигле. Затем припой тщательно перемешивают графитовым стержнем и разливают в формы (прутки) нужного диаметра. Температуру разливки поддерживают в пределах 410 - 430...
157021
Номер патента: 157021
Опубликовано: 01.01.1963
МПК: B23K 11/00
Метки: 157021
...в пазы электродных вставок, выполненных по форме рабочей поверхности контактов, а также во впадину зубчатой планки. Затем электроды 2 раздвигают, вместо зуочятой рейк 1 устаняВлиВяют контактную пртн(ину и Выполняют дВухстороннюю сварку.Обрезка проволоки может производиться илн до установки ее междх электродами, или после ее запрессовки. Надежное мдержание серебряных контактов в наконечниках доспгается соответствующей обряооткой поерхности наконечника, я также за счет прижима контакта к упору профиля наконечника, Прижим возникает в результате продольного уширения контакта при запрессовке.157021При таком способе сварки контактов уменьшается опасность разрушения пружины при работе на изгиб, Контактная пружина не подвергается...
157022
Номер патента: 157022
Опубликовано: 01.01.1963
МПК: B23K 11/06, B23K 9/00
Метки: 157022
...сварного соединения.Способ сварки внахлестку многослойных пакетов с толстыми листами заключается в том, что предварительно соораппый пакет с толстым листом прпхватывается сначала роликовой сваркой, Прп этом получается монолитное соедипение без воздушных зазоров между лпстамп пакета и толстым листом, Далее, для получения качествепого сварюго (О(ипсния роликовыи шОВ проплавляетс 5 методом аргоподуОВО сварки неплавящимся электродом.В результате сочетания этих двух способов сварки получается высококачественное сварное соединение, отличающееся полным проваром пакета листов ,без прожогов) и пакета с массивными листами.Достоинством способа является также то, что для получения качественного соединения нет необходимости предъявлять...
157023

Номер патента: 157023
Опубликовано: 01.01.1963
МПК: B21C 37/08, B23K 25/00, B23K 37/06 ...
Метки: 157023
...стыкового шва размещают неравномерно, больше в зоне потолочного участка, а также на участке замыкания швов в нижнем положении.На чертеже изображен плавящийся мундштук олнецця электрошлаковой сварки неповоротцых стыковых швог способом.Необходимым условием для получения сварного шва высокого качества является поддержание одинаковой глубины шлаковой ваццы в процессе сварки, для чего флюс в плавящемся мундштуке размещают неравномерно, Флюс сосредоточивают в частях 1, которые плавятся при сВярке потолочного участка стыка, я также Н 2 чястке о заз 1 ык 1- нця швов в нижнем положении. Кроме того, ца участках 1 и 2 замыкания швов сечение плавящегося металлического тела мундштуков ЫЯКСИМЯЛЬЦО РЯЗВИВ 21 ОТ 112 ПРЦМЕР, С ПОМОЩЫО ЦЯКЛЯДОК о 1 ТО...
157024
Номер патента: 157024
Опубликовано: 01.01.1963
МПК: B21D 43/14, B23K 37/047
Метки: 157024
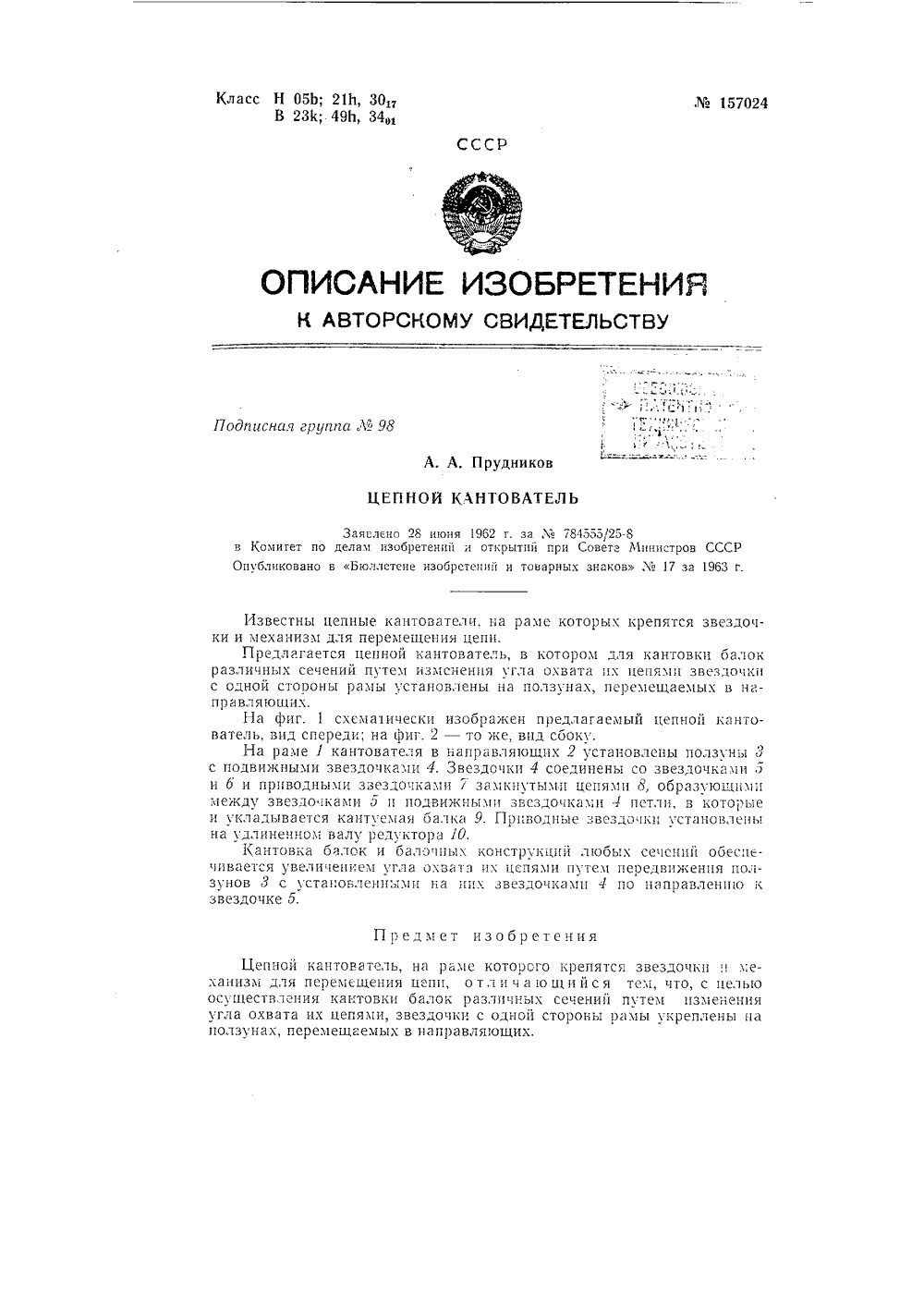
...которсгоперемещения цепи, о т л и ч а ю ция кантовки балок различных сих цепями, звездочки с одной сторемещаемых в направляющих. н н мес целью зменечия плены па я звездо тем, чтпутемамы укр репятсийсяченийроны р Известны цепные кантователи, на раме которых крепятся звездочки и механизм для перемещения цепи.Предлагается неной кантователь, в отором для кантовкп оалок различных сечений путем измснення угла охвата нх цепями звездо кн с одной стороны рамы установлены на ползунах, перемещаемых в напр авляющих.На фиг. 1 схематически изооражен предлагаемый цепной анто- ватель, вид спереди; на фиг. 2 - то жс, внд сбоку.На раме 1 кантователя в напраьляющнх 2 установлены ползуны 3 с подвижными звездочками 4. Звездочки 4 соединены со звездочками,з и...
157025
Номер патента: 157025
Опубликовано: 01.01.1963
МПК: B23K 11/06
Метки: 157025
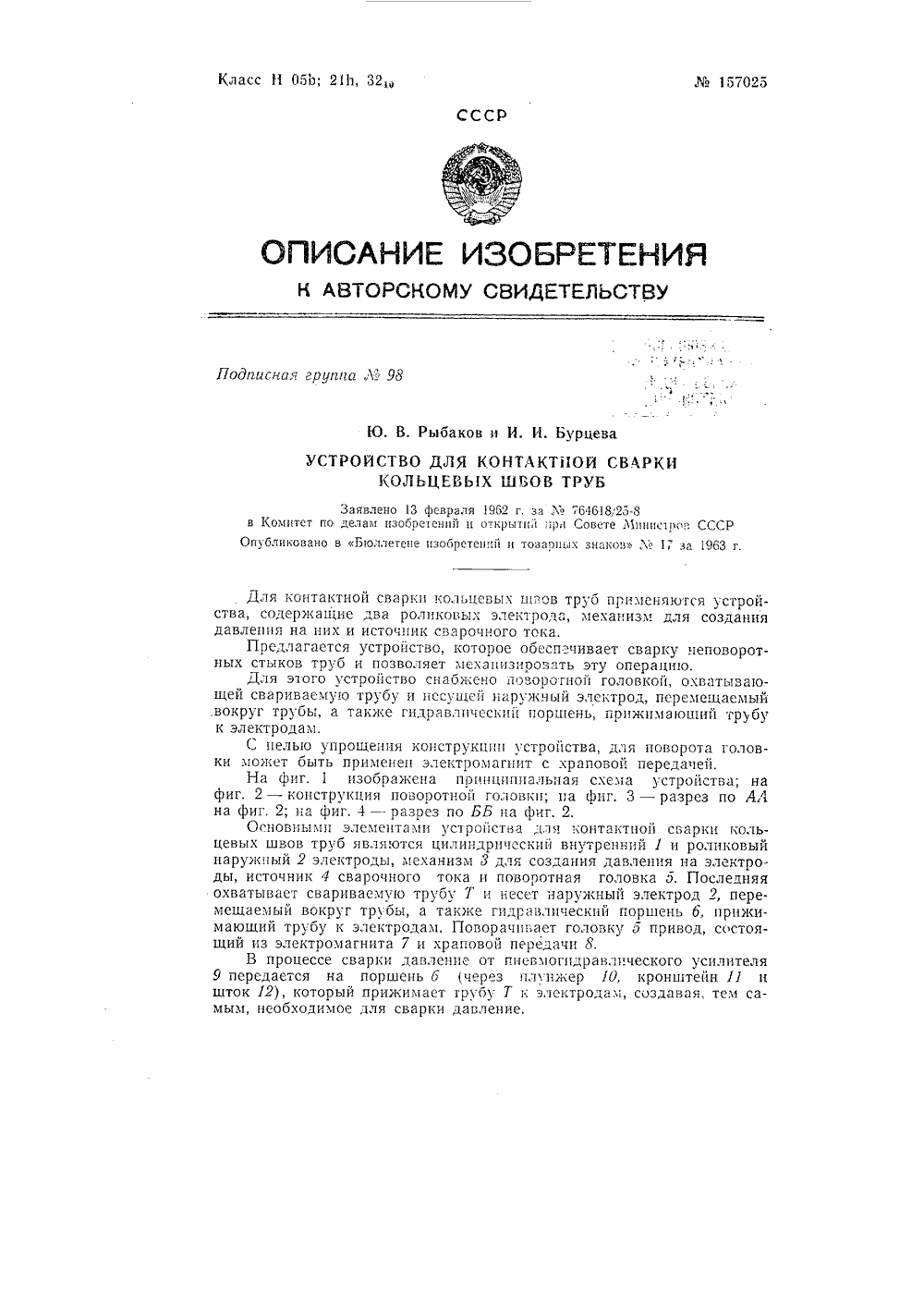
...по ББ на фиг. 2.Основныыи элементами устрО 1 стзя дл 51 контактной свар)си ко;1 ьцевых швов труб являются цилиндрический внутренний 1 и роликовый наружный 2 электроды, механизм 3 для создания давления на электроды, источник 4 сварочного тока и поворотная головка 5, Последняя охватывает свариваемую трубу Т и несет наружный электрод 2, перемещаемый вокруг трубы, а такке гидравлический поршень 6, прижимающий трубу к электродам. Поворачшает головку ( привод, ссстоящий из электромагнита 7 и храповой передачи о.В процессе сварки давление от пневмогидравл 1 ческого усилителя 9 передается на поршень б 1 через плунжер 10, кронштейн 11 и шток 12), который прижимает трубу Т к электродам, создавая, тем самым, необходимое для сварки...