B23B 35/00 — Способы расточки, сверления или обработки, требующей использования расточных или сверлильных станков; использование вспомогательного оборудования для этого
Способ яшина г. г. обработки отверстий инструментом с винтовыми стружечными канавками

Номер патента: 1248726
Опубликовано: 07.08.1986
Автор: Яшин
МПК: B23B 35/00
Метки: винтовыми, инструментом, канавками, отверстий, стружечными, яшина
...располагают таким образом,что ось инструмента и обрабатываемогоотверстия образует угол с осью ординат, а инструменту сообщают вращениев направлении, совпадающем с направлением винтовых канавок, о т л и -ч а ю щ и й с я тем, что, с цельюповышения стойкости инструмента ипроизводительности обработки путемполного удаления стружки из отверстий, величину указанного угла выбирают в пределах 98 с 360 - В, где0 - благоприятный угол, образованный осью инструмента и оЬрабатываемо го отверстия в детали с осью ординат при котором происходит полное удаление стружки 1 из обрабатываемого отверстия; 6 - предельный угол, образованный осью инструмента и обрабаты-. ваемого отверстия в детали с осью ординат, при котором стружка не удаляется из...
Способ обработки сложнопрофильных отверстий и устройство для его осуществления

Номер патента: 1248727
Опубликовано: 07.08.1986
Авторы: Лакирев, Пургин, Сергеев, Чиненов
МПК: B23B 35/00, B23B 41/00
Метки: отверстий, сложнопрофильных
...с этим для второй группы сложнопрофильных отверстий необходимо не только совмещать вершину инструмента с номинальной осью 10 отверстия, но и обеспечивать совмещение изогнутой оси инструмента у его вершины с номинальной .осью отверстия. Поэтому при обработке сложнопрофильных отверстий инструмент 1 изгибают 15 в направлении действия результирующей от неуравновешенных сил резания в плоскости действия этой результирующей. Величину изгиба выбирают таким образом, чтобы вершина инструмен О та 1 совместилась с осью отверстия, а угол его прогиба вблизи вершины был равен нулю, т.е. должны выполняться условия - ах ( - + )ах+С+0=0фМ М(ь 1) А . 3 ЕЛ ЕУи М(ла04 о Ю Е 2 где О - угол поворота упругой линииинструмента у его вершины.Таким образом для...
Способ обработки отверстий в упругой детали

Номер патента: 1250400
Опубликовано: 15.08.1986
МПК: B23B 35/00
Метки: детали, отверстий, упругой
...иной обработки нескольких отверстий в ,сгази тина колеса.11 а фиг. 1 изображена схема реализации сякоба обработки; на фиг. 2утсто, о для реализации способа. В,ц тат 1, например ободе колеса, следус т ы полниотверстие 2, расположенное на расстоянии а от поверхности А, и отверстие 3, расположенное также на расстоянии а от иоерхности Б детали 1, при- ем допуск на размеры а меньше допуска на размер 1., где 1. - расстояние между поверхности ли А и Б. Обрабон ку отверстий осуществляют с помощью устроиства, состоящего из корпуса 4 с закреп,тнными на нем базами 5 и стаканами 6, которых перемещаются прихваты 7 до жестких упоров (не показаны), обеспечивающих размер "., где Р - расстояние между поверхностями А и Б обода колеса, сжатогого в...
Способ обработки глубоких отверстий

Номер патента: 1255297
Опубликовано: 07.09.1986
Авторы: Коробейников, Муханов, Пантелеев
МПК: B23B 35/00
...участок обрабатывают отдельно,Обработку ведут в два этапа.На первом этапе первый участокрастачивают резцом, выдерживая прямолинейность. Полученную поверхностьотверстия на первом участке используют в качестве базовой для фрезы,с помощью которой обрабатывают второй участок, диаметр которого меньшедиаметра предыдущего участка на величину, равную 0,3-0,5 мм.Все последукицие участки обрабатывают аналогично второму участкуметодом фрезерования, используя вкачестве базовой поверхность предыдущего участка и уменьшая диаметркаждого последующего участка на. величину, равную 0,3-0,5 мм. Эта величина зависит от диаметра отверстия иколичества участков, на которые делится длина обрабатываемого отверстия.вЗатем осуществляют развертывание...
Способ обработки отверстий

Номер патента: 1256883
Опубликовано: 15.09.1986
Автор: Невидимов
МПК: B23B 35/00
Метки: отверстий
...детали.Максимальную производительностьпри оптимальной скорости резания можно получить, увеличивая скорость вращения детали и об/мин и уменьшая скорость вращения инструмента п об/ мин. Принято минимально допустимое передаточное отношение между скоростями вращения инструмента и детали,равное единице. Дальнейшее уменьшение передаточного отношения не обеспечивает съем припуска со всей обрабатываемой поверхности на глубинуподачи за один оборот детали (фиг.б).Когда 1/2 Р,Р(Ргде Р, - диаметр получаемого отвер-стия;Р - диаметр режущего инструмента,диаметр инструмента, лежащий на координатной оси ОХ, осями вращения детали и инструмента разбит на триучастка (1, 2 и 3 фиг. 9).Первый участок ограничен точкойА и осью вращения режущего инструмента О...
Способ образования монтажных отверстий

Номер патента: 1271674
Опубликовано: 23.11.1986
Автор: Мамлин
МПК: B23B 35/00
Метки: монтажных, образования, отверстий
...3, выполненную из листа с установленными на него планками, имеющими точно расположенные отверстия с 45запрессованными в них термически обработанными втулками для направленияинструмента, а так же отверстия длякрепления к базовому элементу 2. Опоры 11 с передвижными насадками 12, на верхней части которых установлена шариковая опора, предназначены для надежной укладки балок 15 Причем наличие в блоках балок продольных и поперечных ребер требует соот ветствующей перестановки опор 11 и насадок 12, а разная толщина. вертикальных стенок балок в случае необходимости образования монтажных отверстий в нескольких плоскостях требуетрегулировки шариковых опор насадокпо высоте.Способ образования монтажных отверстий осуществляют следующим...
Способ обработки ступенчатых отверстий

Номер патента: 1278113
Опубликовано: 23.12.1986
Авторы: Лотерштейн, Нодельман
МПК: B23B 35/00
Метки: отверстий, ступенчатых
...При этом внутренний диаметр кольцевого сверла 2 меньше диаметра Я сверла 5 на 1 - 2 мм. 1 ил.1278113 Формула изобретения Составитель Г. Си ротовская Редактор Н. Бобкова Техред И. Верес Корректор О. Луговая Заказ 6680/10 Тираж 1001 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113036, Москва, Ж - 36, Раушская наб д. 4/6 филиал ППП Патент, г. Ужгород, ул. Проектная, 4Изобретение относится к обработке металлов резанием и может быть использовано при получении ступенчатых отверстий,Цель изобретения - повышение производительности за счет уменьшения машинного времени обработки,На чертеже изображена схема реализации предлагаемого способа обработки.При получении ступенчатых отверстий в детали обработку каждой...
Способ обработки фасок на седлах клапанов и устройство для его реализации

Номер патента: 1282972
Опубликовано: 15.01.1987
Авторы: Гавриленков, Исаков, Магомаев, Тепер, Хохлов
МПК: B23B 29/034, B23B 35/00
Метки: клапанов, реализации, седлах, фасок
...этом конец винта 19 размещен симметрично относительно стенок выемки 21 и ввинчен настолько, чтобы точка К на конической поверхности его хвостовика находилась от левой торцовой стенки выемки на расстоянии 1. заданной величины хода ползушки 10, который устанавливают с помощью индикатора в положении, когда середина режущей кромки резца 8 совпадает с серединой фаски 7,Экспериментально установлено, что ход ползушки должен составлять 0,1 - 0,3 ширины фаски 1 При вывинчивании винта 16 расстояние (ход) увеличивается, а при ввинчивании - соответственно уменьшается. Винт 15 служит для фиксации ползушки 10 в исходном положении и может быть использован для тонкой регулировки ползушки в исходном положении. При этом порядок регулирования следующий....
Режущий инструмент

Номер патента: 1289621
Опубликовано: 15.02.1987
Автор: Терешонок
МПК: B23B 35/00, B23C 5/06
Метки: инструмент, режущий
...15. Перемещение зажимного элемента производится винтом 5. Головка зажимного элемента 4 имеет Т-образную форму. На одном из концов 13 головки расположена поверхность для взаимодействия с передней поверхностью режущей пластины, а на боковой поверхности другого конца 14 выполнен скос 15 с углом а, равным 15, для взаимодействия с опорной поверхностью 16, выполненной в пазу 17 корпуса при выполнении режущего инструмента по варианту, показанному на фиг. 1. Этот вариант имеет преимущество, когда необходимо увеличить количество режущих плас тин, но при этом усложняется изготовление корпуса в связи с выполнением пазов 17. При выполнении режущего инструмента по варианту, показанному на фиг. 2, опорная поверхность корпуса, с которой взаимодействует...
Способ сверления отверстий

Номер патента: 1291302
Опубликовано: 23.02.1987
Авторы: Батраков, Голуб, Ивженко, Лагай, Сергиенко, Строков
МПК: B23B 35/00, B23Q 3/00
...й = 30 мм сосмещением относительно оси заготовкиа = 5 мм, Трубу устанавливают наоправке, а зазор Ь между внутреннейповерхностью трубы и оправкой, создаваемый за счет выполнения оправкисоответствующего диаметра, выбирают из соотношенияЬ = (1 созе) +Й + с0272 а+й огде Ы = агсзгп - 11 30= 0,15 - коэффициент перебегаалмазного сверла, определяемый опытным путем ( = 0,40,1, причем большие значенияприменимы к сверлам меньшихдиаметров).с = 1 мм - постоянная, определяемая в зависимости от размеров изделий (с = 0-3 мм) .Отсюда Ь = 7,5 мм. Таким образом,наружный диаметр оправки Й= Э -2 Ь = 185 мм,В качестве опоры выбирают сплав,содержащий 75 Х парафина и 25% канифоли, Для заполнения зазора Ь этимсплавом деталь с оправкой нагреваютодо 100 С,...
Способ обработки круговых пазов

Номер патента: 1294496
Опубликовано: 07.03.1987
Авторы: Богорад, Зельдин, Зобнин, Малинин
МПК: B23B 35/00
...Тираж 976 ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Иосква, Ж, Раушская наб., д. 4/5, Производственно-полиграфическое предприятие, г. Ужгород, ул, Проектная, 4 Изобретение относится к обработке металлов резанием и может быть применено в упругих подшипниковых опорах.Цель изобретения - повышение точности при обработке пазов упругой 5 опоры, расположенных концентрично по отношению друг к другу и соединенных между собой с помощью отверстий.На чертеже представлена схема реализации способа обработки круговых 1 О пазов.Перед обработкой осуществляют разметку центров отверстий 1 и 2 для, захода фрезы и отверстий 3, соединяющих пазы 4 и 5, лежащие на концент 15 ричных окружностях, При этом центры отверстий...
Способ обработки деталей типа болтов

Номер патента: 1294497
Опубликовано: 07.03.1987
Авторы: Горбунов, Ивашкевич, Кузьмичев
МПК: B23B 35/00
...А-А на Фиг. 4На первом переходе с двух диаметрально противоположных сторон деталипроизводят засверловку отверстия диаметром Р на глубину Н, исключающуюпересечение отверстия Й с внутренним диаметром накатываемой резьбы.Затем накатывают резьбу М и, наконец,на втором переходе сверления производят обработку отверстия дпо эасвер 25лояке, выполненной на первом переходе.Засверловка детали представляетсобой пересечение двух геометрическихтел - конуса и цилиндра, поэтому отверстие в виде эллипса имеет разныеразмеры: в продольном сечении - Р ,и в поперечном сечении " Р. Размер Р должен быть таким, чтобы исключить пересечение поверхностей внутреннего диаметра резьбы 6и отверстия под шплинт й . Исходя иэ этогоусловия, размер Р в продольном сечении...
Способ обработки отверстий

Номер патента: 1313582
Опубликовано: 30.05.1987
Авторы: Дятлов, Иевлев, Паневин, Паневина
МПК: B23B 35/00
Метки: отверстий
...2 резцом 3 во время второго прохода.Перед первым проходом заготовку 1 располагают таким образом, что ось Сотверстия 2 находится под углом 40О. к оси 0 -0 вращения инструмента, а последняя - на расстоянии 1. от оси М -М заготовки.Вращающемуся инструменту 3 или детали 1 сообщают относительное пе ремещение Б, или Я соответственно ,цо окончания контакта резца 3 с заготовкой 1. При этом линия полученная пересечением плоскости. проходяlщей через оси 0-0 и 0 -0 , с цилиндром, образованным вершиной вращающегося резца 3, в пределах наружного контура заготовки образует хорду, величина которой не должна превышать величину хоры КЯ (точки К и Я являются точками пересечения образующих отверстия 2 с наружным контуром заготовки). После первого...
Способ обработки отверстий

Номер патента: 1316754
Опубликовано: 15.06.1987
Автор: Денисенко
МПК: B23B 35/00
Метки: отверстий
...Величина Ь Р определяетсяпо условию образования стружки оптимальной длины по стойкости инстру -мента.Обозначим время получения стружкигс, За это время сверло совершитс,и/60 оборотов ,частота вращения исверлаиз об/мин переведена в об/с),т.е, делает одно колебание заг.,и/60 оборотов, Число колебаний заодин оборот будет 60/оси, Время,затрачиваемое на один оборот сверла,равно 1/и, Тогда частота чередующихся перемещений концов рычага в секун 60 1ду д =: -- , - = 60/Гг.и ис ЭсЕсли оптимальная длина стружки Ь,ее коэффициент усадки К, то при частоте вращения и и диаметра сверла 0время получения стружки будет сс60 Ь КСкорость перемещения сверО иБила при подаче Б равна. - .С, учетом соотношения плеч рычага1/1 величина перемещения АР определяется...
Способ обработки отверстий

Номер патента: 1323248
Опубликовано: 15.07.1987
Авторы: Карсунцев, Козлов, Лакирев, Хилькевич
МПК: B23B 35/00
Метки: отверстий
...диаметр,т.е, поперечную волнистость, а вследствие, наличие угла , и переменныйвдоль оси отверстия диаметр, т,е,продольную волнистость(Фиг.6).Размер Р - диаметра инструмента - меньше размера Р - диаметра описаннойчерез точки А,В,С окружности.Если подрезать участки волнистости, т.е. гребешки, в данном случаетри участка АКВА, в поперечном (фиг.7)и продольном (Фиг.8) направлениях,то получится отверстие диаметром Р,Нодрезка продольных волн возможна вспомогательной режущеи кромкойс угломблизким к 0 (фиг.8),а подрезка поперечных волн осущест"3 1323 вляется вспомогательной режущей кромкой с ц, близким к нулю, и наклоненной к оси инструмента под углом ь = 30- 60 (фиг.7). При этом линия 1 - траектория движения вершины ре 5 жущего лезвия,...
Способ обработки отверстия

Номер патента: 1324773
Опубликовано: 23.07.1987
Авторы: Дятлов, Иевлев, Паневин, Паневина, Федорова
МПК: B23B 35/00
Метки: отверстия
...с чем доступ инструмента к отверстиям 2 - 5 затруднен.Для получения отверстий необходимо осуществить изгиб в пределах упругой деформации консолей 6 " 9 с отвер-. стиями 2 - 5, в результате которого25 оси отверстий проходят вне тела детали, тем самым обеспечивается свобод- ный доступ инструмента к отверстиям. "Для этого к консолям прикладывают нагрузку Р величина которой ограничена упругой деформацией каждой консоли. С целью повышения точности формы обрабатываемых отверстий нагрузку Р прикладьвают на расстоянии 1-2 мм, превышающем радиус К обрабатываемых отверстий в точке А, так как слой металла на участке консоли АД остается не подверженным деформации изгиба.Для точного центрирования сверла 1 О используется силовой кондуктор 11,...
Устройство для обработки отверстий в тонких листах

Номер патента: 1342619
Опубликовано: 07.10.1987
Авторы: Алексеев, Анисимов, Широков
МПК: B23B 35/00
Метки: листах, отверстий, тонких
...974 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 4/5Производственно-полиграФическое предприятие, г, Ужгород, ул, Проектная, 4 Изобретение относится к металлообработке, а именно к устройствам для обработки отверстий в тонких листах.Цель изобретения - повышение эффективности обработки,На чертеже приведена общая схемаустройства.Устройство содержит опору 1 для 10обрабатываемых листов 2 и соосно установленные по обе стороны от нее инструментальную головку (не показана) с инструментом 3 и поджимную лапку 4 и узел подачи смазочно-охлаждающей жидкости (СОЖ), выполненный ввиде стакана 5, в днище 6 котороговыполнено осевое отверстие 7 и радиальные каналы 8, связанные с...
Способ растачивания глубоких отверстий

Номер патента: 1346349
Опубликовано: 23.10.1987
Автор: Силин
МПК: B23B 35/00
Метки: глубоких, отверстий, растачивания
...в процессе растачивания контактируют с поверхностью отверстия заготовки 3 . Дополнительная опора 4 выполнена подвижной относительно оси инструмента 1 и,имеет кинематическую связь с приводом 8 перемещения этой опоры 4 вдоль оси инструмента 1, Кинематическая связь с приводом дополнительной опоры 4 может быть выполнена в виде гибкого тросика 9, размещенно в продольном пазу инструмента. Один конец тросика 9 закреплен на опоре 4, у которой выполнен выступ 1 О, предохраняющий опору от поворота, а другой конец тросика связан с барабаном при 5 вода 8, имеющим возможность вращаться с регулируемой в процессе обработки частотой.В процессе обработки, благодаря выполнению прорези 6 кольца," направ" ляющие элементы 7 входят в обрабатываемое...
Способ коррекции оси предварительно обработанного отверстия

Номер патента: 1355368
Опубликовано: 30.11.1987
Авторы: Карсунцев, Лакирев, Хилькевич
МПК: B23B 35/00
Метки: коррекции, обработанного, оси, отверстия, предварительно
...выглаживающего кулачка с отверстием, но кулачок сколь зит по спирали Архимеда, имеющей параметр, равный радиальной подаче, Увеличения радиуса отверстия не происходит. На графике (фиг.4) этот участок 1-2 изображен линией, параллельной оси О Ч .Картина чередования участков спиралей Архимеда и дуг окружностей наблюдается до тех пор, пока не вы" полняется равенство9, т,е. пока выглаживающий кулачок полностью не входит в отверстие и не начинает1355368 ся устойчивый процесс обработки отверсгия. При этом, на любом обороте инструмента, т.е. при у = 2 Т (участок 5-9) наблюдаются участки отверс 5 тия, состоящие из отрезков дуг окружностей (участки 5-6 и 7-8) и спиралей Архимеда (участки 6-7 и 8-9).Форма такого отверстия для наглядности...
Способ групповой обработки отверстий многошпиндельной головкой

Номер патента: 1362568
Опубликовано: 30.12.1987
Авторы: Крупин, Сенчугов, Симонов
МПК: B23B 35/00
Метки: головкой, групповой, многошпиндельной, отверстий
...шпиндели относительно этихосей перемещают по радиусу, обознному Б иист,и и Б и ша черезийст, ци иист, шйточки О,и 1, 2, 0 (фиг,2, и 40 4 и 5), Это расстояние от осей шпинделей до соответствующих осей А и Б3 13625Оси А и Б также как и оси шпинделей и оси отверстий обрабатываемых деталей (фиг 1) проходят перпендикулярно плоскости чертежа, поэтому все эти оси (фиг.1) превращаютсяв точки, так они и изображены. Нафиг, 3 эти оси обозначены соответственно А-А и Б-Б.Расположение центров А и Б на 10перпендикуляре, опущенномиэ середины линий центров Омин О макеи 0 -Ообеспечивает минимальную погрешность при обработке,так как обеспечивает симметричное 15расположение дуги относительно крайних точек Омакс 0 1 мин 2 макоО минСмещение перпендикуляра от...
Способ многопроходной обработки отверстий

Номер патента: 1373484
Опубликовано: 15.02.1988
Авторы: Козлов, Лакирев, Хилькевич
МПК: B23B 35/00
Метки: многопроходной, отверстий
...отверстие диаметром Рпр= 2 Рнн Р 2 (фиг, 1 д), а затем, обработав полуценное отверстие инструментом 4, получим отверстие 8 диаметром Р (фиг. 1 е).Инструмент 4 в процессе обработки подвергается размерному износу, что приводит к уменьшению диаметра обрабатываемого отверстия. С увеличением длины обработки величина размерного износа увеличивается практически пропорционально этой длине. Износ инструмента сопровождается, как правило, увеличением сил резания, следовательно, увеличивается по мере износа сила, действующая со стороны эатупленного лезвия 5 на предварительно обработанную поверхность 3, затупленное лезвие сминает предварительно обработанную поверхность, причем величина смятия также пропорциональна длине обработки. Таким образом,...
Способ обработки отверстий и комбинированный инструмент для его осуществления

Номер патента: 1382595
Опубликовано: 23.03.1988
МПК: B23B 35/00
Метки: инструмент, комбинированный, отверстий
...относительно оправки в сторону, противоположную ее рабочему нращению, 45 до упора шпонок 12 чистовой ступени в торец дугообразного паза 11, расположеньп по направлению рабочеговращения,Так как подача К инструмента непрерывна в течение всего цикла обработки, при развороте чистовой ступени 3 главные режущие кромки ее зубьев внедряются н тело детали. При этом возникает и осевая сила поджатия чисто 55 вой ступени к обрабатываемой поверхности вследствие роста сил упругопластического контакта в стыке режущих кромок с деталью. Величина усилия поджатия чистовой ступени пире;еляется величиной заглубления режуних кромок зубьев в обрабатываемую поверхность, соответствующую величине упру - гоплдстической деформации материала детали под...
Расточная головка

Номер патента: 1393545
Опубликовано: 07.05.1988
Авторы: Божко, Бышко, Лялин, Михневич, Петрушина
МПК: B23B 29/034, B23B 35/00
...34, внутренний зубчатый венец которого зацепляется с шестерней 35, установленной на валу-шестерне 36, конический зубчатый венец которого взаимодействует с конической шестерней 37, жестко соединенной с ходовым винтом 6.Расточная головка работает следующим образом.Осевое перемещение и вращение на шпинделе 1 передаются от шпинделя станка. При этом составной из двух частей 7 и 8 корпус не вращается, Не вращаются также безопорное колесо 18, приводное колесо 19, шестерня 21, вилка 29, рукоятка 31 и шестерня 33.11 ри вращении шпинделя 1 шестерня 17 вращает сателлиты входного ряда 11, которые, взаимодействуя с внутренним зубчатым венцом неподвижного безопорного колеса 18, совершают планетарное движение вокруг оси шпинделя 1 и приводят во...
Способ обработки корпусных деталей

Номер патента: 1395430
Опубликовано: 15.05.1988
Автор: Демин
МПК: B23B 35/00
Метки: корпусных
...возможного увода сверла Ущ, 2установив деталь, производят свер,9 ение сквозных отверстий по номиналь"ому диаметру Д 0, вход которых расположен на меньшей торцовой поверхнос-,и. Затем измеряют величину радиаль- З 0рого смещения осей отверстий от номийапьного значения. Устанавливают вполученные отверстия, предварительнопокрытые какой-либо смазкой, стальные термообработанные стержни, Передвыполнением гофр определяют величинуи направление их по смещению выходныхотверстий диаметром Й от номинальнойрадиальной координаты отверстий, указанной на чертеже. Осуществляют гофрирование детали вдоль оси отверстий,причем число гофр соответствует числуотверстий со смещенной в радиальномнаправлении осью,В каждом поперечном сечении величина...
Способ обработки глубоких отверстий

Номер патента: 1400794
Опубликовано: 07.06.1988
Авторы: Козлов, Лакирев, Хилькевич
МПК: B23B 35/00
...о том, что радиальные силы Р, и Р пропорциональны площадям срезов:Р, = Кд,Р =К д 1где д и д - площади срезов;К - коэффициент пропорциональности радиальнойсилы площади среза,Как видно иэ фиг, ЗаЛ,= Я/2 й, П = Р/2а/2 + у (С);11= Б/2 й 1, Ь= И 2а/2 - у (С),где Б - осевая подача инструмента 3за один оборот,Уравнение равновесия инструмента3 можно записать, какР, + К р 1 у (С) - у (С-) = Р(2) 3 Е 1 При сообщении инструменту подачи,определенной из соотношения (2), прирассверливании меньшей ступени обес Опечена заданная величина с прямолинейной оси. Таким образов, рассверливание участка 1 может быть представлено, как постепенное приближение оси рассверливаемого отверстия коси ступенчатого отверстия (фиг. Зв),т.е к оси отверстия й.Длина 1...
Способ обработки отверстий и многошпиндельная головка для его осуществления

Номер патента: 1404194
Опубликовано: 23.06.1988
Авторы: Клыков, Лакирев, Морозов, Сергеев
МПК: B23B 35/00, B23B 39/16
Метки: головка, многошпиндельная, отверстий
...подачиБ; - подача 1-го.инструмента-й внешней силы,11 ногошпиндельная головка с меха Онизмом регулирования осевой подачиодного шпинделя оснащена направляющими скалками 3 и 4, жестко закрепленными посредством болтов 5 настоле 6 станка или зажимном приспособлении 7. Многошпиндельная головкавыполнена в виде корпуса, состоящегоиз верхней 8 и нижней 9 частей. Вверхней части 8 корпуса соосно приводной шестерне 10 посредством под.шипника 11 установлена дополнительная косоэубая шестерня 12, на торцекоторой установлен сменный профильный кулачок 13, В нижней части корпуса 9 выполнены выступы, в которыхпосредством подшипников 14 и крышек15 размещены инструментальные шпиндели 16 головки,ЗО На одних концах шпинделей установлень. шестерни 17,...
Многошпиндельная головка

Номер патента: 1404195
Опубликовано: 23.06.1988
Авторы: Клыков, Лакирев, Морозов, Сергеев
МПК: B23B 35/00, B23B 39/16
Метки: головка, многошпиндельная
...на корпусе 2 посредством средств крепления в виде болтов 3. В бурте делительного диска 1 прорезаны круго вые пазы под болты 3, а на периферии диска 1 в расточках установлены втулки 4 под направляющие скалки 5. На скалках 5 выполнена резьбовая .часть и установлены регулировочные гайки 6. 25Делительный диск 1 подпружинен относительно зажимного приспособления (не показано) пружинами 7 и 8 различной жесткости. Пружина 7 меньшей жесткости расположена со стороны инструмента 9, на который действует .большая осевая сила, а пружина 8 большей жесткости - со стороны инструмента 10, на который действует меньшая по величине осевая сила. На корпусе 2 головки обозначена одна риска,а на делительном диске 1 обозначены 360 рисок. (через...
Способ обработки сложнопрофильных отверстий

Номер патента: 1414519
Опубликовано: 07.08.1988
Авторы: Астафьев, Глазырин, Зимин
МПК: B23B 35/00
Метки: отверстий, сложнопрофильных
...в гнездоприспособления 2, при этом ось отверстия расположена шгке оси инструмента 3, При осевом перемещении инструмента последнии входит в предварительно обработанное отверстие и деталь самоустанавливается по инструменту. В момент входа инструмента вперекрещиваюцееся отверстие 4 осуществляют изгиб инструмента поворотомдетали в паа в:енин его подачи в, 35плоско:ти, проходя:цей через ось инструмента. Гри этом компенсируетсясмещение инструмента, вызванное неравномерным нагружением его режущихкромок, и сохраняется межцентровое40расстояние между осями обрабатываемого отверстия и отверстия 4,Устройство дпя реализации способасодержит приспособление 2, в которомустановлена деталь 1. Инструмент 3, 45закрепленный в шпинделе (не...
Способ получения отверстий в печатной плате

Номер патента: 1419823
Опубликовано: 30.08.1988
Авторы: Алферов, Верняев, Тимершин, Шихирин
МПК: B23B 35/00
Метки: отверстий, печатной, плате
...чертеже изображена схема устройства, реализующего предлагаемый пособ,Устройство состоит из верхнегоиндельного узла 1, который вклюает верхний шпиндель 2 с располоенной в нем оправой 3 со сверлом 4. правка 3 и верхний шпиндель 2 свяэа ы между собой подвижным шлицевым оединением. Оправка 3 имеет неэавиимую подачу, Кроме того, к верхнеу шпинделю 2 на плоской пружине 5 одвешена резцовая головка 6, несуая резец 7. К оправке 3 жестко кре ится копир 8, контактирующий с резовой головкой б,Нижний шпиндельный узел 9 имееталогичную конструкцию но сверло в оправку не устанавливается и осевой подачи оправка не имеет. Загоовка печатной платы 10 подпружинена в осевом направлении с помощью пружинных рычагов 11. Имеются упоры 12, предотвращающие...
Способ обработки отверстий вращающимся резцом
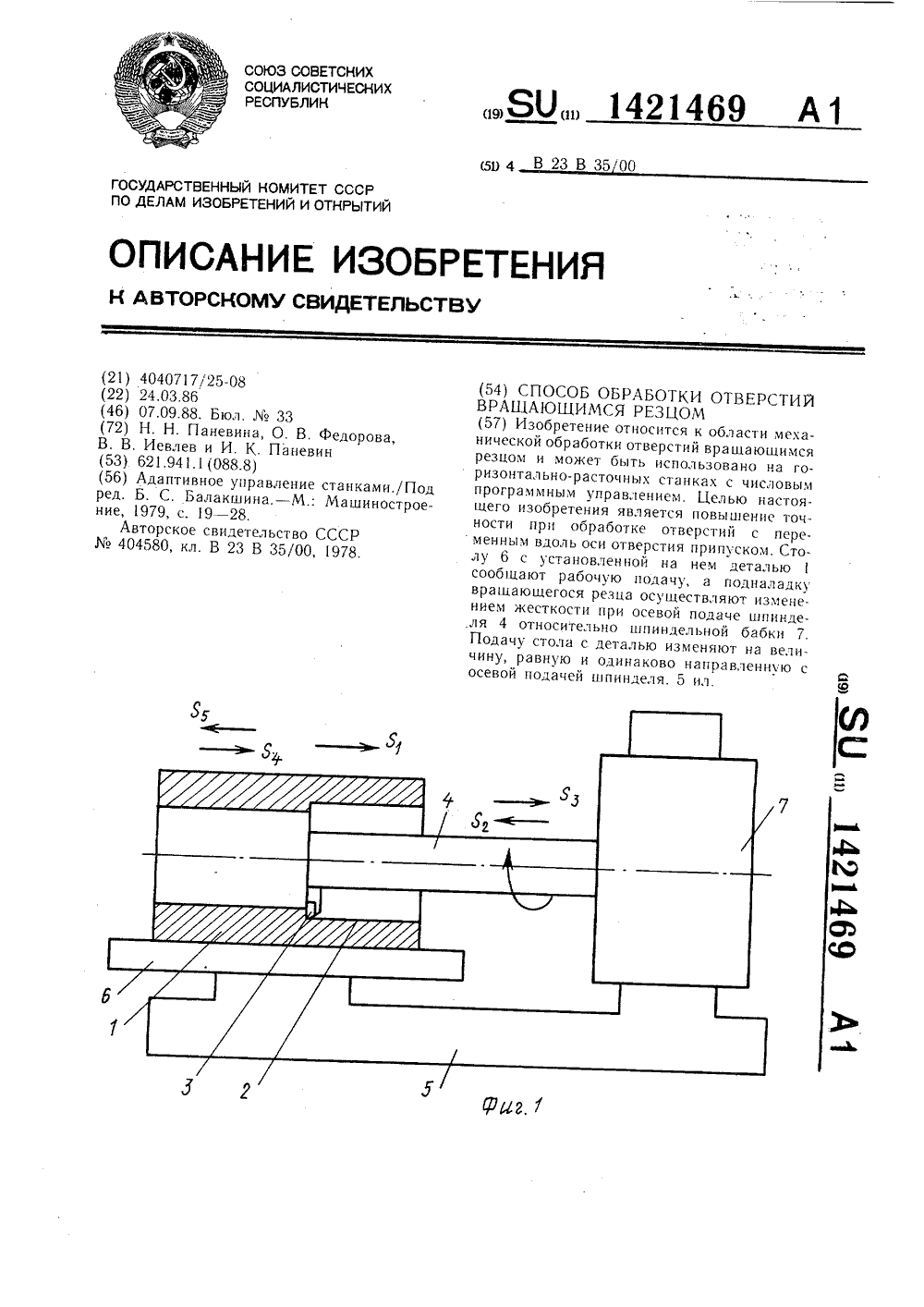
Номер патента: 1421469
Опубликовано: 07.09.1988
Авторы: Иевлев, Паневин, Паневина, Федорова
МПК: B23B 35/00
Метки: вращающимся, отверстий, резцом
...резцаи деформацией У) шпинделя. где Р) - реакция осевой составляющей силы резания, действующая на резеци шпиндель;6 - расстояние вектора силы Р) додиаметра шпинделя (места зашемления консоли);г - расстояние вектора силы Р) до осишпинделя (радиус обрабатываемого отверстия);- расстояние вектора силы Р) до тор ца шпиндельной бабки;Е и Е" - модули упругости резца и шпинделя соответственно;1 и 1" - моменты инерции резца и шпинделя соответственно,20 У)=У) - У, =Р) (у-,г Е) Суммарная деформация У 2 от действияреакции Р 2 радиальной составляющей силы резания складываетсяиз деформации У 2 25 резца и деформации У 2 шпинделя.) р30 ф ЗЕ 1"где Р 2 - реакция радиальной составляющейсилы резания, действующая на резец и шпиндель;с - расстояние вектора...