Способ обработки отверстий вращающимся резцом
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
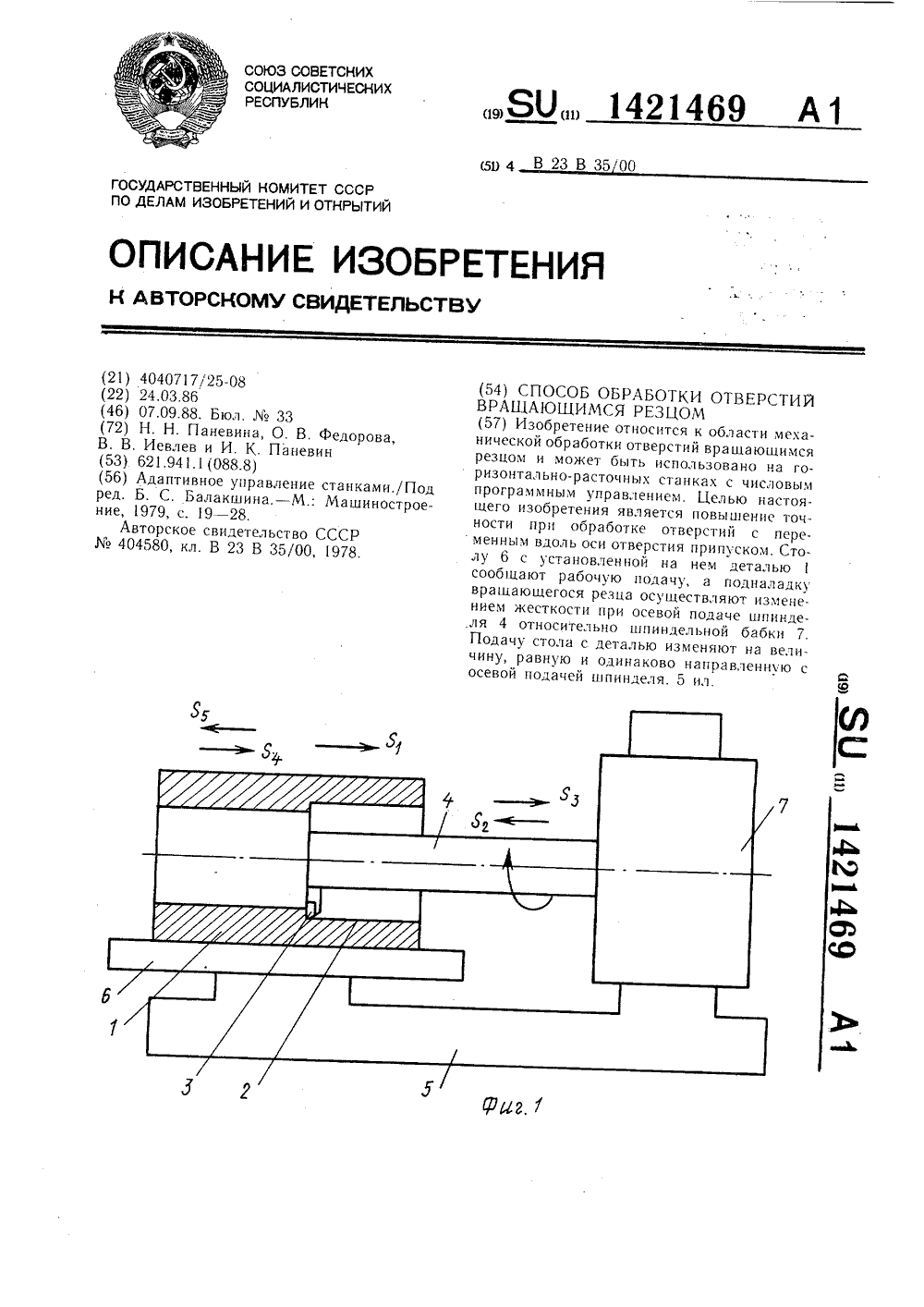
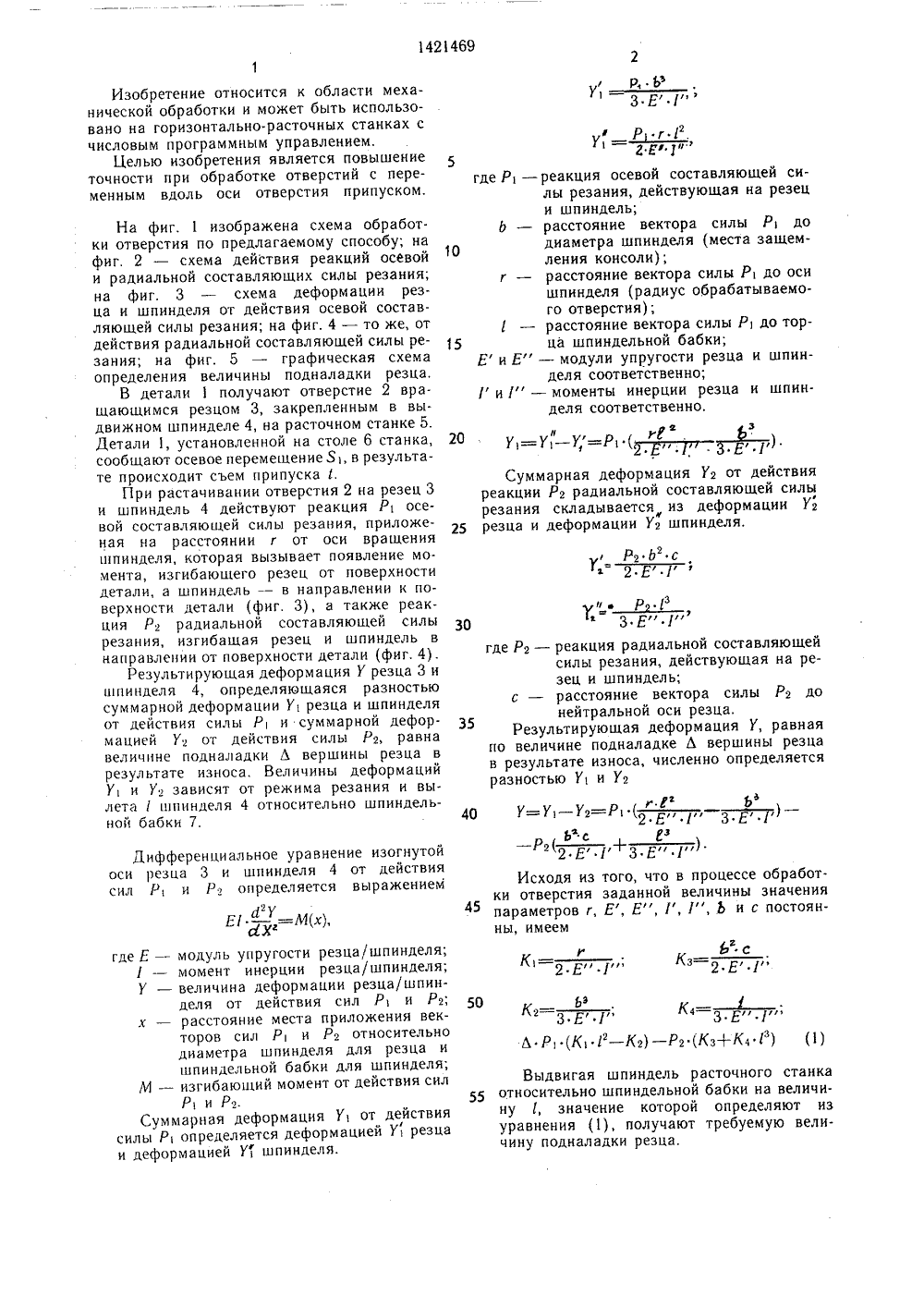
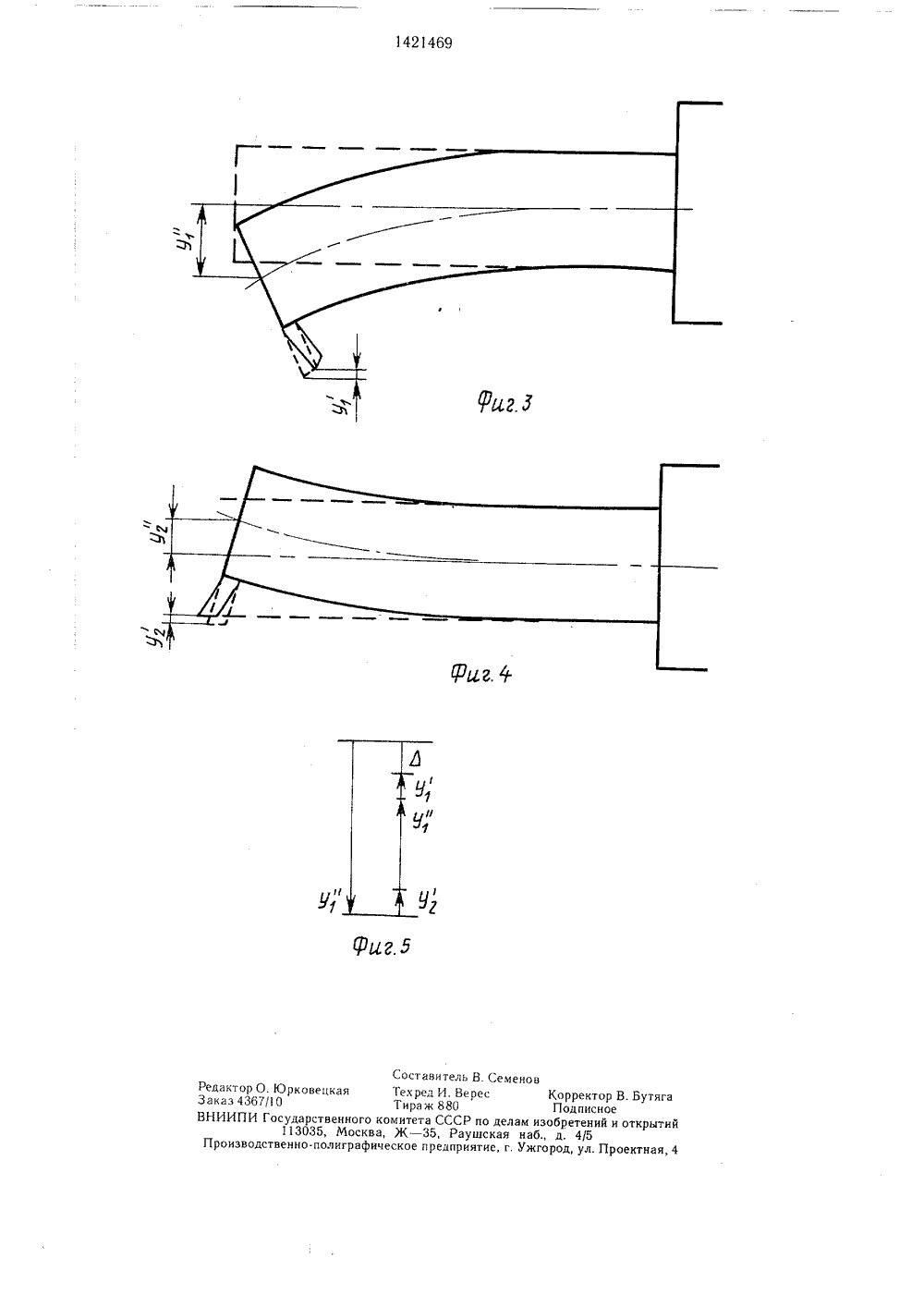
СОЮЗ СОБЕТСНИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 142146 4 В 23 В 35 ОСУДАРСТВЕННЫЙ КОМИТЕТ СССРО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ Е ИЗОБРЕТЕН О А ВТОРСНОМУ СВИДЕ ГЕЛЬСТВУ 25-08 Бюл.33аневина, О. В. фи И, К. Паневи1 (088.8)ное управлениеалакшина. - М.:19 - 28.свидетельство С(54) СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ ВРАЩАЮЩИМСЯ РЕЗЦОМ(57) Изобретение относится к области механической обработки отверстий вращающимся резцом и может быть использовано на горизонтально-расточных станках с числовым программным управлением. Целью настоящего изобретения является повышение точности при обработке отверстий с переменным вдоль оси отверстия припуском. Столу 6 с установленной на нем деталью 1 сообщают рабочую подачу, а подналадку вращающегося резца осуществляют изменением жесткости при осевой подаче шпинде.ля 4 относительно шпиндельной бабки 7. Подачу стола с деталью изменяют на величину, равную и одинаково направленную с осевой подачей шпинделя. 5 ил.Р 2 О сУ= 2 Ег/ У Ьс3 2 Е/ 1 Изобретение относится к области механической обработки и может быть использовано на горизонтально.расточных станках с числовым программным управлением.Целью изобретения является повышение точности при обработке отверстий с переменным вдоль оси отверстия припуском. На фиг. 1 изображена схема обработки отверстия по предлагаемому способу; на фиг, 2 - схема действия реакций осевой и радиальной составляющих силы резания; на фиг. 3 - схема деформации резца и шпинделя от действия осевой составляющей силы резания; на фиг. 4 - то же, от действия радиальной составляющей силы резания; на фиг. 5 - графическая схема определения величины подналадки резца,В детали 1 получают отверстие 2 вращающимся резцом 3, закрепленным в выдвижном шпинделе 4, на расточном станке 5. Детали 1, установленной на столе 6 станка, сообщают осевое перемещение 5), в результате происходит съем припуска .При растачивании отверстия 2 на резец 3 и шпиндель 4 действуют реакция Р( осевой составляющей силы резания, приложеная на расстоянии г от оси вращения шпинделя, которая вызывает появление момента, изгибающего резец от поверхности детали, а шпиндель - в направлении к поверхности детали (фиг, 3), а также реакция Р 2 радиальной составляющей силы резания, изгибашая резец и шпиндель в направлении от поверхности детали (фиг, 4).Результирующая деформация У резца 3 и шпинделя 4, определяющаяся разностью суммарной деформации У( резца и шпинделя от действия силы Р) и суммарной деформацией У 2 от действия силы Р 2, равна величине подналадки Л вершины резца в результате износа. Величины деформаций У) и У 2 зависят от режима резания и вылеташпинделя 4 относительно шпиндельной бабки 7. Дифференциальное уравнение изогнутойоси резца 3 и шпинделя 4 от действиясил Р( и Р. определяется выражениемЕ 1 - =М(х),д 2 УсУгде Е - модуль упругости резца/шпинделя;1 - момент инерции резца/шпинделя;У - величина деформации резца/шпинделя от действия сил Р) и Р 2,х - расстояние места приложения векторов сил Р) и Р 2 относительнодиаметра шпинделя для резца ишпиндельной бабки для шпинделя;М - изгибаюгций момент от действия силР) и Р 2.Суммарная деформация У) от действиясилы Р) определяется деформацией У) резцаи деформацией У) шпинделя. где Р) - реакция осевой составляющей силы резания, действующая на резеци шпиндель;6 - расстояние вектора силы Р) додиаметра шпинделя (места зашемления консоли);г - расстояние вектора силы Р) до осишпинделя (радиус обрабатываемого отверстия);- расстояние вектора силы Р) до тор ца шпиндельной бабки;Е и Е" - модули упругости резца и шпинделя соответственно;1 и 1" - моменты инерции резца и шпинделя соответственно,20 У)=У) - У, =Р) (у-,г Е) Суммарная деформация У 2 от действияреакции Р 2 радиальной составляющей силы резания складываетсяиз деформации У 2 25 резца и деформации У 2 шпинделя.) р30 ф ЗЕ 1"где Р 2 - реакция радиальной составляющейсилы резания, действующая на резец и шпиндель;с - расстояние вектора силы Р 2 донейтральной оси резца,Результирующая деформация У, равнаяпо величине подналадке Л вершины резцав результате износа, численно определяетсяразностью У( и У 2г ф40 У=У - У=Р ( Е /3) Исходя из того, что в процессе обработки отверстия заданной величины значения 45 параметров г, Е, Е", 1, 1", Ь и с постоянны, имеем 50 Ьф К 2= 3 Е 1" к= ---3 Е" 1"Л ф Р)ф(К ф / - К 2) - Р 2(Кз+К 1) (1) Выдвигая шпиндель расточного станка 55 относительно шпиндельной бабки на величину 1, значение которой определяют из уравнения (1), получают требуемую величину подналадки резца.(3) где С и С - коэффициенты, зависящие от вида точения; глубина снимаемого припуска; рабочая подача при точении; скорость резания, коэффициенты, зависящие от обрабатываемого материала;пь пг, У Уь Ж и У - показатели степени, зависящие от материала детали, вида точения и т. п. 5 А 1 иАПри обработке отверстия с переменным вдоль оси отверстия припуском 1 значения Р 1 и Р в выражениях (1) - (3) изменяются и, следовательно, уменьшается точность обработки. В связи с тем, что остальные параметры С, 5, , А в формулах (2) и (3) с целью обеспечения постоянства шероховатости обрабатываемой поверхности, износа инструмента не подлежат изменению, то для обеспечения в процессе обработки постоянства величины поднастройки Л резца необходимо соответственно изменять величину вылета 1 шпинделя, выражение (1), относительно шпиндельной бабки в зависимости от изменения величины снимаемого припуска.В случае монотонного изменения и рипуска изменение вылета шпинделя относительно шпиндельной бабки также является функцией непрерывной и монотонной, т. е. в процессе подачи 5 детали в зависимости от увеличения или уменьшения величины снимаемого припуска шпинделю станка сообщают непрерывное осевое перемещение 5 или 5 з навстречу или попутно подаче 5 детали соответственно в зависимостй от изменения снимаемого припуска. Результирующая подача резания в связи с непрерывным осевым перемещением 5 или 5 з шпинделя может быть больше подачи 51 детали или меньше, что приводит к изменению соотношения сил Р 1 и Р, уравнения (2) и (3), и к уменьшению точности обработки. Следовательно, столу с деталью необходимо сообшить дополнительное движение подачи 54 или 5 ь, равное по величине и направлению непрерывному перемещению 5 и 5 шпинделя соответственно, т. е. компенсирующее движение шпинделя,20формула изобретения Способ обработки отверстий вращающимся резцом, согласно которому детали сообщают рабочую подачу, а резцу, установленному на шпинделе, - подналадочные перемещения, отличающийся тем, что, с целью повышения точности при обработке отверстий с переменным вдоль оси отверстия припуском, подналадочные перемещения 30 резца осуществляют сообщением шпинделюосевой подачи, а подачу детали изменяют на величину, равную и одинаково направленную с осевой подачей шпинделя.1421469 г.5 Соста Тех ре Тиракомитет а, Ж - 3 ическое п Редактор Заказ 43 ВНИИПИ роиз О.Юрковецкая7/10Государственного113035, Москвственно.полиграф витель В Сечед И. Вересж 880СССР по дел5, Раушскаяредприятие, г. Корректор В, БутягаПодписноем изобретений и открытийнаб д. 4/5Ужгород, ул. Проектная, 4
СмотретьЗаявка
4040717, 24.03.1986
ПРЕДПРИЯТИЕ ПЯ Р-6758
ПАНЕВИНА НИНА НИКОЛАЕВНА, ФЕДОРОВА ОЛЬГА ВАСИЛЬЕВНА, ИЕВЛЕВ ВЛАДИМИР ВЛАДИМИРОВИЧ, ПАНЕВИН ИГОРЬ КУЗЬМИЧ
МПК / Метки
МПК: B23B 35/00
Метки: вращающимся, отверстий, резцом
Опубликовано: 07.09.1988
Код ссылки
<a href="https://patents.su/4-1421469-sposob-obrabotki-otverstijj-vrashhayushhimsya-rezcom.html" target="_blank" rel="follow" title="База патентов СССР">Способ обработки отверстий вращающимся резцом</a>
Устройство для имитации сил резания на токарном станке

Номер патента: 1811987
Опубликовано: 30.04.1993
Авторы: Барабанов, Мартынов, Савинов, Юркевич
МПК: B23B 25/06
Метки: имитации, резания, сил, станке, токарном
...оси шпинделя 1.Устройство углового перемещения сердечника 6 предназначено для поворота сердечника 6 на заданный угол а, определяемый как угол между суммарной радиальной составляющей силы резания и вертикальной составляющей этой силы. Статистические исследования режимов резания заготовок на различных предприятиях и производствах показывают, что 25 30 распределение величины угла а подчиняется нормальному закону с коэффициентом карного станка 2 во всем статистическом диапазоне изменения частоты его вращения,Устройство работает следующим образом,вариации 0,12, Поэтому в большинстве случаев при испытаниях целесообразно устанавливать средние величины угла а. Это 35 обеспечивается путем поворота кольца 15 относительно оси якоря-оправки 3...
Устройство для имитации сил резания на шпинделе металлорежущего станка

Номер патента: 649981
Опубликовано: 28.02.1979
Авторы: Герасимов, Малышев, Шувалов
МПК: G01M 15/00
Метки: имитации, металлорежущего, резания, сил, станка, шпинделе
...29, сцепленный с сателлитом 30,который сцеплен с неподвижным внутренним зубчатым венцом 31, нарезанным вкорпусе 7.Сателлит 30 установлен в пазу утолщенной части полой втулки 9, а его ось 32жестко закреплена (запрессована) в соответствующей расточке втулки 9.Вспомогательный вал 26 имеет выведенный наружу конец ЗЗ, на котором имеется 5 10 15 20 25 30 35 40 45 50 55 60 65 шпоночный паз. Этим концом вспомогательнь 1 й вал может быть соединей с механизмом 34 нагружения по моменту, который представляет из себя тормоз с тарированным моментом и дает возможность одновременно с подшипниками обкатывать зубчатые колеса коробки скоростей станка.Поворотное кольцо 11 закрыто крышкой 35, прикрепленной к планшайбе винтами 36.Во внутреннем отверстии...
Устройство для моделирования силы резания на металлорежущем станке

Номер патента: 1325528
Опубликовано: 23.07.1987
Авторы: Иванов, Проников, Утенков
МПК: G06G 7/48
Метки: металлорежущем, моделирования, резания, силы, станке
...с тем же коэффициентом К), что и первый усилитель 2 мощности. С выхола второго ус)слителя 8 мощности элсктричсски: ).К 1 )н)сгупяст на обчотку оси):, )О:(: И(гпрос)с)ля 6. Сила Р, сс)злавае;зпс)проводом 6, составляет= - К 1,= - К, (К) 1 )(6)От сил Р) и Р, развиваемых соответствснно центрально расположенцым и по,)ым металлическим цилиндром и магнитоцроводамп 2 и 6, на суппорте 4 возникают суммарные реакции О и МОЯ=Р)Р,; М)=Р В- - Р(А+В), (6)гле Врасстояние от центра О цилиндра 1 ло серелины направляющих суппорта 4.15 Магнитопровод 3 развивает силу Ро принезависимом управлении его обмоткой по цепи, аналогичной цепи управления обмотки мягцитопровола 6. Величина эквивалентной чоделирующей силы Р и радиус К ее приложения относительно...
Устройство для измерения силы резания

Номер патента: 1504005
Опубликовано: 30.08.1989
Авторы: Борисов, Перфилов, Ратмиров
МПК: B23B 25/06
...с отверстием для вывода соединительных проводов от токосъемников 6 к регистратору. Прерыватель и управляющий элемент не имеют существенного отличия от прототипаи поэтому на чертеже не показаны, Устройство работает следующим образом,В оправкузакрепляют инструмент2 с помощью обычных методов, Потомс помощью элемента 5 предварительного натяга прижимают пьезоэлемент 4 стокосъемниками 6 и толкателем 3 кобразующей конуса Морзе на хвостовике инструмента 2 с силой, кот,раядолжна исключить раскрытие стыкамежду инструментом 2 и толкателем3. Подготовленную таким образом оправку устанавливают в шпиндель станка и соединяют электрически выводыот токосъемников 6 с входом регистратора. Это может быть выполненос помощью скользящих токосъемников,которые...
Устройство для моделирования силы резания

Номер патента: 622116
Опубликовано: 30.08.1978
Авторы: Бондарь, Королев, Мамбетов
МПК: G06G 7/48
Метки: моделирования, резания, силы
...что длина,дуги по .внутренней расточке серлечника дугового статора относится к ллине дуги серлечнцка ;ротора как 1: 2; т. е. равна ,половине окружности; блок 9 возбуждения магнитного поля дугового статора, непосредственно соединенный с трехфазной обмоткой б; переключатель 10, с помощью которого к обмотке б подключается блок 11 задания начальных условий, состоящий из управляемых резисторов, и статический ппеобразозатель 12 частоты, выход которого соединен с обмоткой 8 электромагнита 7. Дуговой статор 5 и электромагнит 7 имеют единый корпчс Я с помощью которОГО Они закрепляются з патроне 14 испытуемого станка 3.Устройство работает следующим образом. Включают приводной двигатель 4, который начинает вращать ротор 1 относительно лугового...
Предыдущий патент: Кулачок к двухкулачковому патрону
Следующий патент: Устройство для глубокого сверления
Случайный патент: Устройство для проходки вертикальных стволов