Патенты с меткой «сварке»
Устройство для регулирования величины деформации проводника при сварке

Номер патента: 740445
Опубликовано: 15.06.1980
Авторы: Акимов, Рыдзевский, Шулькевич
МПК: B23K 19/04
Метки: величины, деформации, проводника, сварке
...вход триггера 9, который переводит его в противоположное положение, открывается аналоговый ключ 3 и включается ультразвуковой генератор 11. При этом сигнал с датчика перемешений 1 через усилитель 2 и аналого вый ключ 3 поступает на вход пикового детектора 4, где происходит запоминание первоначального положения датчика 1, В то же время сигнал с аналогового ключа 3 поступает на один из входов компаратора 8. Для срабатывания компаратора 8 в момент достижения деформацией заданного значения на делитель напряжения 6 подается отрицательное опорное напряжение, которое делится так, что на вход сумматора 5 подается напряжение, равное К 01, где 1 - заданная зо величина перемещения сварочного инструмента, К - коэффициент усиления усилителя 2. На...
Способ контроля глубины проплавления при электронно-лучевой сварке

Номер патента: 742075
Опубликовано: 25.06.1980
МПК: B23K 15/00
Метки: глубины, проплавления, сварке, электронно-лучевой
...с проплавления сварке по вел шва относител тельной фикса стыка 1) .Недостатко ся сложность плавления изния на поверх ханическим пу Способ осуществляют с щим образом,Проводят контроль глубины проплавлений цилиндрического изделия электронным лучом со следующим режимомсварки: ускоряющее напряжение 40 кВ,ток луча 10 мА, ток фокусировки565 мА, скорость сварки 1 об/мин, фокусное расстояние 50 мм, До сваркификсируют расстояние от стыка до любой имеющейся на свариваемом изделииплоскости. После сварки без изменения относительного положения лучаи стыка сосуда на сварный шов наносятриску электронным лучом при токе: 2 мА, совершая полный оборот иэделия, Так как электронным лучом малойинтенсивности повторяют траекториюсварочного луча,...
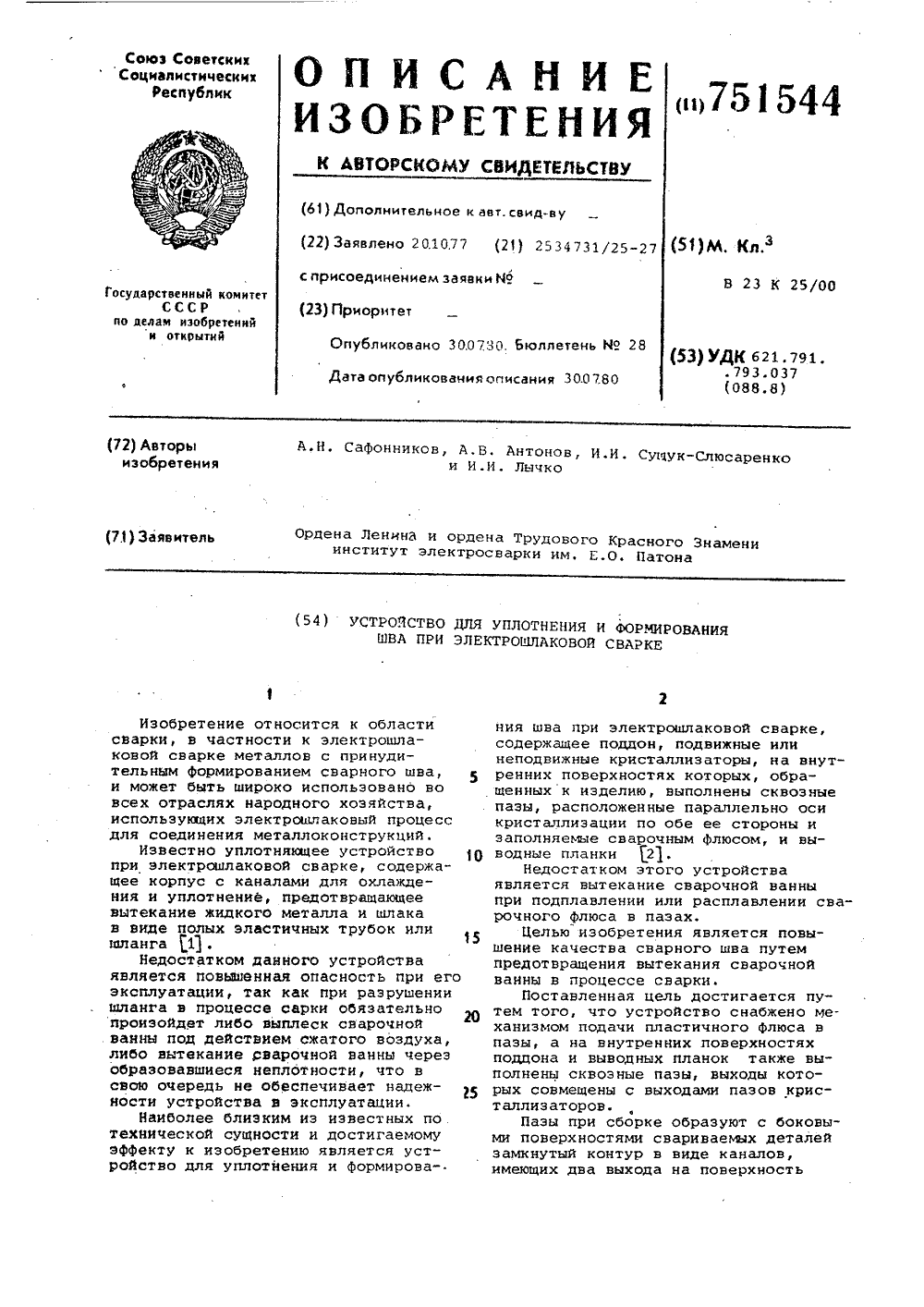
Устройство для уплотнения и формирования шва при электрошлаковой сварке
Номер патента: 751544
Опубликовано: 30.07.1980
Авторы: Антонов, Лычко, Сафонников, Сущук-Слюсаренко
МПК: B23K 25/00
Метки: сварке, уплотнения, формирования, шва, электрошлаковой
...механизм подачи пластичного Флюса, выполненный в виденагнетательного пневмоцилиндра б,связанного с входным отверстием канала 5 резиновым шлангом 7,Устройство работает следующим образом.На свариваемую деталь 4 собираютустройство по схеме, приведенной нафиг.1. В приемник пневмоцилиндра бзагружают пластичный Флюс в количестве, необходимом для полного заполнения канала 5. В пневмоцилиндр бподают сжатый воздух под давлением2-3 атм. Под давлением сжатого воздуха пластичный Флюс начинает транспортироваться по резиновому шлангу7 и заполнять полости канала 5.Полное заполнение канала 5 контролируют по верхнему выходному отверстиюканала. Полное заполнение полостейканала 5 обеспечивает надежноеуплотнение сварного стыка, что позволяет переходить...
Устройство для наблюдения и защиты глаз при ручной дуговой сварке

Номер патента: 759101
Опубликовано: 30.08.1980
Авторы: Шнайдер, Штеренберг, Щербатюк
МПК: A61F 9/06
Метки: глаз, дуговой, защиты, наблюдения, ручной, сварке
...устройство наблюдения и защиты при сварке, на фиг. 2 - второйвариант расположения отражателей на шлеме;на фиг. 3 - третий вариант расположения отра.жателей на шлеме.101 4светофильтром 4, а затем на нижний отражатель3, который служит также для защиты лицарабочего. Кроме того, возможно, применениеболее сложных оптических систем, состоящихиэ трех (см. фиг. 3) и более отражателей,Таким образдм, расположение отражателейна шлеме позволяет видеть зону сварки независимо от местонахождения и расположениясварочного инструмента, что значительно ловы.шает удобство пользования устройством, создает комфортные условия работы оператора. свар,щика и эа счет этого позволяет повысить цроизводительность и качество труда.Формула изобретенияУстройство...
Датчик положения свариваемого стыка при многопроходной сварке

Номер патента: 764889
Опубликовано: 23.09.1980
Авторы: Гудима, Курасов, Маличенко, Сакало, Тимченко, Чацкис
МПК: B23K 9/10
Метки: датчик, многопроходной, положения, свариваемого, сварке, стыка
...шарика 22 на 90 , что обеспечивает поворот плечей 10 и 19 в плоскости, наклонной к. плоскости чертежа под углом в 45 О. Упорная крышка 25 ограничивает величину поворота плеча 19, Вилка 21 имеет дне пары лепестков, повернутых относительно друг друга на 90 , между которыми согласованно установлены преобразователи 2 б перемещений в электрический сигнал. В качестве преобразователей применяются дифтрансформаторы иэ приборов типа МЭД 2360 или ДИ 3570, содержащие одну питающую и две измерительные обмотки, включенные встречно. Все обмотки уложены на один каркас с цент 764889ральным отверстием, в котором располагается якорь.Смещение якоря из среднего положения вызывает появление на. выходе измерительной цепи электрического сигнала, знак...
Механизм центровки полос при сварке их на контактной сварочной машине

Номер патента: 764913
Опубликовано: 23.09.1980
Авторы: Беглов, Белашицкий, Высоцкий, Гончаров, Дудчак, Кононец, Моисеенко, Семергеев, Чиж, Шелест, Ющенко
МПК: B23K 37/04
Метки: контактной, машине, механизм, полос, сварке, сварочной, центровки
...1. Рама 3 от привода 24 начинает перемещаться таким образом, чтобы вертикальные зажимы 9 и 10 приближались к кромке полосы. Движение рамы продолжается до тех пор, пока датчик 13 30 не соприкоснется с кромкой полосы, после чего рама 3 останавливается и начинает перемещаться ползун 6от привода 27. Ползун также перемещается до тех пор, пока. датчик 14 35 не соприкоснется с кромкой полосы, и проходит расстояние й., что равняется величине перекоса полос на участке между осями ползунов 5 и6. После того как ползуны 5 и 6 оп О ределяются относительно кромки полосы, вертикальные зажимы 9 и 10 фиксируют полосу, и ползун 6 возвращается в исходное положение, после чего полоса разворачивается вокруг вертикальной оси зажима 9 и занимает положение...
Способ регулирования длины дуги при сварке плавящимся электродом

Номер патента: 766781
Опубликовано: 30.09.1980
Авторы: Кузнецов, Осипов, Шахнов
МПК: B23K 9/10
Метки: длины, дуги, плавящимся, сварке, электродом
...сравнивают с заданным напряжением. Разностныйсигнал используют для изменения скоростиподачи электродной проволоки,Суть предлагаемого способа состоит вследующем. Закон сохранения массы зещества при сварке плавящимся электродомвыражается формулой 5,= Яр -- ",фф пв чсвгде Я - сечение сварного шва;р - сечение плавящейся электроднойпроволоки (постоянное);Уг 4. г 4;,./Р,Ф7667814проволоки; площади, заключенной между соответствующими кривыми) отклонение от требуемогоостоянное сечение закона меньше, чем в случае линейной свянием условий, от- зи скорости с напряжением дуги.авнению Предлагаемый способ осуществляют прииспользовании любого нелинейного элемент та с квадратичной характеристикой (электуге. ронная лампа, комбинация диодов и...
Способ контроля положения, скорости и ускорения станины при контактной стыковой сварке

Номер патента: 766788
Опубликовано: 30.09.1980
Авторы: Иванов, Кабанов, Лабадзе
МПК: B23K 11/04
Метки: контактной, положения, сварке, скорости, станины, стыковой, ускорения
...промежуток времени, кратный пропыленной частоте (например, за полупе. 65 на фиг. 3 - блок-схема конкретного примера осуществления способа.Графики зависимостей (см.фиг. 2) были получены при проведении экспериментов На лабораторной стыкосварочной машине типа Л.Очевидно, что для каждой машины эти зависимости будут разными, но характер кривых не изменится.Способ заключается в следующем.При перемещении подвижной станины плотность силовых линий магнитного поля по мере приближения к неподвижной станине возрастаетПоскольку датчики магнитной индукции, например датчики Холла, расположены по обе стороны от шины неподвижной станины вдоль направления движения, то в них наводятся различные поля так, как число силовых линий, пересекающих два...
Способ регулирования процесса электронагрева при сварке деталей

Номер патента: 774853
Опубликовано: 30.10.1980
МПК: B23K 11/24
Метки: процесса, сварке, электронагрева
...ключами 3, 4, 5 переменного тока и электродами, между которыми зажаты свариваемые детали, образующие сварочные контакты, коммутатора б, измерителя 7 величины производной электрической энергии, задатчика 8 этой величины, сравнивающего устройства 9, преобразователя 10 числа импульсов величины выходного сигнала сравнивающего устройства 9 и таймера- распределителя 11 импульсов сварочного тока.Аналоговый сигнал с выхода сравнивающего устройства 9 преобразуется в число импульсов, которые поступают на таймер-распределитель 11, формирующий последовательно во времени импульсы управления тиристорными ключами 3, 4, 5 и импульсы управления ком 5 10 15 20 25 30 35 40 45 50 55 бО 65 мутаторм б входа измерителя 7 величины произнодной электрической...
Устройство для регулирования величины деформации проводника при сварке

Номер патента: 774866
Опубликовано: 30.10.1980
Авторы: Акимов, Рыдзевский, Шулькевич
МПК: B23K 20/10
Метки: величины, деформации, проводника, сварке
...с выходом ждущего мультиви-.братора 2 и вторым входом пиковогодетектора 7, а выходы нторого триггера 12 подсоединены: один - к управляющему входу первого дополнительного аналогового ключа 13, другойк управляющему входу второго дополнительного аналогового ключа 14, входыпоследних соединены с выходами делителей напряжения 1 и 15, при этом выходы дополнительных аналоговых клю.чей 13 и 14 соединены между собой иподключены к второму входу сумматора 8.Устройство работает следующим образом,В исходном состоянии треггер 10через иннертор 11 запирает аналоговый ключ б и запрещает запуск ультразвукового генератора 3При подачепускового сигнала на вход триггера10 последний переходит в противоположное состояние, открывает аналоговый ключ б и запускает...
Способ управления мощностью при контактной шовной сварке и устройство для его осуществления

Номер патента: 778704
Опубликовано: 07.11.1980
Автор: Желимир
МПК: B23K 11/24
Метки: контактной, мощностью, сварке, шовной
...38 с помощью линии 40 соединен с задатчиком 41, служащим для получения устанавливаемого сигнала заданной величины постоянного тока. Кроме того, на вход этой же интегрирующей схемы 38 по линии 42 подается сигнал действительной величины постоянного тока, который образуется из истинного значения переменного напряжения между проводниками 24 и 25. Для этой цели к проводникам 24 и 25 подсоединена первичная обмотка измерительного трянсформатора 43, вторичная обмотка котооого соединена с линией 42 через выпрямитель 44. К проводнику 25 подсоезинен также измерительный трансформатор тока 45, чья измерительная обмотка через выпрямитель 46 выдает последующий сигнал действигельиой величины постоянного тока, который поступает на вход второй...
Способ контроля качества соединений при сварке давлением

Номер патента: 778972
Опубликовано: 15.11.1980
Авторы: Акимов, Рыдзевский
МПК: B23K 20/00
Метки: давлением, качества, сварке, соединений
...одноосной деформации проводника, причем напервом этапе в течение 2 - 12 мс сила сопротивления возрастает, что объясняетсяупругой деформацией привариваемого проводника и увеличением числа единичных контактов, обладающих все меньшей суммойвысот вследствие снятия микровыступов иразвития площади единичных контактов,зюОтдельные контактные пятна начинают сливаться в более крупные очаги схватывания,при этом температура в зоне сварки достигает постоянной величины, которая в дальнейшем не изменятся. В момент времени 1 г,Укогда в теле накапливается энергия, достаточная для разрывов связей между узламикристаллической решетки, сила сопротивления максимальна. В дальнейшем начинается процесс интенсивной пластическойдеформации вследствие разупрочнения...
Устройство для подачи сварочной проволоки при автоматической сварке плавлением

Номер патента: 854638
Опубликовано: 15.08.1981
Авторы: Евграфов, Казаков, Прилепский
МПК: B23K 9/12
Метки: автоматической, плавлением, подачи, проволоки, сварке, сварочной
...другдругу и лежат Б одной плоско 333 параллельнойт 3 аст)па 5 и б), 311 естер)Б 35 33 ахотт 33 тся Взацеп 33 е 33)п 3 с рейкой, имсюптсй ВертикальноеНЭЭПраВЛЕЗБЭС ЗубЬЕВ, И, 5 ЛагОдаря тому, Чтообе зубчатые рейки пересекатот одна другуют 3)МЕСТ БОЗМО)эг)эость СКэьжРЭБ 3 ВггОЧЬ зубЬЕБэтой рейки при Бращепии шестерни 16, Одновреметп 30 шее)ер 3)я 1 б нахош 3 тся Б зацетше.тжи, но с рсикои, име)впэе 33 ГОБизонтальное;3 В 31)авлстгие зубьевовтэадает ВозможностьюСКОЛэь)3 С 3)эя БцОЛ 3, ЗЭг)ЭЬЕБ Э) Й Г)ЕЙКТ г)риБра)33 е)33 и шестерни 15.31)и этом дц 3 на ре)к 3 с ГориэонтальньмНапоаБЛЕНИЕМ ЗубЬЕВ равна 333 гтрИНЕ РЕЙКИ СВертикальным направ:)е)БЭеь 3 зубьев, а ИлринасОризгц 3)ал353 3)аЭра)че)эем зуб ББ3)ав 33 а дл)тие рейки с...
Устройство для регулирования величины деформации проводника при сварке

Номер патента: 854649
Опубликовано: 15.08.1981
Авторы: Акимов, Рыдзевский
МПК: B23K 20/10
Метки: величины, деформации, проводника, сварке
...амплитудный детектор4, дифференциатор 15 и формирователь 4516, выходом соединенный со вторымвходом триггера 8.Устройство работает следующим образом,Перед началом процесса сварки триг 50 гер 8 находится в состоянии, при котором аналоговый ключ 4 закрыт, а эайуск ультразвукового генератора 1 О запрещен, При этом ультразвуковойгенератор 10 постоянно вырабатывает55 ультразвуковой тест-импульс мощностью в 10-20 раз меньшей, чем мощность необходимая для сварки, а сварочный инструмент испытывает вибрации с амплитудой холостого хода В Хх, которая фиксируется командным датчиком13 в виде дополнительной обмотки, нанесенной поверх обмотки возбуждения ультразвукового преобразователя 1, после чего амплитудный детектор 14 выделяет...
Способ возбуждения дуги при автоматической сварке неплавящимся электродом

Номер патента: 859070
Опубликовано: 30.08.1981
Авторы: Ганелин, Кречетов, Рагозин
МПК: B23K 9/06
Метки: автоматической, возбуждения, дуги, неплавящимся, сварке, электродом
...этого способа является то, что возможно разрушение конца неплавящегося электрода и попадание частиц электрода в сва. рочную ванну.Известен также способ возбуждения дуги путем подачи высокого напряжения между вспомогательным и главным электродами (2) .Недостатком известного стюсоба является необходимость создания специальных защитных устройств от попадания токов высокой частоты в электрические цепи источника питания. Кроме того, высокочастотный генератор создает силь. ные радиопомехи. При длине дуги более 2 мм возбуждения дуги не всегда стабильно,чии режим производят саине дополнительнымсти основного вольфранерабочей зоне, нижеЗа счет протекания859070 нием дополнительного электрода, о т л и ч а ющ и й с я тем, что, с целью повышения...
Устройство для автоматического наведения оси сварочного инструмента на линию стыка при сварке пространственных швов

Номер патента: 863227
Опубликовано: 15.09.1981
Авторы: Гудима, Маличенко, Сакало, Тимченко
МПК: B23K 9/10
Метки: инструмента, линию, наведения, оси, пространственных, сварке, сварочного, стыка, швов
...контактного датчика в положение измеренияУстройство работает следующим образом.Изделие 1 Устанавливают в позицир сварки. При этом могут возникнуть смещения изделия по любой из координат Х, У и 2. Расчетная программа, подготовленная заранее, обеспечивает 20 перемещение руки 3 робота в исходное положение для поиска очередного элемента соединения 2 изделия, Условные точки поиска выбирают таким образом, чтобы обеспечить зазор по всем координатам между датчиком 5, выведенным в положение измерения, и элементами изделия при любом максимальном отклонении иэделия в положение сварки, Перед окончанием этого перемещения из устройства 9 ввода программы происходит вспомогательная команда .на блок 19 и привод б выводит датчик 5 в положение измерения...
Устройство для стабилизации нагрева при контактной точечной сварке

Номер патента: 863244
Опубликовано: 15.09.1981
Авторы: Иванов, Строев, Шанцев
МПК: B23K 11/24
Метки: контактной, нагрева, сварке, стабилизации, точечной
...зарядной цепью, образованной диодом 5 и резистором 6,измерительного конденсаторас зарядным резистором 8, динистора 9, подключенного через первичную обмоткуимпульсного трансформатора 10 к измерительному конденсатору, диода 11 и резистора 12, включенных в цепь управления вентилем гашения 3, блока управления 13 силовым коммутирующим вентилем.4 эУстройство работает следующим образом.При поступлении сигнала с блокауправления 3, задаюцего угол включения силового вентиля 2, последний от- Якрывается и на первичную обмотку сварочного трансформатора 1 подаетсясетевое напряжение. Начинается процесс сварки и одновременно зарядка измерительного конденсатора 7 с постоян- ыной времени заряда определяемой емкостью этого конденсатора и...
Устройство для контроля величины осадки при сварке трением

Номер патента: 863255
Опубликовано: 15.09.1981
МПК: B23K 20/12
Метки: величины, осадки, сварке, трением
...с учетом допуска на суммарный исходный осевойразмер соединяемых заготовок.Решая равенство получается .что1в1+ кТаким образом, достижение требуемого осевого размера сваренногоизделия с учетом фактического колебания суммарного исходного осевогоразмера соединяемых заготовок достигается, если н устройстве установитьвеличину осадки, равную1о ю1+ кНа фиг.2 показано предлагаемоеустройство для контроля величиныосадки при сварке трением.Корпус 1 выполнен установочноподвижным относительно стойки 2,закрепленной, например на станинедвухстыкавой машины для сварки трением (не показана), и снабжен штоком3 со штифтом 4Между корпусом 1 иштоком 3 размещена пружина 5, а в направляющих корпуса 1 - пружина 6,связанная серьгой 7 с рычагом,8. Одинконец...
Устройство для слежения за стыком при сварке продольного шва свальцованной из ленты трубы

Номер патента: 863270
Опубликовано: 15.09.1981
Авторы: Ардаширов, Коробов, Низамов
МПК: B23K 37/02
Метки: ленты, продольного, свальцованной, сварке, слежения, стыком, трубы, шва
...19 ныполненадостаточной для размещения двух пальцев 7, чтобы обеспечить их перекрытиев работе. 45Устройство должно быть настроенона точность слежения в два этапав следующей последовательности.Первый этап. Время прохождениятрубы 24 от контактного датчика 16 5 рдо сварочной горелки 25 должно бытьравно нремени прохождения пальца 7от Г-образного ползуна 14 контактного датчика 16 до Г-образного ползуна 19 сварочной горелки 25, чтодостигается перемещением узла слежения 2 в нужную сторону вдоль осисвариваемой трубы 24, предварительноосвободив винты 26.Второй этап, Сварочная горелка 25точно настраинается по центру стыка ФОпри освобожденных винтах 27.Устройство работает следующимобразом.Металлическая лента сматываетсяс барабана,...
Устройство для формирования обратной стороны шва при сварке цилиндрических обечаек

Номер патента: 863285
Опубликовано: 15.09.1981
Авторы: Артемов, Глазков, Зорин, Ликсутин, Пешехонов, Фридман
МПК: B23K 37/06
Метки: обечаек, обратной, сварке, стороны, формирования, цилиндрических, шва
...11, Эластичная кольцеваяподкладка снабжена ниппелем 12, че 85 4рез который осуществляется подача рабочего аргента. На диске с торцовой его стороны крепится крышка 13, снабженная кольцевой фасонной расточкой 14, которая изготовлена в зеркальном изображении относительно кольцевой фасонной расточки 3. Таким образом, формирующие элементы 7 и эластичная кольцевая подкладка 10 с тепло- изоляцией 11 размещаются в кольцевой фасонной расточке 3 корпуса 1 и кольцевой фасонной расточке 4 крышки 13. На корпусе 1 и крышке 13 втулками 15 и болтами 16 жестко крепятся кольца 17, изготовленные из фрикционного материала, В исходном положении эластичная кольцевая подкладка 10 заполнена воздухом до определенного давления, при этом буртики 9...
Тренажер для обучения электродуговой сварке

Номер патента: 871176
Опубликовано: 07.10.1981
Авторы: Грузинцев, Лебяжьев, Моцохин, Парахин, Решетников
МПК: G09B 19/24
Метки: обучения, сварке, тренажер, электродуговой
...(Иа чертежах не показан) .Датчик 2 через усилитель 3, блок4 управления и генератор 5 подключен к источнику 6 звукового сигнала.Одновременно выход усилителя 3 подключен к входу счетчика 7 ошибок,который состоит из порогового элемента 8 и счетчика 9,Конструктивно модель свариваемогообъекта выполнена следующим образом.Формула изобретения г.2 ВН Заказ 8440/22 Тираж 487 Подписно Филиал ППП "Патент". г. Ужгород, ул. Проектн Внутри корпуса 10 размещен источник 11 света (например лампа белогосвета), Над матовым фильтром 12 размещен светонепроницаемый шаблон 13,на котором графическим способом выполнен в виде световой дорожки имитатор 1 свариваемого шва.Тренажер работает следующим образом.При перемещении модели электродасигнал с датчика 2...
Устройство для контроля качества сварных соединений при ультразвуковой точечной сварке

Номер патента: 872123
Опубликовано: 15.10.1981
Автор: Ковров
МПК: B23K 20/10
Метки: качества, сварке, сварных, соединений, точечной, ультразвуковой
...магнитострикционного преобразователя 6, который подключен к генератору ультразвуковых колебаний 7.Устройство работает следующим образом.При выбранных для сварки параметрахколебательной системы мощность, частота колебаний) добываются компенсациинапряжений выпрямителей 1 и 2 при работе сварочной машины в режиме холостого хода.При сварке напряжение на выходе выпрямителя 2 остается постоянным, а назопряжение на выходе выпрямителя 1 изменяется, Изменение напряжения на выходевыпрямителя 1 характеризует процессобразования сварочного соединения. В результате чего на выходе блока сравнения3 появляется равность напряжений, Придостижении разности напряжений на выходе выпрямителей 1 и 2, соответствующейкачеатвенному сварному соединению, происходит...
Устройство для формирования обратной стороны шва при сварке изделий

Номер патента: 872156
Опубликовано: 15.10.1981
МПК: B23K 37/06
Метки: обратной, сварке, стороны, формирования, шва
...оси размещен в упомянутом сухаре,а другой конец оси - с возможностью поворота в другом отверстии вилки, причем механизмподачи флюса выполнен в виде шнекового дозатора.На фиг. 1 изображено формирующее устройство, общий вид; на фиг, 2 - вид А на фиг. 1;на фиг, 3 - вид Б на фиг. 1.Устройство содержит флюсовый бункер 1,установленный на тележке 2, внутри которогонаходится. шнековый дозатор 3, получающийвращение от двигателя 4 через редуктор 5,Над флюсовым бункером находится медныйфигурный ролик 6, установленный на опорнойоси 7, которая с одной стороны закреплена в .вилке 8 с воэможностью поворота вокруг паль.цев 9, а с другой стороны установлена в сухарях 10, поджимаемых пружиной 11. При этомвилка упруго поддерживается пружиной 12,...
Устройство для контроля параметров при ультразвуковой сварке

Номер патента: 880667
Опубликовано: 15.11.1981
Авторы: Игловиков, Лебедев, Повстян
МПК: B23K 20/10
Метки: параметров, сварке, ультразвуковой
...представления в комплексной формезначений тока и напряжения 5 и 6, выходы которых соединяются с блоком умножения 7, связанного через узел фор-мирования мгновенного значения активной мощности 8 со входом блока программного управления 9, выход которого соединен со входом задающего генератора 1. Преобразователь 3 соединен с концентратором 10, связанного снагрузкой 11,Устройство работает следующим образом,Сигнал с задающего генератора 1поступает на усилитель мощности 2, свыхода которого он поступает на преобразователь 3 и вход узла выделениямгновенных значений тока и напряжения.В блоках 8 и 6 осуществляется представление в комплексной форме значений тока и напряжения, которые затемпоступают в блок умножения 7, а результат умножения...
Устройство для определения средней температуры капель, преимущественно при сварке металла

Номер патента: 883673
Опубликовано: 23.11.1981
Авторы: Гетманец, Духно, Пономарев, Сливинский
МПК: G01K 13/00
Метки: капель, металла, преимущественно, сварке, средней, температуры
...сваркой с помощью поворачивающегося кольца б закрывают отверстия в камере 5. Затем заполняют калориметр 8 и камеру 5 защитным газом через патрубок 7, При возбуждении дуги на сплошном участке образца 3 начинают перемещать каретку 2. Одновременно с этим, не прекращая подачи защитного газа в калориметр 8 и камеру 5, поворачивают кольцо б и открывают отверстия в камере 5. Пос883673 Формула изобретения Заказ 10209/6 0 Подписное ИИПИраж,ле прохождения сплошного участка образца 3, необходимого для установле-ния режима сварки, дуговой разрядпереходит на кромки прорези и горитна них. В это время капли электрод-,ного металла падают вниз и, пролетаякамеру 5, попадают в калорйметр 8,где измеряют их теплосодержание.Скорость перемещения...
Устройство для автоматического измерения энергии при стыковой сварке

Номер патента: 884910
Опубликовано: 30.11.1981
МПК: B23K 11/04
Метки: сварке, стыковой, энергии
...работает следующим образом,Сигналы напряжения и тока сваркиподаются с датчиков 2 и 1 на блок 3умножения. Одновременно этот сигналс датчика 2 тока поступает на фильтр4, с выхода которого напряжение поступает на выпрямитель 8. С выходавыпрямителя сигнал поступает на нуль- ф 0орган 9, а с его выхода на формирователь 10 импульсов и на вход, элемента ИЛИ 11; Кроме того, сигнал свыхода формирователя 10 импульсовтакже поступает на вход элемента ЫИЛИ 11. С выхода элемента ИЛИ 11 сигнал через узел сброса интегратора интегрирующего блока 5 интегрирования 10 4разрешает интегрирующему блоку 5интегрирование сигнала, поступающего от блока 3 умножения. Сигнал с выхода интегрирующего блока 5 через усилитель 7 поступает на первый выход...
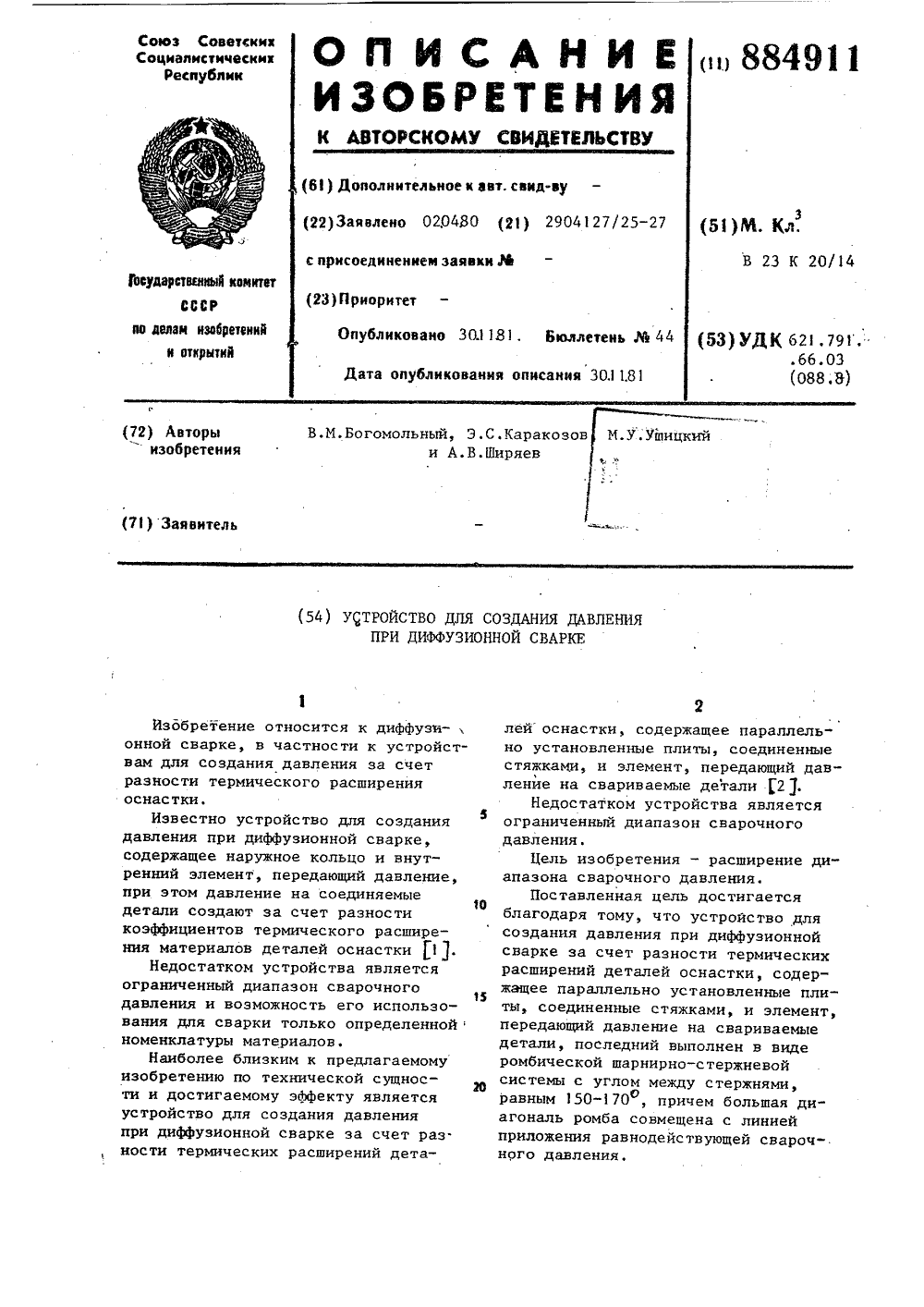
Устройство для создания давления при диффузионной сварке
Номер патента: 884911
Опубликовано: 30.11.1981
Авторы: Богомольный, Каракозов, Ушицкий, Ширяев
МПК: B23K 20/14
Метки: давления, диффузионной, сварке, создания
...1 представлено устройство, общий вид, на фиг, 2 и 3 - варианты шарнирно-стержневых систем,Устройство содержит параллельноустановленные плиты 1 оснастки, соединенные стяжками 2, пуансон 3,передающий давление на свариваемыедетали, выполненный в виде ромбичес.кой шарнирно-стержневой системы суглом между стержнями 4 и 5, равным 10150-170 , причем большая диагональо6 ромба совмещена с линией приложения давления, а меньшая 7 - с осьюсимметрии пуансона 3 1 фиг.1).Роль пуансона 3 может быть выполиена стержнями 4 и 5, которые при этомизготовлены из материала с большим. коэффициентом термического расширения, чем у материала кольца 8 1 фиг.2),В этом случае пуансон 3 не используют.Применяют также варианты шарнирно-стержневой системы, при...
Способ ультразвукового контроля качества сварного соединения при сварке давлением

Номер патента: 889344
Опубликовано: 15.12.1981
Автор: Тимошенков
МПК: B23K 20/14
Метки: давлением, качества, сварке, сварного, соединения, ультразвукового
...производят измерениевременной зависимости сигнала приемникаи сравнивают ее с эталонной зависимостью,полученной предварительно, Величина этого20сигнала пропорциональна количеству дефектов сварного соединения.В случае несоответствия измеряемогосигнала заранее установленному, корректируют режим сварки - температуру, усилиясжатия, время сварки.Способ позволяет осуществить контрольравномерности распределения усилия сжатияпо всей площади контакта. При этом в качестве приемника ультразвукового излучения используют мозаичный приемник-блок,состояший из нескольких отдельных приемников, работающих независимо друг отдруга. Каждым из этих отдельных приемников контролируют качество определеннойчасти сварного соединения. По сумме сиг- З 5налов...
Способ разведения ванны при электрошлаковой сварке на увеличенном вылете проволочного электрода

Номер патента: 891287
Опубликовано: 23.12.1981
Автор: Мастаков
МПК: B23K 25/00
Метки: ванны, вылете, проволочного, разведения, сварке, увеличенном, электрода, электрошлаковой
...мм вылет электрода, за счетподъема сварочного аппарата, увеличивается до рабочего, равного 200220 мм. Такой вылет позволяет увеличить скорость подачи электрода до350-800 м/ч. Приведенная последова-тельность операций необходима дляподдержания устойчивости электрошлакового процесса и избежания кристаллизационных трещин и металле выполняемого шва, возникающих при скоростях подачи электрода более 350 м/чна вылетах 60-100 мм.На фиг, 1 изображен начальныйпериод разведения шлаковой ванны;нафиг. 2 - этап сварки на увеличенномвылете электрода.Насадку 1 мундштука для сваркина увеличенном вылете электрода перед началом сварки опускают до касания со слоем Флюса 2 (Фиг. 1). После нажатия кнопки "Пуск" аппарата.включают подъем аппарата....
Устройство для компенсации постоянной составляющей при сварке на переменном токе

Номер патента: 893440
Опубликовано: 30.12.1981
Авторы: Баранникова, Зубрицкий, Лапин, Остров, Силуков, Чикунов
МПК: B23K 9/00
Метки: компенсации, переменном, постоянной, сварке, составляющей, токе
...соединенные сопротивление 2, диод 3 и встречно-параллельно им тиристор 4 со схемой 5 фазового управления. В сварочную цепь включен датчик 6 тока, выход которого соединен со входом узла 7 выделения постоянной составляющей.Узел 7 выделения постоянной составляющей состоит из выпрямителей положительной 8 и отрицательной 9 полуволн напряже 15 20 25 30 35 40 45 50 55 ния, активных фильтров 10 и 11, суммирующего усилителя 12. Выход суммирующего усилителя 12 соединен с пропорционально- интегральным регулятором 13, выход которого подключен ко входу схемы 5 фазового управления,Устройство для компенсаций постоянной составляющей при сварке на переменном токе работает следующим образом.В полуволну с положительным электродом (обратная полярность)...