Устройство для уплотнения и формирования шва при электрошлаковой сварке
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 751544
Авторы: Антонов, Лычко, Сафонников, Сущук-Слюсаренко
Текст
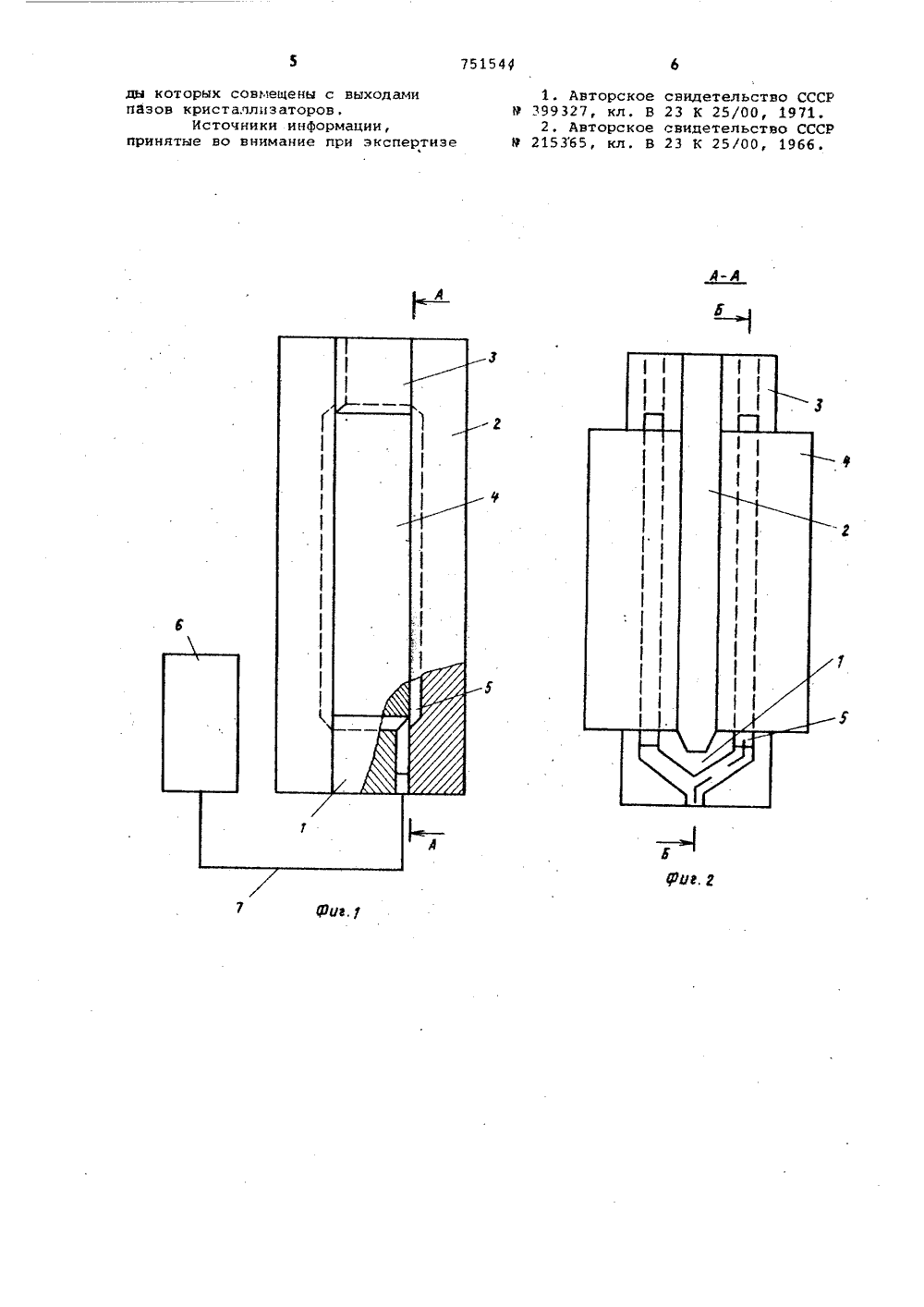
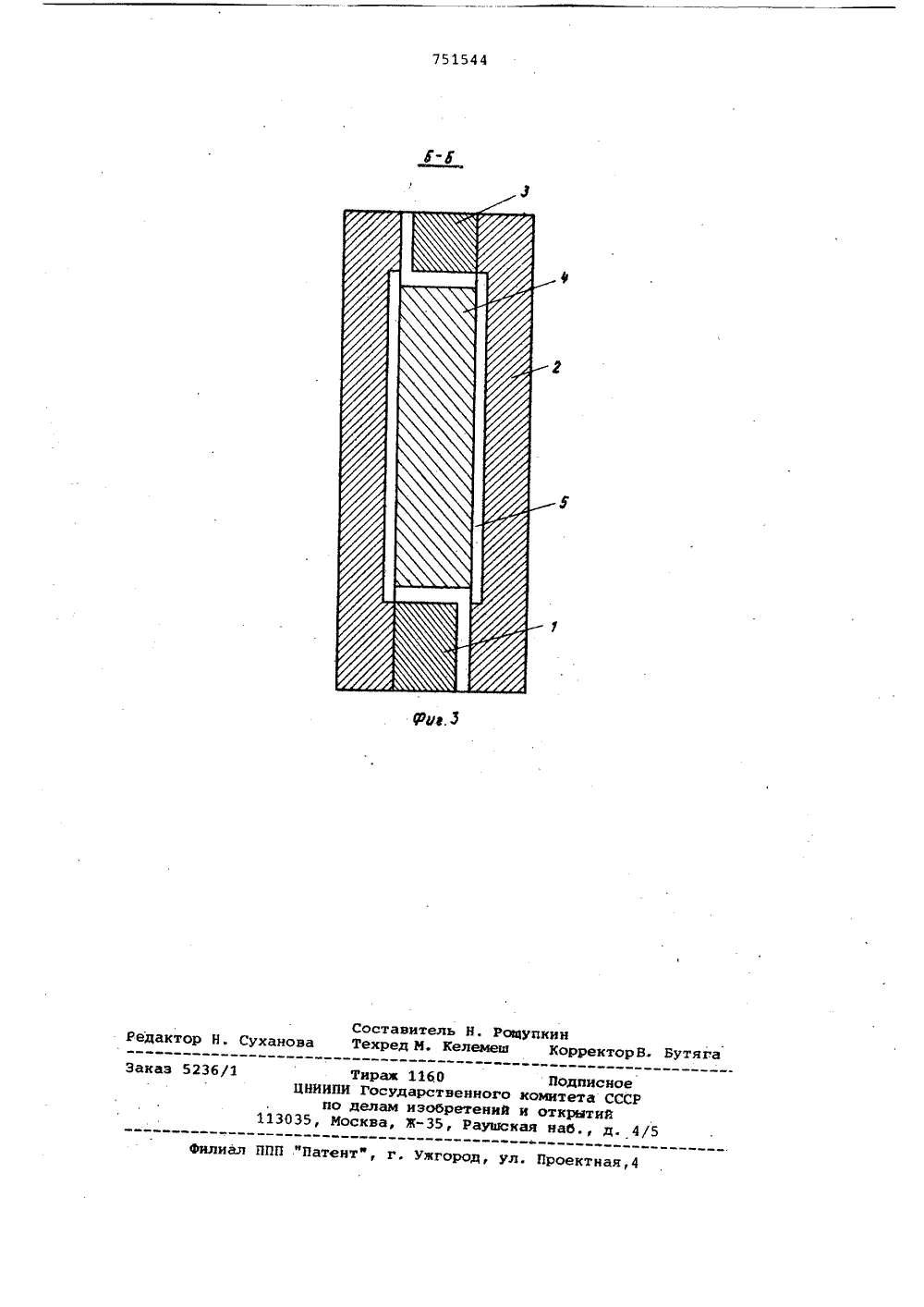
Союз Советских Социалистических Республик(22) Заявлено 201077 (21) 2534731/25-27с присоединением заявки йо(53)М. Кл 3 В 23 К 25/00 Государственный яомитет СССР по дедам изобретений и открытий(72) Авторы изобретения Ордена Ленина и ордена Трудового Красного Знамени институт электросварки им, Е.О. Патона(54) УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ И ФОРМИРОВАНИЯ ШВА ПРИ ЭЛЕКТРОЮ 1 АКОВОИ СВАРКЕИзобретение относится к области сварки, в частности к электрошлаковой сварке металлов с принудительным Формированием сварного шва, и может быть широко использовано во всех отраслях народного хозяйства, использующих электрошлаковый процесс для соединения металлоконструкций.Известно уплотняющее устройство при электрошлаковой сварке, содержащее корпус с каналами для охлаждения и уплотнение, предотвращающее вытекание жидкого металла и шлака в виде полых эластичных трУбок или шланга 11 .Недостатком данного устройства является повьзвенная опасность при его эксплуатации, так как при разрушении шланга в процессе сарки обязательно 20 произойдет либо выплеск сварочной ванны под действием сжатого воздуха, либо вытекание сварочной ванны через образовавшиеся неплотности, что в свою очередь не обеспечивает надежности устройства в эксплуатации.Наиболее близким иэ известных по технической сущности и достигаемому эффекту к изобретению является устройство для уплотнения и формирова-. ния шва при электрошлаковой сварке, содержащее поддон, подвижные или неподвижные кристаллизаторы, на внутренних поверхностях которых, обращенных к изделию, выполнены сквозные пазы, расположенные параллельно оси кристаллизации по обе ее стороны и заполняемые сварочным Флюсом, и выводные планки 121.Недостатком этого устройства является вытекание сварочной ванны при подплавлении или расплавлении сварочного Флюса в пазах.Целью изобретения является повышение качества сварного шва путем предотвращения вытекания сварочной ванны в процессе сварки.Поставленная цель достигается путем того, что устройство снабжено механизмом подачи пластичного Флюса в пазы, а на внутренних поверхностях поддона и выводных планок также выполнены сквозные пазы, выходы которых совмещены с выходами пазов кристаллизаторов.Пазы при сборке образуют с боковыми поверхностями свариваемых деталей замкнутый контур в виде каналов, имеющих два выхода на поверхностьуплотняющего и формирующего приспособления, один иэ которых являетсяконтрольным, а другой служит дляподключения механизма подачи Флюса,заполняющего полости канала пластичным флюсом.В случае сварки протяженных швовустройство снабжено подвижными кристаллиэаторами с аналогичными пазами,в полость которых в процессе сваркинепрерывно подается пластичный Флюспод избыточным давлением.На Фиг. 1 показано устройство,общий вид на Фиг.2 - сечение А-А наФиг.1; на.фиг. 3 - сечение Б-Б наФиг.2,Устройство, представляющее собойФормирующее приспособление, содержитподцон 1, кристаллизаторы 2 и выводные планки 3, на внутренних поверхностях которых выполнены пазы, образующие с боковыми поверхностямисвариваемой детали 4 при сборке .канал 5, а также механизм подачи пластичного Флюса, выполненный в виденагнетательного пневмоцилиндра б,связанного с входным отверстием канала 5 резиновым шлангом 7,Устройство работает следующим образом.На свариваемую деталь 4 собираютустройство по схеме, приведенной нафиг.1. В приемник пневмоцилиндра бзагружают пластичный Флюс в количестве, необходимом для полного заполнения канала 5. В пневмоцилиндр бподают сжатый воздух под давлением2-3 атм. Под давлением сжатого воздуха пластичный Флюс начинает транспортироваться по резиновому шлангу7 и заполнять полости канала 5.Полное заполнение канала 5 контролируют по верхнему выходному отверстиюканала. Полное заполнение полостейканала 5 обеспечивает надежноеуплотнение сварного стыка, что позволяет переходить к операции наведения шлаковой ванны и непосредственнок сварке без дополнительных вспомогательных операций.Предлагаемое устройство позволитзначительно сократить время сборкисвариваемых стыков, улучшить условия труда операторов, обеспечитьповышение качества сварных соединений, повысить надежность уплотнения и гарантировать стабильностьэлектрошлакового процесса.Устройство было опробовано приэлектфошлаковой сварке пластинчатым электродом образцов алюминиевых шин сечением 70-50 мм.Свариваемые шины с зазором б 0 ммустановили на поддон, после чегоу боковых поверхностей установиликристаллизатор, а сверху над зазором - выводные планки. Ориентацияпазов в поддоне, боковых кристаллиэаторах и выводных планках устрой 20 25 30 40 45 50 бО 65 5 1 О 15ства обеспечила их совмещение при сборке с образованием совместно с .поверхностью свариваемых деталей сквозного замкнутого канала. Со стороны поддона к входному отверстию присоединили с помощью резинового шланга пневмоцилиндр с пластичным флюсом, который был получен путем механической смеси измельченного сварочного Флюса с растворителем до тестообразного подвижного состояния, Создавая в пневмоцилиндре давление 2-3 атм, заполняли через шланг канал устройства пластичным Флюсом.Наличие флюса в каналах и их полное заполнение контролировалось по выходу Флюса из верхнего выходного отверстия. После выполненияперечисленных операций оказалось,чтс пластичный флюс заполнил весь объемканалов, что обеспечило его выход .в контрольное отверстие. Наряду с этим пластичный флюс заполнил зазоры между устройством и боковымиповерхностями свариваемых деталей. После окончания уплотнения с помощью предлагаемого устройства производили электрошлаковую сварку указанных образцов алюминиевых шин на следующем режиме: О = Зб В, 34,5 кА.ХХСВ Для сварки использовался флюсмарки АН.Сварка выполнялась на аппаратеАс источником питания ТПС 10000/1. На протяжении всего процесса сварки вытекание шлаковой и металлической ванн не наблюдалосьПосле разборки устройства оказалось,что шлаковая корка находилась в контакте с пластичным Флюсом, при этом оплавления последнего не обнаружено. Формула изобретения Устройство для уплотнения и формирования шва при электрошлаковой сварке, содержащее поддон, подвижные или неподвижные кристаллизаторы, на . внутренних поверхностях котрых, обращенных к изделию, выполнены сквозные пазы, расположенные параллельно оси кристаллизатора по обе ее стороны и заполняемые сварочным флюсом, и выводные планки, о т л и ч а ющ е е с я тем, что, с целью повыаения качества сварного шва путем предотвращения вытекания сварочной ванны в процессе сварки, оно снабжено механизмом подачи пластичного флюса в пазы, а на внутренних поверхностях поддона и выводных планок также выполнены сквозные пазы, выхо 75154ды которых совмещены с выходамипазов кристаллизаторов.Источники информации,принятые во внимание при экспертизе 1. Авторское Р 399327, кл. В2, Авторское 9 215365, кл. В свидетельство СССР23 К 25/00, 1971.свидетельство СССР23 К 25/00, 1966."35, Раушс Подпиомитета открытая наб.,
СмотретьЗаявка
2534731, 20.10.1977
ОРДЕНА ЛЕНИНА И ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ИНСТИТУТ ЭЛЕКТРОСВАРКИ ИМ. Е. О. ПАТОНА
САФОННИКОВ АНАТОЛИЙ НИКОЛАЕВИЧ, АНТОНОВ АНАТОЛИЙ ВЛАДИМИРОВИЧ, СУЩУК-СЛЮСАРЕНКО ИГОРЬ ИВАНОВИЧ, ЛЫЧКО ИВАН ИВАНОВИЧ
МПК / Метки
МПК: B23K 25/00
Метки: сварке, уплотнения, формирования, шва, электрошлаковой
Опубликовано: 30.07.1980
Код ссылки
<a href="https://patents.su/4-751544-ustrojjstvo-dlya-uplotneniya-i-formirovaniya-shva-pri-ehlektroshlakovojj-svarke.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для уплотнения и формирования шва при электрошлаковой сварке</a>
Способ вертикальной дуговой сварки под флюсом

Номер патента: 1819199
Опубликовано: 30.05.1993
Авторы: Крицкий, Ющенко, Яблонский
МПК: B23K 9/18
Метки: вертикальной, дуговой, сварки, флюсом
...подачи электродных проволок(на чертеже не показан) и подавали сварочный ток, После возбуждения сварочной дуги 9 с напряжением 34 В начинался процесс плавления проволок и флюса. Для качественного начала сваоки пооцесс возобновляли при токе не более 1/2 свА По мере расплавления флюса в зону сварки дополнительно подавали его небольшие порции. После того, как высота Н жидкого шлака достигала 15-18 мм устанавливался стабильный процесс. По мере заполнения разделки включали механизм перемещения автомата и производили сварку. В минуту подавали 2 - Злорции флюса массой 5-7 г, Процесс сварки, корректировки электродов в разделке и подачу флюса контролируют визуально через защитный светофильтр.Этим способом при указанном режиме было произведено 5...
Устройство для автоматической сварки под флюсом с принудительным формированием обратной стороны шва

Номер патента: 1660918
Опубликовано: 07.07.1991
Авторы: Андриевский, Богдановский, Левчук, Порутенко, Хрубилов
МПК: B23K 37/06, B23K 9/18
Метки: автоматической, обратной, принудительным, сварки, стороны, флюсом, формированием, шва
...4 и каналы 3 передается в формирующую канавку 2 к нижней поверхности стеклотканевой подкладки 9, которая укладывается в формирующей канавке 2, точно копируя ее форму, и при поджатии ползуна 1 к свариваемому стыку края подкладки 9 плотно прижимаются к листам 8, а формирующая канавка 2 ползуна 1 располагается прямо напротив стыка, создавая условия для заполнения свободного пространства расплавленным металлом сварочной ванны.Во время сварки и перемещений ползуна 1 автоматическая укладка подкладки 9происходит следующим образом,Первоначально подкладка 9 поступаетна наклонную поверхность скоса 6 ползуна 1 с направляющими буртами 7, На протяжении всего этого участка подкладка 9 находится в неподжатом к свариваемым листам 8 состоянии. За...
Автомат для сварки под флюсом

Номер патента: 897447
Опубликовано: 15.01.1982
Авторы: Берштейн, Грекин, Игнатьев, Пикус, Писаренко
МПК: B23K 37/02
Метки: автомат, сварки, флюсом
...работает следующим образом.Сварщик устанавливает оплавляемыйстержень 43 в направляющую 29 и проталкивает его между роликами 22 и 23на 30-50 мм, Затем устанавливают изделие на корпус 38 охладителя 6 такимобразом, чтобы стык изделия попадал напротив канавки 42 паза 41 и включаютмеханизм прижима 5, Пневмоцилиндр 30механизма прижима 5 поворачивает рычаг32 с чашкой 34 вокруг оси 33 и прижиМает изделие 44 чашкой 34 к охладителю 6. Храповая собачка 36 нажимает нарычаг 26 и поворачивает его вокруг оси27, сжимая пружину 28. Одновременнос поворотом рычага 26 почасовой стрелке прекращается его воздействие черезтраверсу 25 и прижимной ролик 23 наоплавляемый стержень 43, который поддействием собственного веса опускаетсядо упора в стык...
Автомат для сварки под флюсом

Номер патента: 1180203
Опубликовано: 23.09.1985
Авторы: Клейнер, Коншин, Сырцов
МПК: B23K 9/18
Метки: автомат, сварки, флюсом
...5 20 и прижимным б роликами, а также бункер 7 для подачи Флюса с флюсоподводящей трубкой 8, между которыми под углом к горизонтальной плоскости размещен Флюсоотсекатель, вы полненный в виде двух перфорированных элементов 9 и 10. Перфорированный элемент 9 уста-новлен с возможностью смещения от привода 11 по направляющим 12, смонтированным на элементе 10, имеющем паз, в котором размещен подпружиненный рычаг 13, шарнирно смонтированный на флюсоподводящей трубке 8 и контактирующий с профильным кулачком З 5 14, связанным с валом 15 подающего ролика 5 через шестерни 1 б и 17, управляемую муфту 18, шестерни 19 и 20, червячное колесо 21 и червяк 22 с электродвигателем 23 механизма40 подачи сварочной проволоки. К Флюсоподающей трубке прикреплен...
Способ автоматической сварки под флюсом стыковых соединений

Номер патента: 1400818
Опубликовано: 07.06.1988
Автор: Кривошея
МПК: B23K 33/00, B23K 9/18
Метки: автоматической, сварки, соединений, стыковых, флюсом
...усиления шва второгопрохода, мм; а - смещение электрода относительно острой кромки детали при сваркепервого прохода, мм,Способ осуществляют следующим образом.Перед сваркой на соединяемых деталяхизготавливают прямолинейные скосы кромок без притупления под острым и тупымуглами относительно их поверхности. Детали собирают под сварку с равномерным зазором Ь для обеспечения качественного формирования шва и обеспечения гарантированного проплавления. Величинууглов р скоса кромок выбирают из условия заклинивания в зазоре между деталямифлюса от давления Р флюсовой подушки навысоту, не превышующую одной трети толщины Я свариваемых деталей. При этомобразуют в зазоре уплотненное основание изфлюса, равномерное по длине стыка для формирования на нем...
Предыдущий патент: Устройство для электронно-лучевой сварки
Следующий патент: Способ изготовления теплообменных аппаратов
Случайный патент: Закваска для квашения плодов и способ квашения