Способ регулирования процесса электронагрева при сварке деталей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
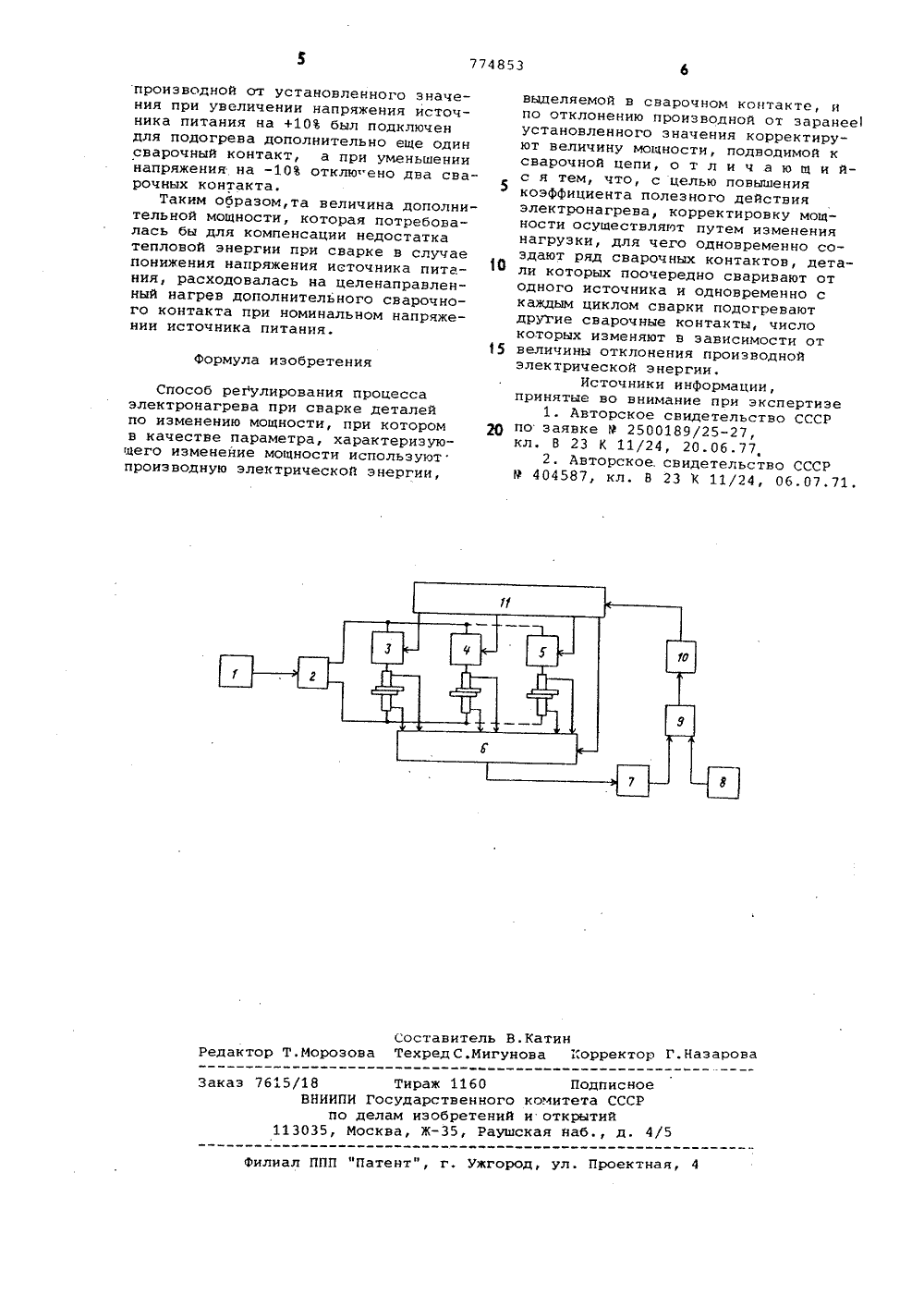
ик.т ЗК, . ф-, С .1. ". Сфюа Советских Соцналнстннескнх Республик(22) Заявлено 160179 (21) 2713888/25-27с присоединением заявки Мо(51)М. Кл. В 23 К 11/24 Государственный комитет СССР но дедам изобретений н открытий(54) СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ЭЛЕКТРОНАГРЕВА ПРИ СВАРКЕ ДЕТАЛЕЙ1Изобретение относится к области автоматики и может быть использовано в устройствах управления нагревом свариваемых деталей преимущественно при контактной сварке. 5Известны способы регулирования процесса электронагрева осуществляемые путем корректирования электрической мощности по величинам отклонений от заданных значений электри ческой энергии усилия сжатия свариваемых деталей и температуры электродов сварочной машины 13.Недостатком известного способа является то, что энергия, необходимая для компенсации возмущений по электрическим параметрам, постоянно расходуется в период их отсутствия на бесполезный нагрев элементов, ограничивающих мощность, подводимую к рабочей нагрузке, например нагрузке сварочных машин, что снижает КПД электронагрева.Наиболее близким к описываемому является способ регулирования про цесса электронагрева при сварке деталей по изменению мощности, при котором в качестве параметра, характеризующего изменение мощности, используют производную электрической ЗО 2энергии, выделяемой в сварочном контакте, и по отклонению производной от заранее установленного значения корректируют величину мощности, подводимой к сварочной цепи 2 .Недостатком этого способа является то, что при осуществлении сварки с предварительным подогревом деталей сварочного контакта (этот прием часто используют в практике) затрачивается дополнительная электрическая энергия, в результате чего снижается КПД сварочной машины.Целью изобретения является повышение КПД электронагрева.Поставленная цель достигается тем, что корректировку мощности осуществляют путем изменения нагрузки, для чего одновременно создают ряд сварочных контактов, детали которых поочередно сваривают от одного источника и одновременно с каждым циклом сварки подогревают другие сварочные контакты, число которых изменяют в зависимости от величины отклонения производной электрической энергии.Сущность данного способа заключается в том, что энергия, необходимая на компенсацию возмущений поэлектрическим параметрам, расходуется в период их отсутствия на предварительный подогрев нескольких сварочных контактов, одновременно с каждой последующей сваркой. Если появляются возмущения, то в зависимости от величины их интенсивности, которая характеризуется неличиной производной электрической энергии (т.е. величиной приращения электрической мощности в единицу времени), число подогреваемых контактов. уменьшают (при уменьшении величины производной относительно заданной) или увеличивают (при увеличении величины производной относительно заданной), т.е, отнетвляют часть тока сварки в параллельные сварочные цепи на время, не превышающее заданной длительности импульса тока подогрева.Способ реализуется следующим образом. Свариваемые детали объединяют в группы, одновременно создают ряд сварочных контактов, зажимая детали между каждой парой электродов много- электродной, сварочной машины, поочередно сваривают нагревом от одного источника, измеряют величину производной электрической энергии в процессе сварки и одновременно с каждой сваркой подогревают другие сварочные контакты, число которых увеличивают или уменьшают в зависимости от величины отклонения от установленного значения производной электрической энергии.Таким образом осуществляется коррекция электрической мощности за счет перераспределения величины полезной электрической энергии между сварочными контактами путем дискретной подгрузки или разгрузки по току сварочного контакта, детали которого сваринаются. На чертеже представлена блок-схема устройства, реализующего данный способ.Устройство состоит из источника 1 питания, сварочного трансформатора 2, параллельных сварочных цепей с тиристорными ключами 3, 4, 5 переменного тока и электродами, между которыми зажаты свариваемые детали, образующие сварочные контакты, коммутатора б, измерителя 7 величины производной электрической энергии, задатчика 8 этой величины, сравнивающего устройства 9, преобразователя 10 числа импульсов величины выходного сигнала сравнивающего устройства 9 и таймера- распределителя 11 импульсов сварочного тока.Аналоговый сигнал с выхода сравнивающего устройства 9 преобразуется в число импульсов, которые поступают на таймер-распределитель 11, формирующий последовательно во времени импульсы управления тиристорными ключами 3, 4, 5 и импульсы управления ком 5 10 15 20 25 30 35 40 45 50 55 бО 65 мутаторм б входа измерителя 7 величины произнодной электрической энергии, выделяемой в снарочном контактедеталь-деталь. В зависимости от числа импульсов на выходе преобразователя 10 одновременно со сваркой деталей в одной из сварочных цепей подключается необходимое число параллельных цепей на время, задаваемоетаймер-,распределителем 11. При этомчасть тока сварки ответвляется наэто время в параллельные цепи, сварочные контакты которых подогреваются,Таким образом осуществляется дискретная подгрузка или разгрузка потоку цепи, в которой свариваютсядетали.Использование способа регулирования процесса электронагрева обеспечивает по сравнению с существующимиследующие преимущества.Возможность экономии электроэнергии за счет повышения КПД электронагрева,Улучшение условий осуществлениясварки и повышения ее качества засчет уменьшения разброса величин контактных сопротивлений в стыке деталей путем их предварительного подогрева.Возможность рассеивать электрическую мощность большой величины,которую невозможно рассеять в силуограничений по тепловому воздействиюв существующих элементах регулирующихустройств.Указанные преимущества способабйли проверены на следующем примереего реализации.На многоэлектродной сварочной машине между каждой из 24 пар электродов зажали по две свариваемые детали,Причем заранее все датели сделалитехнологически однородными, Подключили сварочную машину к регулируемому источнику питания и при номинальной величине напряжения 220 В началисварку деталей первого сварочногоконтакта, измерение величины производной электрической энергии, выделяемой н процессе сЬарки импульсом переменного тока, длительностью 0,02 си одновременно подогрев в течение0,005 с. двух последующих сварочныхконтактов. Измеренную величину производной электрической энергии приняли в качестве опорной для последующего сравнения с ней величин производных при осуществлении последующихсварок в условиях воздействия на процесс возмущений по электрическим параметрам.Возмущения имитировали путем изменения величины напряжения источникапитания на 10 относительно номинального, что соответствует возможным колебаниям напряжения в реальныхусловиях. Для компенсации отклонения774853 Формула изобретения Составитель В.Катин Редактор Т.Морозова Техред С.Мигунова Корректор Г.НазаровПодписнокомитета СССРи открытийкая наб., д. Заказ 7615/18 ВНИИПИ Го по дел 113035, МоскТира удар м из ственног обретениЖ, Рауш Филиал ППП "Патент", г. Ужгород, ул. Проектная,производной от установленного значения при увеличении напряжения источника питания на +10 был подключен для подогрева дополнительно еще один сварочный контакт, а при уменьшении напряжения на -10 отключено два сварочных контакта,Таким образом,та величина дополнительной мощности, которая потребовалась бы для компенсации недостатка тепловой энергии при сварке в случае понижения напряжения источника питания, расходовалась на целенаправленный нагрев дополнительного сварочного контакта при номинальном напряжении источника питания. Способ регулирования процесса электронагрева при сварке деталей по изменению мощности, при котором в качестве параметра, характеризующего изменение мощности используют производную электрической энергии,выделяемой в сварочном контакте, ипо отклонению производной от заранееустановленного значения корректируют величину мощности, подводимой ксварочной цепи, о т л и ч а ю щ и йс я тем, что, с целью повышениякоэффициента полезного действияэлектронагрева, корректировку мощности осуществляют путем изменениянагрузки, для чего одновременно создают ряд сварочных контактов, детали которых поочередно сваривают отодного источника и одновременно скаждым циклом сварки подогреваютдру 1 ие сварочные контакты, числокоторых изменяют в зависимости от15 величины отклонения производнойэлектрической энергии.Источники информации,принятые во внимание при экспертизе1. Авторское свидетельство СССР2 О по заявке Р 2500189/25-27,кл. В 23 К 11/24, 20.06.77,2. Авторское. свидетельство СССРР 404587, кл. В 23 К 11/24, 06,07.71.
СмотретьЗаявка
2713888, 16.01.1979
ПРЕДПРИЯТИЕ ПЯ Х-5618
ПОДКИДОВ ВАЛЕРИЙ ИВАНОВИЧ, ЯКОВЛЕВ ВЛАДИМИР БОРИСОВИЧ
МПК / Метки
МПК: B23K 11/24
Метки: процесса, сварке, электронагрева
Опубликовано: 30.10.1980
Код ссылки
<a href="https://patents.su/3-774853-sposob-regulirovaniya-processa-ehlektronagreva-pri-svarke-detalejj.html" target="_blank" rel="follow" title="База патентов СССР">Способ регулирования процесса электронагрева при сварке деталей</a>
Способ неразрушающего определения величины и стабильности энергии электрического поля, накопленной диэлектриком при облучении его ионизирующем излучением

Номер патента: 600908
Опубликовано: 15.02.1980
МПК: G01R 33/00
Метки: величины, диэлектриком, излучением, ионизирующем, накопленной, неразрушающего, облучении, поля, стабильности, электрического, энергии
...материала диэлектрикадля повышения его проводимости,В там случае, когда некоторая цдоля излучения. проникает через образец или рассеивается им, величинуобщей поглощенной энергии определяюткак сумму энергий,. поглощенных в об"разце и в дополнительном абсорбере,окружающем образец,На чертеже изображена одна извозможных схем измерения.Процесс измерения состоит в следующем.Измеряют (илй теоретическим рассчитывают по известным параметрампучка и образца) величину тепловыделения Цдля случая, когда поле создается. Для этого, например, измеряют тепловыделение в начальный момент Я времени при перенесенной плотности заряда с не более 10 -10 Кл/см клк же измеряют тепловыделение на проводящем аналоге образца, полученном, например, легированием...
Устройство для получения характеристик срабатывания реле, реагирующих на две электрические величины

Номер патента: 460516
Опубликовано: 15.02.1975
Автор: Бондаренко
МПК: G01R 31/06
Метки: величины, две, реагирующих, реле, срабатывания, характеристик, электрические
...исследуемого реле 8, оно срабатывает, и его выходной сигнал скачкообразно изменяется. После дифференцирования этого сигнала дифференцирующей цепью 7 получается импульс, совпадающий по времени с моментом срабатывания исследуемого реле 8. Под действием этого импульса ключевой элемент 6 кратковременно замыкается, При этом на обоих входах измерительной схемы 1 напряжения оказываются одинаковыми, нуль-орган 3 срабатывает, а схема индикации (регистрации) 5 фиксирует точку характеристики срабатывания исследуемого реле 8.В момент возврата исследуемого реле импульс на выходе цепи дифференцирования 7 имеет полярность, противоположную той, что была в момент срабатывания. Входная цепь ключевого элемента 6 выполнена так, что элемент реагирует...
Аналого-цифровой преобразователь интегральных характеристик электрических величин

Номер патента: 1035790
Опубликовано: 15.08.1983
Авторы: Доронина, Лавров, Швецкий
МПК: H03K 13/02
Метки: аналого-цифровой, величин, интегральных, характеристик, электрических
....на период, блок масштабирования, элементы И, ИЛИ, счетчик результата, триггер памяти знака, устройство.уп- равления, вход которого соединен с вторым выходом согласующего устрой,ства, первые выходы - соответственно с управляющими входами аналогового коикутатора, с первым, вторым и тре;тьим входами каждого аналогового блока, с входами реверса цифрового интегратора, с первым входом сумматора частот, с входом элемента задержки, с первым и вторыми входаии блока деле;ния иа период, с йервым и вторым входами блока масштабирования, первым входом элемента И, входом сброса счет 1035790чика результата, входами элемента ИЛИ, .входом извлекателя корня, вторые выходы - соответственно с входами управления первого, второгои третьего клю- . чей, с...
Устройство для сравнения фаз двух электрических величин

Номер патента: 1149342
Опубликовано: 07.04.1985
МПК: H02H 3/38
Метки: величин, двух, сравнения, фаз, электрических
...тра кформатора и через другой диод - к аноду одного диода, и два резистора, дополнительно введены параллельно соединенные резистор и конденсатор, один вывод которых подключен к концу первой обмотки трансформатора, другой вывод - к аноду упомянутого диода, а каждый из двух резисторов включен между соответствующим выводом фазочувствительного блока и положительным полюсом источника питания, к которому подключены также начало второй и конец третьей обмоток трансформатора,На фиг. 1 изображена принципиальная схема устройства; на фиг. 2 и 3 - временные диаграммы, поясняющие его работу. Устройство содержит однополупериодные фазочувствительные блоки 1 и 2, одни выводы которых объединены и подключены к отрицательному полюсу источника 3...
Аналого-цифровой преобразователь интегральных характеристик электрических величин с мультипликативной автокоррекцией

Номер патента: 1185604
Опубликовано: 15.10.1985
МПК: H03M 1/06
Метки: автокоррекцией, аналого-цифровой, величин, интегральных, мультипликативной, характеристик, электрических
...через инвертор 33 к входу сдвигового регистра 3", выходу генератора 35, а третьи входы соединены с выходами сдвигового регистра 32. Выход элемента ИЛИ 34 соединен с первым входом счетчика 37 двоичного умножителя 36 коррекции. Второй вход счетчика 37 подключен к выходу дешифратора 24, Выходы счетчика 37 соединены с первыми входами элементов И 38, вторые входы которых подключены к выходам вычитающего счетчика 40, а выходы - к входам элемента ИЛИ 39, третий вход цифрового интегратора 43 соединен с выходом элемента 4."., четвертый вход - с выходом элемента 39, а выход генератора 35 соединен с третьим входом блока 44, четвертые входы которого соединены с первыми выходами цифрового интегратора 43, второй выход которого соединен с пятым входом...
Предыдущий патент: Устройство для управления включением машин для контактной сварки
Следующий патент: Источник питания для контактной микросварки током повышенной частоты с автоподстройкой режима
Случайный патент: Устройство для регистрации транспорта