Патенты с меткой «полировки»
Автомат для полировки внутренних колец радиальных подшипников

Номер патента: 93282
Опубликовано: 01.01.1952
Автор: Воронков
МПК: B24B 19/06
Метки: автомат, внутренних, колец, подшипников, полировки, радиальных
...по специальному желобу в кассету, Одновременно подающий механизм подает новое кольцо для полировки,Автомат приводится в движениеэлектродвигателем 10, предназнаценным для передачи через шестерни11, 12, 13 и 14 движения распределительному вал 6, и электродвигателем 15, предназначенным для сообщения движения шпинделю.11 а распределительном валу 6 закреплен бараоан 16 с криволинейными кулачками 17 н 18, управ,яюшимп поступательным движением правой баоки 3 и поперечного л ппорта а.Находящаяся на распределительном валу 6 зьездочка 19 передает качательное. движение профильномукулачку 9 через цепь и звездочку 20,шестерни 21 и 22, червячную пару 27и 24. Профильный кулачок 9, вращаясь, сообщает поперечному суппорту 5 колебательное...
Способ полировки щелочного стекла

Номер патента: 95993
Опубликовано: 01.01.1953
МПК: B24B 7/24
Метки: полировки, стекла, щелочного
...ОВС:ХОСТСТОй 0)ОГЯП:СТО) 1 ОПЯ,",; ЖСЛСлВЯСИ СОС,",;ИСТС 51 ИО.2351 ЯТРИП, Т 2.251 223 С:1 ВС;С"т ., 10.", 10 01 С 3:95993 Предмет изобретсния Способ полировки щелочного стекла, о т л и ч а ю щ и й с я тем, что, с целью повышения аддезионной его способности при склеивании, стекло после полировки обычным крокусом подвергают дополнительной полировке свежеосажденными осадками тяжелых металлов, например солей железа, меди и т, п,Комитет по делам изобретений и открытий при Совете Министров СССР Редактор Ы. С. Кутэркиа Поди. к печ. 5/1-,9 он г,Тирадк ЗОО. Цска 25 коп, Объе.п С,17 и. л. Заказ :109. 1 ор. Алатыр, типогр 1 фии М " министерства культуры 1 увашской АССР. ностные свойства пленки на стекло резко улучшаются, Поверхность стекла...
Способ электрохимической полировки изделий из золотых сплавов

Номер патента: 98865
Опубликовано: 01.01.1954
Автор: Эйчис
Метки: золотых, полировки, сплавов, электрохимической
...в том, что в качестве электролита применяют раствор, содержащий на 1 А воды 150 г цианистого калия и 50 г сегнетовой соли. Введение в электролит сегнетовой соли вызвано необходимостью ввода в раствор продуктов окисления меди, входящей в золотой сплав, и способствует ускорению процесса полировки. Процесс ведут с применением катодов ив нержавеющей стали. Температур цВвиду низкой рассеивающей способности процесса изделия сложной конфигурации обрабатывают при наличии профилированных катодов. Снятое с изделий золото осаждается на катодах в виде губки и легко с них удаляется.Способ особенно эффективен для мелких изделий, подвергающихся пайке. При высокой температуре, сопутствующей пайке с последующим отбелом поверхностный слой сплава...
Состав электролита для электрохимической полировки золотых изделий

Номер патента: 99339
Опубликовано: 01.01.1954
Автор: Пылдмаа
Метки: золотых, полировки, состав, электролита, электрохимической
...собо 1 отрудоемкую операцию,Известные способы электрохимической полировки золотых изделийменее трудоемки и позволяют снизить потери золота,Предметом изобретения являетсясостав электролита для электрохимической полировки ювелирных изделий из золотых сплавов, обеспечивающий снижение безвозвратных потерь золота.Согласно изобретению для составления электролита к раствору 20 гцианистого калия (КСг) в 1 л дистиллированной воды добавляют30 г железистосииеродистого калияК 1 Те (СХ) вПроцесс электрохимической полировки при этом протекает следуощим образом.Изделия соединяют с анодом медной проволокой и погружают в электролит, залитый в эмалированнуюванну емкостью 5 - 7 л и подогреваемый посредством электрического подогревателя. Рабочая...
Автомат для полировки желобов колец упорных шарикоподшипников

Номер патента: 100834
Опубликовано: 01.01.1955
Авторы: Веретехин, Лысов, Никитин, Савушкин
МПК: B24B 19/06
Метки: автомат, желобов, колец, полировки, упорных, шарикоподшипников
...патрон 16.Шпиндель 15, патрс.1 16 и два тюлировальника 17 расположены над верхней плитой, где расположе;1 также бункер 18, отсекатель 19 и пода- ватель 20, взаимодействующие с ку- лачком б посредством рычага 21. К бункеру 18 примыкает опрок 11 дыватель 22, в котором кольцо поворачивается на 90. Полировальникч 17 расположены соосно пшипделю 15 и 11 атрону 16 на угловом рычаге 28, взапмодейству 1 ощем с кулачком 7, Рычаг 28 онабжен на удлине:1 гом конце подвеской 24 для груза 25. г 1 аждачная лента наматывается на а- тушки 26, а в бункер 18 укладываются подлежащие обработке кольца, желобами вниз. Наждачную лентч протягивают между полировальннкамч 17 и патроном 16, который удерживает ксльца, и вводят ее между рифленымп...
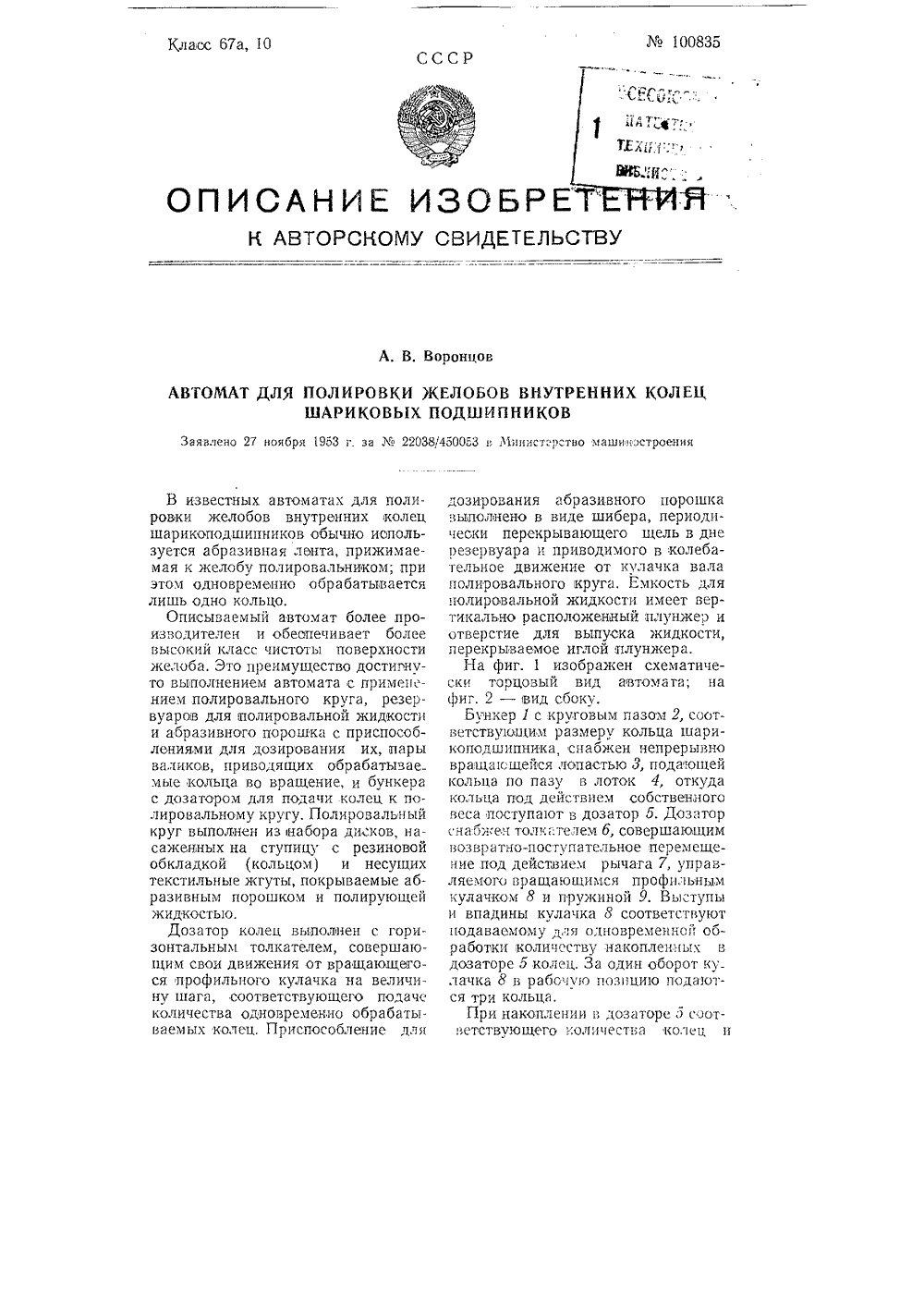
Автомат для полировки желобов внутренних колец шариковых подшипников
Номер патента: 100835
Опубликовано: 01.01.1955
Автор: Воронцов
МПК: B24B 19/06
Метки: автомат, внутренних, желобов, колец, подшипников, полировки, шариковых
...из дозатора 5 комплект, колец на вращающиеся валики 11, которыми кольца приводятся во вращательное движение, вследствие чего и происходит процесс их полирования.Рабочий круг 10 выполнен в виде отдельных дисков 12 на которых с помощью планок 18 укреплены текстильные жгуты 14. Диски 12 наса- жены на резиновую обкладку (кольцо) 1 Б, мснтированную на ступице 1 б. В дисках имеются отверстия, через которые свободно проходят штифы 17, стягивающие диски. Такая конструкция рабочего круга обеспечивает самоустановку жгутов по желобам колец.Процесс полирования происходит за счет соприкоонозения текстильных жгутов, пропитанных специальной жидкостью и осыпанных абразивным порошком, с желобами колец подшипников качения за один оборот раоочего круга,...
Способ электролитической полировки металлических изделий

Номер патента: 101536
Опубликовано: 01.01.1955
Автор: Зарецкий
Метки: металлических, полировки, электролитической
...сопротивление свинца при плотности тока 0,5 а/дяа составляет около 0,3 ола, а поляризационное сопротивление деталей, подвергаемых электрополировке в том же электролите, составляет 0,12 ома.Если параллельно полируемым деталям будет подключен дополни. тельно свинцовый анод, то при плотности тока электрополировки 20 - 80 а/дма плотность тока на дополнительном аноде составит 8 - 32 а/дм.При такой плотности тока выход по току шестивалентного хрома будет небольшой.Для повышения выхода по току шестивалентного хрома в цепь дополнительных свинцовых анодог, предложено включить последовательно дополнительное регулируемое сопротивление, величина которого должна быть такой, чтобы плотность тока на анодах не превышала 0,5 а/д.я-....
Шлифовальная и полировальная паста для точной шлифовки и полировки шаров, роликов, наружных и внутренних колец подшипников качения

Номер патента: 102064
Опубликовано: 01.01.1955
Автор: Коншин
МПК: C09G 1/02
Метки: внутренних, качения, колец, наружных, паста, подшипников, полировальная, полировки, роликов, точной, шаров, шлифовальная, шлифовки
...относится и облстп средств для шлиФовкп и полировки, применяемых в виде пасты, ь частности, для шлиФовкп и полировки шаров, роликов, нружных колец подшипников качения.Известны для этих целей шлиФовальны и полировальные пасты, содержащие ок - ло 60% мигрошлиФа (наждачного порошка, минутника), 15 - 25% верстенногн масла, 13/о керосина или дизельного топлива и 7,4 спирина.Отличительной особенностью агсгы согласно изобретению является применение в ней в количестве 5% графитовой пудры, что способствует улучшению позирующих свойств пасты, а также ускоряет процесс полирования перечисленных деталейй подшипников качения. Испытниямп устнолена высокая эФ екгивность пасты применением грФи оой пудры. Предмет изооретенияШлифовльном п полировальная...
Полировальник для полировки оптических деталей

Номер патента: 102439
Опубликовано: 01.01.1956
Автор: Хомутов
МПК: B24B 13/01
Метки: оптических, полировальник, полировки
...вь 1 гогая вязкость которой достигается соотьетству 1 ощим упариванисм смолы без доб- вок канифоли или другик каким-л 1.бо коыпо;1 снтов, обладает больи 1 ой стойкосттио ири достаточной эластичное. и позволяет повысить раоочес давл 1:зе проьодить полировку без подрезки иолировальникй, тогда как при поко-к 1111: - Фольн 1 ык по 1 ложкак подрсзку ирилодится производить многократно,Кроме того, па полировальникак г Ив 1101 КК р 1 ИЗ :уыарОНОВ 011 СмОЛ 11 бЫСтро образ., гея и прочно улер;1 м 1 ва тся к 1 кусна:1 корка, способствующая повышению иит 1 исивности полирования. Благодаря зт 1 гм преимуществам прлиров 11 льииков с подложкой из кумароповой смолы и: применение дает гозмсскность значительно ускорить процесс полировки.ТОЛЩИИа СЛОЯ...
Способ полировки стальных поверхностей

Номер патента: 102440
Опубликовано: 01.01.1956
Автор: Муравейский
Метки: поверхностей, полировки, стальных
Устройство для электролитической полировки изделий

Номер патента: 103579
Опубликовано: 01.01.1956
Авторы: Богоявленская, Богрец
МПК: C25D 7/04, C25D 7/06, C25F 7/00 ...
Метки: полировки, электролитической
...жРииыи )5 согудг катод. 1гз еоторыи И)О.О;П 1 Т И.)ДГЛ)(, ВЬП(О,1 НЯ(Т(.Я 3 ГР(О)И- р;)вдн)Ь(м, дл(кт)олит 331;(ивется В сосуд .)3(;еду уиэпняяицоп алдгтпчньо(и и(дйи ми с От)и р("гн:оп, ( оотв( т(пч)1 Оци)13 3)Оил)о ио,п)русмого изэлия и угт(н)т)5- э(ед)(опгои ио концам ктодд.133 и зсжс и 5(а)ажен иринцииидльГи)я сеем предлагаетого устройств.Ид)5(ргтноОе алектрополировкс издглиг (1), уложиное между роликами (о), иерем(33)гт(3 равномерно чгр(з (осуд (Э) ( 1 тот(о 1 (1) и алетро;п 1 тго (5). Мгнт 3 т(грфориро)53) )тиый катод вмонтирован в сосуд (3). По концам катода (4) уст- )О 35 ЛР)(31 у 13;)н)3(ви 13( ,)а(3(ЧНЫР ид 1)бЬ(6) цпр(ип 15)оп О)5(рстиями, (Оот гстт 1 ощи)п фоог ИЗД(,п 131. д Ги )и(п 1 бь 1 1 Д(РЖ 1)в 1 от длсетР Зл 1 гг В...
Устройство для полировки керамического полого изделия

Номер патента: 106705
Опубликовано: 01.01.1957
Автор: Ронис
МПК: B24B 9/12
Метки: изделия, керамического, полировки, полого
...и;ен Горн)к), или т/ с)скл 5)нных сфсрическнх кяпгкя для полировки Ор)нкя ня стъ)ке между степкой дном.Стскляныс ке)тки 11 В процессе пол ировк, совс ) еияя ВозвратО-поступ)телыОс дв )Кснс, с)оо;Ене) ке)т 5) с 5 ПО ГЕОВс 1)х ности ГоринЕ, В то время, когда каток 12 нспее)П)ксн,Динямометр И прн ноьч)ротс рукоятки И указывает нагрузку н стснкОри к) е О е рса 5 ПО, и 1)ое ке.КугПсный мсхяниз) может ГЕсрсмещаться по высоте с помощью рсйки 1), вокруг осис помо)цьк) зубчатой пары 16 и к краю - с помощью рейки 17.Полировку с помощью зтого устройства производят следуеощи)е образом.Машину подводят к горшку, раскрытым поясом охватывают горшок, и затем пояс замыкают.С помощью рукоятки полировальник подводится к верхней кромке внутренней стенки...
Паста для шлифования и полирования мелких шариков незакаленных и закаленных и точной полировки деталей подшипников

Номер патента: 109150
Опубликовано: 01.01.1957
Автор: Коншин
МПК: C09G 1/02
Метки: закаленных, мелких, незакаленных, паста, подшипников, полирования, полировки, точной, шариков, шлифования
...соотношения компонентов пасты в зависимости от различны.; технологических особенностей; при этом расширяется диапазон обрабатываемых деталей на тех или иных операциях, оговоренных в авт. св.102064. Так, например, для осуществления мягкой и твердой шлифовки мелких шаров соответствующие компоненты пасты применяются в следующей пропорции,Масло веретенное ЪЪ 2 - 35%, керосин или дизельное топливо 35 оо, стеарин - 2 - 4",о, грабит (пудра) - 1 - 2%, наждачный порошок Мпли М- 24 - 27 оо.Для операций точной шлифовки и полировки шаров, роликов, наружных и внутренних колец подшипников качения рекомендуется слсдуюший состав пасты. Масло веретенное2 - 15%, керосин илп дизельное топливо в 1 и, стеарин - 3 - 5 оо, графит (пудра) - 2 - 3% и...
Устройство для электролитической полировки

Номер патента: 111142
Опубликовано: 01.01.1957
Автор: Оралов
Метки: полировки, электролитической
...винипластовую ваннус двумя ячейками. Задняя ячейка (большая), залитая водным раствором 10 - 20%-ной щелочи (ЫаОН 1, имеет крышку 2 с фигурными катодами 3. Крышка 2 прикреплена к ванне с помощью кронштейнов 4,ктная панель состоит из 5 и нижней 6 рам и анодаружинными контактами. Панель шарнирно соединена с корпусом ванны двумя планками 8. При откидыв анни крышки ячейки кулачки кронштейнов нажимают на планки; последние поднимают контактную панель, из которой вынимают отполированные ножки. Замена ножек происходит, таким образом, вне электролита.Для поддержания неотемпературы электролита о мое устройство снабженоческим змеевиком 9,Предлагаемое устройство полировки позволяет обрабатывать одновременно пять ножек. Длительность процесса 20 сек....
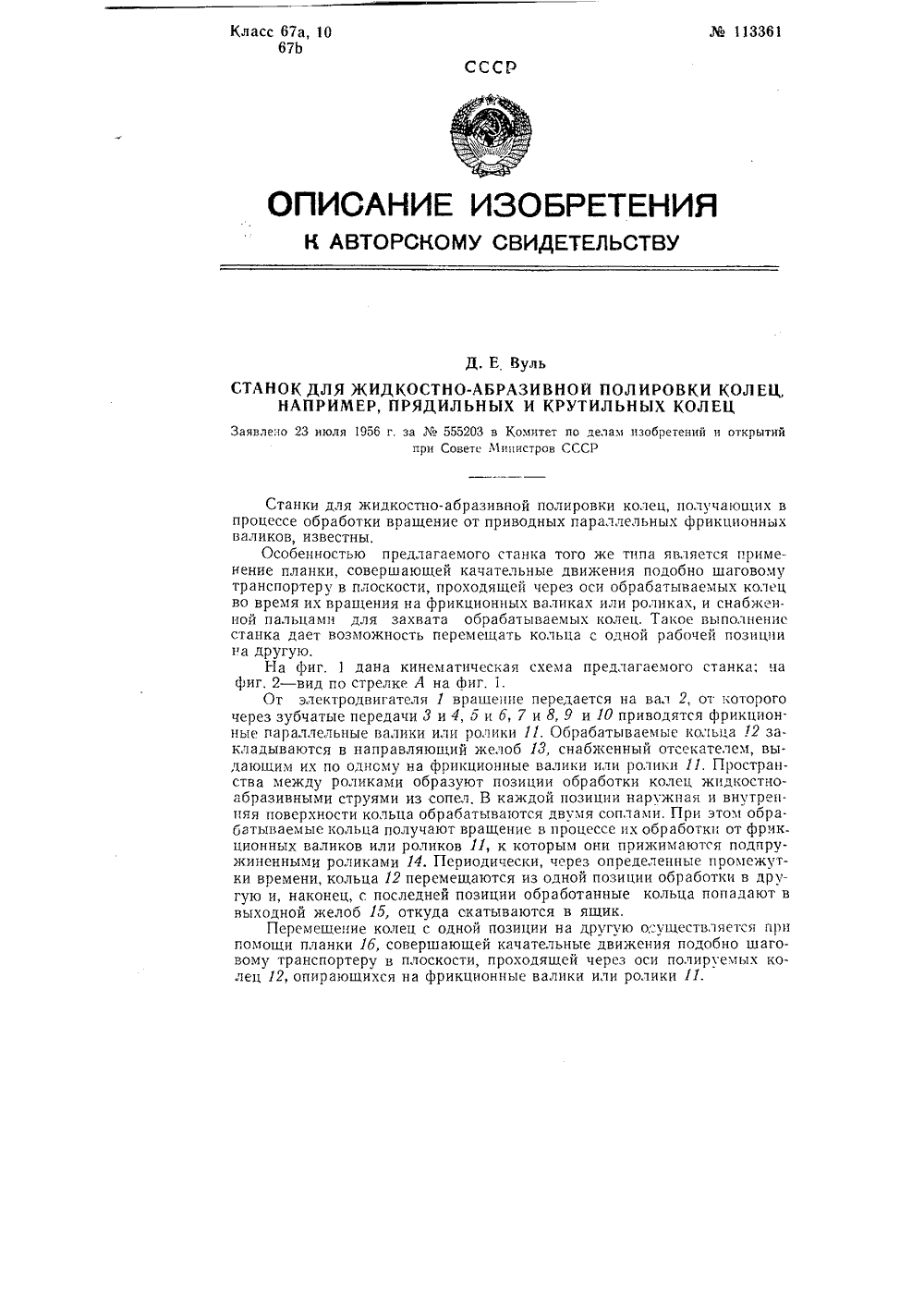
Станок для жидкостно-абразивной полировки колец, например, прядильных и крутильных колец
Номер патента: 113361
Опубликовано: 01.01.1958
Автор: Буль
Метки: жидкостно-абразивной, колец, крутильных, например, полировки, прядильных, станок
...В каждой позиции наружная и внутрен. пяя поверхности кольца обрабатываются двумя соплами. При этом обра. батываемые кольца получают вращение в процессе их обработки от фрик. ционных валиков или роликов П, к которым они прижимаются подпружиненными роликами 14. Периодически, через определенные промежутки времени, кольца 12 перемещаются из одной позиции обработки в другую и, наконец, с последней позиции обработанные кольца попадают в выходной желоб 15, откуда скатываются в ящик.Перемещение колец с одной позиции на другую о;:.уществляется при помощи планки 1 б, совершающей качательные движения подобно шаговому транспортеру в плоскости, проходящей через оси полируемых колец 12, опирающихся на фрикционные валики или ролики 11.13361Планка 1 б...
Станок для полировки и образования отверстий долблением в заготовках и деталях из твердых минералов и сплавов

Номер патента: 114937
Опубликовано: 01.01.1958
Авторы: Кудрин, Строганов, Трофимов
Метки: деталях, долблением, заготовках, минералов, образования, отверстий, полировки, сплавов, станок, твердых
...иглы б является сердечником электромагнита и под действием постоянного электричоского тока, протекающего по катушкам электромагнита, перемещается и поджимает рабочий орган к обрабатываемой детали с усилием, пропорциональным силе тока.Такое поджимающее устройство обеспечивает постоянство величины силы нажатия рабочего орган на деталь,Изменяя при помощи одного из общеизвестных устройств, например реостата, силу тока в катушках электромагнита, можно плавно и очень точно регулировать величину силы нажатия рабочего органа на обрабатываемую заготовку или деталь.Для долбления отверстия оправке 1, а вместе с нею и укрепленной на ней детали или заготовке придают вибрационное движение с ультразвуковой частотой колебаний. Подачу рабочего...
Способ полировки внутренних поверхностей сосудов и труб методом обработки циркулирующей жидкостью

Номер патента: 116040
Опубликовано: 01.01.1958
Автор: Кузьмин
МПК: F28G 1/16
Метки: внутренних, жидкостью, методом, поверхностей, полировки, сосудов, труб, циркулирующей
...в обоих наптым воздухом от баллонов.Для осуществления описываемого способа полировкна показанная на фигуре установка, включающая два бсоединенных подвергаемой очистке трубой 3 при помощирасположенных в нижней части баллонов.Баллоны в верхней части сообщены между собой и с магистралью 6 сжатого воздуха посредством трубки 7 с двухходовым краном 8, поочередно подающим сжатый воздух в один баллон и удаляющий сжатый воздух в атмосферу по трубке 9 из другого баллона. В штуцерах кранов 4 и б установлены спирально свернутые направляющие пластинки, предназначенные для придания циркулирующей по трубе 3 струе жидкости вращательного движения.Для подогрева эмульсии баллнаВнутри баллонов установлены отЯ116040полировки труб различной длины баллон...
Полировальная звездочка для полировки плоских, преимущественно стеклянных, поверхностей

Номер патента: 124828
Опубликовано: 01.01.1959
Авторы: Андрусенко, Нолькен, Тамарин
МПК: B24B 7/24
Метки: звездочка, плоских, поверхностей, полировальная, полировки, преимущественно, стеклянных
...оси вращения звездочки таким образом, чтобы все полировальные диски были на одной плоскости, перпендикулярной оси вращения звездочки; это достигается при помощи винта 7.В полостях нижних и верхних шпинделей проходят трубки питания 8, к выходному концу которых присоединяется ряд трубок 9 (по числу полировальных дисков), заканчивающихся распылителями 10.Помимо этого, между дисками вводятся питающие трубки с резиновыми выдвижными наконечниками 11 Через систему указанных трубокпроизводится подача полирующей суспензии к обрабатываемой стороне стекла 12.С целью обеспечения одинакового износа полировальных дисков при их свободном или принудительном вращении и для более полной работы124828полировальников, их диски блокируются между...
Способ очистки и полировки внутренней поверхности труб и устройство для его осуществления

Номер патента: 124834
Опубликовано: 01.01.1959
Автор: Тимофеев
МПК: B24C 1/08
Метки: внутренней, поверхности, полировки, труб
...из двух камер 2 и 3, в которых воздушные полости 4 отделены от полостей 5 с абразивным материалом резиновыми диафрагмами 6. Из электросети через электровыключатель 7 электрический ток поступает через реле времени 8 в соленоид 9 реверсивного золотника 10; при втягивании сердечника соленоида, являющегося продолжением плунжера золотника, плунжер открывает доступ сжатому воздуху из промышленной сети через водоотделитель 11 в воздушную полость 4 камеры 2. Попавший в полость 4 сжатый воздух давит на диафрагму 6, которая передает усилие124834 абразивному материалу, находящемуся в полости 5 камеры 2. Абразив. ный материал под давлением поступает через шланги 12 к обрабатывае мым трубкам 1 и, пройдя через их полость, попадает в полость 5...
Устройство для электролитической полировки труб из углеродистых и низколегированных сталей

Номер патента: 137738
Опубликовано: 01.01.1961
Метки: низколегированных, полировки, сталей, труб, углеродистых, электролитической
...2, выполненное в виде желсбчаоо диска, свободно псса)Иены на олсЙ штанге 5. Для герметизации обрабатываемого участка трубы относительно остальной ее части, а также с целью отделения полпрусмого участка от участка, поДВерГающеГося неЙт 1 эализЯЦИИ, устрсЙство снабэкепо т 1 эуочатыми эластичными 1 из резины иэи пластика) кольцами 4. Прижатпе их к внутренней поверхности трусы производится при помоци пневматического цилиндра б, связанного через катододержатель б и штангу д с катодпой полостью.Подача свежего электролита осушествляется через штуцер 7 по центральному отверстию штанги 5, а отвод отработанного электролита - по трубке 8. Нейтрализу 0 ций раствор подается по трубке 9, а отводится ерез трубку 10. В коллекторах 11 и 12 собираются...
Устройство для горячей полировки уреза подошвы с одновременным нанесением воска

Номер патента: 139577
Опубликовано: 01.01.1961
Автор: Стратюк
МПК: A43D 95/22
Метки: воска, горячей, нанесением, одновременным, подошвы, полировки, уреза
...фумеля 1, соединенного трубкой с бачком 2 для воска, электронагревательного элемента 3 и нагревателей 4.Отделочная часть 5 фумеля, размещенная под шарико-цилиндрическим клапаном б, выполнена съемной и прикреплена винтами 7 к верхнему узлу 8 фумеля. Верхний узел фумеля прикреплен болтами 9 к корпусу нагревателя.Таким образом, фумель может быть легко разобран и детали в процессе эксплуатации легко заменяются.При отделке уреза подошвы расплавленный воск автоматически поступает из бачка 2 по трубке к клапану б. Подача воска на урез подошвы регулируется клапаном б, взаимодействующим с иглой 10, вставленной в отверстие нижней части фумеля.Регулирование степени нагрева воскастеренчатой рукояткой П, связанной с зак139577 и служащей для...
Станок для полировки и образования отверстий

Номер патента: 139979
Опубликовано: 01.01.1961
Метки: образования, отверстий, полировки, станок
...внутренней расточкикольца смещен относительно осп вращениястола, поэтому шток 4 получает возвратнопоступательное движение. Перемещая регулировочное кольцо 5, можно менять расстояниемежду осью врящснпя стола п осью внутренпеп рясточкп когпця. Механизм поджатия пз 30 делпя к ппструмепту состоит пз катушки б,заключенной в металлическую рубашку 7 с кольцевым разрывом, в который вводится металлический сердечник 8, укреплешый иа направляющей оси 9 крышки стола 10. Узел центрования изделий относительо инструмента вие ванночки состоит из кронштейна 11 и чашки 12 с вырезанными стенками для лучшего обзора изделия, укрепленного на дне чашки 12.Чашка центрируется в кронштейне цилиндрическим буртиком. После окончания центровки )О стол подается вверх...
Устройство для двухсторонней полировки ленты стекла

Номер патента: 146205
Опубликовано: 01.01.1962
Автор: Миллер
МПК: B24B 7/26
Метки: двухсторонней, ленты, полировки, стекла
...поверхности ленты стекла с большей интенсивностью, не вызывая при этом повышенный местный нагрев, что дает возможность повысить производительность процесса полировки и сократить общее число полируемых элементов.На чертеже представлен общий вид устройства (вид сбоку и сверху).Стеклянная лента 1 транспортируется вдоль конвейера, состоящего из чередующихся групп полируюших элементов.В первой группе вверху установлено шесть вращающихся полировальных валиков 2, а снизу - восемь вращающихся шайб, расположенных в шахматном порядке.146205В промежутках между полировальными валиками расположены трубки 3, снабженные отверстиями, через которые подается полирующий состав, В следующей группе полирующих элементов полировальные валики 2...
Раствор для химической полировки стеклоизделий

Номер патента: 146452
Опубликовано: 01.01.1962
Авторы: Волкова, Печенкова, Чернова
МПК: C03C 15/02
Метки: полировки, раствор, стеклоизделий, химической
...для химической полировки изделий из простого стекла составляется из 5,2% плавиковой кислоты, 87% серной кислоты и 7,8% воды, что соответствует одному объему плавиковой кислоты (40%), 3,60 объема серной кислоты (уд. вес. 1,84) и необходимого количества воды для получения раствора с уд. весом 1,68 - 1,70.Температура ванны из этого раствора в начале работы должна быть не более 43 - 45.Изделия из простого стекла, уложенные в кислотоупорные кассеты, погружаются в ванну на 3 - 4 сек, а затем переносятся в ванну с горячей водой с температурой 30. В горячей воде отмываются фтористые соли, образующиеся при реакции плавиковой кислоты со стеклом.Количество таких чередующихся погружений в начале работы должно быть 6 - 8, а по мере ослабления ванны...
Установка для шлифовки и полировки листового стекла

Номер патента: 164818
Опубликовано: 01.01.1964
Авторы: Асейкин, Гликман, Кривега, Патент, Плотников, Проектно
МПК: B24B 7/26
Метки: листового, полировки, стекла, шлифовки
...и пов одписная группа10 б В известных установках для шлифовки и полировки листового стекла, имеющих рядом расположенные конвейеры, шпиндели, несущие шлифовальные и полировальные инструменты и автоматический перегружатель листов, не механизированы операции загрузки и разгрузки. В них не обеспечивается равномерное давление шлифовальных и полировальных инструментов, в результате чего необходимо вручную подналаживать их. Кроме этого, стекло также вручную возвращают для повторного пропуска через станок,Предлагается обеспечить автоматическое регулирование нажатия инструмента на стекло. Для этого каждый шпиндель установки выполнен подпружиненным и поджимается храповым колесом, взаимодействующим с электромагнитом. Конечный выключатель...
Паста для полировки и шлифовки деталей

Номер патента: 167921
Опубликовано: 01.01.1965
МПК: C09G 1/02
Метки: паста, полировки, шлифовки
...ваннах обези 40 - 35; окись алюминия ности пасты допускаетс ала парафином (от 1 д а легко смывается с деиривания,си детас примеем, что, а также связую. ляющее м, что в пользуют сь окисй 5 - 40%. каетс(от Подписная группа Л 10 Известны пасты для полировки и шлифовки деталей на основе абразивного порошка с применением в качестве связующего керосина, стеарина, вазелина, жирных кислот.С целью повышения качества пасты и расширения ассортимента, предлагается в качестве связующего использовать гудронное сало, являющееся отходом стеаринового производства.В качестве абразивного порошка используют кирпичную пыль 72 - 80% или смесь окиси хрома 35 - 40% и окиси алюминия 35 - 40%.Первая рецептура предлагаемой пасты (в ц/о) гудронное сало 28 - 20;...
Способ электрохимической полировки цветных металлов и сплавов

Номер патента: 177732
Опубликовано: 01.01.1966
МПК: C25D 5/52
Метки: металлов, полировки, сплавов, цветных, электрохимической
...витель Описываемый способ отличаетсяных тем, что процесс ведут в электдержащем водный раствор пирофолого калия, что обеспечиваетэлектрополированной поверхностикачества.Процесс электрохимического поосуществляют в неагрессивномнентном электролите при 18 - 50 Сплотности тока 40 в 1 а/дл-. Стэлектролита сохраняется за счет тореходяшие с анода в раствор метабыть осаждены на катоде при опплотности тока.П р и м е р 1. При полированиипользуют электролит, содержащий и 853 г воды; про 1 с 1 л =40 - 190 п(дл 1 рофосфорно цесс ведут п в течение 1,5Пример электролите, ал =60 в 1 3 лин,(целого калия ри 20 - 50 С - 3 лин. 2. Пол ироь содержа щекалия и 943 г в адл-, врез от известролите, сосфорнокисполучениевыокого ние цинка 150 г пир оды, при 20 я...
Состав суспензии для полировки кристаллов йодистого цезия

Номер патента: 179646
Опубликовано: 01.01.1966
Автор: Алексеев
МПК: B24C 11/00, B24D 3/02
Метки: йодистого, кристаллов, полировки, состав, суспензии, цезия
...по делам забретений и открытий при Совете Министров СССРб ликования описания 4.1 Ч. пу Авторизобретени А. Алексее витель ТАВ СУСПЕНЗИИ ДЛЯ ПОЛИРОВКИ КРИСТАЛЛО ЙОДИСТОГО ЦЕЗИЯдмет изобретения Соста йодисто ва и см таллов абразнсссс в ме тем, чт ду реш в посода ледню Зависимое от авт. свидетельствапубликовано 08,11.1966. Бюллетень Применение известных водяных суспензий зерен абразива при полировании кристаллов йодистого цезия затруднено из-за его гигроскопичности, мягкости и разрушения отдельных участков поверхности. Особенностью предлагаемого состава суспензии, состоящего из зерен абразива и смазывающей жидкости, является включение в него спиртового раствора йода с целью создания ионного равновесия между решеткой кристалла и...
Паста для полировки и шлифовки деталей

Номер патента: 194210
Опубликовано: 01.01.1967
Авторы: Автоматизации, Центральное
МПК: C09G 1/02
Метки: паста, полировки, шлифовки
...в качестве абразивного вешест. ва использовать смесь микропорошка 6 - 10% и пиритного огарка 45 - 55 ОО.Предлагаемая паста не пригорает к полируемой поверхности, не тянет поверхностную структуру металла и легко удаляется органическими смывками, применяемыми в гальванических цехах.Подготовленная при помощи предлагаемой пасты поверхность после хро мирова ния не нуждается в дополнительном полировании.Состав предлагаемой пасты (вес, %):Огарковая пыль 45 - 55Стеарин 15 - 25Олеиновая кислота 12,5 - 16Парафин 0,5 - 4,5 Церезин 1 - 3Микропорошок И 14 (или любой другой: от М 7до М 28Пасту приготовляютВ емкость загружаюразогреьают ее до под 50 - 60 С, после чего засыпают огарковуюпыль и микропорошок, все тщательно перемешивают и растирают до...
Паста для полировки деталей с оптической поверхностью

Номер патента: 197057
Опубликовано: 01.01.1967
Авторы: Бронников, Марченков, Миренбург
Метки: оптической, паста, поверхностью, полировки
...дл оптической поверхность древесного пека и кан статочно эффективны. Предлагаемая паста ных тем, что она содея полировки де ю на основе ка ифольного мыла леи фол недо отличается отжит полирит,зве Состав полировочнои сты (в су 28 19ящии в сой и выполумента, По- вязкости на яляют и навходсмолоинстр едмет изобретен Паста д поверхнос пека и к тем, что,20 в ее состаской ного аяся асты,аспл т полировальньш в течение 10 -КанифольДревесный пекКанифольное мыло ПолиритПолировальный порошок, став этой пасты, связан со няет функции абразивного лировочную смолу с логари единицу меньше заданной р гревают до 150 С.Затем в смолу добавляю порошок и перемешивают Бронников и Л, И. Миренбург 15 иин до образования равномерной смеси.Приготовленную пасту...