Устройство для сборки и сварки обечаек из сегментов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
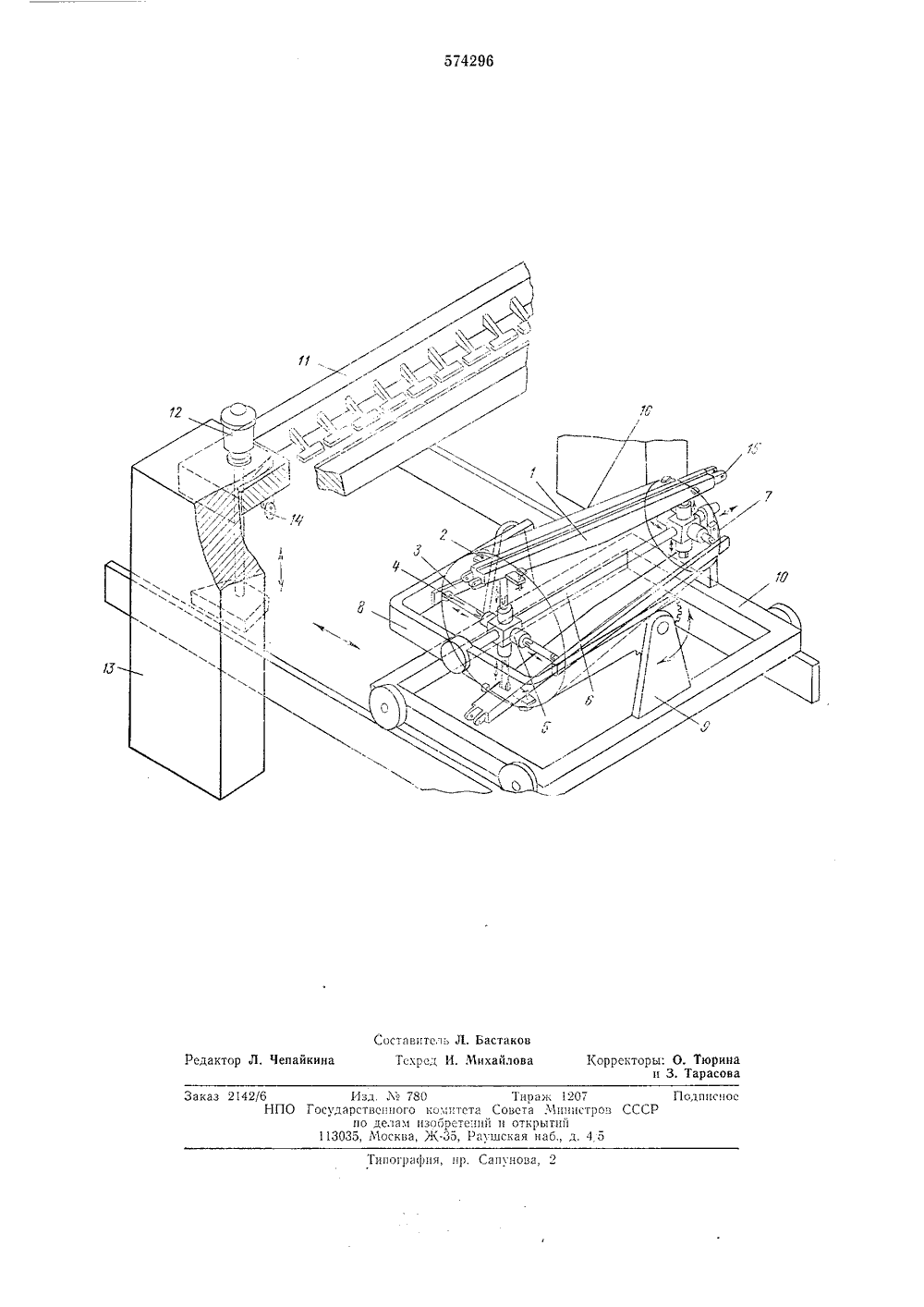
о п и с А тги-е ИЗО БР ЕТ Ен ИЯ 11 524296 Союа Советских Социалистических(23) ПриоритетОпубликовано 30,09.77. Бюллетень36Дата опубликования описания 30.09.77 Государственный коми Совета Министров СС 621.791,039(71) Заявител 54) УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ОБЕЧАЕ ИЗ СЕГМЕНТОВИзобретение относится к области сварки металлов, в частности к устройствам для сборки и сварки обечаек и может быть использовано в машиностроительной промышленности.Известно устройство для сборки и сварки 5 обечаек, содержащее фундамент с подкладной и прижимной балкой и сварочной головкой 11.Недостатками этого устройства является невозможность сварки большой номенклату ры обечаек различных форм и размеров на одной сварочной. установке и невысокая точность изготовления обечаек,Целью изобретения является возможность сварки большой номенклатуры обечаек различных форм и размеров на одной сварочной установке, более высокая точность изготовления обечаек, для чего устройство снабжено тележкой, смонтироВанной на фундаменте, и узлом фиксации сегментов обечайки, закрепленным на тележке и выполненным в виде поворотной скобы, установленной на валу, одним сВОим концом смонтпрОВапным В разъемном регулируемом по высоте подшипника, закрепленном на тележке также установленных на валу двух параллельных групп сменных и разжимных тяг, при этом подкладная балка закреплена на одной из упомянутых тяг, устройство дополнительно оснащено второй подкладной балкой, также закрепленной на одной из тяг, а на двух других тягах закреплены опорные планки, причем на подкладных балках с возможностью перемещения установлены скобообразные прижимы для обечайки,На чертеже изображено устройство для сварки обечаек, общий вид,Устройство содержит две подкладные балки 1, с продольно перемещающимися по ним прижимами 2, служащими для предварительного крепления свариваемых элементов, и расположенные между ними опорные планки 3, сменные тяги 4, один из концов которых шарнирно связан с подкладными балками 1 и опорными планками 3, а второй - с механизмамп 5 радиалыОго перемещения тяг 4, 1 Чсханизмы 5 (механического, пневматического или гидравлического действия) установлены на валу б, один конец которого подвижно опирается в разъемный подшипник 7, имеющий возможность у становочного перемещения по вертикали, а второй конец подвижно закреплен в поворотной скобе 8. Ось поворота скобы 8 перпендикулярна валу б. Опора 9 скобы 8 и разъемный подшипник 7 установлены на тележке 10. Прижимная балка 11 с помощью механизмов 12 ее вертикального перемещения установлена на фундаментных опорах 13. 11 о концам прижимная балка 11 имеет узлы 14 фиксации с отвернымп проушинами 15 подкладных балок 1.Сварка обечаек выполняется в следующем порядке.В зависимости от размеров и формы обечаек 16 (диаметр, длина, конусность) устанавливают сменные тяги 4 соответствующей длины. Вертикальным перемещением разъемного подшипника 7 подкладную балку 1 приводят в горизонтальное положение. Зажимы 2 устанавливают в положение, соответствующее длине обечайки 16. Вал 6 поворачивают на 90 (верхнее положение одной из планок 3).Сегмент обечайки 16 укладывают на опорную планку 3, совмещают его кромки с центром формирующей канавки на подкладной балке 1 и фиксируют прижимами 2. Затем вал 6 поворачивают на 180 и аналогичные операции проводят со вторым сегментом. Вал 6 вновь поворачивают на 90 (подкладная балка в верхнем положении). Прижимную балку 11 вертикальным перемещением устанавливают в положение, соответствующее свариваемому типоразмеру обечайки.Тележку 10 вкатывают под прижимную балку 11 и фиксируют с последней подкладную балку 1. С помощью секционированной прижимной балки 11 кромки сегментов обечайки прижимаются к подкладной балке 1 и ходом трактора или сварочной головки одной из известных конструкций осуществляют сварку. После заполнения первого шва подкладную 1 и прижимную 11 балки расфиксируют, вал 6 поворачивают на 180 в положение сварки следующего шва, вновь фиксируют подкладную 1 и прижимную 11 балки и производят сварку второго шва. В случае если количество швов больше двух, в конструкцию установки вводится соответствующее количество подкладных балок 1 и опорных планок 3, и процесс сварки последующих швов производится аналогичным образом.После сварки всех швов тележку 10 выкатывают из-под прижимной балки 11, раскрывают подшипник 7, поворачивают скобу 8 на 90 (вертикальное положение вала 6), освобождают зажимы 2, механизмами 5 перемешают тяги 4 в направлении к центру вала 6 и с помощью стандартного подъемного уст ройства (кран-балка, тельфер и т. п.) обечайку 16 вынимают из сборочно-сварочной установки.Во время работ по съему первой обечайкиосуществляют сварку второй, собранной во 10 время сварки первой обечайки на аналогичной тележке 10. Формула изобретения15 Устройство для сборки и сварки обечаек изсегментов, содержащее фундамент с подкладной и прижимной балкой и сварочной головкой, отличающееся тем, что, с целью обеспечения сборки обечаск различных форм 20 и размеров и повышения точности изготовления обечаек, устройство оснащено тележкой, смонтированной на фундаменте, и узлом фиксации сегментов обечайки, закрепленным на тележке и выполненным в виде поворотной 25 скобы, установленной на валу, одним своимконцом смонтированном в разъемном, регулируемом по высоте подшипнике, закрепленном на тележке, и также установленных на валу двух параллельных групп сменных раз жимных тяг, при этом подкладная балка закреплена на одной из упомянутых тяг, устройство дополнительно оснащено второй подкладной балкой, также закрепленной на одной из тяг, а на двух других тягах закреплены 35 опорные планки, причем на подкладных балках с возможностью перемещения установлены скобообразные прижимы для обечайки.Источники информации,принятые во внимание при экспертизе1. Сварочное оборудование. Каталог-справочник. ИЭС им. Е. О. Патона, АН Украинской ССР, 1968, т. 2, с. 365.Подписное Типография, пр. Сапунова, 2 Заказ 2142/6 Изд. Лз 780 Тираж 1207 НПО Государственного ко.итета Совета Министров СССР по делам изойретеннй и открытий 113035, Москва, Ж, Раушская наб., д. 4 5
СмотретьЗаявка
2332235, 09.03.1976
ПРЕДПРИЯТИЕ ПЯ М-5836
ЗУБРИЕНКО ГЕОРГИЙ ЛЕОНИДОВИЧ, ТЭНЕНБАУМ ФЕЛИКС ЗЕЛИКОВИЧ, НЕГОВОРА АЛЕКСАНДР АНДРЕЕВИЧ, ИЗМАЙЛОВА ЛИДИЯ ЕВГЕНЬЕВНА
МПК / Метки
МПК: B23K 37/04
Метки: обечаек, сборки, сварки, сегментов
Опубликовано: 30.09.1977
Код ссылки
<a href="https://patents.su/3-574296-ustrojjstvo-dlya-sborki-i-svarki-obechaek-iz-segmentov.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для сборки и сварки обечаек из сегментов</a>
Установка для сборки и сварки обечаек

Номер патента: 564132
Опубликовано: 05.07.1977
Авторы: Васильев, Краснов, Рыбакова
МПК: B23K 37/04
Метки: обечаек, сборки, сварки
...каретки 6 и оснащенной роликом 10,Привод поворота скобы 9 и пермещения сварочной головки 8 выпопнен в виде силового цилиндра 11, корпус которого закреплен на каретке 6, а шток снаожен кронштейном 12, жестко соединенным со сварочной головкой 8,при этом на другом конце кронштейна смонтирован конусный упор 1 3. Сварочная гоповка 8 установлена в направпяющих 14 каретки 6 и оснащена следящим устройством 15.вращение приводных ропикоопор 2 осуществляется приводом 16 с цепной передачей 17, а перемещение кареток 6 - приводом 18, соединенным с ходовым винтом 19, 20 взаимодействующим с ходовыми гайками 20 кареток 6.На одной из приводных роликоопор 2 установлен сбрасыватепь 21, перемещаемый от цилиндров 22, 25Установка работает следующим...
Устройство для сборки под сварку обечаек с фланцами

Номер патента: 996159
Опубликовано: 15.02.1983
Автор: Артеменко
МПК: B23K 37/04
Метки: обечаек, сборки, сварку, фланцами
...контурам разжимных частей цанг 10, хвостовики 14 разжимных 25 стержней 12 закреплены в подвижно установленной на валу 5 скобе 15, а между планшайбой 6 и скобой 15 на валу 5 посредством резьбового соединения установлено управляющее коле со 16 с рукояткой 17, На боковой.поверхности колеса 16 со стороны скобы 15 закреплен упор 18, На торцовой поверхности планшайбы 6 (на ее сторонах ) выполнены пазы 19, в которые 35 вводится шток 20 фиксатора 21. В нижней части Фиксатора 21 выполнены расположенные один над другим сферические углубления 22, в которые вводится подпружиненный шарик 23, В верхней 40 части штока 20 выполнено поперечное отверстие, в котором размещена ось 24 концы которой закреплены в поворотной рукоятке 25. В корпусе...
Устройство для сборки и сварки обечаек

Номер патента: 1407735
Опубликовано: 07.07.1988
Авторы: Двуреченский, Осипов
МПК: B23K 37/04
Метки: обечаек, сборки, сварки
...из штырей 6, 7, 10 и 1 имеет привод для перемещения вдоль своей си, выполненный в виде пневмоцилиндров 2 - 15.При этом штырь 6 установлен непод-ижно относительно оси подкладки 3, атырь 7 установлен с возможностью пе. 1 емещения параллельно оси подкладки 3 отневмоцилиндра 16; штырь 10 установлен созможностью перемещения перпендикуляр-о оси подкладки 3 от пневмоцилиндра 17,штырь1 установлен с возможностью еремещения в двух взаимно перпендику., ярных направлениях от пневмоцилиндров 8 и 19. Штыри 6, 7,0 и 1 фикируют обечайку 9 в рабочем положениирасположены в ее базовых отверстиях 0 - 23. Устройство работает следующим образом. 40 Балку 2 поворачивают вокруг оси 4. (бечайку 9 помещают на подкладку 3, 1 асполагая свариваемые кромки...
Устройство для сборки и сварки обечаек с боковинами

Номер патента: 1625640
Опубликовано: 07.02.1991
Авторы: Котлярский, Кривицкий, Кучеров, Пироганич, Савицкий
МПК: B23K 37/04
Метки: боковинами, обечаек, сборки, сварки
...25 с упорами 5 10 15 20 25 30 35 40 45 50 55 26 для расстопорения зксцентриковых зажимов,Устройство работает следующим образом.При нажатии кнопки "Пуск" блока 7 управления через соответствующий пневмоэлектрораспределитель подается сжатый воздух в полости электропроводящих валов 12, и поршни 23 выдвигают магниты 24 до взаимодействия их с боковинами 22, после чего по сигналу с блока управления поршни 23 возвращаются в исходное положение, увлекая эа собой боковины 22 и устанавливая их на сварочные ролики 13, Затем копиры 19 приводом 20 устанавливаются в рабочее положение, и приводом 9 вращают ролики 13 по часовой стрелке на 360 О, при этом правильные ролики 15 прокатывают отбортованные радиусные участки боковин 22 по копирам 19, После этого...
Устройство для сборки и сварки обечаек

Номер патента: 1673357
Опубликовано: 30.08.1991
Авторы: Герасимов, Засульский
МПК: B23K 37/053
Метки: обечаек, сборки, сварки
...30 35 40 45 50 Г Р= -ггде Г - перемещение торца пружины поддействием силы РЕ - жесткость пружины, Применительно к предлагаемым роликоопорам (фиг,5) справедлива формула;1673357 Е 2 - суммарная жесткость пружин 32.Из формулы (7) используя формулы (5) и(6), получим формулу для определениятребуемой величины сжатия пружин 32 5(2) гдЕ Ь Е 1 - дОпОлнитЕльнОЕ пЕрЕмЕщЕнИЕ торцов пружин 7 роликоопоры под действием дополнительного усилия Ь Р 1;Е 1 - суммарная жесткость пружин роликоопоры,Дополнительное усилие Ь Р 1 возникает в результате действия на ролик дополнительного радиального усилия Ь Рр и определяется по формуле 4 ЬРр соз -а Р 2 2 Е 2(3) При конкретных значениях величин 15 ЬВ)= 2 "=3 где 1)и 12 - плечи рычага 6:Р - угол между направлением...
Предыдущий патент: Припой для пайки алюминия и его сплавов
Следующий патент: Устройство для защиты от коротких замыканий при электроэрозионной обработке
Случайный патент: Храповая муфта свободного хода