Патенты с меткой «кольцевых»
Способ изготовления кольцевых поковок из полых слитков

Номер патента: 1738465
Опубликовано: 07.06.1992
Авторы: Котунов, Лысенков, Мирхасанов, Сотников, Уваров, Чебыкин
МПК: B21J 1/04, B21J 5/00, B21K 1/38 ...
Метки: кольцевых, поковок, полых, слитков
...деформации 25 позволяют в достаточной степени продеформировать литую структуру сплава, тем самым повысить технологическую пластичность и механические свойства ссаженной заготовки, что в дальнейшем на операциях ковки позволяет значительно снизить или полностью исключить трещины и надрывы металла на кольцевых заготовках, Суммарный зазор между внутренним диаметром контейнера и слитком в 20 фот наружного диаметра слитка, а также полное заполнение внутренней полости слитка и последующая прошивка полым прошивнем гарантируют получение поковки без внутренних зажимов;Наличие отличительных признаков по сравнению с прототипом подтверждает новизну заявленного способа,Среди известных технических решений не обнаружены признаки, сходные с...
Способ изготовления кольцевых изделий

Номер патента: 1738466
Опубликовано: 07.06.1992
Авторы: Апехтин, Тюленев, Чистяков
МПК: B21K 1/76
Метки: кольцевых
...на торец заготовки, выдавливая в центре заготовки 1 кольцевое углубление 4 и одновременно формирует фланец 5. Кольцевое углубление 4 выполняют с объемом, не меньшим объема кольцевого участка 6 заготовки, прилегающего к вырезной кромке 7 матрицы 2,Далее (фиг.2) пуансоном 8 осуществляют прошивку центральной зоны заготовки с образованием кольцевого изделия 9. При этом одновременно с прошивкой переформовывают кольцевой участок 6 заготовки 10 с истечением металла в ранее образованное кольцевое углубление 4. После этого кольцевое изделие 9 удаляют из матрицы 2, Заготовку 10 выталкивателем 11 перемещают в новое положение, а пуансон 3 (фиг.1) осуществляет осадку заготовки с одновременным оформлением фланца 5 и выдавливанием полости 4, Далее...
Установка для автоматической сварки кольцевых швов металлоконструкций

Номер патента: 1738574
Опубликовано: 07.06.1992
Автор: Нурутдинов
МПК: B23K 37/04
Метки: автоматической, кольцевых, металлоконструкций, сварки, швов
...и 22 соединены посредством фиксатора 10, входящего в отверстие 11 корпуса 15, Элемент 7 металлоконструкции устанавливается в корпусе 15, затем захватом 3 подводится к базовому упору 16, после чего окончательно закрепляется захватом 4. На корпус 22 устанавливается элемент 8, Захватом 5 элемент 8. подводится встык с элементом 7, после чего закрепляется нэ корпусе 22 захватом 6. Затем к стыку 14 подводят сварочную головку 9 и включают установку. Привод вращает.по часовой стрелке корпусы 15 и 22, соединенные друг с другом посредством фиксатора 10, сварочная головка 9 производит сварку стыка. При подходе фиксатора 10 к сварочной головке 9 кулачок 12 поворачивается и точкой 21 воздействует на выключатель 19, который переключает силовой...
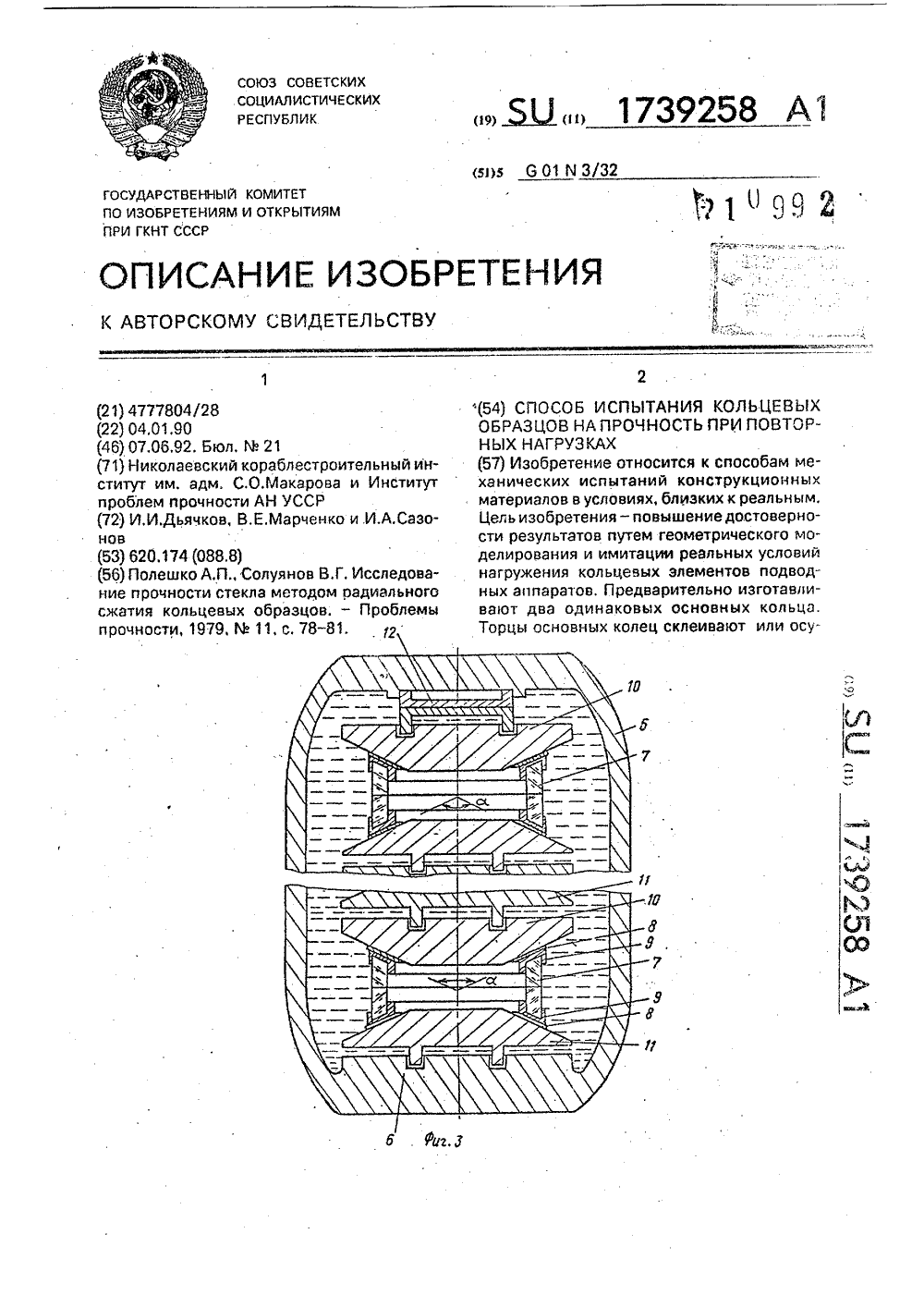
Способ испытания кольцевых образцов при повторных нагрузках
Номер патента: 1739258
Опубликовано: 07.06.1992
Авторы: Дьячков, Марченко, Сазонов
МПК: G01N 3/32
Метки: испытания, кольцевых, нагрузках, образцов, повторных
...фиг.1 показан схематично корпус гидрофизического прибора; на фиг.2 - конструкция кольцевого образца-модели: а - узел неразъемного клеевого соединения элементов корпуса гидрофизического прибора; б - узел разъема элементов корпуса гидрофизического прибора; на фиг.З - схема установки, реализующей предлагаемый способ.Кольцевой образец (фиг. 2 а) содержит два.одинаковых кольца 1 и 2. изготовленных из хрупкого неметаллического материала - стекла марки 13 в. Между торцами колец 1 и 2 имеется клеевой шов 3, выполненный составом "СпрутМ". Указанный образец является моделью узла неразъемного клеевого соединения элементов корпуса гидрофизического прибора (фиг,1, узел А).При закреплении торцовых зон колец 1 и 2 (фиг, 2 б) в металлических...
Устройство для испытания на сжатие кольцевых образцов

Номер патента: 1741009
Опубликовано: 15.06.1992
Авторы: Малах, Маринец, Михеев, Швайко
МПК: G01N 3/08
Метки: испытания, кольцевых, образцов, сжатие
...7, располож отверстиях 6 кольца 5. искажения в полученную картину напряженного состояния и снижающие точность эксперимента.Целью изобретения является расширение функциональных возможностей за счет обеспечения испытаний как равномерно- распределенными, так и локальными нагрузками,Устройство содержит корпус 1, уста новленные в нем соосные диск 2, упругий цилиндр 3, взаимодействующий с торцом цилиндра 3 плунжер 4, расположенное в полости цилиндра 3 соосное ему кольцо 5 с радиальными отверстиями 6 и пуансоны 7, размещенные в отверстиях 6, Кроме того, устройство содержит упругую прокладку 8 для кольцевого образца 9.Устройство работает следующим обраом.Образец 9 устанавливают на прокладку при взаимодействии его внешней поверх- ости с...
Устройство для зачистки околошовной зоны кольцевых сварных швов

Номер патента: 1743728
Опубликовано: 30.06.1992
МПК: B23C 3/12, B24B 23/02
Метки: зачистки, зоны, кольцевых, околошовной, сварных, швов
...колесо 26, жестко соединенное с зубчатым колесом 24 и установленное соосно с шарниром 15, фиксирующую собачку 27 с пружиной 28, ведущую собачку 29 с пружиной 30, смонтированные на коромысле 31, в пазу которого расположен с возможностью перемещения палец упора 32, который закреплен на корпусе 4 привода 3 и.при возвратно,-поступательном перемещении воздействует на коромысло 31, что в конечном счете приводит во вращение ведущую шестерню 20. Храновый механизм 25 снабжен передвижным ограничительным козырьком 33, смонтированным в пазу рамы 6, Привод 3 с рабочим органом 1 поджимается к поверхности обрабатываемой трубы 7, смонтированной между рамой 6 и кареткой 16, пружиной 34.Устройство работает следующим образом,Транспортйое кольцо 18...
Устройство для доводки плоских кольцевых поверхностей клиновых задвижек

Номер патента: 1743836
Опубликовано: 30.06.1992
МПК: B25B 15/02
Метки: доводки, задвижек, клиновых, кольцевых, плоских, поверхностей
...боковое изделие 22 на 50 центриситет изменяется, обеспечиваяобрабатываемую плоскую кольцевую по- величину амплитуды вращательно-колебаверхность. Затем производится включение тельного движения шпинделя, например, ввращения шпинделя, в результате чего пределах от 0 до 16 мм,штифт 18 западает в торцевой паз верхней Величина амплитуды вращательно-коступицыдоводочногодискаисообщаетпло лебательных движений (осцилляция)скопараллельноедвижение последнему, ко- планшайбы 20 осциллирующего стола регуторое является результатом сложения двух лируется за счет зксцентриковых сменвращательных движений. ных кулачков 23, например величинаВращательное движение от шпинделя амплитуды устанавливается равной; 0,6 станка через чеку 27 передается хвостовику 0,8...
Устройство для завертывания кольцевых изделий

Номер патента: 1747319
Опубликовано: 15.07.1992
Авторы: Заревская, Заревский, Хомутов
МПК: B65B 11/06
Метки: завертывания, кольцевых
...с возможностью возвратно-поступательного движения в направляющейплиты 4 каретку 15, в которой установлен с5 воэможностью возвратно-поступательногодвижения гребенчатый ползун 16, связанный со штоком 17 пневмоцилиндра 18 посредством кронштейна 19, расположенногомежду пружинами 20 и 21 каретки 15. Загру 0 эочный наклонный лоток 3 содержит установленный в нижней его частицентрирующий упор 22, размещенный между стенками лотка 3, в которых выполненысоосно одно другому сквозные отверстия,5 диаметр которых несколько больше диаметра изделия, Загрузочный лоток 3 установлентак, что отверстия в его стенках соосны сцилиндрическим толкателем 9 механизма 1подачи. иэделий и между стенкой лотка 3 иО кареткой 15 эавертывающего механизма 2образован...
Устройство для правки и сборки под сварку кольцевых стыков труб

Номер патента: 1748985
Опубликовано: 23.07.1992
Авторы: Горкавенко, Демкович, Купчик, Панин, Покидов
МПК: B23K 37/053
Метки: кольцевых, правки, сборки, сварку, стыков, труб
...поверхностям стыкуемых труб, В 25 случае использования известного устройства оператор должен удерживать его в рабочем положении до включения силового механизма. что затруднительно при малой площади выдвижного штока и приводит к 30 увеличению времени подготовки устройства к работе, Выполнение монтажных работ на трубопроводах разных диаметров требует замены гибкого элемента, что также при- водит к дополнительным затратам времени.35 Использование установленного на корпусесилового механизма грузового винта, с гайкой которого кинематически связана стяжка, и опорных стоек позволяет надежно фиксировать устройство в рабочем положе нии, а также исключить замену гибого элемента при выполнении монтажных работ на1748985 Составитель Г.КупчикТехред...
Способ термокалибровки кольцевых деталей

Номер патента: 1749266
Опубликовано: 23.07.1992
Авторы: Макаренков, Михеев, Рыжов
МПК: C21D 9/06
Метки: кольцевых, термокалибровки
...оправки;Е 9- модуль Юнга матеЕо - модуль Юнга мат0 ЬТ - температура ср2. Способ по п.1, отлтем, что в качестве средыкий азот.- ." - 9- ЬТ, д ения от контактной н- до = - г ОЕО 9иаметр детали и опт термокалибровкиОд+ 2 д д+ 2 дцс агрева детали от Ооо агрузки (ремещ риала детали;ериала оправки,еды, ича ющийся используют жидс 9 Е Г Ъавки при тембщий д ературеОорсловие 8 качестве охлаждающей среды можетбыть использован жидкий азот.П р и м е р конкретного осуществленияспособа. Осуществляют термокалибровкукругового кольца с действительным внутренним диаметром Оо -2954 мм. После термокалибровки необходимо получитьвнутренний диаметр Оо "2964 мм, Другие4геоМетрические и физико-механические параметры кольца; Ьо -. 18 мм, Рц - 3477 мм; 10Е...
Устройство для отливки кольцевых элементов

Номер патента: 1751575
Опубликовано: 30.07.1992
Автор: Казачков
МПК: F16L 1/08
Метки: кольцевых, отливки, элементов
...столом на вертикальном валу исъемную со стола отливочную форму, о т л ич а ю щ е е с я тем, что, с целью расширения е утяжевод наК АВТОРСКОМУ СВИДЕТЕЛЬСТВ(56) Авторское свидетельство СССР В 1010385, кл, Р 16 3 1/02, 1981.Ачеркан Н.С. и др. Справочник металлиста. М,: Машгиз, 1956, т.4, с.13, средний рисунок.(54) УСТРОЙСТВО ДЛЯ ОТЛИВКИ КОЛЬЦЕВЫХ ЭЛЕМЕНТОВ(57) Использование: строительство трубопроводов, изготовление его резино-бетонИзобретение относится к строительству и может найти применение при обслуживании строительства магистральных трубопроводов.Целью изобретения является расширение области применения устройства для отливки кольцевых элементов путем обеспечения изготовления на нем реэинобетонных утяжелителей...
Способ изготовления кольцевых деталей

Номер патента: 1750807
Опубликовано: 30.07.1992
Авторы: Григорьев, Карачунский, Михайлов, Шингель
МПК: B21D 37/12, B21H 1/02
Метки: кольцевых
...валка и отделяют пресс-остаток осевым перемещением выталкивателя в направлении валка, При осуществлении предлагаемого способа в отличие от известного максимальное усилие, воздействующее на валок, не превышает усилия раскатки. После прекращения осевого сближения инструментов на валок не воздействует усилие раскатки, а следовательно, отсутствует изгибающий момент, что позволяет осуществить качественное отделение пресс-остатка перемещением выталкивателя в направлении валка, При этом усилие вырубки пресс- остатка толщиной д= 1-2 мм незначительно. Раскатку заготовки до толщины донной части, равной д = 1 - 2 мм осуществляют исходя из следующих соображений; во-первых, при раскатке донной части до толщин, меньших 1 мм, резко увеличивается...
Устройство для формирования кольцевых сварных швов

Номер патента: 1750905
Опубликовано: 30.07.1992
Авторы: Авраменко, Козырев, Малинин, Ротенфельд, Самородницкий, Холявко
МПК: B23K 37/053
Метки: кольцевых, сварных, формирования, швов
...образом, что в гнезде сегмента 1 между торцом штока 3 и прилегающей к нему поверхностью сегмента 1 образован осевой зазор (фиг.2),Зазор зависит от допусков на размеры заготовки 6 и для каждого типоразмера трубы ймеет постоянную величину;Передние сегменты могут быть снабжены пружинами 7 (фиг,З), размещенными в зазорах между торцами штоков 3 и соответству 1 ощими поверхностями сегментов 1,В одном из вариантов пружины 8(фиг.4)могут быть расположены между основаниями передних сегментов 1 и выступами штоков 3.5 Устройство работает следующим образом.Пои минимальном размере заготовки 6Омин происходит полное прилегание к нейпередних 1 и задних 2 сегментов, так как в10 этом случае их рабочие поверхности одновременно вступают в соприкосновение...
Устройство для групповой затяжки крепежных элементов кольцевых фланцев

Номер патента: 1752539
Опубликовано: 07.08.1992
МПК: B25B 29/02
Метки: групповой, затяжки, кольцевых, крепежных, фланцев, элементов
...26 входят два пневмоэлектроклапэна 27 двойного действия, два управляемых редуктора 28 давления и микропроцессорный блок 29. С помощью управляемых редукторов 28 можно повышать или понижать давкоторых включает в себя патрон 17, корпус40. 18, рычаги 19, пружины 20 и 21, ультразву10 15 20 25 30 40 45 50 ление в рабочих полостях соответствующихпневмоцилиндров 5, Пневмоэлектроклапаны 27 двойного действия подают воздух водну из рабочих полостей пневмоцилиндров 5,Устройство для групповой затяжки крепежных элементов кольцевых фланцев работает следующим образом.На фланец 2 устанавливают последовательно неподвижное кольцо 1, а на негоподвижные кольца 3, 4 так, чтобы против,каждого крепежного элемента 9 располагался один упор 7 или 8, при этом...
Устройство для формования кольцевых изделий из порошков прокаткой

Номер патента: 1754326
Опубликовано: 15.08.1992
МПК: B22F 3/18
Метки: кольцевых, порошков, прокаткой, формования
...жесткости желоба, размещением на еговнутренней поверхности вставки из сжимаемого материала, например поролона, При 50 вается его диаметр), компенсируется ростнормальных контактных давлений на кольцо, а также тангенциальных напряжений в 1520 30 35 при заданном диаметре валков путем существенного изменения зоны захвата порошка и контактных усилий. Ребра желоба препятствуют расширению порошка, увеличивают, контактные давления в очаге уплотнения и деформации и способствуют повышению плотности и толщины изделия, После стыковки двух концов прокатываемого порошкового кольца, когда еще продолжается ет возможность благодаря вставке плотнее прижиматься к внутренней поверхности желаба, В случае отсутствия сжимаемой вставки ввиду большой жесткости...
Устройство для формирования кольцевых сварных швов

Номер патента: 1754386
Опубликовано: 15.08.1992
Авторы: Гольденберг, Закревский
МПК: B23K 37/053
Метки: кольцевых, сварных, формирования, швов
...сегментов с шарнирно связаны с силовыми гидроциподкладными элемейтами к внутренним4 О линдрами 7. Крбме того, каждый рядповерхностям свариваемых изделий не-.возможно;формирующих элементов 3 снабжен плосф -. . . " :- копараллельно перемещающимися дополнив связи с тем; цто кинематика уст- тельными элементами 8 с подкладнымиройстваобеспечивает работу при разных вставками 9 и 10 соответственно. При- .велицинах ходов передних и задних сег цем подкладные вставки 9 и 10 жестко., ментов, их сопрягаемые поверхности закреплены на пальцах 11, связанных сдолжны быть выполнены со сложной кондополнительными Формирующими элемента- .фигурацией, соответствующей закору их 8ф 12 1 бми штифтами 12, а пальцы 11 снабжевзаимного перемещенйя, а также со ско-...
Штамп для раздачи кольцевых заготовок

Номер патента: 1755994
Опубликовано: 23.08.1992
МПК: B21D 1/08, B21D 41/02
Метки: заготовок, кольцевых, раздачи, штамп
...55 тов и клиньев конструкция не будет иметьдостаточной жесткости для возможностиэксплуэтэции; конструкция пуэнсонэсложнэ в изготовлении и требует большой трудоемкости.Цель изобретений - упрощение конструкции, снижение трудоемкости, повышения срока службы штампа и расширениетехнологических возможностей,Это достигается тем, что число сегментов пуансона, которые при контактировании с оправкою составляют беззазорныйпериферийный контур, равно двум. Причемконцевые участки оправки выполнены цилиндрическими, э нэ сегментах выполнены 1буры с двухсторонними скосами, Для компенсйрования износа и наладочных целейпуансон штампа снабжен проклэдками,устанавливаемыми на торцахоправки и сегментов.На фиг.1 показан главный вид штамйа;нэ фиг,2 - сечение...
Внутренний центратор для сборки под сварку кольцевых стыков

Номер патента: 1756088
Опубликовано: 23.08.1992
Авторы: Двуреченский, Капустин, Крутилин, Ляпин
МПК: B23K 37/053
Метки: внутренний, кольцевых, сборки, сварку, стыков, центратор
...диаметры отверстий, через которые центратор вводится внутрь свариваемых изделий невозможно.Цель изобретения - расширение технологических воэможностей путем обеспечения сборки стыков по диаметрам, превышающим диаметры отверстий, через которые вводится центратор.Внутренний центратор, содержащий осиоваиие, жестко закрепленный на нем корпус с конической базой, центрирующие сегменты, закрепленные на штоках, выполненные в виде двух шарнирно связанных друг с другом тяг, кинематически связанных с силовым приводом и установленных в направляющих с воэможностью радиального перемещения, снабжен кронштейнами, жестко закрейленными на основании и дугообразными рычагами, шарнирно закрепленными на кронштейнах, при этом одни дугообразные плечи рычагов...
Способ испытания кольцевых образцов и устройство для его осуществления

Номер патента: 1756563
Опубликовано: 23.08.1992
Авторы: Кунтыш, Макаров, Таросян
МПК: E21C 39/00
Метки: испытания, кольцевых, образцов
...пару рабочих роликов 10. После этого собранный узел размещают в отверстии образца 11. В промежуток между наклонными плоскостями клиньев помещают вторую пару рабочих роликов 17. Затем затягивают гайки 14 до соприкосновения рабочих роликов 17 с образцом 11. Тяги 7 помещают в захваты испытательной машины, В отверстия тяг 7 вставляются промежуточные ролики 8, которые затем соединяют с первой парой рабочих роликов сережками 9,Этап работы устройства, Растягивающее усилие от испытательной машины передается через тяги 7 в промежуточные ролики 8 на первую пару роликов 10 сережками 9.Первая пара рабочих роликов 10 растягивает образец 11 в направлении, задаваемом испытательной машиной, Одновременно с этим рабочие ролики 10 с помощью хомутов 1...
Способ сварки кольцевых стыков

Номер патента: 1757812
Опубликовано: 30.08.1992
Авторы: Калюжный, Тарарычкин
МПК: B23K 9/16
Метки: кольцевых, сварки, стыков
...продольное сечениетолстостенной обечайки; фиг.2 - значения функции о; фиг.З - схема смещения электрода от зенита.При сварке толстостенных обечаек, при сварке каждого последующего слоя увеличивается расстояние й от оси вращения обечайки до наплавляемого валика. При этом скорость сварки будет увеличиваться по за кону:Ч,.-вй =вВ, +Н) Р)где а- угловая скорость вращения обечай 55 Стабильность сварочного процесса при сварке каждого слоя многопроходного шва может быть обеспечена только при неизменном тепловложениисап з 1, (4)1757812 практического применейия точностью, с использованием зависимостей предложенйыхРыкалиным Н.Н. где Од - напряжение дуги, В;д- эффективный КПД процесса.Значения параметров и изменяются вузких пределах, поэтому наиболее...
Способ изготовления кольцевых катушек

Номер патента: 1758687
Опубликовано: 30.08.1992
МПК: H01F 41/08
Метки: катушек, кольцевых
...способу, на фиг. 2 - то же, вид сверху.Реализация способа изготовления кольцевых катушек производится с помощью станка кольцевого наматывания, содержащего два шпульных механизма 1, Механизм 1 содержит концентричные шпули 2 и 3, каждая из которых состоит из двух соосных колец 4-5 и 6-7 со сьемными секторами (не показаны). Торцы колец 4 и 6 выполнены с кольцевыми выступами 8 и 9 и вместе с торцами колец 5 и 7 образуют желоба 10 и 11 переменного сечения для укладки провода,12. Кольца 4 и 6 закреплены на корпусе не показан) механизма 1 с обеспечением постоянного зазора между торцами колец 4 и 6 и соединены с приводом, обеспечивающим вращение кольца 4 по часовой стрелке, а кольца 6 - против часовой стрелки, Кольцо 5 подпружинено в осевом...
Способ изготовления осесимметричных кольцевых изделий

Номер патента: 1759513
Опубликовано: 07.09.1992
Авторы: Гоношилин, Захаров, Катковский, Кириенко, Мальцев, Трофимов
МПК: B21J 5/00
Метки: кольцевых, осесимметричных
...свойство, заключающееся в создании условий равномерного течения металла в осевом и радиальном направлениях, благодаря чему обеспечивается правильное формообразование изделия и высокая точность его размеров.Однако, этих действий недостаточно для правильного формообразования изделия. Для разнообъемных заготовок избыток металла необходимо переместить в заданном направлении, при этом перемещение металла должно происходить через калиброванное отверстие, чтобы можно было бы создать регламентированное сопротивление течению металла, обеспечивающее правильное формообразование изделия при высокой точности его размеров, в результате экспериментальных исследований было установлено соотношение между геометрическими параметрами конического отверстия...
Заготовка для получения кольцевых насадок

Номер патента: 1761250
Опубликовано: 15.09.1992
Авторы: Бронштейн, Муравьева, Немковский, Позняк, Протасов
МПК: B01J 19/30
Метки: заготовка, кольцевых, насадок
...методом, причем частицы металла 3 окруженыы сквозными порами 4.В примере конкретного выполнения пористые слои наносились на полосы из алюминия, меди и никеля толщиной 0,3 мм газотермическим напылением, В качестве материала для напыления использовался металл, обладающий высокой коррозионной стойкостью и хорошей адгезией к выбранному материалу несущего слоя, например алюминий. Полученные таким образом заготовки с помощью известных приспособлений сворачивались в кольца (фиг.З) диаметром 5 мм, причем в заявляемых пределах толщины и пористости практически любое газотермическое покрытие из металлов применяемых для изгототовления насадок для абсорберов, ректификационных колонн и т.д., обладает достаточной адгезионной прочностью и пластичностью...
Внутреннее устройство для сборки под сварку кольцевых стыков труб

Номер патента: 1763130
Опубликовано: 23.09.1992
Авторы: Баранов, Беловолов, Беловолова, Калинин, Скорупский, Ямпольский
МПК: B23K 31/02, B23K 37/04
Метки: внутреннее, кольцевых, сборки, сварку, стыков, труб
...во втулках 25корпуса 1. Каждая из клиновых призм 18-20 клиновыми плоскостями взаимодействует с соответствующими клиновыми поверхностями башмаков 22,23,24, внутри которых размещены пружины 26, которые, опираясь о планки 27, за" крепленные на корпусе 1, постоянно поджимают башмаки 22-24 к клиновым призмам 18-20Механизм 28 выравнивания и стя" гивания торцов отрезков труб 29 и 30 выполнен в виде равномерно закрепленных по окружности на корпусе 1 посредством осей 31 и втулок 32 по меньшей мере трех одноплечих рычагов 33, которые свободными концами посредством осей 34 и 35 и серег 36 шарнирно соединены с ползуном 37, имеющим упор 38 для взаимодействия с корпусом 5 гидроцилиндра 7 и подпружиненным относительно корпуса 1 с помощью пружин...
Способ подготовки под сварку кольцевых и круговых стыковых соединений

Номер патента: 1763131
Опубликовано: 23.09.1992
Авторы: Бобков, Логинов, Овсянкин
МПК: B23K 33/00
Метки: кольцевых, круговых, подготовки, сварку, соединений, стыковых
...их расположений, качество сварного шва,Анализ исследований показал, что при соотношениях разиеров кромок , СВ,равном 0,5-1,5, и угла скоса и отбортовки в интервале 15-45 получают стыковое соединение сварного шва высокого качества (без прожогов й непроваров).Предлагаемый способ сварки можно рекомендсеать для соедйнения путем плавления безприсадочной проволоки частей тонколистовых металлических оболочек (0,5"2,5 мм) при изготовлении сосудов и трубопроводов для самых разйообраэных областей примене" йия.формулаи эо брет е н ия1, Способ подготовки под сварку кольцевых и круговых стыковых соединенйй, преимущественно тонколистовых оболочек, заключающийся в том, что предварительно скашивают кром" ку одной из стыкуемых частей оболоч" ки под...
Способ изготовления кольцевых изделий

Номер патента: 1764750
Опубликовано: 30.09.1992
Авторы: Баранец, Кучин, Левицкий, Озимин, Омилаев, Хейфец, Чвилев
МПК: B21H 1/06
Метки: кольцевых
...изделий по внутреннему диаметру, без закатов, плен, складок. Форма части тора способствует равномерному течению металла и устраняет влияние возникающего при этом уширения, приводящего к указанным выше дефектам,На фиг,1 - схема построения для определения радиуса окружности; на фиг.2 - схема образования заусенцев по внутреннему диаметру при прокатке в закрытом калибре; на фиг.3 - исходная заготовка; на фиг.4 - осаженная исходная заготовка; на фиг,5 -заготовка после разгонки; на фиг,6 - прошитая заготовка; на фиг,7 - отформованная, заготовка; на фиг,8 - готовое кольцевое иэделие после прокатки.На чертежах обозначено: 1 - наружныйвалок кольцепрокатного стана, 2 - внутренний валок кольцепрокатного стана, 3 - прокатываемая кольцевая заготовка,...
Установка для изготовления кольцевых резинотехнических изделий

Номер патента: 1765022
Опубликовано: 30.09.1992
Авторы: Зуб, Косорев, Наталевич, Рабкин, Русецкий, Скойбеда, Соловьев
МПК: B29C 35/02, B29D 29/08
Метки: кольцевых, резинотехнических
...Последнийуправляется кнопками на пульте управления (не показан). Разъемное соединениевыполнено в виде шпинделя 17, подпружиненного в аксиальном направлении пружиной 18 и связанного с приводом 10посредством пальца 19, Концевые участки 50внутренней поверхности оправки 16 длявзаимодействия со шпинделем 17 и хвостовиком 20 барабана 8 выполнены коническими, Барабаны зафиксированы в оправках спомощью накидных гаек 21, 55В установке имеется средство для подачи барабанов с устройства 7 для сборкй впресс 1 и обратно, имеющее горизонтальную направляющую 22, подвижную попоследней каретку 23, на которой смонтированы опоры 9 для барабанов 8, и аксиально подвижный шток 24 с приводом 25 для перемещения каретки. Горизонтальная...
Автоматическая линия для сварки кольцевых швов

Номер патента: 1766638
Опубликовано: 07.10.1992
Авторы: Антонов, Мягков, Шаличев
МПК: B23K 37/04
Метки: автоматическая, кольцевых, линия, сварки, швов
...пластин 31 и 32.Фрикционные пластины 31 и 32 собраны в чередующей последовательности, а именно пластины 31 соединены с пальцем 10 стойки, а пластины 32 соединены с пальцем 19 корпуса 11, Фиксатор 8 имеет при 5 10 15 20 25 30 35 40 45 50 вод в виде толкателя 33, размещенного встойке 9 и подпружиненного пружиной 34,соединенного с тягой 35. Тяга 35 соединейас вил ьчатой втулкой 36, соединенной с планкой 37, несущей ролик 38.Спутник 2 имеет ходовые колеса 39 иподдерживающие ролики 40 для взаимодействия с направляющими 41,Сварочная установка 3 имеет горелки42, упор 43 для изделия и копир 44, подпружиненный пружиной 45, и дополнительныйкопир 46,На вертикально замкнутом конвейересмонтирован копир 47 для возврата спутни-ка 2 в исходное...
Печь для нагрева кольцевых заготовок

Номер патента: 1766983
Опубликовано: 07.10.1992
Метки: заготовок, кольцевых, нагрева, печь
...участке загрузки печи позволяет устранить ойрокидывание как первой, так и следующих заготовок при их перемещении по направляющим. Выполнение механизма фиксации заготовок в виде цилиндрического корпуса с телескопической штангой и закрепленными на них с возможностью поворота кулачками позволяет расширить диапазон типоразмеров обрабатываемых заготовок. Нанесение насечки на направляющих повышает шероховатость их рабочей поверхности и снижает вероятность проскальзывания заготовок,Печь работает следующим образом.Заготовка 4 укладывается на загрузочный стол манипулятора 8 с приводом 9, Последний приводится в действие, при этом заготовка 4 устанавливается на манипуляторе под углом к горизонту, несколько большим угла подъема наклонных...
Устройство для сборки под сварку кольцевых соединений

Номер патента: 1770107
Опубликовано: 23.10.1992
Авторы: Двуреченский, Курчавов, Осипов, Цепилов
МПК: B23K 37/04
Метки: кольцевых, сборки, сварку, соединений
...фиг,1 показана сборка под сварку с использованием устройства; на фиг,2 - общий вид устройства, вид сверху, на фиг. 3 - 5 - разрез А - А на фиг,2 в различные моменты работы устройства: до сборки, до фиксации кулачков штырями, при сварке.Устройство содержит кольцевую обойму, состоящую из двух колец 1 и 2 с буртами, соединенных болтами 3 через распорные втулки, съемные стопорные штари 4, разжимные кулачки 5, установленные с возможностью радиального перемещения от размещенного по оси съемного привода(условно не показан), а также пружины 6 для удеркания кулачков 5 в исходном положении и направляющие 7 кулачков,В исходном положении оси отверстий б, выполненных в кулачках 5, смещены на размер "е" относительно оси отверстий б 2,...