Патенты с меткой «калибров»
Способ контроля размеров с помощью гладких калибров

Номер патента: 1415022
Опубликовано: 07.08.1988
Автор: Карнаухов
Метки: гладких, калибров, помощью, размеров
...элемента 3 ло мо)сита и конт(кт(1 выла 2 с упором 5, копрый конструктив;о зан(ищает измс рител.И) 10 ИОВсрхносГ 1 ск 0 бь 1 От Взаи)10 лсистви 5 с 12- мср 5(см 11) В(1,Ом 2 ссли си;2 снр 5 жсн 51)( Вын(ает нрелсль (у(о.1.сли лиаметр измеряемого Вала 2 больН 1( ВСРХ НС 10 Н РСсСЕ,Р НОЛ 51 ЛОН Сска ВРИ Н 2- лвигании на него нрохолной части скобы 1, усилие сси(ряжения нревыш ае( нрелел ьнсс измерительное силс ене ло кю Гскга 2 ла с измеригелынЙ всрхностью скоб, С К О О 1 1 Ъ Т 2 Н, И В с СсГс 51 В КО р Н ", С (. 2 Н а:1 0 Г И 1 Н 0 рельлун(еху случаю.Если лиамстр Вала 2 меньше ниж 010нрелсла ноля лопуска, нрохолная и непрохоная части скобьИа "Ви 210 Гс 51 на не 1( Осз сонряжени 51 (О )10 мснта контакт 2 с 0 упором 5.С(нсоб контроля...
Система калибров для прокатки прямоугольной стали

Номер патента: 1435329
Опубликовано: 07.11.1988
Авторы: Вергелес, Вихрев, Горб, Грицук, Рыннов, Сапрыгин
МПК: B21B 1/08
Метки: калибров, прокатки, прямоугольной, стали
...05 ммои угол между ними 79 40 . Вытяжка вчистовом калибре 1,15, Опытная прокатка с использованием предлагаемойкалиброки показывает, что процессформирования готового раската происходит устойчиво, штанги получаютсябез скручивания, значительно упрощается настройка стана (см,таблицу).Использование предчистового калибра для прокатки заготовки параллелограммного сечения с неравнымисмежными сторонами и диагоналями ичистового калибра для прокатки прямоугольного профиля позволяет за счетприведения равнодействующих сил реакции верхнего и нижнего ручьев к вертикальной диагонали калибра устранить непосредственную причину скручивания металла в чистовом диагональномкалибре, Обеспечение размеров однойдиагонали предчистового калибра в1,23-1,26 раза...
Система калибров для прокатки круглых профилей

Номер патента: 1475742
Опубликовано: 30.04.1989
Авторы: Кайзер, Копьев, Никифоров, Пацекин, Харитонов
МПК: B21B 1/16
Метки: калибров, круглых, прокатки, профилей
...устойчивости обеспечивается в этом случае за счет увеличения площадки контакта, более надежного центрирования при захвате, чем при острых углах. Использование в предлагаемой системе выпуклых валков за счет сферической части валков позволяет увеличить закругленность углов без уменьшения вытяжки в четырехвалковом калибре. Так как в указанном калибре прокатывается полоса круглого сечения, то увеличение ширины необжимаемых участков в разъемах валков, имеющих форму, близкую к форме ручья круглого калибра, допол 5 1 О 5 20 25 30 35 40 45 50 55 4нительно увеличивает устойчивость полосы в круглом калибре. При этом, обязательным условием для эффективной прокатки является взаимное расположение четырехвалкового и двухвалкового калибра....
Система вытяжных многовалковых калибров

Номер патента: 1493337
Опубликовано: 15.07.1989
Авторы: Завадский, Ласкин, Никифоров, Стукалов, Харитонов
МПК: B21B 1/16
Метки: вытяжных, калибров, многовалковых
...в четном калибре после прокатки в нечетном осуществляется в том случае, когда на рабочей поверхности валков четного калибра имеются врезанные ручьи со сферическим дном, радиус которого составляет 0,7-0,9 радиуса круглого калибра, и коническими боковыми стенками, ширина у основания ручья между которыми сос/Ътавляет (1, -2, О) К з 1 п - , где К - радиус круглого калибра; и - число валков в калибре.Такой калибр обеспечивает формирование профиля полосы, способного в последующем круглом калибре при условии исключения кантовки прокатываться с повышенной устойчивостью при удовлетворительном эксплуатационном режиме работы валков круглого калибра. Интервал значений радиуса г сферического дна четного калибра(0,7-0,9) от радиуса круглого...
Способ изготовления твердосплавных калибров

Номер патента: 1502193
Опубликовано: 23.08.1989
Авторы: Баженов, Крылов, Митькин
Метки: калибров, твердосплавных
...смеси, Это означает, что в тнердоспланной смеси автоматически образовался канал с характерным для данных условий протягивания профилем. Вслед зв этим пластичную тнердосплан- О ную смесь подвергают физическим воздействиям (например, нагреьанио, обдувку, охлаждению и т,д,). приводящим в конечном счете к отверденанню твердо- сплавной смеси, После эатвердевания этой смеси процесс протягинания проволоки прекращают, поЛуфабрикат квлибрующега устройства вынимают из рабочего зээара электромагнита и помещают н печь для проведения спекания. После проведения этой технологической операции получается готовое квлибрующее устройство иэ твердого сплава.Нв фиг.1 приведена устройство, ил .люстрирующее предлагаеьпай способ; разрез А-А нв Лиг, 1. 11...
Комплект калибров для контроля наружной конической резьбы

Номер патента: 1511576
Опубликовано: 30.09.1989
МПК: G01B 3/00
Метки: калибров, комплект, конической, наружной, резьбы
...-- 7 зс20 где 1 - расстояние от основной плоскости 7 до первой измерительной плоскости 4 длярезьбового 1 и до первойизмерительной плоскости 9гладкого 2 рабочих калибров;8 - величина половины поля до"30. пуска на высоту вершинрезьбы,С - половина угла конуса резьбы.Расстояние между первой 9 и второй 10 измерительными плоскостями 35 гладкого рабочего калибра 2 соответствует линейному значению поля допуска на высоту вершин резьбы, пересчитанному с его радиального значенияСпециальный щуп 3 выполнен в виде расположенного в корпусе 11, подпружиненного пружиной 12 и фиксируемого винтом 13 штыря 14.К корпусу 11 жестко прикреплен опорный элемент 15, имеющий опорный 45 торец 16, посредством которого щуп 3 накладывается на торец 8 резьбово" го...
Система вытяжных калибров

Номер патента: 1560334
Опубликовано: 30.04.1990
Авторы: Барышников, Курдюмова, Тулупов, Цун, Шубин
МПК: B21B 1/00
Метки: вытяжных, калибров
...Н+)п в процессе обжатия в последующем квадратном калибре появляются закаты, что ухудшает качествоповерхности. В пределах значений Б=(0,03-0,08) (В - Н, )Я не наблюФ о 50дается образование "уса" и закатов,хотя существует колебание значений(6 Ь) уширения. Наименьшее колебаниеуширения происходит при Б 0,05(В,- Н+, ),п.Ф . 55Величина прямой части дна выпуклости, параллельная осям валков, взятанз следующих условий. ВО,4 ав дальнейшем приводит к большим колебаниям значений уширения. ПриВп ъ 0,5 а , происходит образованиепвзакатов при обжатии в квадратномкалибре. Изменение величины Вщ,в пределах от 0,4а , до 0,5 априводит к стабилизации значений уширения. Предпочтительным с точкизрения получения требуемого качестваготового профиля является...
Система вытяжных калибров
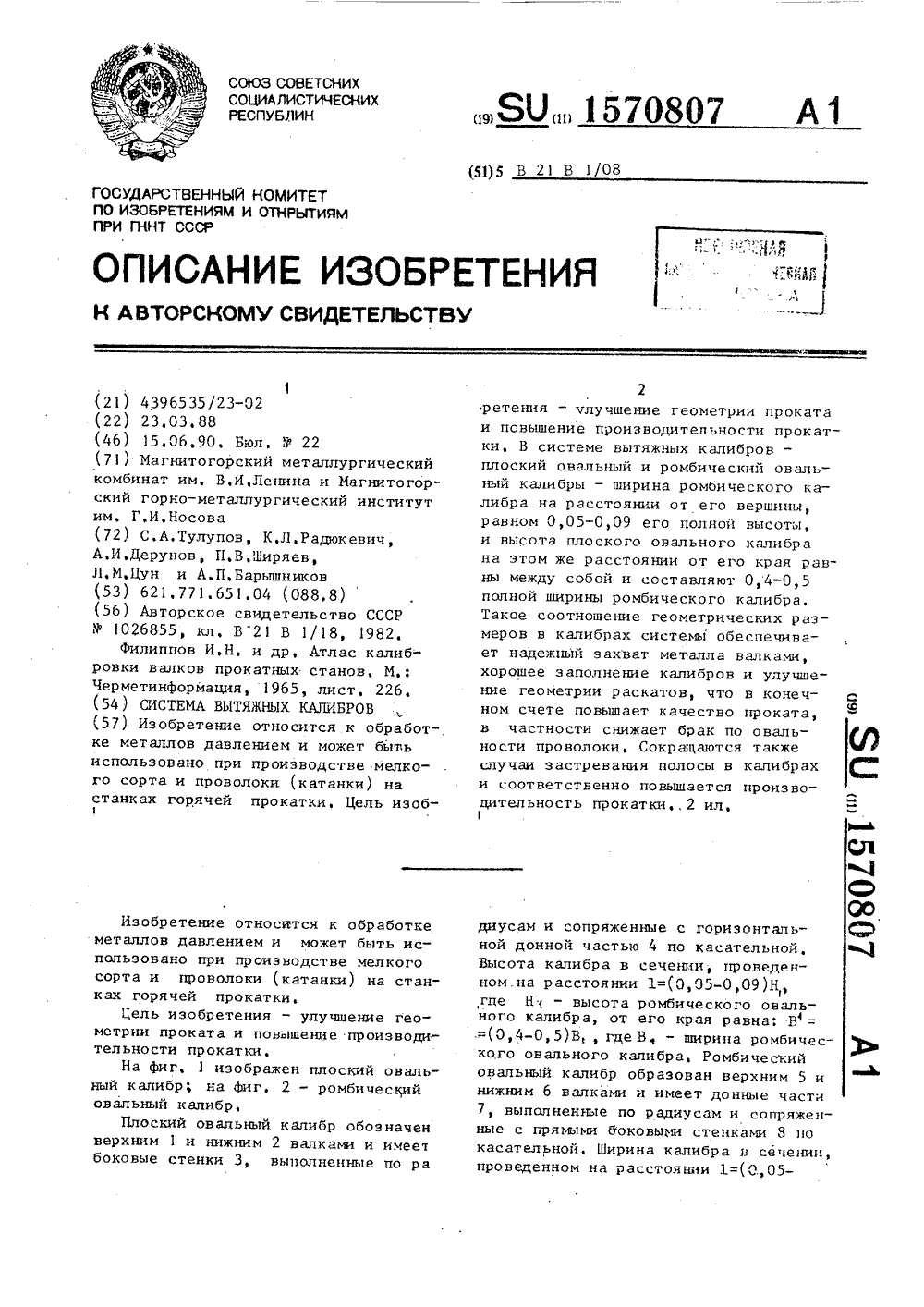
Номер патента: 1570807
Опубликовано: 15.06.1990
Авторы: Барышников, Дерунов, Радюкевич, Тулупов, Цун, Ширяев
МПК: B21B 1/08
Метки: вытяжных, калибров
...и определяются велииной 0,4 О, 5 полной ширины р омбичес ко го ов ально го калибр а,Плоский овальный калибр имеет отношение высоты к ширине 0,4 - 0,5, аромбический овальный калибр - отношение ширины к высоте, равное 0,8-0,9,причем его донные части имеют радиусные скруглежя и по касательным сопряжены с боксьыми стенками. Такие соотношения размеров плоского овального иромбического овального калибров обеспечивают надежный захват металла вромбическом калибре и нормальное егоМапоЛ,не ние,Расстояние от вершины ромбическогод)овального калибра до сечения, где егоширина равна 0,4-0,5 ширины калибра,и расстояние от края плоского овальногокапибра до сечения, где его высота равна0,4-0,5 ширины ромбического овального р 5,калибра, должны быть равны...
Устройство для изготовления калибров прокатных валков

Номер патента: 1579634
Опубликовано: 23.07.1990
Авторы: Вовченко, Вязинько, Гончар, Зезюлинский, Крупник, Лиханский, Морозов, Поляков, Прохода, Фот
МПК: B23B 5/08
Метки: валков, калибров, прокатных
...калибра определяется продольной подачей резцедержателя режущего инструмента 4 вдоль оси обрабатываемого валка. Конфигурация калибров определяется формой режущего инструмента.Полый стакан 5 устройства (фиг. 6) устанавливают на шейке 6 прокатного валка и закрепляют в охватывающем его по наружной поверхности держателе 7, установленном на основании.Устройство (фиг. 7) состоит из полого стакана 5 и втулки 8, соединенных дели- тельным элементом 9. Центры окружностей наружной 1 О (фиг. 8) и внутренней 11 поверхностей полого стакана смещены на величину Х, обеспечивающую выполнение периодического калибра заданной глубины. Стакан 5 (фиг. 7) установлен на заготовке с возможностью поворота вокруг общейЛ - максимальная величина до на обработку...
Способ изготовления измерительных калибров

Номер патента: 1647216
Опубликовано: 07.05.1991
Авторы: Балановский, Козак, Лиходед, Прокопенко
МПК: G01B 1/00
Метки: измерительных, калибров
...К=О для неизнашивающихся калибров; Н - допуск на1изготовление калибра; В - допуск располо 1жения напыляемой и базовой поверхностей в радиусном выражении; 1 Т - допуск на формуЭ В основе данного способа изготовления измерительных калибров лежит технология плазменного напыления рабочего слоя калибров, позволяющая снизить трудоемкость изготовления калибров с 1-2 нормо-часов до 10 мин, а цикл изготовления с 48 - 80 ч до 8 ч.Известно, что проходная чаво время эксплуатации входит вемое отверстие детали (на прим1647216ки) и контактирует с поверхностью контролируемого размера каждой детали. В результате происходит износ проходной частикалибра, и количество замеров, за котороепроисходит полный износ проходной частикалибра, определяет...
Способ определения размеров предельных калибров

Номер патента: 1677516
Опубликовано: 15.09.1991
Авторы: Гайдуков, Измайлов, Ковалев
МПК: G01B 13/10
Метки: калибров, предельных, размеров
...калибра осуществляется в следующей последовательности,На кругломере снимают круглограмму 7 аттестуемого сечения предельного калибра 1, например минимального диаметра. Вычисляют средний по наименьшим квадратам диаметр окружности, соответствующий данной круглограмме, а также разности между средним и экстремальными размерами А - В и Б-А, На компараторе измеряют экстремальные размеры В и Б данного предельного калибра, За аттестуемый размер калибра принимают измеренный экстремальный размер, скорректированный нарасстояние между средней окружностью и экстремальным отклонением от нее, т.е.В+А - В Б Б - А2 2При необходимости повторяют записи круглограмм в близких по высоте сечениях и усредняют аттестуемый. размер калибра минимального...
Устройство к шлифовальному станку для обработки калибров валков

Номер патента: 1688997
Опубликовано: 07.11.1991
Авторы: Бельтюков, Богомолов, Бондаренко, Сасонко, Соколовский, Чечулин
МПК: B23C 3/16
Метки: валков, калибров, станку, шлифовальному
...21, неподвижно закрепленным на столе 13.Вершина делительного конуса сектора 21 лежит на оси вала 16. Стол 13 устанавливают в вертикальной направляющей салазок22 и через копир 23 он опирается на ролик 24, неподвижно закрепленный на салазках22. Салазки 22 установлены на горизонтальных направляющих 25, параллельных оси планшайбы и шлифовального круга,.Устройство работает следующим образом.Устройство устнавливают на станок ЛЗ, где бабка 5, совершая перемещения относительно станины шлифовального круга, обеспечивает нахождение точки контакта шлифовал ьного круга 3 с обрабатываемым калибром нэ линии обхода нормального сечения, Угол поворота планшайбы соответствует радиусу траектории бабки в ее плоском движении, задаваемым калибровкой. Вращение...
Способ изготовления чистящего элемента для очистки калибров сортопрокатных валков

Номер патента: 1696022
Опубликовано: 07.12.1991
Авторы: Железняк, Ильиных, Семков, Хайкин
МПК: B21B 28/00
Метки: валков, калибров, сортопрокатных, чистящего, элемента
...тем самым очищают поверхности ручьев 5 и 6 от загрязнений. При необходимости процедуру очистки повторяют, аналогично ее проводят и для других калибров, нарезанных на валках,Проверку предлагаемого способа в конкретных условиях проводят при очистке калибров обжимной клети 680 сортового стана 450. Клеть 680 - нереверсивная,материал валков - сталь 70 Л, Во время горячей прокатки круглого профиля диаметром 65 мм из стали ШХ 15 за две смены до текущего ремонта стана в ромбическом калибре 10 обжимной клети 680 (фиг,5) примерно на 30 площади поверхности ручьев образуются навары 11 высотой до 6 мм, располагавшиеся в основном в районе дна ручья. Для удобства восприятия ромбический калибр (фиг.5) изображен в на гуральную величину, При прокатке...
Устройство для контроля резьбовых калибров

Номер патента: 1696833
Опубликовано: 07.12.1991
Автор: Хомяк
МПК: G01B 3/40
Метки: калибров, резьбовых
...ближайший по ходу вращения выступ 11 воздействует на конечный выииочатель 15, Сигнал с которого подается на счетчик включений, Включается высшая частота вращения калибра-пробки 3,При дальнейшем совместном вращении калибров 3 и 5 выступы 11 обоймы 10 мноГократно взаимодействуют с защелками 12 и конечным выключателем 15, Когда число включений конечного вь 1 кл ючателя 15 станет равным предварительно установленному на счетчике включений, привод вращения калибра-пробки 3 переводится в режим динамического торможения. После остановки калибра-пробки 3 проводят замер величины натяга резьбы, а затем реверсируют привод. При обратном совместном вращении калибров 3 и 5 с высшей частотой система, состоящая из калибра-пробки 3, калибра-кольца 5 и...
Система калибров для прокатки шестигранной стали крупных сечений

Номер патента: 1712012
Опубликовано: 15.02.1992
Авторы: Железняк, Зяблицев, Мороз, Семков, Хайкин
МПК: B21B 1/02
Метки: калибров, крупных, прокатки, сечений, стали, шестигранной
...шесТИГРВКНИКа О, ПРОКБТЬВЭЕМОГО На СТдне С фиксированкьм диаметром Валков С 1, откошение О/с 3 снижгется и, чтобы ке приближаться к предельно дог 1 устимым для данных условий прокатки режимам (по углу захеэтд, прочности ВдлкОВ и ОборудоВания стдкг, износостойкости валков, качеству готовой продукции), зти режимы смягчают путем использования предчиставых калибров с паниженнОй рэзнааснас Гь 10 а 1, Так. Б диапазоне из 1 ленения а 1, характерном для прокатки крупных шестигранников на среднесортном стэне и саставля ащем 1,45-1,60, никний предел (1,45) относится к нгиаолее крупным размерам (с 1=-90-100 мм), а верхний предел (1,60) - к наиболее мелким в данной группе размерам 0=55 - 57 мм). Кгк СГЕДСтВИЕ, РаЗНООСНОСтЬ до ПОДГатаВИтЕЛЬ- ных...
Система ящичных калибров

Номер патента: 1726076
Опубликовано: 15.04.1992
Авторы: Ахметзянов, Логинов, Рашников, Тулупов, Шубин, Яременко
МПК: B21B 1/00
Метки: калибров, ящичных
...проводили при прокатке квадратной заготовки 134 х 134 мм из блюма 310 х"310 мм. Изготовлено несколько вариантов ящичных калибров с выпуклым дном в первых двух клетях (первый индекс соответствует порядковому номеру калибра, второй - порядковому номеру фиг.1 и 2):1) Я 1,1=0,12Вд 1,1, Я 2,1=0,6Я 1,1;2) Я 1,1= 0,1 Вд 1 к 1, Я 2,1= 0,55Я 1,1: 3) Я 1,1 = 0,07 Вд 1,1, Я 2,1 = 0,5Я 1,1;4) Я 1,1=0,04 Вд 1,1, Я 2,1=0,45Я 1,1;5) Я 1,1 = 0,02 Вд 1,1, Я 2,1 = 0,4 Я 1,1.В системе калибров ящичные, прямоугольные и квадратные отличались параметрами Я 1,1, Я 2,1, Нд 1 в первых двух ящичных калибоах, размеры остальных ящичных прямоугольных и квадратных калибров оставались постоянными.Размеры ящичных прямоугольных и квадратных калибров:клеть: Нз, = 216...
Система вытяжных калибров

Номер патента: 1759486
Опубликовано: 07.09.1992
Авторы: Бабенко, Дышковец, Максаков, Нечепоренко, Хрустенко, Шульгин
МПК: B21B 1/02
Метки: вытяжных, калибров
...вреза калибра 1 в валки увеличивается захватывающая способность, а значит и величина максимального обжатия металла в калибре, что также способствует увеличению смещенного по высоте объема металла, Одновременно с увеличением смещенного по,высоте металла уменьшается доля металла, смещенного в поперечном направлении (уширение) за счет сдерживающих боковых наклонных вогнутых стенок 8, 15 и 11, 16 калибра. Все это способствует увеличению вытяжной способности обжимного калибра 1.После выхода из обжимного калибра раскат 17 без кантовки прокатывается в шестиугольном пластовом калибре И (фиг. 2), образованном врезанными в валки 18, 19 ручьями, состоящими из двух конических поверхностей 20, 21 и дна 22, выполненного в виде цилиндра или...
Система калибров для производства гнутых коробчатых профилей

Номер патента: 1790461
Опубликовано: 23.01.1993
Авторы: Антипанов, Гридневский
МПК: B21D 5/06
Метки: гнутых, калибров, коробчатых, производства, профилей
...приизготовлении коробчатых профилей толщиной 1,5-3,5 мм. В предлагаемой системе калибров третий черновой калибр (всего их 4) выполнен с закрытием промежуточными ребордами верхнего валка, что фиксирует кромки подгибаемых полок и стабилизирует ширину щели готового профиля, Верхние валки первых двух промежуточных калибров (всего их 5) имеют только цилиндрические элементы, формирующие радиусы изгиба между стенкой и боковыми полками профиля (см. чертеж, что, во-первых, упрощает и удешевляет изготовление валков, и, во-вторых, позволяет контролировать минимально возможные величины указанных радиусов,Выполнение чистового калибра с врезом только в нижний валок, т.е, закрытым также промежуточными ребордами этого валка, значительно упрощает...
Ряд чистовых калибров для прокатки зетового профиля

Номер патента: 1794509
Опубликовано: 15.02.1993
МПК: B21B 1/08
Метки: зетового, калибров, прокатки, профиля, ряд, чистовых
...треугольники ЛРОМ,Л МАМ и Л ИГВ подобны между собой; ЛРОМ подобен Л МАЙ по признаку перпендикулярности сторон, Л РОМ подобен ЛМГВ по признаку параллельности сторон.Поэтому Е 1 РМО= 1.ММ = ОЧГ = ф 40Иэ ЛРОМ зп 3=, откудаРОРО=РМ з 1 п 3, илих 1 = (Ь/2 - 31/2)3 и Р, (1)Ай 45Из ЛМАИ соз 3= , откудаАЙ = Мгч соз/3, илих 2 = (Ь - И 2)соз /3, )Из Л ИГВ зи= , откудаЙГ50ИГ = МВ зп 3, илии = Я 1/2 зпД (3)Из равенств (1); (2) и (3) определяем ширину калибра ВВ/2 = х 1+ х 2 + и, откудаВ = 2(х 1+ х 2 + и). (4)Значения и, Ь, Я, 51 берутся из ГОСТ5267,2-78, Определение расстояния между калибрами гп (см, фиг. 2). Иэ Л НГВ созе =, откудаВГВГ= ИВ соз/3, илиб = 31/2 созР.Иэ Л РОТ по теореме Пифагора:ИТ = РИ - РТ, или12 = с 2 - хз 2, откуда(6)...
Система ящичных сопряженных калибров

Номер патента: 1821249
Опубликовано: 15.06.1993
Авторы: Дорофеев, Марамзин, Нюняев, Пятайкин, Шарапов
МПК: B21B 1/02
Метки: калибров, сопряженных, ящичных
...уклоны боко-.вых граней нижнего ручья сопряженныхящичных калибров иметь нецелесообразно,т,к. в таких калибрах резко ухудшается устойчивость полосы).1) Увеличение уклона за счет увеличенияширины калибра по разъему, ширина по днукалибра остается прежней, В этом случаеширина калибра по разъему увеличиваетсяна 30 мм.Для выполнения условия одновременного касания раскатом дна и боковых стенокНедостатками увеличения уклонов боковых граней таким способом являются: 10э) уменьшение ширины буртов междукалибрами;б) уменьшение радиусов закруглениявнутренних углов калибров, что резко увеличивает концентрацию напряжений в опасном сечении валка;в) ухудшение устойчивости полосы, таккак бурт не поддерживает прокатывэемуюполосу;2 Увеличение уклона за счет...
Ряд чистовых калибров двухвалковой клети для прокатки зетового профиля

Номер патента: 1821250
Опубликовано: 15.06.1993
МПК: B21B 1/08
Метки: двухвалковой, зетового, калибров, клети, прокатки, профиля, ряд, чистовых
...необходимость применения опор- Ячения числа Размещаемых по длине бочки ных конусов, При этом облегчается настрой- авалков калибров, а также облегчения на- ка профиля, улучшается его качество и )стройки профиля и повышения производи- повышается пРоизводительность, (Лтельности.; , На Фиг.1 в схематичном виде представУказанная задача решается тем, что в лен чистовой калибр двухвалковой клетиряде чистовых калибров клети дуо для про- . для прокатки зетового профиля; на фиг.2 - ,катки зетового профиля, содержащих учасг- валки чистовой клети с рядом калибров.ки для формирования стенки профиля иЧистовой калибр образован ручьями а .полок и развернутых под острым углом к верхнего 1 и нижнего 2 приводных валков.средней линии валков,.согласно...
Система вытяжных многовалковых калибров
Номер патента: 1376333
Опубликовано: 27.08.2001
Авторы: Зюлин, Никифоров, Селиванов, Харитонов
МПК: B21B 1/08
Метки: вытяжных, калибров, многовалковых
Система вытяжных многовалковых калибров преимущественно для прокатки проволоки, имеющих форму многогранников, образованных валками с цилиндрическими и коническими рабочими поверхностями, отличающаяся тем, что, с целью повышения устойчивости полосы в калибрах при прокатке, калибры, образованные валками, имеющими цилиндрическую поверхность ширинойb = L1 sin-1(180o/n)tg(90o/n 10o),где L1 - расстояние между серединами цилиндрических поверхностей двух смежных валков;n - число...
Система вытяжных многовалковых калибров
Номер патента: 1394527
Опубликовано: 27.08.2001
Авторы: Зюлин, Никифоров, Селиванов, Харитонов
МПК: B21B 1/08
Метки: вытяжных, калибров, многовалковых
Система вытяжных многовалковых калибров преимущественно для прокатки проволоки, имеющих форму чередующихся многогранников, образованных валками с гладкой бочкой, отличающаяся тем, что, с целью повышения устойчивости полосы в калибре при прокатке, четные по ходу прокатки калибры в форме многогранников образованы валками, по меньшей мере один из которых снабжен врезным ручьем, имеющим дно и боковые наклонные стенки, контур пересечения которых повторяет контур пересечения образующих соответствующей пары смежных валков с гладкими бочками предыдущего калибра, причем упомянутый ручей имеет глубину h в пределах0,3L1 ...
Система вытяжных трехвалковых калибров
Номер патента: 1135072
Опубликовано: 20.09.2001
Авторы: Зюлин, Никифоров, Харитонов
МПК: B21B 1/08
Метки: вытяжных, калибров, трехвалковых
Система вытяжных трехвалковых калибров с чередованием трехгранных калибров, образованных цилиндрическими поверхностями валков, и шестигранных калибров, каждая пара смежных сторон которых образована поверхностями профилированного валка, отличающаяся тем, что, с целью повышения устойчивости раската при прокатке его в шестигранном калибре, одна из рабочих поверхностей профилированных валков, образующих этот калибр, выполнена цилиндрической, а вторая - конической, причем калибры взаиморасположены таким образом, что образующие конических поверхностей валков шестигранного калибра параллельны образующим цилиндрических поверхностей валков предыдущего трехгранного калибра.
Система вытяжных многовалковых калибров
Номер патента: 1195517
Опубликовано: 10.11.2001
Авторы: Зюлин, Никифоров, Харитонов
МПК: B21B 1/08
Метки: вытяжных, калибров, многовалковых
Система вытяжных многовалковых калибров преимущественно для прокатки проволоки, содержащая последовательно расположенные калибры в форме многоугольников с числом сторон, равным числу образующих калибров валков, отличающаяся тем, что, с целью повышения устойчивости полосы при прокатке, она выполнена в виде чередующихся калибров в форме правильных многоугольников и калибров в форме многоугольников с одной осью симметрии, проходящей по разъему калибра.
Система вытяжных многовалковых калибров
Номер патента: 1376332
Опубликовано: 10.11.2001
Авторы: Зюлин, Никифоров, Селиванов, Харитонов
МПК: B21B 1/08
Метки: вытяжных, калибров, многовалковых
Система вытяжки многовалковых калибров преимущественно для прокатки проволоки, имеющих форму многогранников с чередующимися по ходу прокатки направлениями разъемов, отличающаяся тем, что, с целью повышения устойчивости полосы в калибрах при прокатке, в каждом четном калибре в середине обжимающих граней калибра выполнены кольцевые ручьи, угол между боковыми стенками которых равен углу между смежными боковыми гранями предыдущего калибра, глубина по дну ручья h отвечает соотношению0,2 A sin 180o/n
Система вытяжных трехвалковых калибров
Номер патента: 1399965
Опубликовано: 10.11.2001
Авторы: Зюлин, Никифоров, Селиванов, Харитонов
МПК: B21B 1/08
Метки: вытяжных, калибров, трехвалковых
Система вытяжных трехвалковых калибров преимущественно для прокатки проволоки, выполненная в виде чередующихся трехгранных калибров, образованных валками с гладкой бочкой, и калибров, образованных валками с врезанными по центру ручьями, имеющими дно и боковые наклонные стенки, образующие которых пересекаются в направлении к оси валка, отличающаяся тем, что, с целью повышения производительности путем повышения устойчивости раската в процессе прокатки при сохранении высокой стойкости валков к раскалыванию, дуга, образующая дна ручья, выполнена в форме окружности радиусом R, находящимся в интервалеR = (0,4 - 0,5) А,где А - промежуток между серединами обжимающих граней предыдущего...
Система вытяжных многовалковых калибров
Номер патента: 1349068
Опубликовано: 10.11.2001
Авторы: Зюлин, Никифоров, Селиванов, Харитонов
МПК: B21B 1/08
Метки: вытяжных, калибров, многовалковых
Система вытяжки многовалковых калибров преимущественно для прокатки проволоки в форме чередующихся многогранных калибров, каждая пара смежных сторон которых образована валками с цилиндрической и конической поверхностями, причем калибры взаиморасположены так, что образующие конических поверхностей валков четного по ходу прокатки калибра параллельны образующим цилиндрических поверхностей валков предыдущего калибра, отличающаяся тем, что, с целью повышения производительности путем повышения устойчивости прутка при прокатке, отношение промежутков между серединами контуров сечения цилиндрических поверхностей двух смежных валиков в калибре для соседних калибров составляет 0,9 - 1,1, а ширина...