Линия для изготовления полых корпусов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
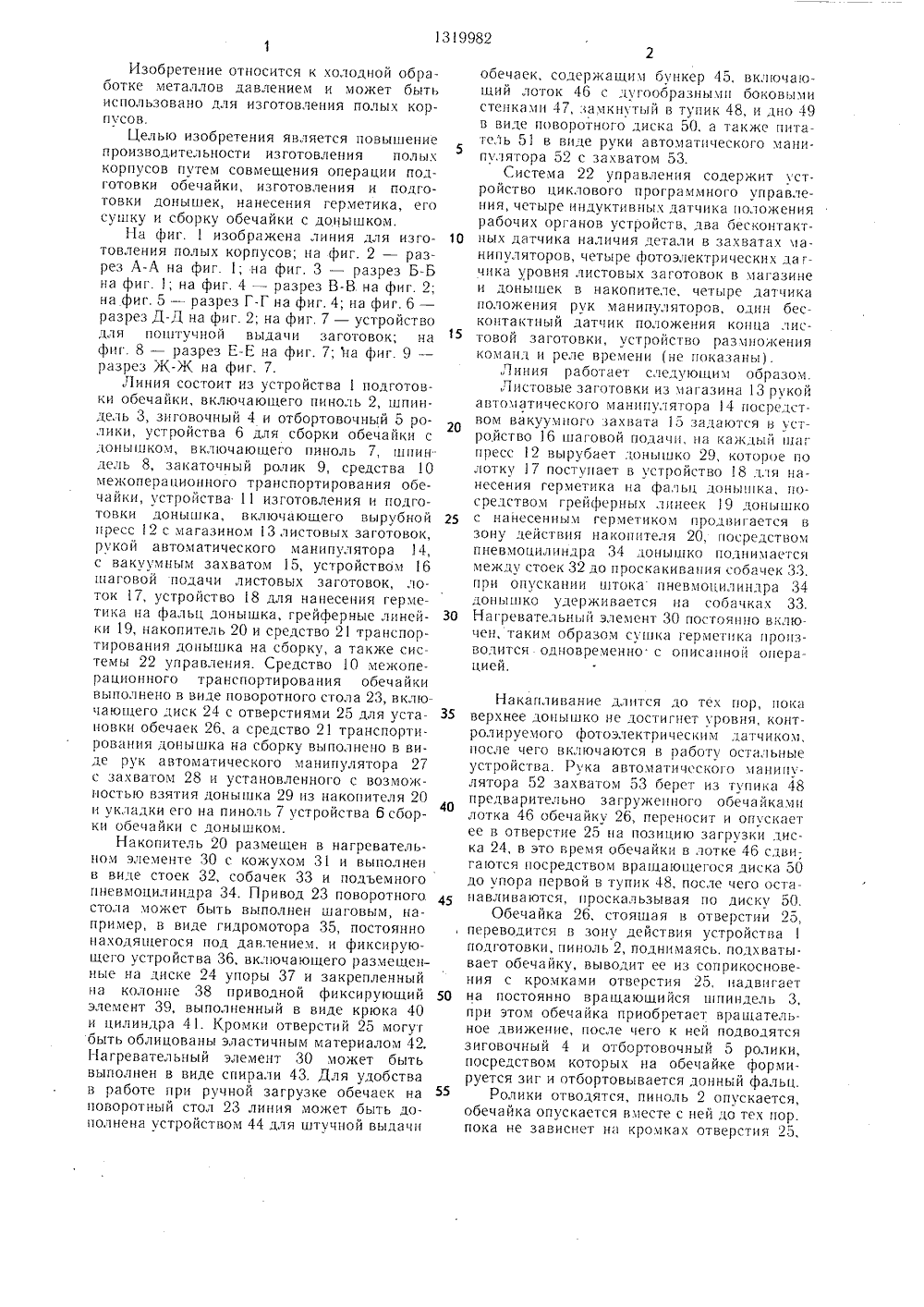
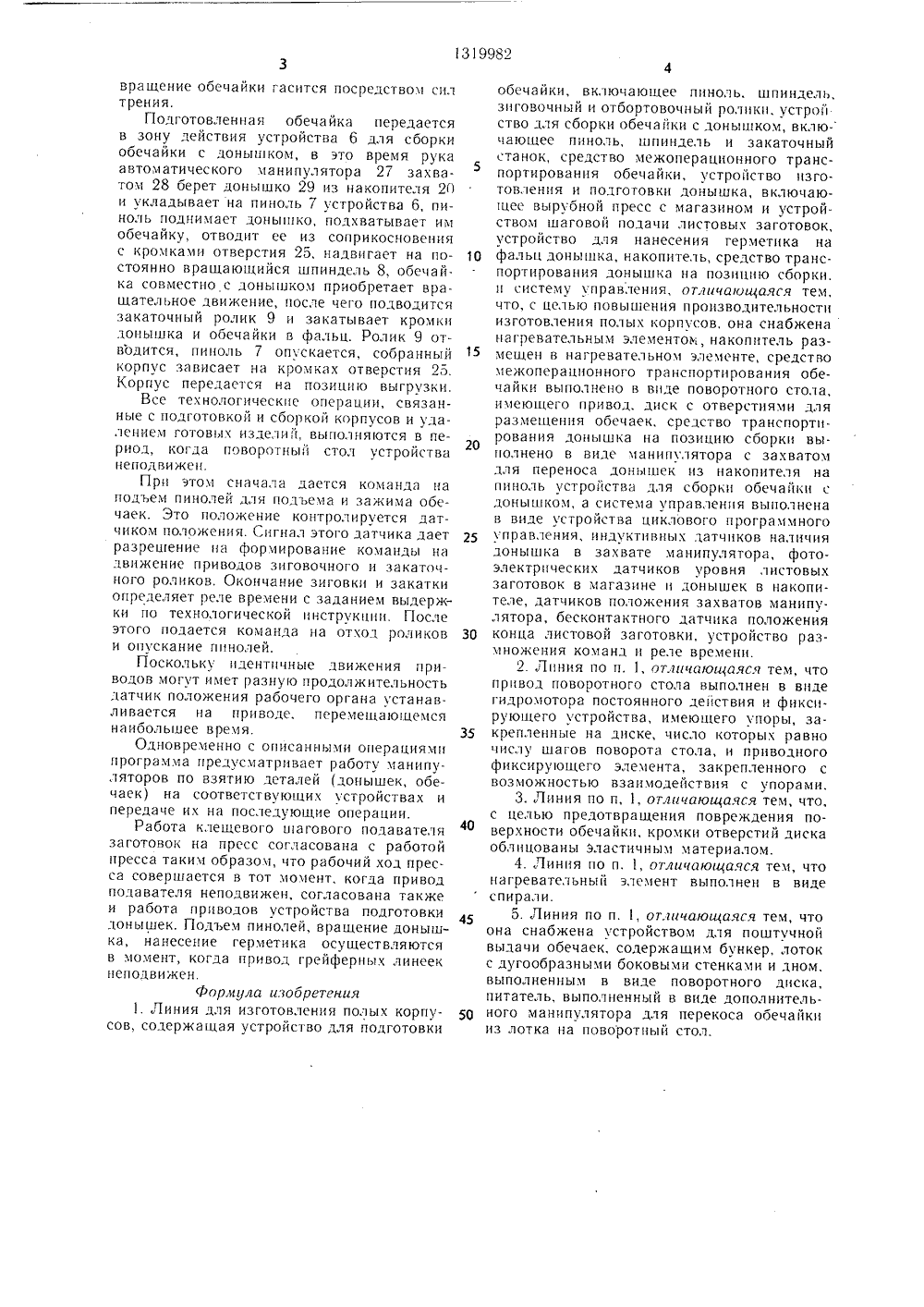
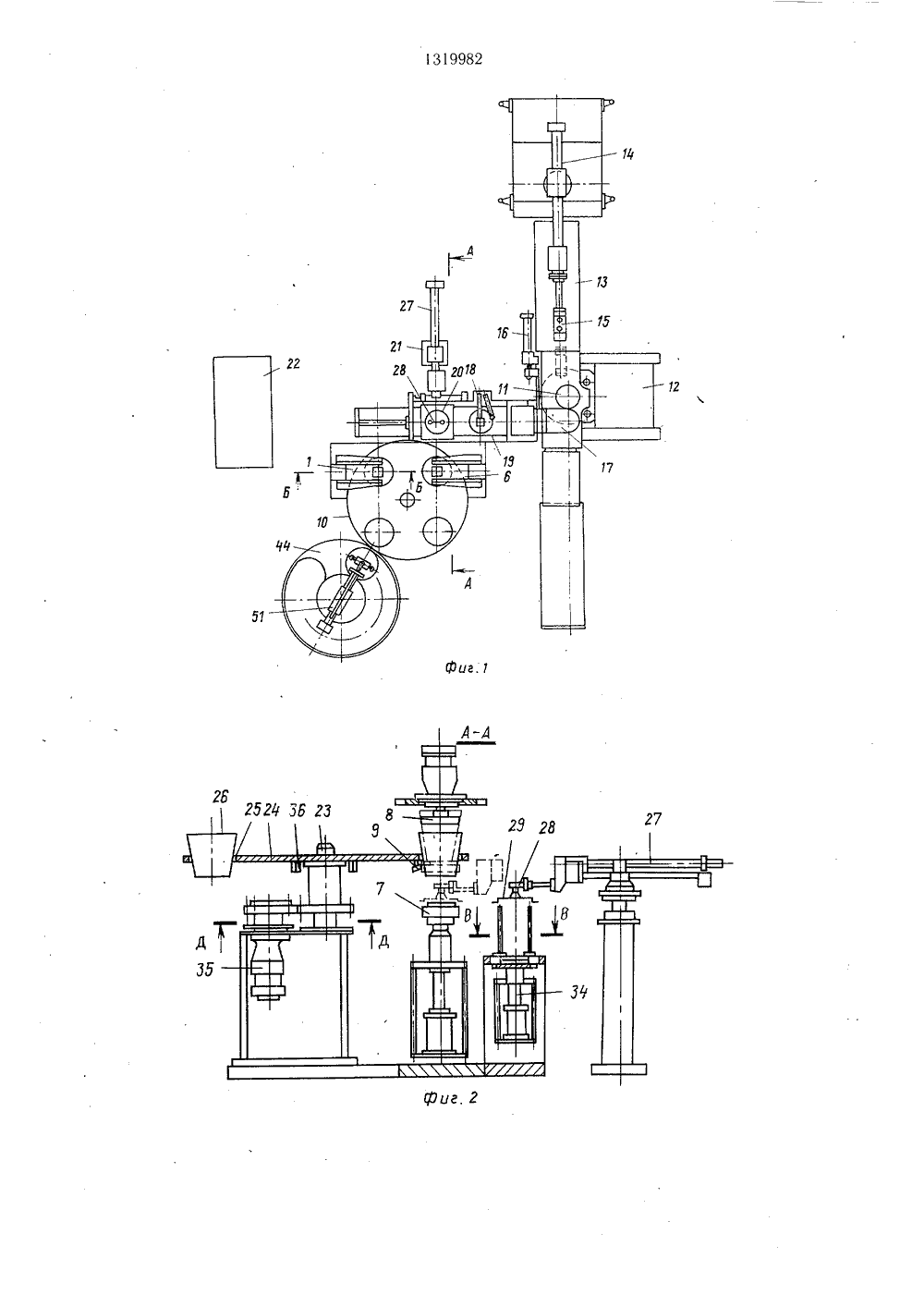
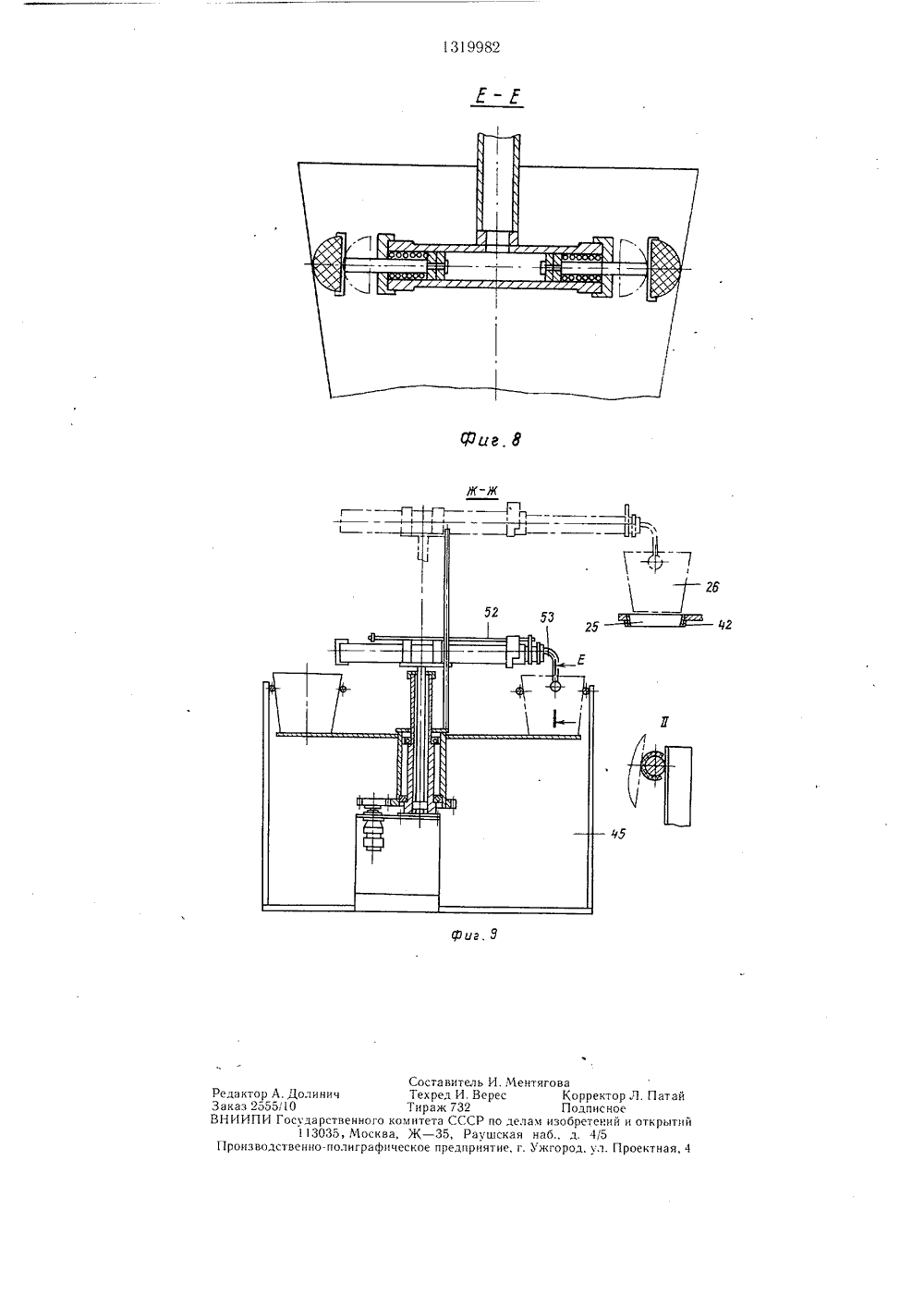
.т фаИ:1 с т ет ИСАНИ ТЕНИЯ ДЕТЕЛЬСТВ У ВТО еск венной ертеж 02-11- олеский ГОТ И П ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ(56) Производство посуды хозяйстстальной из оцинкованного листа. ЧТП 092.00.00.01. Инструкция ТИ 49-84. Ни ж нета гил ьски й металлургикомбинат.(54) ЛИНИЯ ДЛЯ ИЗ ОВЛЕН Я ОЛЫХ КОРПУСОВ(57) Изобретение относится к холодной обработке металлов давлением, в частности к линии для изготовления полых корпусов. Целью изобретения является повышение производительности процесса изготовления полых корпусов. Уровень листовых заготовок в магазине контролируется тремя фотодатчиками. При подъеме каретки магазина на раоочеи скорости пересекается луч осветителя одного из датчиков. По этому сигналувырабатывается команда на продолжениеподъема. Когда стопа пересечет луч другогодатчика, подъем прекратится. Когда в результате снятия заготовок уровень упадетдо нижнего рабочего, подъем возобновится.Если каретка окажется пустой, засветитсятретий датчик уровня каретки (магазинпуст), магазин станет опускаться для загрузки. Положение захвата манипулятораконтролируется стандартными штатнымидатчиками положения, установленными насамом роботе и его руках. Конец листовоизаготовки оаредеднетсн косвенно фотодатко. Яком, контролирующим наличие листа настоле перед прессом. Этот датчик реагируетна отраженный от листа луч. Остальныедатчики положения пинолей, шпинделей, флинеек и т. д. являются индуктивными типаКВД или КВП. Эти датчики связаны элект- фффрически с системой управления. 4 з. п. ф-лы,9 ил,Фавазк5 1 О 15 20 25 30 35 40 45 50 55 Изобретение относится к холодной обработке металлов давлением и может быть использовано для изготовления полых корпусов.Целью изобретения является повышение производительности изготовления полых корпусов путем совмещения операции подготовки обечайки, изготовления и подготовки донышек, нанесения герметика, его сушку и сборку обечайки с донышком.На фиг. 1 изображена линия для изготовления полых корпусов; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В. на фиг. 2; на фиг. 5 - разрез Г-Г на фиг. 4; на фиг. 6 - разрез Д-Д на фиг. 2; на фиг. 7 - устройство для поцпучной выдачи заготовок; на фиг. 8 - разрез Е-Е на фиг. 7; на фиг. 9 - разрез Ж-Ж на фиг. 7.Линия состоит из устройства 1 подготовки обечайки, включающего пиноль 2, шпиндель 3, зиговочный 4 и отбортовочный 5 ролики, устройства 6 для сборки обечайки с донышком, включающего пиноль 7, шпин дель 8, закаточный ролик 9, средства 10 межоперационного транспортирования обечайки, устройства 11 изготовления и подготовки донышка, включающего вырубной пресс 12 с магазином 13 листовых заготовок, рукой автоматического манипулятора 14, с вакуумным захватом 15, устройством 16 шаговой подачи листовых заготовок, лоток7, устройство 18 для нанесения герметика на фальц донышка, грейферные линейки 19, накопитель 20 и средство 21 транспортирования донышка на сборку, а также системы 22 управления. Средство 10 межоперационного транспортирования обечайки выполнено в виде поворотного стола 23, включающего диск 24 с отверстиями 25 для установки обечаек 26, а средство 21 транспортирования донышка на сборку выполнено в виде рук автоматического манипулятора 27 с захватом 28 и установленного с возможностью взятия донышка 29 из накопителя 20 и укладки его на пиноль 7 устройства б сборки обечайки с донышком.Накопитель 20 размещен в нагревательном элементе 30 с кожухом 31 и выполнен в виде стоек 32, собачек 33 и подъемного пневмоцилиндра 34. Привод 23 поворотного стола может быть выполнен шаговым, например, в виде гидромотора 35, постоянно находящегося под давлением, и фиксирующего устройства 36, включающего размещенные на диске 24 упоры 37 и закрепленный на колонне 38 приводной фиксирующий элемент 39, выполненный в виде крюка 40 и цилиндра 41. Кромки отверстий 25 могут быть облицованы эластичным материалом 42, Нагревательный элемент 30 может быть выполнен в виде спирали 43. Для удобства в работе при ручной загрузке обечаек на поворотный стол 23 линия может быть дополнена устройством 44 для штучной выдачи обечаек, содержащим бункер 45, включающий лоток 46 с дугоооразцычп боковыми стенками 47, замкнутый в тупик 48, и дно 49 в виде поворотного диска 50, а также пита- тель 51 в виде руки автоматического манипулятора 52 с захватом 53.Система 22 управления содержит устройство циклового программного управления, четыре индуктивных датчика положения рабочих органов устройств, два оесконтактных датчика наличия детали в захватах чанипуляторов, четыре фотоэлектрических дагчика уровня листовых заготовок в магазине и донышек в накопителе, четыре датчика положения рук манипуляторов, один бесконтактный датчик положения конца листовой заготовки, устройство разчцожения команд и реле времени (це показаны).Линия работает следующим образом.Листовые заготовки из чагазина 13 рукой авточатического манипулятора 14 посредством вакуумного захвата 5 задаются в устройство 16 шаговой подачи, ца каждый шя: пресс2 вырубает донышко 29, которое по лотку 17 поступает в устройство 18 для нанесения герметика ца фяльц донышка, посредством грейферных линеек 19 донышко с нанесенным герметиком продвигается в зону действия накопителя 20, посредствоч пневмоцилиндра 34 донышко поднимается между стоек 32 до проскакивация собачек 33, при опускании штока пневмоцилиндра 34 донышко удерживается ца собачках 33. Нагревательный элемент 30 постоянно включен, таким образом сушка герметика производится одновременно с описанной операцией. Накапливание длится до тех пор, пока верхнее донышко це достигнет уровня, контролируемого фотоэлектрическим датчиком, после чего включаются в работу остальные устройства. Рука автоматического манипулятора 52 захватом 53 берет из тупика 48 предварительно загруже ного обечайками лотка 46 обечайку 26, переносит и опускает ее в отверстие 25 на позицию загрузки диска 24, в это время обечайки в лотке 46 сдвигаются посредством вращающегося диска 50 до упора первой в тупик 48, после чего останавливаются, проскальзывая по диску 50.Обечайка 26, стоящая в отверстии 25, переводится в зону действия устройства 1 подготовки, пиноль 2, поднимаясь, подхватывает обечайку, выводит ее из соприкосновения с кромками отверстия 25, надвигает на постоянно вращающийся шпиндель 3, при этом обечайка приобретает вращательное движение, после чего к ней подводятся зиговочный 4 и отбортовочный 5 ролики, посредством которых на обечайке формируется зиг и отбортовывается донный фальц.Ролики отводятся, пицоль 2 опускается, обечайка опускается вместе с ней до тех пор, пока не зависнет ця кромках отверстия 25,вращение обечайки гасится посредством сил трения.Подготовленная обечайка передается в зону действия устройства 6 для сборки обечайки с донышком, в это время рука автоматического манипулятора 27 захватом 28 берет донышко 29 из накопителя 20 и укладывает на пиноль 7 устройства 6, пиноль поднимает донышко, подхватывает им обечайку, отводит ее из соприкосновения с кромками отверстия 25, надвигает на по О стоянно вращающийся шпиндель 8, обечайка совместно с донышком приобретает вращательное движение, после чего подводится закаточный ролик 9 и закатывает кромки донышка и обечайки в фальц. Ролик 9 отводится, пиноль 7 опускается, собранный корпус зависает на кромках отверстия 25. Корпус передается на позицию выгрузки.Все технологические операции, связанные с подготовкой и сборкой корпусов и удалением готовых изделий, выполняются в период, когда поворотный стол устройства20 неподвижен.При этом сначала дается команда на подьем пинолей для подъема и зажима обечаек. Это положение контролируется датчиком положения. Сигнал этого датчика дает 25 разрешение на формирование команды на движение приводов зиговочного и закаточного роликов. Окончание зиговки и закатки определяет реле времени с заданием выдержки по технологической инструкции. После этого подается команда на отход роликов 30 и опускание пинолей.Поскольку идентичные движения приводов могут имет разную продолжительность датчик положения рабочего органа устанавливается на приводе. перемещающемся наибольшее время. 35Одновременно с описанными операциями программа предусматривает работу манипуляторов по взятию деталей (донышек, обечаек) на соответствующих устройствах и передаче их на последующие операции.Работа клещевого шагового подавателя заготовок на пресс согласована с работой пресса таким образом, что рабочий ход пресса совершается в тот момент, когда привод подавателя неподвижен, согласована также и работа приводов устройства подготовки 45 донышек. Подьем пинолей, вращение донышка, нанесение герметика осуществляются в момент, когда привод грейферных линеек неподвижен.Формула изобретения1. Линия для изготовления полых корпу сов, содержащая устройство для подготовки обечайки, включающее пиноль. шпиндель, зиговочный и отбортовочный ролики, устрой ство для сборки обечайки с донышком, вклю- чающее пиноль, шпиндель и закаточный станок, средство межоперационного транспортирования обечайки, устройство изготовления и подготовки донышка, включающее вырубной пресс с магазином и устройством шаговой подачи листовых заготовок, устройство для нанесения герметика на фальц донышка, накопитель, средство транспортирования донышка на позицию сборки, и систему управления, отличающаяся тем, что, с целью повышения производительности изготовления полых корпусов, она снабжена нагревательным элементом, накопитель размещен в нагревательном элементе, средство межоперационного транспортирования обечайки выполнено в виде поворотного стола, имеющего привод, диск с отверстиями для размещения обечаек, средство транспортирования донышка на позицию сборки выполнено в виде манипулятора с захватом для переноса донышек нз накопителя на пиноль устройства для сборки обечайки с донышком, а система управления выполнена в виде устройства циклового программного управления, индуктивных датчиков наличия донышка в захвате манипулятора, фотоэлектрических датчиков уровня листовых заготовок в магазине и донышек в накопителе, датчиков положения захватов манипулятора, бесконтактного датчика положения конца листовой заготовки, устройство размножения команд и реле времени.2. Линия по п. 1, отличающаяся тем, что привод поворотного стола выполнен в виде гидромотора постоянного действия и фиксирующего устройства, имеющего упоры, закрепленные на диске, число которых равно числу шагов поворота стола, и приводного фиксирующего элемента, закрепленного с возможностью взаимодействия с упорами.3. Линия по п, 1, отличающаяся тем, что, с целью предотвращения повреждения поверхности обечайки, кромки отверстий диска облицованы эластичным материалом.4. Линия по п. 1, отлгяающаяся тем, что нагревательный элемент выполнен в виде спирали.5. Линия по п. 1, отличающаяся тем, что она снабжена устройством для поштучной выдачи обечаек, содержащим бункер, лоток с дугообразными боковыми стенками и дном, выполненным в виде поворотного диска, питатель, выполненный в виде дополнительного манипулятора для перекоса обечайки из лотка на поворотный стол.1319982 Е-Е тяго ваКоррПодам изобренаб., д.Ужгород,тай тий ная, 4 Редактор А. ДолиничЗаказ 2555 ОВНИИПИ Государственног3035, МосПроизводственно-полигра Составитель И. Ме Техред И. Верес Тираж 732комитета СССР по дел ва, Ж - 35, Раушская ическое предприятие, г ектор Л. Пге ноеений и отк45л. Проект
СмотретьЗаявка
3932308, 23.07.1985
НИЖНЕТАГИЛЬСКИЙ МЕТАЛЛУРГИЧЕСКИЙ КОМБИНАТ ИМ. В. И. ЛЕНИНА
ГРУВЕРМАН ЛЕОНИД ГРИГОРЬЕВИЧ, ИСАЕВ СЕРГЕЙ НИКОЛАЕВИЧ
МПК / Метки
МПК: B21D 43/00
Опубликовано: 30.06.1987
Код ссылки
<a href="https://patents.su/7-1319982-liniya-dlya-izgotovleniya-polykh-korpusov.html" target="_blank" rel="follow" title="База патентов СССР">Линия для изготовления полых корпусов</a>
Устройство для определения положения корпуса гусеничного транспортного средства и его опорного катка относительно грунта

Номер патента: 501328
Опубликовано: 30.01.1976
Автор: Владимиров
МПК: G01M 17/007
Метки: грунта, гусеничного, катка, корпуса, опорного, относительно, положения, средства, транспортного
...по положению гусеницы в грунте, а также ненадежны в эксплуатации, так как измерительное устройство находится вблизи грунта и может быть повреждено.Целью изобретения является повышение точности измерений погружения в грунт опорного катка и надежности устройства,Это достигается тем, что рычаг измерительного колеса установлен на оси балансира опорного катка и связан одновременно с двумя соосно установленными датчиками перемещения, один из которых закреплен на оси балансира, а другой - на корпусе транспортного средства,На фиг, 1 изображено чпе ство; на фиг. 2 - то же, вид сбоку; на фиг, 3 - установка измерительного колеса на оси.Устройство состоит из измерительного колеса 1, рычага 2 измерительного колеса, жестко 5 соединенного с...
Устройство для определения отклонения осевой линии объектаот заданного положения в вертикальной плоскости

Номер патента: 432334
Опубликовано: 15.06.1974
Авторы: Беланов, Конотоп, Кузнецов, Лавренов, Лускин, Мочалов, Полнарев
МПК: E01B 35/08, G01C 9/20
Метки: вертикальной, заданного, линии, объектаот, осевой, отклонения, плоскости, положения
...фотоэлементов.Устройство содержит источник света 1, пузырьковый уровень 2 и два фотоэлемента 3, которые все смонтированы в одной вертикальной плоскости, поперечной относительно продольной оси железнодорожного пути, и закреплены в корпусе 4, опирающемся на колесную тележку б. Пузырьковый уровень выполнец в виде цилиндрической изогнутой непрозрачной трубки, верхняя и нижняя поверхности которой имеют продольные, лежащие в одной .вертикальной плоскости узкие просветы, свободно пропускающие световой поток, причем трубка заполнена прозрачной жидкостью и имеет воздушный пузырек б.Устройство работает следующим образом, Луч от источиика света 1, проходя через просветы на пузырьковом уровне 2, проектиэуется в диде световой линии с...
Устройство для цифровою программного управления положением стола станка

Номер патента: 134959
Опубликовано: 01.01.1961
Авторы: Вульфсон, Зусман, Критский, Михна, Халкиопова
МПК: G05B 19/06, G05G 21/00
Метки: положением, программного, станка, стола, цифровою
...по винтовой линии. Бесконтактный датчик б, перемещающийся вместе со столом 9 станка, взаимодействует с выступом 8, находящимся па линии перемсгцсния датчика 6, и через усилительное устройство останавливает стол 9 у соответствующего мерного кольца 7 Таким образом осуществляется числовое программное управление положенном стола 9.М 134 с)59Поворот мерных колец 7 барабана 1 и соответственно перемещение ВьсгугОВ 8 для ВзанмодсистВия с датчиком Г) 1)Оизводитс 51 поворотным механизмом.От считывающего устройства подекадные сигналы подаются на двигатели 2 и 3. Выходной шток 10 двигателя 2, задающий перемещение столу 9 на сотни миллиметров, связан с валом 11 барабана 1 через реечную передачу 12, увеличительную передачу 13 и десятичный...
Транспортное устройство автоматической линии

Номер патента: 709331
Опубликовано: 15.01.1980
Авторы: Андреев, Бронникова, Мямлин
МПК: B23Q 41/02
Метки: автоматической, линии, транспортное
...рабочего суппорта 16 и рыча га 14 вокруг оси 5 в крайнее верхнееположение инструментальные головки 17и прижимы 15 отведены от заготовок4. При повороте сьемника 6 с качающимся рычагом 9 вокруг оси 5 по часовойстрелке несущая плоскость 7 и захваты13 перемешаются в вертикальном направлении, при этом несущая плоскость7 снимает с базируюших элементов 3заготовки 4. Для того, чтобы полностьюснять заготовки 4, с базируюших элементов 3, величина подъема съемника 6должна немного превышать толщину заготовки 4. Каждая снятая с базирующихэлементов 3 заготовка 4 оказываетсясвободно лежащей на несущей поверхности плоскости 7, ограниченная захватом13. При перемещении в горизонтальномнаправлении качающегося рычага 9 понаправляющей 8 захваты 13...
Устройство для уравновешивания вертикальной пиноли координатно-измерительного станка

Номер патента: 862010
Опубликовано: 07.09.1981
Авторы: Каспарайтис, Кведарайте, Куметайтис
МПК: G01M 1/00
Метки: вертикальной, координатно-измерительного, пиноли, станка, уравновешивания
...2, 3, 4, 5 в которые устанавливается пиноль 6 с четырьмя рабочимг гранями, пневмоци-.лиидр 7 с поршнем 8 и регулятором 9давления воздуха, а также системуподвода сжатого воздуха в пневмоцилиндр 7 и к направляющим 2, 3, 4,5, выполненную в виде трубопроводов 1010, связанных с соответствующими дросселирующими отверстиями 11 и каналами 12 в направлякщих 2, 3; 4, 5 и с" магистралью 13,Направляющие 2, 3, 4 закреплены на 15основании 1, а направляющая 5 установлена с возможностью перемещения вгориэонтальнои плоскости под действием поршня 8 пневмоцилиндра 7 и взаимодействует с гранью 14 пиноли 6,которая выполняется под углом относительно ее вертикальной оси,Устройство работает следующим образом.Сжатый воздух иэ магистрали 13через...
Предыдущий патент: Автоматизированная линия для листовой штамповки
Следующий патент: Устройство для штабелирования деталей с отверстиями
Случайный патент: Регулируемый тиристорный преобразователь переменного напряжения