Система программного управленияметаллорежущим ctahkom
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
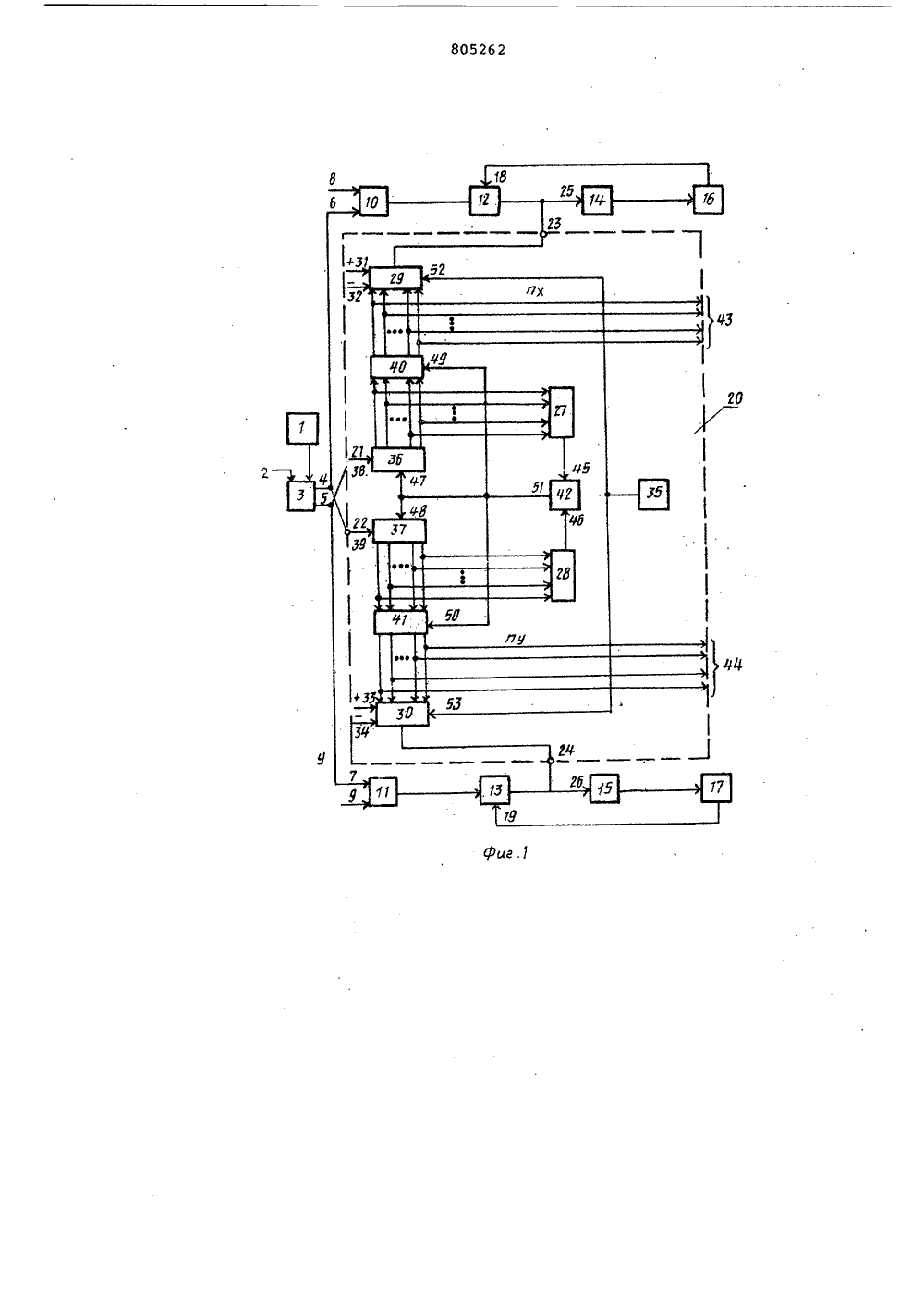
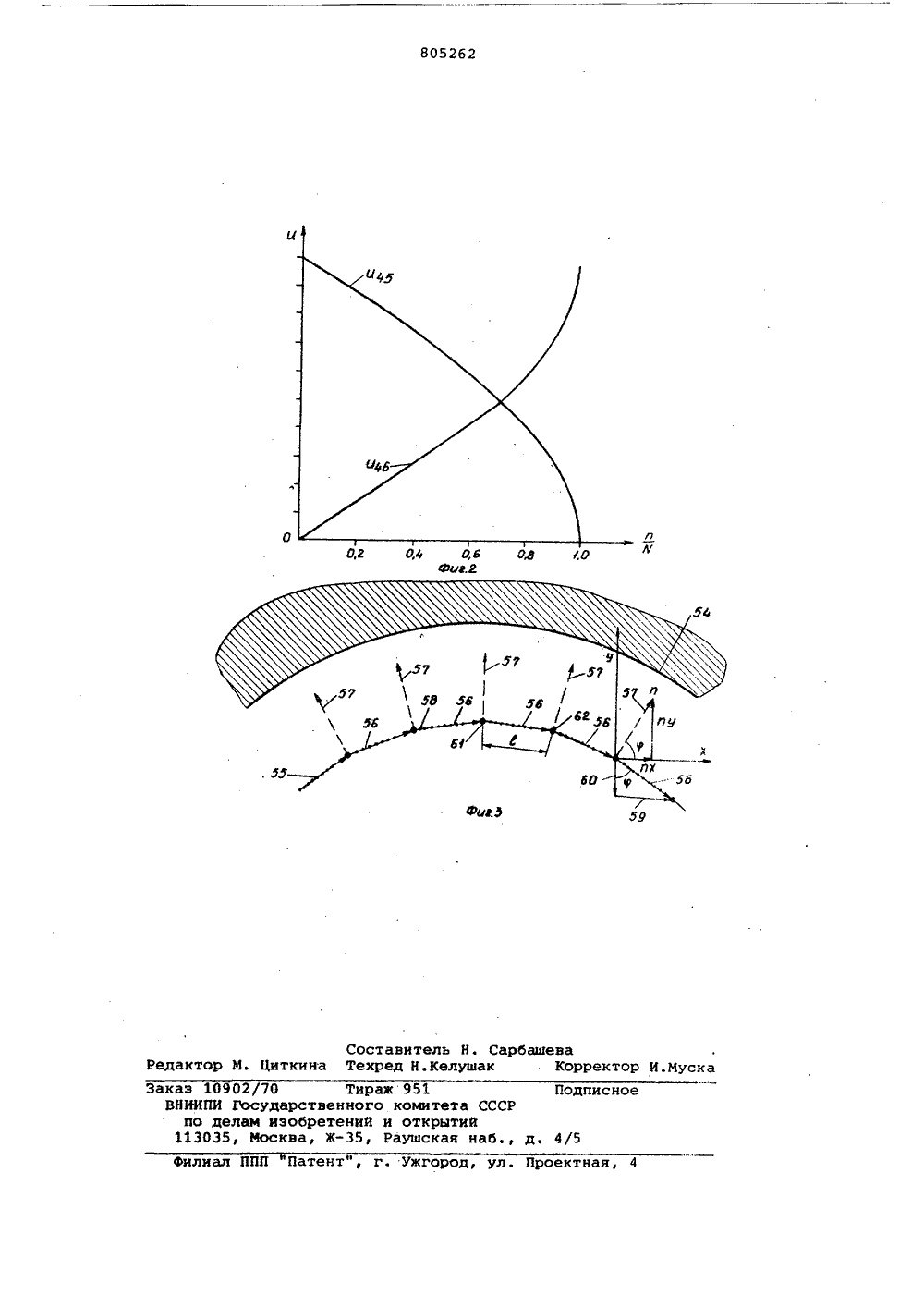
Союз Советских Сецтталистических РеспубликОп ИСАНИЕ ИЗОБРЕТЕНИЯ К АВЮУСМФМУ СВИДВТИЛЬСТВУ(21) 2588678/18-2 6 05 В 19/39 присоединвнием вкм М арственный коцитСССРелам изобретенийи открытий 23) Приоритет Опубликован 15.0281. Бюллетень Ио(53) УДК 621.5035 1038. 8) Дата опубликования описания 1702 72) Авторы изобретения(71) Заявител 4 ) СИСТЕМА РАММНОГО УПРАВЛЕНИЯ МЕТАЛЛОРЕ СТАНКОМ в Изобретение относится к автоматике, в частности,к автоматическому управлению и предназначено для использования в системах числового программного управления металлорежущими станками преимущественно в станках с записью программы по перой обрабатываемой детали.Известна система управления с компенсацией износа инструмента, содержащая синусно-косинусные вращающиеся преобразователи. В такой системе синус и косинус угла наклона вектора скорости движения инстру" мента к оси абсцисс определяются путем поворота на определенный угол синусно-косинусных вращающихся преобразователей, осуществляемого следящей системой ИОднако наличие электромеханических узлов усложняет систему, снижает ее быстродействие и надежность.Наиболее близкой по технической сущности к предлагаемой является система программного управления металлорежущим станком, содержащая устрбйстао ввода данных, функциональный генератор, каждый выход которого подключен на вход цепи из последовательно соединенных для каждой координаты фазовогд преобразователя, дискриминатора, привода подачи и датчикаобратной связи, выход которого связанс управляющим входом дискриминатора,и устройство для компенсации износаинструмента, включающее первые и вторые цифроаналоговые преобразователи,,причем вторые снабжены входами вводазнака компенсации, а также операцион 10 ные усилители и блок задания величины компенсации (заДающий регистр,счетчик, цифровое множительное устройство). На вход устройства для компенсации поступает сигнал, выражающий15 суммарный вектор скорости, сигналы,выражающие проекции вектора скоростина оси координат Х и У, и сигнал зацания величины компенсации. Выходыустройства, несущие информацию о поп 20 равке на компенсацию износа, связаныс приводами подач (.23,В известной системе сигнал компейсации износа вырабатывается при нали"чии информации о перемещении вектораскорости ) и пропадает при ее исчезновении (так как при этом единичныйвектор нормали обращается в нуль)Это может привести к искажению контура обрабатываемой детали (,в результа 30 те "зареза" или "выбега" фрезыОтсутствие; памяти в устройствах для станках с эас записью программы по перйомпенсации делает невозможным запись вой обрабатыра атываемой детали и тем саединичного вектора нормали в станках мым ввести вввести в таких станках компенсас записью программы по первой обраба- цию износа ин тноса инструмента или обеспетывземой детали (где неизбежны оста- чить их работу ора оту от одной программы,новки, так как ввод данных осуществля- но с инструмент5ентом различного диаметется в процессе ручного управления). Ра, а также упростить систему управА это, в конечном счете, не позво- ления путем исключения функционально.ляет ввести компенсацию износа ин- сложных элементов (2-х цифроаналогострумента, что снижает эффективность вых преобразователей и 4-х операционсистемы управления. Кроме того, в 1 О ных усилителей ) и введением болееобщем случае для обеспечения высокой простых элементов с большим динамичесточности работы известных систем в ким диапазоном работы (2-х счетчиков,широком диапазоне подач, достигающем 2-х регистров и элемента сравнения).в некоторых случаях М=1000, устрой На фиг.1 изображена функциональство для компенсации износа значи 15ная схема системы на фиг.2тельно усложняется. ма напряжений на входах блока сравЦель изобретения - расширение функ- нения; на фиг.З - схема векторныхциональных возможностей системы путем преобразований, осуществляемых описыобеспечения воэможности записи еди- ваемой системой.ничного вектора нормали к обрабатываемому контуру одновременно с записью 20 ввода данных, связанный с синхрофици,программы по первой обрабатываемойдетали и упрощение системы. импульсов, каждый выход 4 и 5 котороПоставленная цель достигается тем, го подключен на входы 6 и 7 цепи изчто в систему программного управления последовательно соединенных для кажметаллорежущим станком, содержащую 3 Я дого канала управления (координат Хпоследовательно соединенные блок и У) синхрофицированиых по входамввода, датчик и генератор импульсов 8 и Э фазовых преобразователей 10и в каждом канале управления первый. и 11, дискриминаторов 12 и 13, привои второй цифроаналоговые преобразо- да подачи 14 и 15 соответственно пователи и последовательно соединенные ЗО координатам Х и У и датчиков обратнойфазовый преобразователь, дискримина" связи 16 и 17, выходы которых связанытор, привод подач и датчик обратной с управляющими входами 18 и 19 дискри.связи, выход которого подключен ко минаторов 12 и 13, и устройство 20второму входу дискриминатора, а вход для компенсации износа инструментаструмента,привода подач соединен с выходом вто- З входы 21 и 22 которого подключены крого цифроаналогового преобраэовате- противоположным (относительно коордиля, первый вход которого подсоеди- нат ) выходам 4 и 5 генератора 3, анен к выходу блока задания величины выходы 23 и 24 - ко входам 25 и 26компенсации износа инструмента, нер- соответствующих (относительно коордивый и второй выходы генератора им- нат ) приводов 14 и 15.пульсов подключены к первым входам 40 устройство для компенсации износафазовых преобразователей первого и инструмента 20 содержит первые 27второго каналов управления соответ- и 28 и вторые 29 и 30 цифроаналоговыественно, а вторые входы фазовых пре- преобразователи, вторые иэ которыхобразователей подключены к синхро- снабжены входами 31-34 ввода знаканизирующим входам системы, введены 45 компенсации, блок 35 задания величиныблок сравнения и в каждый канал уп- компенсации износа инструмента, счетравления - последовательно соединен- чики 36 и 37, счетные входы которыхные счетчик и регистр памяти, первый 38 и 39 связаны с входами 21 и 22вход счетчика подключен ко второму устройства 20, регистры памяти 40 ивходу регистра памяти и к выходу ур 41, блок 42 сравнения с выходами 43блока сравнения, а выходы - к соот- и 44 записи проекций на оси коордиветствующим входам блока сравнения нат единичного вектора нормали. Вычерез первый цифроаналоговый преоб- ходы каждого счетчика 36 и 37 черезраэователь данного канала Управления, цифроаналоговые преобразователи 27входы регистра памяти каждого канала и 28 связаны со входами 45 и 46 блокауправления соединены с соответствую - 42 сравнения и через регистры 41 и 4055щими вторыми входами цифроаналогового преобразователя и с выходами 29 и 30 - с соответ т (- с соответствующими относистемы, а вторые входы счетчиковпеРвого и второго каналов Управления 24 устройства 20. Кроме того, выхоподключены ко второму и первому вы ды регистров 40 и 41 подключены соходам генератора импульсов соответ- к выходам записиственно. Сбросовые входы 47 и 48 счетчиковЭто позволяет обеспечить возмож и 37 и управляющие (запи управляющие записывающие/ность записи единичного вектоРа нор" входы 49 и 50 регистроврегистров связаны смали к обрабатываемому контуру в35 задания величины компенсации свя-зан с установочными входами 52 и 53,которыми снабжены цифроаналоговыепреобразователи 29 и 30,Цифроаналоговые преобразователивыполнены таким образом, что имеют(фиг. 2) характеристики: арккосинусную - 27, арксинусную - 28, линейную - 29 и 30.Счетчики 36 и 37 по сбросовым входам 47 и 48 имеют временную задержку,достаточную для переноса чисел в регистры 40 и 41.На Фиг,З схематично изображеныобрабатываемый контур 54, траектория55 движения центра режущего инструмента (эквидистанта), вектор 56 скорости, по которому вычисляется повернутый относительно него на угол90 о единичный вектор 57 нормали (и),Модуль вектора 56 задается импульсами 58. Проекции 59 и 60 вектора 56соответственно на оси Х и У в числоимпульсной форме подаются на входы22 и 21 устройства 20, которое вычисляет проекции и, пединичного вектора 57 нормали на оси координат,Интервал 1 между двумя соседнимиточками 61 и 62 эквидистанты, на котором вычисляются проекции единичноговектора нормали, является интервалом.дискретизации эквидистанты по единичному вектору. На фиг.З изображен также угол Р наклона единичного векторанормали к оси Х.Система управления работает следующим образом.Информация об эквидистанте (считанная с программоносителя или выработанная преобразователями при записи программы по первой обрабатываемойдетали ) поступает иэ блока 1 вводаданных в генератор 3, где она распределяется по двум координатам и ввиде последовательности импуяьсовс выходов 4 и 5 подается на преобразователи 10 и 11, которые преобразуют унитарный код в фазу сигнала.Дискриминаторы 12 и 13 выделяют разности фаэ, возникающие на их входах,и подают сигнал на приводы 14 и 15.Последние отрабатывают задаваемоекоординатное перемещение до тех пор,пока сигнал ошибки, поступающий навходы 18 и 19 дискриминаторов 12 и13 с датчиков 16 и 17 обратной связи,не будет полностью скомпенсирован.Так, в общем случае осуществляетсяработа известных фазо-импульсныхсистем управления без коррекции наразмер и износ режущего инструмента.Одновременно импульсы унитарногокода поступают с выходов 4 и 5 генератора 3 на входы 38 и 39 счетчиков36 и 37 устройства 20, заполняя их.Текущее значение чисел, находящихсяв счетчиках, преобразуется в аналоговые сигналы О 4 и О 46 при пОмощипреобразователей 27 и 28, причем преобразователь 27 реализует зависимость(фиг.2):К ОГС С 05 - ,45 (1)а преобразователь 28 реализует зависимостьО 46 =К ОГС 5 Ю (2)где О 4,О 46- напРЯжения на выходахпреобразователей 27 и 28И - число импульсов, которымзадан модуль единичноговектора нормали (,т.е,интервал дискретизацииэквидистанты);п 3,пму - числа, находящиеся всчетчиках;15 К - коэффициент преобразования (,пропорциональности).Блок 42 непрерывно сравниваетнапряжения,О 45 и О 4, подаваемые наего входы 45 и 46, и в момент равен 20 ства этих напряжений выдает с выхода51 сигнал на перенос содержимого(и 6 в - и; п 3 =и) счетчиков 36 и 37 врегистры 40 и 41 и (через задержкувнутри счетчиков) на сброс счетчиков,Поскольку напряжения О 4 и О 4есть суть выражения углов, то этопроисходит в момент, когда модульвектора нормали достигает заданногозначения И=сопь 1 (принятого эа единичную меру), При этом состояние30 счетчиков 36 и 37 определяется выраиеииемий + иу =И=сии 51)- = С 05 У--- = 53 Ч (4)35т.е. числа, находящиеся в счетчиках36 и 37 в момент равенства напряжений О 4 и О 46,на входах 45 и 46 блока42, выражают проекции п и пвектора57, модуль которого И (принятый за0 единичный) на оси координат.Записанные в регистры 40 и 41 числовые значения соответственно и ипу хранятся там до прихода на входы49 и 50 очередного импульса переноса4 и присутствуют на выходах записи 43 и44, откуда они поступают в аппаратуру записи единичного вектора 57 нормали. 40 С выходов регистров 40 и 41 числовые значения и и п поступаюттакже в преобразователи 29 и 30,имеющие линейную характеристику пре.- образования. Туда же по входам 3134 поступает информация о знаке компенсации, определяемая логическимблоком (не показан ) , а по входам52 и 53 - информация о величине компелсации (из блока 35) износа режущего инструмента,60 Необходимая величина компенса;ииьй может быть задана путем изменениякоэффициента пропорциональности преобразователей 29 и 30,например изменением величины напряжения, питающего65 эти преобразователи,Проекция иксов 4 на ось Х вектора поправки ь йна компенсацию износа инструмента или его размер поступает с выхода 23 устройства 20 на вход 25 привода 14, где суммируется с координатными командными сигналами.Проекция аешьо Р на ось У вектора поправки аналогичным образом поступает на вход 26 привода 15.В связи с тем, что вычисление единичного вектора 57 нормали производится по вектору 56 скорости, повернутому относительно вектора норма ли на угол 90 о, входы 21 и 22 блока 20 подключены к противоположным выходам 5 и 4 генератора 3.Числовое представление проекций единичного вектора нормали на оси координат, образующееся на выходах регистров 40 и 41, может найти широкое применение в системах управления с записью програьеаа по первой обрабатываемой детали, так как в настоящее время такие программойне содержат информации о единичном векторе нормали, а поэтому не позволяют вводить коррекцию на размер режущего инструмента.Экономический эффект достигается при эксплуатации станков с ЧПУ за счет обеспечения воэможности ввода поправки на компенсацию износа инструмента или его размер в фрезерных станках с записью программы по первой обрабатываемой детали и упрощения системы.формула изобретенияСистема программного управления металлорежущим станком, содержащая последовательно соединенные блок ввода данных и генератор импульсов и в каждом канале управления первый и второй цифроаналоговые преобразователи и последовательно соединенные фазовый преобразователь, дискриминатор, привод подач и датчик обратной связи, выход которого подключен ко второму входу дискриминатора, а вход привода подач соединен с выходом второго цифроаналогового преобразователя, первый вход которого подсоединен к выходу блока задания величины компенсации износа инструмента, первый и второй выходы генератора импульсов подключены к первым входам фазовых преобразователей первого и второго каналов управления соответственно, а вторые входы Фазовых преобразователей подключены 15 к сннхронизирующим входам система,о т л и ч а ю щ а я с я тем, что, с целью расширения Функциональных возможностей н упрощения системы в нее введены блок сравнения и в щ каждый канал управления - последовательно соединенные счетчик и регистр памяти, первый вход счетчика подключен ко второму входу регистра памяти и к выходу блока сравнения, а выходы - к соответствующим входам блока 25сравнения через первый цифроаналоговый преобразователь данного канала управления, выходы регистра памяти каждого канала управления соединены с соответствующими вторыми входами цифроаналогового преобразователя и с выходами системы, а вторые входы счетчиков первого и второго каналов управления подключены ко второму и первому выходаМ генератора импульсов 35 соответственно. Источники инФормации,принятые во внимание при экспертизе 1. Авторское свидетельство СССР 4 О Р 136153, кл. 6 05 В 19/38, 1959. 2. Патент США Р 3679955,кл. 318-572, опублик, 1972 (прототип)Составитель Н. СарбашеваЦиткина Техред Н.Келущак Корректор И.Муска акто ал ППП Патент", г. Ужгород, ул. Проектна Заказ 10902/70 Тираж 951 ВНИИПИ Государственного комите по делам изобретений и откры 113035, Москва, Ж, Раушска
СмотретьЗаявка
2588678, 10.03.1978
ПРЕДПРИЯТИЕ ПЯ В-2750
ШИСТКО ПАВЕЛ ГЕОРГИЕВИЧ, КОТ АЛЕКСАНДР ГАВРИЛОВИЧ
МПК / Метки
МПК: G05B 19/39
Метки: ctahkom, программного, управленияметаллорежущим
Опубликовано: 15.02.1981
Код ссылки
<a href="https://patents.su/6-805262-sistema-programmnogo-upravleniyametallorezhushhim-ctahkom.html" target="_blank" rel="follow" title="База патентов СССР">Система программного управленияметаллорежущим ctahkom</a>
Устройство для компенсации размерного износа инструмента

Номер патента: 629042
Опубликовано: 25.10.1978
Авторы: Гусев, Малахов, Федоров
МПК: B23Q 23/00
Метки: износа, инструмента, компенсации, размерного
...длинойобшей нормали обрабатываемого зубчатого колеса, периодически взаимно смещаярабочие половины резцовой головки по мере износа режущих кромок резцов инструмента. Это.позволит значительно стабилизировать точность эубообработки и резкоувеличить размерную стойкость резцовыхголовок Оно содержит гидропилиндры 1 и 2, разноименные полости которых с равными эффективными плошадями соединены меж ду собой с помощью распределителей 3 и 4; Линии распределителей, идущие к о гидроцилиндрам, в исходном, положении объединены внутри распределителей, а линии напорные, связанные с насосом, слив ные, связанные с баком, в исходном поло жении распредедителей закрыты. Порш ни гидроцидиндров 1 и 2 соединены через кольцевые штоки с рабочими рядами...
Устройство для автоматического поиска дефектов в логических блоках

Номер патента: 1108451
Опубликовано: 15.08.1984
Авторы: Байда, Гладков, Подкопаев, Семеренко, Шпилевой
МПК: G06F 11/00
Метки: блоках, дефектов, логических, поиска
...генератор импульсов, три триггера, дешифратор, три элемента И,пять элементов ИЛИ, причем выход генератора импульсов соединен с первыми входами первого и второго элементов И, второй вход и выход первого элемента И соединены соответственно с прямым выходом первого триггера и со входом первого распределителя импульсов, первый - пятый выходы которого соединены соответственно с первыми входами первого - четвертого элементов ИЛИ и с шестым выходом блока управления, единичный вход первого триггера соединен с четвертым входом блока управления и нулевым входом третьего триггера, единичный вход и инверсный выход которого соединены соответственно со вторым входом блока управления и с первым входом третьего элемента И,выход которого...
Устройство для выполнения матричных операций

Номер патента: 1800462
Опубликовано: 07.03.1993
Авторы: Грачев, Корякин, Кухарев, Тихонравов
МПК: G06F 15/347
Метки: выполнения, матричных, операций
...синхровходам всех регистров, второй настроечный вход 42 вычислительного блока подключен к входу управления чтением первого регистра 27,Вычислительный блок (фиг,4) содержит узлы вычисления квадрата 53, квадратного корня 51 и обратной величины 50 числа, накапливающий сумматор 52, два регистра 46, 49, умножитель 47, мультиплексор 45, два узла 43, 48 памяти и блок 44 микропрограммного управления. Причем узел 53 вычисления квадрата числа, накапливающий сумматор 52, узел 51 вычисления квадратного корня числа, узел 50 вычисления обратй величины числа и первый регистр 46 единены последовательно, первый и второй входы умножителя 47 подключены соответственно к выходу первого регистра 46 и первому выходу второго узла 48 памяти, выход...
Цифровая машина для управления процессами электронно лучевой микрообработки

Номер патента: 608163
Опубликовано: 25.05.1978
Авторы: Власенко, Деркач, Згуровец, Куделько, Ракитский
МПК: G06T 17/50
Метки: лучевой, микрообработки, процессами, цифровая, электронно
...стола блок 7 соединен двухстороннимисвязями ЗО, ЗО с блоком 9. Выход блока 849 соединен с блоком 9 шиной 31, по которой передается корректирующее воздействие для компенсации угловой погрешности.Обмен числовой информацией между блокамн машины происходит по кодовым магистралям 32, - 32,З,К шине 33 регулирующих воздействий подключаются отклоняющая система электронно-,лучевой установки, шина 34 бланкирующнх сигналов, модулирующих ток луча, шины 35 и 36управления величиной тока и ускоряющим наМ пряженнем, шина 37 сигналов от датчиков перемещения координатного стола, шины 3838 приводов перемещения и вина 39 приводаповорота координатного стола вина 4 О сигналов от маркерных знаков.На фиг. 2 показано устройство 41 задающих преобразователей,...
Цифровая интегрирующая структура

Номер патента: 900300
Опубликовано: 23.01.1982
Автор: Криворучко
МПК: G06J 1/02
Метки: интегрирующая, структура, цифровая
...канала прираще ний 10 и элементы И отрицательного канала приращений 11.Выход блока ввода 1 соединен с первым входом каждого решающего блока 2, второй вход каждого из которых соединен с первым выходом блока управления 3, 10Первый выход каждого решающего блока 2 соединен со входом блока управления 3 и с первым входом блока вывода 4, второй вход которого соединен со вторым выходом блока уп равления 3, третий выход которого соединен с первым входом каждого сдвигающего регистра положительных приращений 5, с первым входом каждого сдвигающего регистра отрицатель- .20 ных приращений 6 и со входом каждого программного регистра сдвига 7.Вход блока ввода 1 соединен также с первым выходом блока управления 3, а группа выходов блока ввода 1...
Предыдущий патент: Устройство для контурного программногоуправления
Следующий патент: Система управления технологическимпроцессом
Случайный патент: Состав для удаления остатков канифольных флюсов после пайки