Способ изготовления керамической формы
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки






Текст
СОЮЗ СОВЕТСКИХиРЕСПУБЛИК д) В 22 С 9/О ОБРЕТ НИЕ У личаю"ческий картого аео и керакас формыогнеупормическую ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРи иви ъ . К АВ ЮРСЙОМУ(53) 621.744.3:621.74.045(088.8) (56) 1. Авторское свидетельство СССР В 799896, кл, В 22 С 7/02, 1978.2. Авторское свидетельство СССР У 863145, кл. В 22 С 9/04, 1979. (54)(57) 1. СПОСОБ ИЗГОТОВЛЕНИЯ КЕРА ИИЧЕСКОЙ ФОРМЫ ПО РАЗОВОЙ МОДЕЛИ, преимущественно для крупногабарит,ной, тонкостенной, слоанопрофипьной ,отливки, включающий послойное нанесение на модельный блок керамической суспензии и обсыпки огнеупорным,.801093385 А наполнителем с последующей сушкойкаждого слоя, удалением модели и прокаливанием формы, о т л н ч а ющ и й с я тем, что, с целью повыаения размерной точности и улучщения качества отливки, предварительноизготавливают керамический каркасформы по дополнительной модели, азатем на нем изготавливают модельный блок путем закрепления моделейотливки с литниково"питающей системой. пособ по п.1, о я тем, что керами изготавливают ного материала,форму1 10933Изобретение относится к литью повыплавляемым моделям, а именно к изготовлению керамической формы по ра,зовой модели для отливки крупногабаритных, сложнофасонных, тонкостенныхдеталей.Известен способ изготовления моделей для увеличения их размерной точности, в котором отдельные части модели, ранее изготовленные, размещают 10в пресс-форме и соответственно фиксируют вкладышами определенно расположенными, и проводят эапрессовкупо частям с дополнительной допрессовкой, что компенсирует общую усадку 111.15Однако этот способ изготовлениятонкостенных моделей для габаритныхотливок не устраняет коробления моделей в процессе их транспортировкии обрезки из-за малой собственнойжесткости.Наиболее близким к изобретению потехнической сущности и достигаемомурезультату является способ изготовления литейной формы, включающий пос,лойное нанесение керамической суспен.эии и обсыпки огнеупорным наполнителем на составной модельный блок споследующей сушкой каждого слоя, уда.лением модели и прокаливанием формы Г 23.Однако применить известный способдля получения тонкостенных отливокневозможно, так как одностороннийстержневой ящик из выплавляемогоматериала получается методом свободной заливки по постоянной модели.Это не обеспечивает заданной чистотыповерхности отливки из"за образования спаев на поверхности модели,а также при крупногабаритных отливкахсвободная заливка не позволяет получить требуемой точности одностороннего стержневого ящика и, следовательно отливки,Целью изобретения является повышение размерной точности и улучшениекачества отливки,Для достижения поставленной целисогласно способу изготовления керами 50ческой формы по разовой модели, преимущественно для крупногабаритной,тонкостенной, сложнопрофильной отливки, включающему послойное нанесениекерамической суспензин на модельныйблок и обсыпки огнеупорным наполнителем с последующей сушкой каждого слоя,удалением модели и прокяливанием формы, предварительно изготавливают ке 85 1рамический каркас формы по дополни-.тельнои модели, а затем на нем изготавливают модельный блок путем закрепления модели отливки с литниковопитающей системой,При этом керамический каркас формы изготавливают иэ того же огнеупор.ного материала, что и керамическуюформу.По сравнению с известным предла"гаемый способ изготовления керамической формы обеспечивает получениекрупногабаритной, тонкостенной, сложнофасонной отливки заданной точности,так как модель для изготовления фрагмента и сам керамический каркас контролируют по базовым поверхностямшаблонами. Кроме того, модели элементов отливки выполнены по пресс-формам, которые контролируют по требуемым размерам с заданной точностью,Элементы литниково-питающей системы выполнены совместно с моделямии припаиваются только в местах стыка. Так устраняется возможность коробления модели при сборке во времяпайки. Способ сборки модельного блокана керамическом каркасе полностьюустраняет усадку моделей, так какбазовая поверхность уже сформирована .и проверена. Модели элементов отливки также проверены и абсолютно на"дежно приклеены к базовой поверхности керамического каркаса, что ис;ключает брак по соровым включениямиз-за подтекания суспензии в местахстыка. Материал керамического каркаса и материал формы выбирают однород.ным, следовательно, усадка всей формы одинаковая, что повышает точностьформы. Сборка на керамическом каркасе позволяет выполнить сложную литииковую систему с расчетными сечениямиэлементов, не ужесточая ее.На фиг.1-7 показан порядок операций изготовления керамической формыаП р и м е р. Поверхность отливкиразбивают на повторяющиеся элементы(бобышки 1-4), выбирают базовую поверхность для изготовления керамического каркаса формы, на котором собирают модели элементов отливки.Изготовляют деревянную модель 5полусферы (фиг,2), которую монтируют на подмодельном щите 6. Бобьппки7 и 8, расположенные на модели, являются знаками для стержней. Модельзаключают в кожух 9, Рабочие по1093385 3верхности модели 5, подмодельного щита 8 и кожуха 9 окрашивают бакели" товым лаком и сушат. Затем в полость заливают расплав формопласта и после его затвердевания извлекают модель, Получают эластичный слой 10 (фнг.3). Получают форму для изготовления базо вой поверхности керамического каркаса. На эту поверхность наносят пасто образный раствор возврата модельной массы, образуя толщину слоя 40- 50 мм. Устанавливают каркас 11, который несущими стержнями вмазывают в стенку модели 12 (фиг.4). После полного остывания модель 12 вместе с каркасом 11 извлекают из кожуха 9 и снимают эластичный слой 10, вклады вая его снова в кожух 9 для дальнейшего Хранения. Модель обмазывают сус пензией с обсыпкой электрокорундом. Сушку проводят в вакуумно-аммиачном шкафу, затем модель удаляют в водяной ванне, извлекают каркас. Получа ют керамический каркас 13 формы (фиг.5), который затем просушивают и проверяют геометрию базовой поверхности шаблонами (фиг,5). Эту по" верхность покрывают раствором канифо ли в спирте и приступают к сборке модельного блока (фиг.б). Каждую модель по контуру припаивают к базовой поверхности керамического карка. са, предварительно фиксируя ее знаками керамических стержней, Припаивают остальные модели элементов литниково-питающей системы (14-17), Пространство между моделями закладывают калиброванными пластинами .церезина соответствующей толщины (5-8 мм) для образования требуемой толщины стенки отливки. Места стыков тщательно заклеивают и заглаживают. 4Для осуществления операции обмазкнна свободной поверхности полученного керамического каркаса 13 (фиг,7) закрепляют транспортную арматуру (17- 20). Нанесение огнеупорного покрытия на поверхность модельного блока прово дят следующим образом: в полость внут ренней сферы заливают гидролизованный раствор этилсиликата 40 для того, 1 О чтобы пропитать знаки стержней. Послевыдержки 7-10 мин раствор сливают и полость заполняют суспензией, которую тоже сливают и полость засыпают элект рокорундом с одновременной обсыпкой свободной поверхности керамического каркаса. Проводят сушку в вакуумноаммиачном шкафу. После 12-кратного повторения этих операций на поверхности модельного блока получают кера.2 О мический слой 21 (фиг.7), образующийсобственно форму полусферы с "вмазанным" в нее керамическим каркасом 13. УдаленИе церезиновой модели полусферы и моделей элементов литниковопитающей системы. проводят вытопкой . в водяной ванне. Затем форму прока.ливают, охлаждают и подают на заливку. 30Таким образом, реализация литейной формы с керамическим каркасом позволяет выполнить сложную конфигу" рацию отливки с наименьшими затратами на изготовление оснастки, так как 35отливка разбита на отдельные элементы, модели которых можно выполнить по пресс-формам из гипса, эпоксипласта или металла, габариты которых позволяют работать на прессах или шприц-машинах с малым объемом камер для модельной массы.
СмотретьЗаявка
3595677, 25.05.1983
ПРЕДПРИЯТИЕ ПЯ Р-6564
КАРЕПИН ЛЕВ ПЕТРОВИЧ, КУДРИН ИВАН АЛЕКСЕЕВИЧ, ПЛОТНИКОВ ЮРИЙ ВАСИЛЬЕВИЧ
МПК / Метки
МПК: B22C 9/04
Метки: керамической, формы
Опубликовано: 23.05.1984
Код ссылки
<a href="https://patents.su/6-1093385-sposob-izgotovleniya-keramicheskojj-formy.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления керамической формы</a>
Опока для форм литья по выплавляемым моделям

Номер патента: 295341
Опубликовано: 30.09.1982
Авторы: Агафонов, Велемицын, Головач, Дружкин, Матвеев, Орлов
МПК: B22C 21/00
Метки: выплавляемым, литья, моделям, опока, форм
...корпус снабженцапфами и установлен поворотно в опорах цапф, электроды выполнены в виде 20дополнительных подвижных стенок с винтовой регулировкой расстояния междустенками.В предложенной опоке можно формоватькерамические блоки различных габаритов 25и производить в ней как сушку и прокалку форм, так и выплавку модельного материала из форм и заливку их металлом.На фиг. 1 и 2 изображена предлагаемаяопока в двух проекциях, 30Опока включает корпус 1, съемные дно 2 и крышку 3, наптановлены дно ицапфы 6, два винподжатия.В опоку формуют керамический блок, поджимают электроды к смеси, обеспечивая надежный контакт их со смесью.На электроды подают напряжение и осуществляют операции сушки покрытия и выплавки модельной массы. Затем опоку кантуют на...
Способ прокаливания форм, получаемых по выплавляемым моделям

Номер патента: 948531
Опубликовано: 07.08.1982
Авторы: Ботте, Казачков, Кириевский, Марфунин, Чихачев, Шипулин
МПК: B22C 9/12
Метки: выплавляемым, моделям, получаемых, прокаливания, форм
...Формы при достижении ими в процессе прокаливания температуры 500 С подвергают гамма-облучению.Выбор температуры, при которой производят облучение, обусловлено тем, что повышение температуры при радиолитичеоких процессах,разложения углеводородов благоприятствует реакциям отрыва водорода, диссоциации углерод-углеродной связи. Повышение температуры благоприятствует также реакциям разложения углеводородных радикалов. Чтобы термодеструкция шла наиболее эффективно, радиоактивное облучение должно производиться при температуре порядка 5000 С. При Этом гамма-излучение, воздействуя на неразложившиеся углеводородные соединения, вызывает более энергичный распад их, тем самым интенсифицируя процесс выделения газообразных продуктов из...
Суспензия для изготовления литейных форм, получаемых по выплавляемым моделям

Номер патента: 876251
Опубликовано: 30.10.1981
Авторы: Малашонок, Назаренко, Носалевич, Симановский, Шевченко
МПК: B22C 1/06
Метки: выплавляемым, литейных, моделям, получаемых, суспензия, форм
...растворителем, используемым для придания необходимой ЗО вязкости, могут быть спирты, фурфурол, ацетон и т.д.Кислотным отвердителем, необходимым для отверждения связующего, могут быть сульфокислоты.35 1 4При термодеструкции смолы образуются макрорадикалы углерода, активно взаимодействующие с дисперсным алюминием, имеющим высокую активную поверхность, с образованием полукарбидов и карбидов.Образование карбидов сопровождается увеличением объема, которое можно определить по формуле:Ч,айда - Нд 04 СЗч + дд50,26 - 61,50 100 = 22,5 Ж50,26Таким образом, увеличение объема при образовании карбидов компенсирует усадку, происходящую при карбонизации смолы, что приводит к уменьшению усадки форм. Образовавшиеся карбиды алюминия имеют...
Способ сушки форм, получаемых по выплавляемым моделям
Номер патента: 1214313
Опубликовано: 28.02.1986
МПК: B22C 9/12
Метки: выплавляемым, моделям, получаемых, сушки, форм
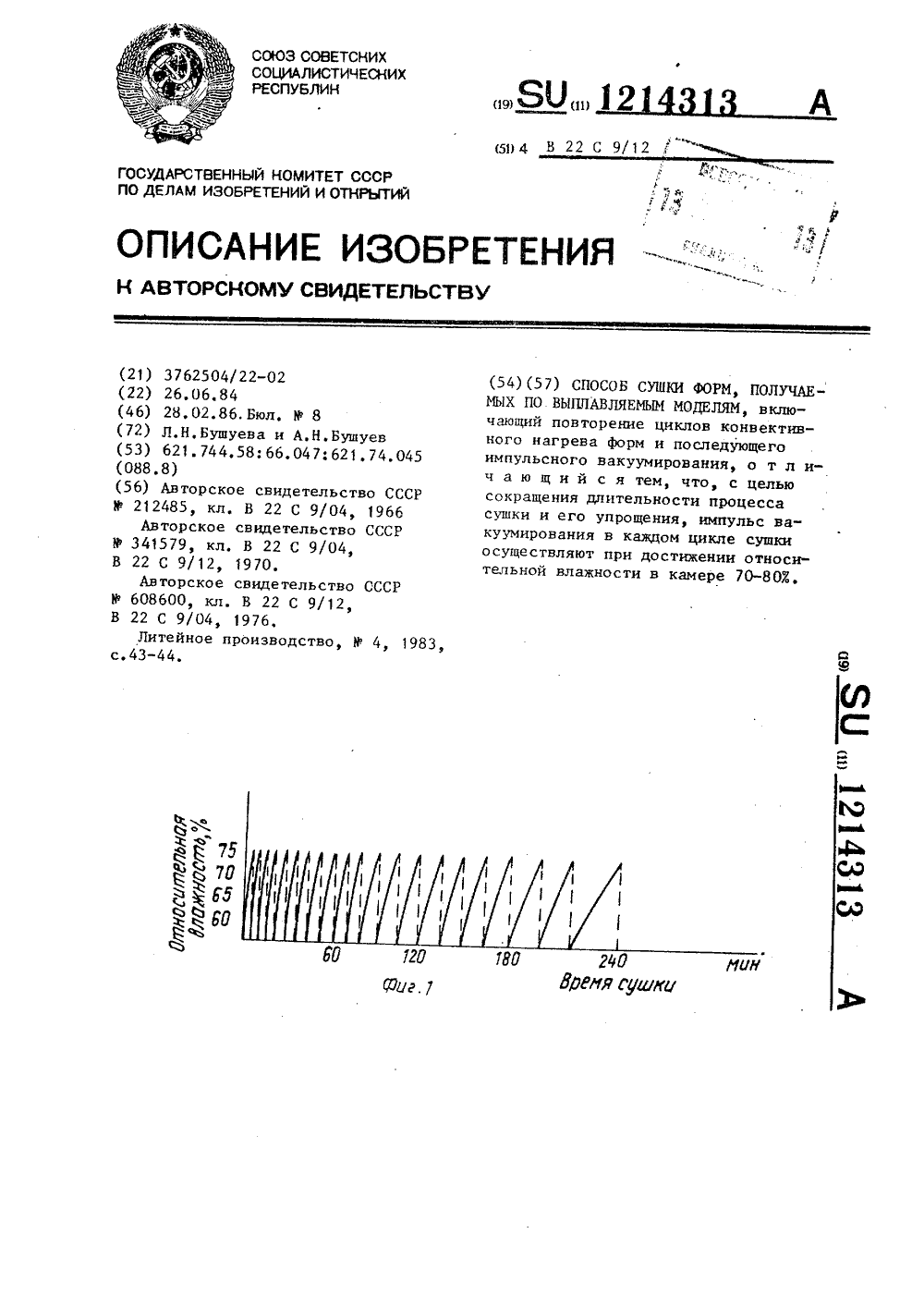
...на фиг,1,из которого следует, что по мере высушивания форм, время, необходимоедля достижения в камере относительной влажности 75%, возрастает. Поэтому длительность периода конвективного нагрева переменна - увеличивается от,цикла к циклу, Общая продолжительность процесса сушки составляет 250 мин.П р и м е р ы 2-5. Сушка формвыполняется способом, аналогичнымпримеру 1, но выбраны другие значения относительной влажности в камере, при которых заканчивается период конвективной сушки, Значения влажнос. ти, а также общая длительность процесса сушки приведены в таблице, П Общая рим р35 Влажность в камере вконце конвективногопериода сушки, % продолжительность сушки,мин75 250 275 80 285 325 360 85 4313 2П р и м е р 6, (Прототип). Формыпосле...
Способ приготовления смазки на основе озокерита-сырца для форм отливки изделий из полиэфируретановой массы

Номер патента: 129008
Опубликовано: 01.01.1960
Авторы: Гаевский, Гординский, Полищук, Шиманский
МПК: B29C 33/60
Метки: массы, озокерита-сырца, основе, отливки, полиэфируретановой, приготовления, смазки, форм
...способ приготовления емазкит на основе озокерита обеспечивает легкое извлечение из формы изделия, которое при этом приобретает гладкую поверхность.Способ осуществляют следующим образом.Из озокерита-сырца отгоняют маслянистые фракции в вакууме около 20 там рт. ст. при 26 О 280 или с водяным паром. После отгонки смолистых фракций продукт обрабатывают 98%-нойт серной кислотой, расходуемой в количестве 25% от веса исходного материала, после чего отделяют кислый гудрон и нейтрализуют массу промывкой горячим 4%-ньтм раствором едкого натра. Получающийся продукт, имеющий температуру каплепадения 65, является смазкой для форм. Смазка может применяться в температурном интервале 5 О 1 О 0 хорошо покрывает поверхность форм (из...
Предыдущий патент: Способ предварительной подготовки графитовой формы
Следующий патент: Приспособление для отбора и быстрого замораживания проб жидкого металла
Случайный патент: Способ получения трехокиси серы