Способ оценки усадки затвердевающих вформе сплавов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 831322
Авторы: Дружинин, Кармалин, Кац, Колпаков, Спиридонов
Текст
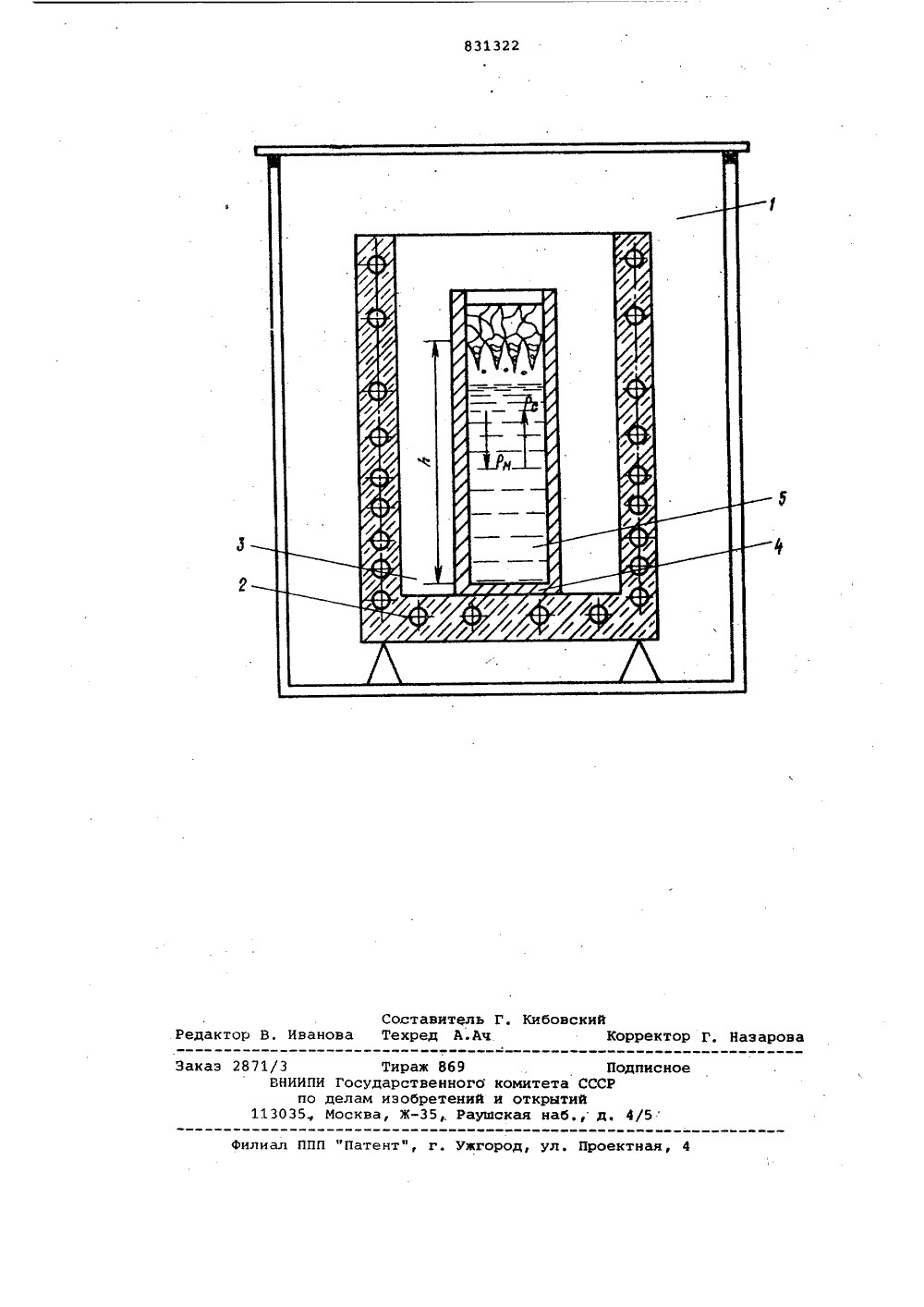
Союз Советских Социалистических Испубанк(5)М, Кл,з В 22 О 27/00 с присоединением заявки Йа(23) Приоритет Гесухарстееаамй коиатет СССР ав хедаи азебретеаай а аткрнтаа(54) СПОСОБ ОЦЕНКИ УСАДКИ ЗАТВЕРДЕВАЮЩИХ В ФОРМЕ СПЛАВОВ Изобретение относится к литью деталей и может быть использовано при разработке технологии отливки и выборе режимов охлаждения затвердевающих сплавов, например при литье в вакууме деталей газовых турбин из жаропрочных сплавов.Эффективность процесса компенсации усадки при затвердевании,. характеризуемая величиной усадочной пористости или плотности, определяется действием следующих сил: газовым (атмосферным или избыточным) давлением Рс металлостатическим давлением Р; капиллярным давлением Рб; 5 давлением выделяющихся при затвердевгфии растворенных газов РВ.Увеличение двух первых сил широко используется в практике для повышения плотности отливок и подавле ния выделяющихся растворенных газов (литье в автоклаве, центробежное литье и т.д,у .При плавке и затвердевании спла-. вов в вакууме влиянием давлений Рт 25 и Р на процесс компенсации усадки .можно пренебречь. Тогда правильная оценка соотносительной роли Р и Р в формировании усадочной пористости ,важна. Преобладающая роль Р озна чает необходимость увеличения размеров питакщих прибылей, т,е. экономически невыгодное уменьшение коэффициента использования металла КИМ). Преобладание Р; означает допустимость уменьшения, прежде всего, высоты прибылей и необходимость создания условий, в которых эффективность действия Р максимальна.При стационарном литье (песчаные, керамические гипсовые, металлические и другие формы ) роль атмосферного давления преобладает над ролью металлостатического, когда направленное против металлостатического атмосферное давление обеспечивает получение плотной без усадочной раковины отливки 1.Недостатком известного способа является то, что относительная роль капиллярных сил в процессе компенсации усадки не выявлена.Цель изобретения - определение соотносительной роли металлического и капиллярного давлений в процессе.Поставленная цель достигается тем, что согласно способу форму со сплавом помещают в вакуумную камеру н подцерживают постоянство противоположной направленности градиентов тем 831322пературы и металлостатического давления по высоте отливки.Преобладание действия той или иной силы определяется величиной, расположением и распределением усадочных дефектов, в том числе усадочной пористости в отливке в направлении противодействия сил.На чертеже изображена схема устройства реализующая предлагаемый способ.Внутри герметичного сосуда 1 располагается нагревательная печь .2 с цилиндрическим рабочим пространством 3, в которое устанавливается литей. ная форма 4 с цилиндрической внутренней полостью для испытуемого ма териала 5. Печь выполняется таким образом, что в рабочем пространстве создается, поддерживается и изменяется по величине постоянный по направлению, снизу вверх, градиент темпес 1 Тратуры , т.е. направленный противоположно градиенту металлостатичесЙРфкого давления- расплавленного ма 25 териала 5 в форме 4.Способ осуществляют следующим образом.Вакуумируют сосуд 1, включают печь 2, создают направленный снизу вверх градиент температур в рабочем пространстве печи 3, форме 4 и материале 5; после расплавления материала в нем по высоте и имеется градиент температур, Частично или полностью уменьшают мощность печи 2, материал при этом эатвердевает в направлении сверху вниз. В процессе и до полного эатвердевания направление градиента температуры в материале сохраняется неизменным. Противо положная направленность Р и Р, таким образом, обеспечивается. В затвердевшем сплаве определяют величину и расположение усадочных дефектов: усадочную раковину или утя жину - визуально, усадочную пористость - в разных по высоте сечениях на шлифах.Если усадочная раковина или утяжина расположена в нижней части отливки и усадочная пористость К в сечениях по величине много меньше коэффициента объемной усадки А (К Ис), значит Р РмЕсли усадочная раковина или утяжина расположена в верхней части отливки и усадочная пористость имеет минимальные значения в нижнем сечении, значит Р Рб.По результатам проведенных опытов для алюминиевых сплавов при высоте отливки ю 100 мм, диаметре 15-30 ьм, перепаде температуры по высоте 10- 30 фС и времени эатвердевания в диапазоне 3-12 мин оказывается, что усадочная пористость на всей высоте отливки не превышает 0,1 1 коэффициент объемной усадки с 3-4), причем в нижней части, отливки на всех образцах.и режимах охлаждения образуется утяжина.Использование преобладающей роли капиллярных сил в компенсации усадки над силами тяжести обеспечивает уменьшение высоты и объем прибылей, повышение производительности литья эа счет размещения в одной, например нагреваемой керамической, форме двух деталей, одна из которых питается .от верхней, а вторая от нижней прибыли.Формула изобретенияСпособ оценки усадки затвердевающих в форме сплавов, о т л и ч а ющ и й е я тем, что, с целью определения соотносительной роли металлостатического и капиллярного давления в период эатвердевания сплавов,форму со сплавом помещают в вакуумную камеру и поддерживают в сплавепостоянство градиентов температуры,и металлостатического давления противоположной направленности по высотеотливки,Источники информации,принятые во внимание при экспертизе1. Спасский АГ. Основы литейного,производства. М.,"Металлургия", 1950,831322 едакт Заказ 2871 Тираж 869ИИПИ Государственного комитета СССпо делам изобретений и открытий35, Москва, ЖРаушская наб.,д дпис но Н
СмотретьЗаявка
2791520, 04.07.1979
ПРЕДПРИЯТИЕ ПЯ А-1697
СПИРИДОНОВ ЕВГЕНИЙ ВАСИЛЬЕВИЧ, КАЦ ЭДУАРД ЛЕЙБОВИЧ, ДРУЖИНИН БОРИС ИВАНОВИЧ, КАРМАЛИН ЮРИЙ НИКОЛАЕВИЧ, КОЛПАКОВ ЮРИЙ НИКОЛАЕВИЧ
МПК / Метки
МПК: B22D 27/00
Метки: вформе, затвердевающих, оценки, сплавов, усадки
Опубликовано: 23.05.1981
Код ссылки
<a href="https://patents.su/3-831322-sposob-ocenki-usadki-zatverdevayushhikh-vforme-splavov.html" target="_blank" rel="follow" title="База патентов СССР">Способ оценки усадки затвердевающих вформе сплавов</a>
Форма для литья заготовок под регулируемым давлением

Номер патента: 900966
Опубликовано: 30.01.1982
Авторы: Котин, Потанин, Сладкоштеев, Шевченко
МПК: B22D 18/04
Метки: давлением, заготовок, литья, регулируемым, форма
...литья заготовок под регулируемым давлением, р содержащей боковые и торцовые стенки и литниковые каналы, соединяющие полость формы с питающим металлопрое водом и полостью прибыльной надставки установленной с возможностью перемещения вдоль оси одного иэ литниковых каналов от поджимного устройства, оси литниковых каналов расположены по диагонали Формы.Возможность движения прибыльной надставки вдоль диагонали отливки обеспечивает свободную усадку ее по длине и высоте.На чертеже показана графитовая форма для отливки под регулйруемым д давлением плоских заготовок, продольный разрез.форма состоит из нижней стенки 1, верхней стенки 2, передней стенки 3 и задней стенки 4, которые в сомкнутом положении образуют полость 5 формы. В нижнюю часть...
Способ литья под давлением керамических изделий в пористых формах с каналами

Номер патента: 1763191
Опубликовано: 23.09.1992
Автор: Крючков
МПК: B28B 1/26
Метки: давлением, каналами, керамических, литья, пористых, формах
...сжатым воздухом до появления его с внешней стороны формы (определяется по появлению пузырьков воздуха иэ трубки в стакане воды, соединенной с каналом формы, визуально) обеспечивает отделение отливки от формы под давлением воздуха непосредственно. Это позволяет исключить размывание фильтром поверхностного рельефа отливки при ее отделении от формы. При использовании давления воздуха менее 0,5 МПа форме не продувается сжатым воздухом (давления воздуха недостаточно для преодоления капиллярного давления капилляров формы), поэтому наблюдается нарушение поверхностного рельефа отливки, Повышение давления воздуха более 1,0 МПа требует усложнения компрессорного оборудования, что экономически нецелесообразно.П р и м е р. Отливали керамические...
Способ интерференционного контроля формы поверхности оптической детали из пористого стекла

Номер патента: 1649265
Опубликовано: 15.05.1991
Автор: Степанов
МПК: G01B 11/30
Метки: детали, интерференционного, оптической, поверхности, пористого, стекла, формы
...компенсации тепловых деформаций, имеющих место при механической обработке оптических деталей,Представленная схема обеспечивает постоянное заполнение объема пор жидкостью (испарение воды из поверхностного слоя пористых деталей компенсируется ее самопроизвольным капиллярным течением) и устраняет возможную местную деформацию ПС при контроле. Следовательно, получаемая интерференционная картина отражает только точность механической об1649265 Составитель Л. ЛобзоваРедактор Н, Федорова Техред М.Моргеитал Корректор М, Демч аз 1867 Тираж 392 ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР113035, Москва, Ж, Раушская иаб 4/5 роиэводствеиио-издательский комбинат "Патент", г, Ужгород, ул.Гагарина, 10 работки и...
Прибор для определения сил трения между отливкой и литейной формой

Номер патента: 131866
Опубликовано: 01.01.1960
Автор: Степанов
МПК: G01D 9/28, G01N 19/02
Метки: литейной, между, отливкой, прибор, сил, трения, формой
...тензомстрические датчики сопротивления (не показаны на чертеже), сосдинснныс в схему моста,Головка 9 прибора, неподвижно закрепленная на станине 1, являясь одновременно литниковой чашей и захватом отливки, соединяется с опокой 4 стержнем 10 с заформованными в нем пластинками-холодильниками. По истечении некоторого времени после заливки металла стержень-вставка полностью разрушается и вместе с холодильниками удаляется. При затвердевании отливки происходит се усадка в напраьлснии к чаше-захвату.Усилия, возникающие при усадке и перемещении отливки относигельно стенок формы, фиксируются датчиками и через усилитель запи сываются на регистрирующем приборе типа ЭПП, на котором одновременно производится запись показаш 1 й тсрмопары 11,...
Прибор для определения силы трения между отливкой и литейной формой

Номер патента: 141267
Опубликовано: 01.01.1961
МПК: G01N 3/00
Метки: литейной, между, отливкой, прибор, силы, трения, формой
...прибор для определения силы трения между отливкой и литейной формой позволяет измерить усилия сопротивления материала формы при усадке отливки, которая вследствие своей конфигурации не может свободно скользить относительно стенок формы, а вследствие наличия выступов или утолщений упирается на отдельных участках в стенки формы.Достигается это тем, что отливка-образец, заливаемая в форму, снабжается ребрами, установленными перпендикулярно ее продольной оси, которые не допускают свободного скольжения отливки относительно стенок формы при усадке, При этом создается возможность измерить тензометрическими датчиками величину сопротивления материала 0)ормы перемещению отливки, имеющей выступы, при ее усадке. Зная это сопротивление, можно...
Предыдущий патент: Устройство для получения металлическихгранул
Следующий патент: Способ обработки расплавов
Случайный патент: 338406