Способ изготовления форм для литья по выплавляемым моделям
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1806033
Авторы: Константинов, Сопин, Сорокина, Шункин

Текст
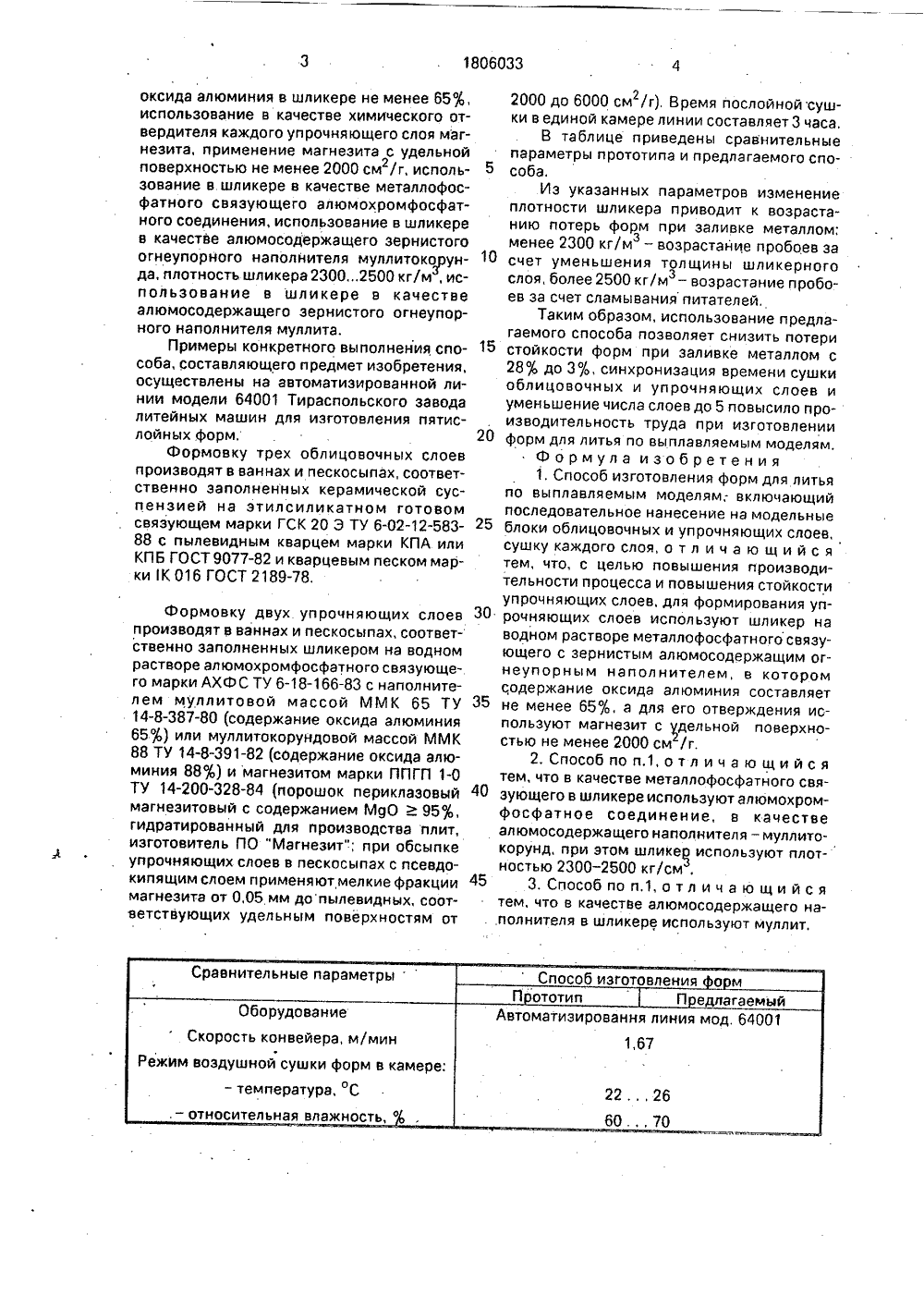
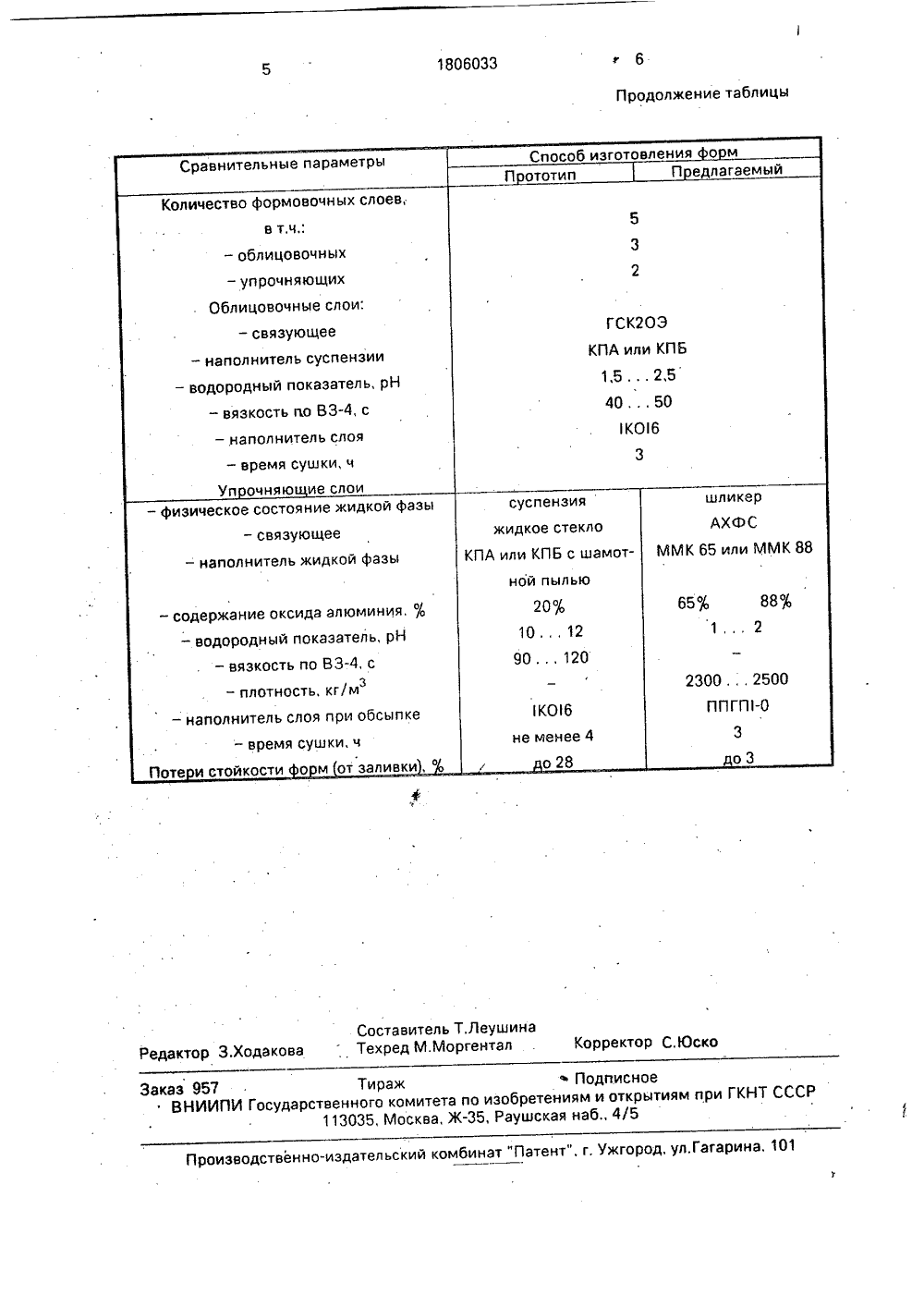
(19) ( 1) С 9 04 51) ЕНТНО ГОСУДАРСТВЕНН ВЕДОМСТВО СС(73) Красного рский механический завод(56) Литье по выплэвляемым моделям,/Подред. Я,И.Шкленника и В,А.Озерова, М: Машиностроение, 1971, с,250-255,Авторское свидетельство СССРМ 204508, кл, В 22 С 9/04, 1968,Технологическая инструкцияКМЗ:БЛ 0,045.419. Нанесение и сушка огнеупорной суспензии по безопочному методулитья по выплавляемым моделям, 1961,Изобретение относится к металлургии и может быть использовано при изготовлении форм для литья по выплавляемым моделям деталей иэ сталей, алюминиевых и медных сплавов без опорного наполнителя,Цель изобретения - повышение производительности процесса и повышение стойкости упрочняющих слоев литейных форм,Поставленная цель достигается тем, что в способе изготовления форм для литья по выплавляемым моделям, включающем последовательное нанесение нэ модельные блоки облицовочных и упрочняющих слоев, сушку каждого слоя, для формирования упрочняющих слоев используют шликер на водном растворе металлофосфатного связующего с зернистым элюмосодержащим огнеупорным наполнителем. При этом сОдержание оксида алюминия в нем состав(54) СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ (57) Изобретение относится к изготовлению форм для литья по выплавляемым моделям для получения деталей иэ сталей, алюминиевых и медных сплавов без опорного нэполнителя. Сущность изобретения; формовку упрочняющих слоев производят в шликере нэ водном растворе металлофосфатного связующего с зернистым нэполнителем при содержании оксида алюминия не менее 55%. Шликерные слои отверждэют обсыпкой магнезитом с удельной поверхностью не менее 2000 см /г, В шликере в качестве наполнителя используют муллитокорунд или муллит 2 з.п. ф-лы, 1 табл,фа ляет не менее 65%. Для отверждения упрочняющих слоев используют магнезит с удельной поверхностью не менее 2000 см /г.В качестве металлофосфэтного связую- Сф щего в шликере используют алюмохром- О фосфатное соединение, в качестве СЬ элюмосодержащего нэполнителя - муллито- С) корунд, При этом применяют шликер плот- ( ) ностью 23002500 кг/смз. ОдВ качестве. алюмосодержэщего наполнителя в шликере используют муллит.Отличительными от прототипа признаками являются использование шликерэ для Ы формирования упрочняющих слоев, применение металлофосфэтного связующего шликера, применение зернистого алюмосодержащего огнеупорного нэполнителя шликера, использование оксида алюминия в кэчестве зернистого наполнителя, содержэние1806033 П ототип П едлагаемый 2226 6070 оксида алюминия в шликере не менее 65%, использование в качестве химического отвердителя каждого упрочняющего слоя магнезита, применение магнезита с удельной поверхностью не менее 2000 см /г, испольгзование в шликере в качестве металлофосфатного связующего алюмохромфосфатного соединения, использование в шликере в качестве алюмосодержащего зернистого огнеупорного наполнителя муллитокозрунда, плотность шликера 23002500 кг/м, использование в шликере в качестве алюмосодержащего зернистого огнеупорного наполнителя муллита.Примеры конкретного выполнения способа, составляющего предмет изобретения, осуществлены на автоматизированной линии модели 64001 Тираспольского завода литейных машин для изготовления пятислойных форм,Формовку трех облицовочных слоев производят в ваннах и пескосыпах, соответственно заполненных керамической суспензией на этилсиликатном готовом связующем марки ГСК 20 Э ТУ 6-02-12-583- 88 с пылевидным кварцем марки КПА или КПБ ГОСТ 9077-82 и кварцевым песком марки 1 К 016 ГОСТ 2189-78. Формовку двух упрочняющих слоев производят в ваннах и пескосыпах, соответственно заполненных шликером на водном растворе алюмохромфосфатного связующего марки АХФС ТУ 6-18-166-83 с наполнителем муллитовой массой ММК 65 ТУ 14-8-387-80 (содержание оксида алюминия 65%) или муллитокорундовой массой ММК 88 ТУ 14-8-391-82 (содержание оксида алюминия 88%) и магнезитом марки ППГП 1-0 ТУ 14-200-328-84 (порошок периклазовый магнеэитовый с содержанием М 9095%, гидратированный для производства плит, изготовитель ПО "Магнезит"; при обсыпке упрочняющих слоев в пескосыпах с псевдо- кипящим слоем применяют мелкие фракции магнезита от 0,05 мм допылевидных, соответствующих удельным поверхностям от Сравнительные параметры Оборудование Скорость конвейера,м/мин Режим воздушной сушки форм в камере:- температура, С. - относительная влажность,2000 до 6000 см /г), Время послойной сушки в единой камере линии составляет 3 часа.В таблице приведены сравнительныепараметры прототипа и предлагаемого спо 5 со ба.Из укаэанных параметров изменениеплотности шликера приводит к возрастанию потерь форм при заливке металлом;менее 2300 кг/м - возрастание пробоев заз10 счет уменьшения толщины шликерногослоя, более 2500 кгlм - возрастание пробозев за счет сламывания питателей,Таким образом, использование предлагаемого способа позволяет снизить потери15 стойкости форм при заливке металлом с28% до 3%, синхронизация времени сушкиоблицовочных и упрочняющих слоев иуменьшение числа слоев до 5 повысило производительность труда при изготовлении20 форм для литья по выплавляемым моделям.Формула изобретения1, Способ изготовления форм для литьяпо выплавляемым моделям; включающийпоследовательное нанесение на модельные25 блоки облицовочных и упрочняющих слоев,сушку каждого слоя, о т л и ч а ю щ и й с ятем, что, с целью повышения производительности процесса и повышения стойкостиупрочняющих слоев, для формирования уп 30 рочняющих слоев используют шликер наводном растворе металлофосфатного связующего с зернистым алюмосодержащим огнеупорным наполнителем, в которомсодержание оксида алюминия составляет35 не менее 65%, а для его отверждения используют магнезит с дельной поверхностью не менее 2000 см /г.2, Способ по п.1, о тл и ч а ю щи й с ятем, что в качестве металлофосфатного свя 40 эующего в шликере используют алюмохромфосфатное соединение, в качествеалюмосодержащего наполнителя - муллитокорунд, при этом шликерз используют плотностью 2300 - 2500 кг/см .45 3. Способ по п.1, о т л и ч а ю щ и й с ятем, что в качестве алюмосодержащего наполнителя в шликере используют муллит. Способ изготовления о м Автоматизировання линия мод. 64001 1,676 1806033 Продолжение таблицы Способ изготовления о м Сравнительные параметры П едлагаемый П ототип Количество формовочных слоев,5 3 2 вт,ч,: ГСК 20 Э КПА или КПБ- время сушки ч Уп очняю ие слои шликерАХФС суспензия жидкое стекло- физическое состояние жидкой фазы- связующее- наполнитель жидкой фазы- наполнитель слоя при обсыпке- время сушки, ч Поте и стойкости о м от заливки,1 К 016 не менее 4 о 3 о 28 Составитель Т.ЛеушинаТехред М,Моргентал . Корректор С,Юско Редактор З.Ходакова Заказ 957 ТиражПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР113035, Москва, Ж, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г, Ужгород, ул,Гагарина, 101- облицовочных- упрочняющих Облицовочные слои:- связующее- наполнитель суспензии- водородный показатель, рН- вязкость по В 3-4, с- наполнитель слояКПА или КПБ с шамот- ММК 65 или ММК 88
СмотретьЗаявка
4919036, 30.01.1991
КРАСНОГОРСКИЙ МЕХАНИЧЕСКИЙ ЗАВОД
СОПИН ИГОРЬ ВЛАДИЛЕНОВИЧ, СОРОКИНА РИММА МИХАЙЛОВНА, КОНСТАНТИНОВ АЛЕКСАНДР СЕРГЕЕВИЧ, ШУНКИН ВЛАДИМИР НИКОДИМОВИЧ
МПК / Метки
МПК: B22C 9/04
Метки: выплавляемым, литья, моделям, форм
Опубликовано: 30.03.1993
Код ссылки
<a href="https://patents.su/3-1806033-sposob-izgotovleniya-form-dlya-litya-po-vyplavlyaemym-modelyam.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления форм для литья по выплавляемым моделям</a>
“гомополимеры замещенного глицидамида иили его сополимеры с окисью этилена в качестве модели плазмозаменителя и способ их получения

Номер патента: 663698
Опубликовано: 25.05.1979
Авторы: Алферова, Кропачев, Куреньгина, Топоркова
МПК: C08G 65/22
Метки: «и—или», глицидамида, гомополимеры, замещенного, качестве, модели, окисью, плазмозаменителя, сополимеры, этилена
...растноряют в воде, выпавшую гидро- окись отделяют центрифугиронанием. Полимер лиофилиэуют до постоянного веса.Выход 3,23 г (85), И - 1,93, что соответствует составу сополимера (ОЭ-ГА 92-8 (мол,),) - 3,5.П р и м е р 4. По методике примера 3 в ампулу вводят 0,088 г (0,000778 моль) А 1(С Н) в хлорбенэоле, 0,007 г (0,000389 моль) воды и 0,088 г (0,002 моль) окиси этилена, молярное соотношение компонентов 1:0,5:2,5. После приготовления каталитического комплекса вводят мономеры;1,06 г (0,005 моль) И,И-диэтил-З-Фенилглицидамида и 1,76 г (0,04 моль, окиси этилена. Сополимеризацию проводят при 70 С 24 ч. Осаждение и обработку полученного сополимера проводят как н примере 3.Выход 2,59 г (92). И - 3,82, что соответстнует составу сополимера ОЭ...
Способ получения облицовочного слоя на формообразующей поверхности постоянных форм и устройство для его осуществления

Номер патента: 1357117
Опубликовано: 07.12.1987
Авторы: Батизат, Бредун, Гетман, Гольдбирт, Гузанов, Кочура, Мазурик, Осипов, Перепечай, Юрченко, Яровинский
МПК: B22C 9/00
Метки: облицовочного, поверхности, постоянных, слоя, форм, формообразующей
...слоя в своей 1 О верхней части крепится к подъемно- транспортному средству 50, позволяющему осуществлять перемешение устройства для нанесения облицовки (кроме формы 2), устанавливать модель 1 в 15 форму 2 (или выемку модели из формы), стыковку (или расстыковку) наращалки 4 с формой 2.Устройство работает следующим образом. 20Расходные бункеры 16, 17 и 22, 23 дозаторов 14,15 и 20, 21 заполняются компонентами облицовочной смеси сразу на несколько доз каждый. Облицовочной смесью определяется выбор ее компонентов и их качество. При помою щи привода 27 включается в работу смеситель 26, в емкость 28 которого из выпускных окон 18,19,24 и 25 дозаторов в определенной последователь -0 ности и через запланированные интервалы времени поступают...
Установка для сушки слоев форм по выплавляемым моделям

Номер патента: 1507511
Опубликовано: 15.09.1989
Авторы: Бочаров, Конотопов, Семененко, Черкасова
МПК: B22C 9/04, B22C 9/12, B22C 9/14
Метки: выплавляемым, моделям, слоев, сушки, форм
...в мелкосерийном производстве отливок по выплавляемым моделям. 5Цель изобретения - ускорение процесса сушки слоев форм и снижение энергозатрат за счет оптимального распределения потока теплсносителя.На фиг,1 изображена предлагаемая 10 установка (разрез А-А на фиг,2); на фиг.2 - то же, разрез Б-Б на фиг1.Установка состоит из камеры 1 со ступенчатыми стенками, выдвижного устройства 2 в виде выкатной тележки со 15 ступенчатой стенкой 3, на которой размещены штыри 4 для установки блоков. В результате сочетания ступенчатых стенок камеры и тележки образуются каналы 5, в которых размещены блоки. 20 Один торец камеры соединен с калорифером, а противоположный - с вытяжной вентиляцией 6.Установка работает следующим образом,25Тележка 2 с...
Способ создания противопригарного слоя на рабочей поверхности литейных форм и стержней

Номер патента: 753523
Опубликовано: 07.08.1980
Авторы: Давыдов, Денисов, Попкова, Эльберт
МПК: B22C 3/00
Метки: литейных, поверхности, противопригарного, рабочей, слоя, создания, стержней, форм
...или барбатацией) до образования однородного пенообразного продукта. Пенообраэный продукт наносят на рабочие поверхности форм и стержней обычными способами, В качестве растворителей, кроме воды, могут быть использованы, например, спирт и другие жидкости. Примером реализации предлагаемого способа мо жет служить следующее;Состав используемого покрытия,:Графит черный 56Бентонит 0,5Сульфитно-спиртовая барда 10,5 3Водный раствор сульфанола4-ный 33При перемешив анни в механической пропеллерной мешалке покрытие переходит в пенообразное состояние с З 5 плотностью покрытия - 1,0 г/см ,чеэ рез 1 час - 1,0 г/см, через 3 часа 1 г/смз, через 24 часа,3 г/см;общее содержание влаги в покрытии33-35,Пониженная плотность в первыетри часа является...
Способ отбора форм овощной фасоли на качество бобов

Номер патента: 1639532
Опубликовано: 07.04.1991
Автор: Суница
МПК: A01H 1/04
Метки: бобов, качество, овощной, отбора, фасоли, форм
...показатель не даст возможность осуществить отбор, так как при скручивании боба в эту фазу боб не рвала- О мывается вообще, Для этого необходимо (д осуществлять дополнительно оценку и от- О бор по характеру разлома боба при разде- Ц лении его по шву, СдУстановлена зависимость между видом разделения створок боба по шву в фазу восковой спелости семян и его качеством. которая доотитает корреляции 0,937-0.993,В восковую фазу зерна. которая длится 6-11 дней, в зависимости от климатических условий, бобы подвергают разделению по шву створок, Полное разделение боба указывает на то, что есть наличие волокна (фиг.1, аорт Цанава 3). В том случае, когда разделение боба по шву не происходи, а створки разрываются поперек, это указывает на отсутствие...
Предыдущий патент: Способ изготовления моделей
Следующий патент: Автомат для изготовления полых стержней по нагреваемой оснастке
Случайный патент: Редуктор к погружному двигателю