Патенты опубликованные 30.03.1987
Способ фрезерования резьбы и устройство для его осуществления

Номер патента: 1299706
Опубликовано: 30.03.1987
Автор: Воронов
Метки: резьбы, фрезерования
...40 мм с количеством зубь- ф ев 2 = Ч и углом между зубьями ФрезыоЪ = 90 . Материал обрабатываемой детали - сталь 45 твердостью НВ = 207,При Фреэеровании детали 5 и Фрезе 4 сообщают согласованное вращение в одну сторону с одинаковой угловой скоростью а, = И и радиальное сблиется относительно детали в пределахвеличины угла между зубьями и перемещается в бсевом направлении,2 с,и.ф-лы, 3 ил,жение 5. В процессе обработки отсил резания на Фреэу 4 и обойму 3передается момент резания, под действием которого пружины сжимаютсяи обойма 3 поворачивается относительоно корпуса 1 на угол 90 до упорафиксатора 8 в поверхность паза, Втаком положении обойма удерживаетсясилой резания до конца обработки,В процессе нарезания резьбы каждый эуб Фреэы...
Устройство для резки отходов

Номер патента: 1299707
Опубликовано: 30.03.1987
Автор: Дитятьев
МПК: B23D 15/06
...перемещаться кинематически связанный с ним хвостовик 5 и подвижный режущий элемент 3 с переключающей пластиной 27, Пружины механизма26 сжимаются, осуществляется резкаотходов. При достижении подвижнымрежущим элементом 3 нижнего положения, конечный выключатель 28 взаимодействует с переключающей пластиной27 и подает сигнал на обратныйход нневмоцилиндра 13, шток которого перемещается в крайнее заднееположение, поворачивая ипонку 11вправо, обеспечивая тем самым разобщение упора 1 О, хвостовика 5 иподвижного режущего элемента 3. Последний под действием пружин механизма 26 перемещается вверх, освобождая рабочую зону устройства для подачи материала, Поворотная шпонка,11 при,этом перемещается в узкой части фигурного паза 9, минуя упор...
Ножницы для резки листового материала

Номер патента: 1299708
Опубликовано: 30.03.1987
Авторы: Габайдулин, Дзюбенко, Сангович
МПК: B23D 15/06
Метки: листового, ножницы, резки
...источниками 8 с соответствующим увеличением количества пар электродов 7. Это приводит к увеличению мощности устройства и возрастанию величины рабочего хода ножа 2. Мощность может -также быть увеличена 5 10 5 20 25 30 35 40 45 50 путем увеличения емкости электроконденсаторов разрядного источника 8.Устройство используется и работает следующим образом.Устройство приводят в подготовительное положение, т. е. раму 1, стоящую на опорах 18 торцами направляющих 3, поднимают. Для этого сначала блокируют выключатели 28, например с помощью тумблера на пульте 43. Затем выключают магниты 39, выводя тем самым концы упоров 34 из впадин ползунов 26, включают муфту 32, освобождая тем самым лебедку 31 от застопоривания. Вслед за этим включают...
Устройство для резки ленты

Номер патента: 1299709
Опубликовано: 30.03.1987
Авторы: Гурьянов, Кашелевский, Квашенкин, Лукашов, Лукин, Тришанов
МПК: B23D 19/00
...заправляется таким образом, что охватывает приводной барабан 1 сверху, затем пропускается под плавающим дополнительным барабаном 8 и задается под ножи 5 и 6, охватив нижний нож, под действием ролика 7 наматывается,на барабан 4, лента наматывается на средшою кассету, обрезь - на боковые.При вращении барабана-ножа 5 лента за счет сил трения протягивается через зоны сопряжения оарабана-ножа 5 и верхнего ножа 6 и затем наматывается на барабан 4. При этом приводной разматывающий барабансинхронно отпускает исходную полосу. Неприводной дополнительный барабан 8, первоначально отвестно сориентировавший полосу относительно горизонтальной оси барабана 5, самоустановившись, сохраняет траекторию движения полосы на протяжении обработки всего рулона....
Устройство для резки труб

Номер патента: 1299711
Опубликовано: 30.03.1987
Авторы: Лукаш, Овчинников
МПК: B23D 21/00
...не превышающую половину радиуса дуги окружности, по которой выполнена рабочая поверхность 4 канавки 3, что обеспечивает угол наклона любой точки рабочей поверхности 4, не превышающий .+30 относительно образующей оправки 1. Кроме того, образующая рабочей поверхности канавки, лсжа 1 цая в плоскости симметрии канавки, наклонена под углом 09 к плоскости, проходящей через ось оправки, Указанные границы диапазона обеспечивают надежное удаление заусенца по всей его глубине, в то время как угол у(0 приводит к частичному удалению его и росту величины усилия прижатия детали и оправке, а при 9 резко растет крутяций момент, передаваемый с оправки 1 ца трубу, что требует приложения значительного дополнительного усилия для удержания трубы.11 ри...
Устройство для удаления дефектов кольцевых сварных швов

Номер патента: 1299712
Опубликовано: 30.03.1987
Авторы: Бараник, Назаровский, Стремешин
МПК: B23D 21/04
Метки: дефектов, кольцевых, сварных, удаления, швов
...звездочка 19, а второй конец ввинчен в резцедержатель 16. С обратной стороны корпус 7 несет центрирующий зажим 20, предназначенный для центрирования и закрепления станка на обрабатываемой трубе 4. Зажим 20 состоит из зажимных губок 21 и 22. Губка 21 через штанги 23 жестко связана с траверсой 24. Губка 22 и траверса 24 снабжены гайками 25 и 26 с правой и левой резьбой, взаимодействующих с зажимным винтом 27. Губка 21 выполнена съемной. В зажиме 20 установлена с возможностью поворота втулка 28, состоящая из двух элементов 29 и 30, соединенны, между собой фиксаторами 31. Фиксатор 31 (фиг. 7, 8) выполнен в виде изогнутых пластинчатых пружин, каждая из которых одним концом 32 закреплена в элементе 30 втулки 28, а другим изогнутым концом 33...
Устройство для резки труб

Номер патента: 1299713
Опубликовано: 30.03.1987
Авторы: Жикленков, Подойницын
МПК: B23D 21/04
...винтом 18. В направляющем пазу корпуса 1 установлен ползун 19 с закрепленной на нем обоймой 20, внутренняя поверхность 21 которой выполнена конической и в рабочем положении взаимодействует с роликом 13 ползуна 12. Ползун 19 соединен со штоком 22 поршня 23, смонтированного в цилиндре 24, закрепленном на стойке 2. гЧежду поршнем 23 и стенками цилиндра 24 образованы рабочие полости 25 и 26, В крышке 27 цилиндра 24 установлен ограничительный винт 28, регулирующий длину хода порщня 23. На шпинделе 10 закреплен шкив 29, соединенный с приводом вращения,Устройство работает следующим образом.Трубу 30 на определенную длину подают в направлении по стрелке Г в отверстие цангового зажима 9. Подачей сжатого воздуха в полость 6 цилиндра 3...
Штамп для резки проката

Номер патента: 1299714
Опубликовано: 30.03.1987
Автор: Шраер
МПК: B23D 23/00
...рычаги 5 отходят от упоров 21, поперечина 1 с подвижным ножом 2 опускается и опирается о прокат 24, опоры 7 нажимают на рычаги 5 так, цто они поворачиваются, касаясь по контактным поверх 5 10 15 20 25 30 35 40 45 50 55 настям х поперечины 1, и вкладыши 9 нажимают на отрезаемую заготовку. Система: верхняя плита 3 - опоры 7 - рычаги 5 - заготовка 24 и поперечина 1 становится замкнутой. Перемещающийся вниз разрезаемый прокат 24 нажимает на поперечину 12, рычаги 14 поворациваются относительно контактных поверхностей у, и вкладыши 15 нажимают на разрезаемый прокат. Система; нижняя плита 10 -- опоры 16 - рычаги 14 - прокат 24 и поперечина 12 сановится замкнутой. Дальнейшее перемещение верхней плиты вызывает срез зажатой отрезаемой заготовки...
Режущий узел устройства резки труб

Номер патента: 1299715
Опубликовано: 30.03.1987
Авторы: Камилова, Степаненко
МПК: B23D 21/00, B23D 23/04
Метки: режущий, резки, труб, узел, устройства
...для резки труб кручением.Цель изобретения - улучшение качества резки тонкостенных труб.На чертеже схематически изображен режуций узел устройства для резки труб кручением, разрез.Режущий узел устройства резки труб кручением содержит кольцевые матрицы 1 и 2, установленные соосно между собой и связанные с механизмом вращения, а также две соосные между собой оправки, выполненные в виде эластичных втулок 3 и 4, каждая из которых ограничена по торцам соответственно шайбами 5, 6 и 7, 8. Механизм раздвижения оправок выполнен в виде неподвижной втулки 9, установленной с возможностью взаимодействия с торцом шайбы 5, и приводного стержня 10 с фланцем 11, пропущенного через отверстия втулок и шайб с возможностью взаимодействия фланцем 11 с...
Устройство для резки труб

Номер патента: 1299716
Опубликовано: 30.03.1987
Авторы: Жикленков, Подойницын
МПК: B23D 23/04
...26, поджатыми в исходное положение пружинами 27. Толкатели 26 шарнирно соединены через коромысло 28 и шток 29 с поршнем 30 силового цилиндра 31. Между поршнем 30 и цилиндром 31 образо. вана рабочая полость 32. Толкатели 26 взаимодействуют с вкладышами 5. В кольцевых канавках между вкладышами 5 и корпусом 1 размещены шарики 33, предназначенные для снижения силы трения между вкладышами и корпусом в процессе поворота вкладыша. На цилиндрических проточках вкладышей 2 и 3 установлены кольца 34, выполненные из антифрикционного материала, например бронзы, Отрезные матрицы 9 и 10 установлены с двух сторон относительно матрицы 8. Позицией 35 обозначена разрезаемая труба,Устройство работает следующим образом.В исходном (нерабочем) положении...
Устройство управления летучими ножницами

Номер патента: 1299717
Опубликовано: 30.03.1987
Авторы: Лебедев, Матвеев, Сидельников, Шакирьянов
МПК: B23D 36/00
...16 происходит его срабатывание. Снгцал от фотолатчика 16 запрещает прохождение илпульсов через неуправляемый делитель 23 частоты В счетчик 22, разрешает запись коэффициента деления в управляемый делитель 19 частоты из счетчика 22 и прохождение импульсов с выхода латчика 20 через делитель 19 на вхол преобразователя 13 частота - -напряжецне. На входе последнего появляется последовательцость импульсов с частотой: 5т. е. эта частота пропорциональна скорости подачи проката. На выходе преобразователя 13 частотанапряжсцне появляется напряжецис .,1, пропорциональное скорости проката.По сигналу от фотодатчика 16 начиняетинтегрирование В прямом няправлеции ицтегрятор 15. При лостижецни передним коццом проката линии фотолспчика 18 на...
Способ пайки радиоэлементов к печатной плате

Номер патента: 1299720
Опубликовано: 30.03.1987
Автор: Горковенко
МПК: B23K 1/00
Метки: пайки, печатной, плате, радиоэлементов
...его принудительно перемещают с помощью паяльников 6 к залуженным торцовым поверхностям 2 радиоэлемента 1, тем самым обеспечивается контакт расплавленного припоя 7 со всей присоединительной торцовой поверхностью 2 радиоэлемента 1.Затем сведенные паяльники 6 поднима" ются, поверхностные силы натяжения припоя ц гравитационные силы разрывают связь между пдяльциками 6 и припоем 7, формируя пдяцо содинение, и далее происходит кристаллизация припоя 7. На всех этапах пайки вакуумный захват 3 прижимает коцлцдтор 1 к контактным площадкам 4, 40 причм с момцта опускания паяльников 6 и ло окончания кристаллизации припоя 7 после пайки вакуум отключается, чтобы не было отсасывания припоя и паров флюса крез возможцгй зазор между вакуумным захватом 3 и...
Устройство для фасонной резки труб

Номер патента: 1299723
Опубликовано: 30.03.1987
МПК: B23K 7/04
...9, шарнирно закрепленной на корпусе 1 и фиксируемой пол необходимым углом р к оси обрабатываемой трубы 1 О с помощью зажима 11.На оси 9 с возможностью поворота вокруг ее продольной оси смонтировано водило 12. На водиле 12 шарнирно закреплена с помощью зажима 13 направляющая 14.Зажим 13 позволяет устанавливать направляющую 14 на необходимом расстоянии от оси 9 ее поворота и под необхолимым углом я к волилу. На направляющей 14 установлена с возможностью возвратно-поступательного перемещения вдоль нее муфта 15, шарнирно соединенная с тягой 8. Устройство работает следующим образом.Обрабатываемую трубу 10 и корпус 1 устройства устанавливают относительно друг друга таким образом, чтобы ось вращения кронштейна 5 совпадала с осью трубы 10. С...
Устройство для резки профильного проката

Номер патента: 1299724
Опубликовано: 30.03.1987
МПК: B23K 7/04
Метки: проката, профильного, резки
...23 рычага 21. Пружина 31 дополнительно растянута, т. е. ролик 24 поджат к копиру 4 с некоторым усилием, которое обсспсчивает мягкий плотный контакт между роликом и копиром. Резак 20 занимает цри этом горизонтальное полокение,Заготовку (профильный прокат) каким- либо устройством подают в зону резки, ориентируют относительно оси симметрии устройства и зажимают.На пульте управления включают кнопку Автоматическая работа. Каретка 15 движется вниз и останавливается по команде от датчика 35. В этот момент ось резака 20 совпадает с краем полки заготовки. Автоматически производится подача смеси газов и ее зажигание, осуществ,.яется прогрсг, края полки заготовки, после чего включается подача режущего кислорода и подача каретки 15 вниз, при этом...
Устройство для дуговой сварки переменным током

Номер патента: 1299725
Опубликовано: 30.03.1987
Авторы: Горлов, Каплан, Махлин, Федотенков, Филиппов, Яшунский
Метки: дуговой, переменным, сварки, током
...4 или 5 в зависимости от полярности на дуге.Одним из исполнений устройства для луговой .сварки переменным током являетсяИспользование предлагаемого устройс вадуговой сварки переменным током позволяет повысить устойчивость горения дуги, а сле довательно, и качество сварного соедицеция.По сравнению с серийными установкамидля сварки переменным током, где регулирование сварочного тока осуществляется за счет иодмагничивация сварочного трацсформатора, предлагаемое устройство для луговой сварки переменным током обеспечивает более стабильный процесс горения сварочной дуги, кроме того, позволяет упростить 5 10 15 20 25 30 35 40 45 схема электрическая принципиальня (фиг.2), которая работает следующим образом.При положительной полуволне питающего...
Источник питания сварочной дуги

Номер патента: 1299726
Опубликовано: 30.03.1987
Авторы: Богатырев, Бойко, Жидков, Хозин
МПК: B23K 9/00
Метки: дуги, источник, питания, сварочной
...в электродах 9. При размыкании электродов 9 возникает электрическая дуга. Идет процесс сварки. При необходимости уменьшить ток в процессе сварки сварщик замыкает переключатель полярности 24 (он может находится непосредственно на защитной маске или на ручке электрододержателя) и реверсивный электродвигатель 19 исполнительным механизмом 18, перемещая сердечник 15 и шток 12 вправо (по схеме) до такой величины, при которой приводной ДВС 1 и асинхронный генератор 2 будут обеспечивать необходимую мощность и ток. В этот момент отключается электродвигатель 19 и исполнительным механизмом 18 будет фиксировать шток 12 в определенной точке, что дает возможность приводному ДВС работать в необходимом режиме.По окончании процесса сварки исчезает...
Устройство для подачи проволоки

Номер патента: 1299727
Опубликовано: 30.03.1987
Авторы: Маркевич, Пасечный, Паско, Петрочук
...натяжного ролика 9 упругий эластичный прижимной бесконечный элемент 5 растягивается, при этом его диаметр уменьшается и образуется зазор между приводным 4 и прижимным 5 элементами. Через направляющие мундштуки 1 и 2 в образовавшийся зазор между приводным 4 и прижимным 5 элементами пропускают сварочную проволоку 10. Регулированием положения натяжного ролика 9 создают необходимое усилие поджатия сварочной проволоки 10 между приводным 4 и прижимным 5 элементами, В рабочем состоянии диаметр прижимного элемента больше диаметра выступов винтовой нарезки приводного элемента.Благодаря своей упругости прижимной элемент 5 входит во впадины винтовой нарезки приводного элемента 4, создавая винтовую пару. При включении привода 6 крутящий...
Шланговый провод для подачи электродной проволоки

Номер патента: 1299728
Опубликовано: 30.03.1987
Авторы: Карпов, Котин, Лутай, Федоров
МПК: B23K 9/12
Метки: подачи, провод, проволоки, шланговый, электродной
...обработки. При этом исключается зашемлецце Э 11 ввиду повышенной упругости шлангового провода. 1 ил.12997282Через отверстие, образованное упругойлентой, электродную проволоку подают в зону сварки. При этом исключается защемление электродной проволоки ввиду повышенной упругости шлангового провода.5 Формула изобретения Составитель Л. НазароваРедактор А. Долинич Техред И. Верес Корректор И. ЭрдейиЗаказ 812/11 Тираж 976 ПодписноеВНИИПИ Государственного комитета СССР по делам изобретений и открытий13035, Москва, Ж - 35, Раушская наб., д. 4/5Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4 1Изобретение относится к сварке и может быть использовано в машиностроительной промышленности при автоматической и...
Способ сварки замкнутых швов плавящимся электродом

Номер патента: 1299729
Опубликовано: 30.03.1987
Авторы: Герасимов, Гилевич, Завирюха, Зайцев, Искра, Лосев, Рябец, Стебловский
МПК: B23K 9/16
Метки: замкнутых, плавящимся, сварки, швов, электродом
...на этомучастке нарушается формирование шваиз-за недостаточного теплового вложения,а при меньших получают чрезмерную величину усиления, что делает невозможнымпроплавление основного металла при перекрытии швов.Благодаря такому способу начала сварки при перекрытии швов даже незначительное увеличение режима сварки дает возможность обеспечить проплавление металла на необходимую толщину при незначительном увеличении общего усиления швав этом месте,Г 1 ри подходе горелки к начальному15 участку сварки осуществляется этап окончания сварки замкнутого шва.Этап окончания сварки делится на дваучастка: перекрытия швов, заварки кратера.На участке перекрытия швов производится увеличение напряжения на дуге искорости подачи электрода до...
Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка

Номер патента: 1299730
Опубликовано: 30.03.1987
Авторы: Гололобов, Еланцев, Кениг, Худяков
МПК: B23K 9/16
Метки: дугового, замыканиями, короткими, плавящимся, промежутка, сварки, электродом, электродуговой
...сварочной ванне по моменту достижения током основной дуги порогового значения позволяет стабилизировать дуговой промежуток и горение основной дуги после разрушения перемычки и предотвратить возникновение преждевременного короткого замыкания, сособствуя стабилизации процесса переноса электродного металла и снижению его разбрызгивания.Кроме того, перемещение конца электродной проволоки от ванны жидкого металла в начале короткого замыкания и к ванне жидкого металла при возбуждении основной дуги путем приложения усилия, зависящего соответственно от тока короткого замыкания и тока основной дуги, в направлении, перпендикулярном оси проволоки, позволяет добиться максимального быстродействия изменения скорости подачи электрода на выходе из...
Устройство для подачи порошка

Номер патента: 1299733
Опубликовано: 30.03.1987
Авторы: Зайцев, Кузнецов, Харитонов
МПК: B23K 9/18, G01F 11/00
...прохождении транспортирующего газа через эжекционную систему питателя в нижней части корпуса создается разрежение, благодаря чему порошок вместе с газом поступает в вертикальную трубку и находится в ней во взвешенном состоянии в виде газопорошковой смеси 2.Корпус 7 разделителя 4 и выхлопной цилиндр 6 выполнены в виде цилиндров и расположены соосно друг относительно друга. При этом входной патрубок 5 расположен по касательной к корпусу разделителя в верхней его части и имеет сечение меньше, чем пространство между корпусом 7 и выхлопным цилиндром 6. Образуемая в корпусе 1 порошкового питателя газопорошковая смесь 2 подается по трубке 3 под избыточным давлением Р, источником которого может служить баллон с газом или компрессорная станция,...
Пистолет для приварки шпилек

Номер патента: 1299734
Опубликовано: 30.03.1987
Авторы: Калеко, Кононец, Моисеенко, Чвертко, Шелест
МПК: B23K 9/20
Метки: пистолет, приварки, шпилек
...из курка 25 и микропереключателя 26.Пистолет, подключенный к источнику питания (не показан), работает следующим образом.Вначале (фиг,З) эксцентрик 11 вручную должен быть повернут таким образом, чтобы губки 7 и 14 были максимально разведены для приема шпильки 8, В этом положении профиль эксцентрика 11 касается упора 17, а зазор между выступом 15 и упором 16 определяет величину хода подвижного зажима со шпилькой 8.Пистолет опускают тремя упорами 2 на горизонтальную плоскость и через отверстие в крышке 23 (либо непосредственно) подают в губки 7 и 14 шпильку 8. Далее,5 10 15 20 25 30 35 40 45 нажатием на курок 25, микропереключате-лем 26 включают электромагнит 22, в результате чего поднимается якорь 21 со штоком 4. Теперь вручную...
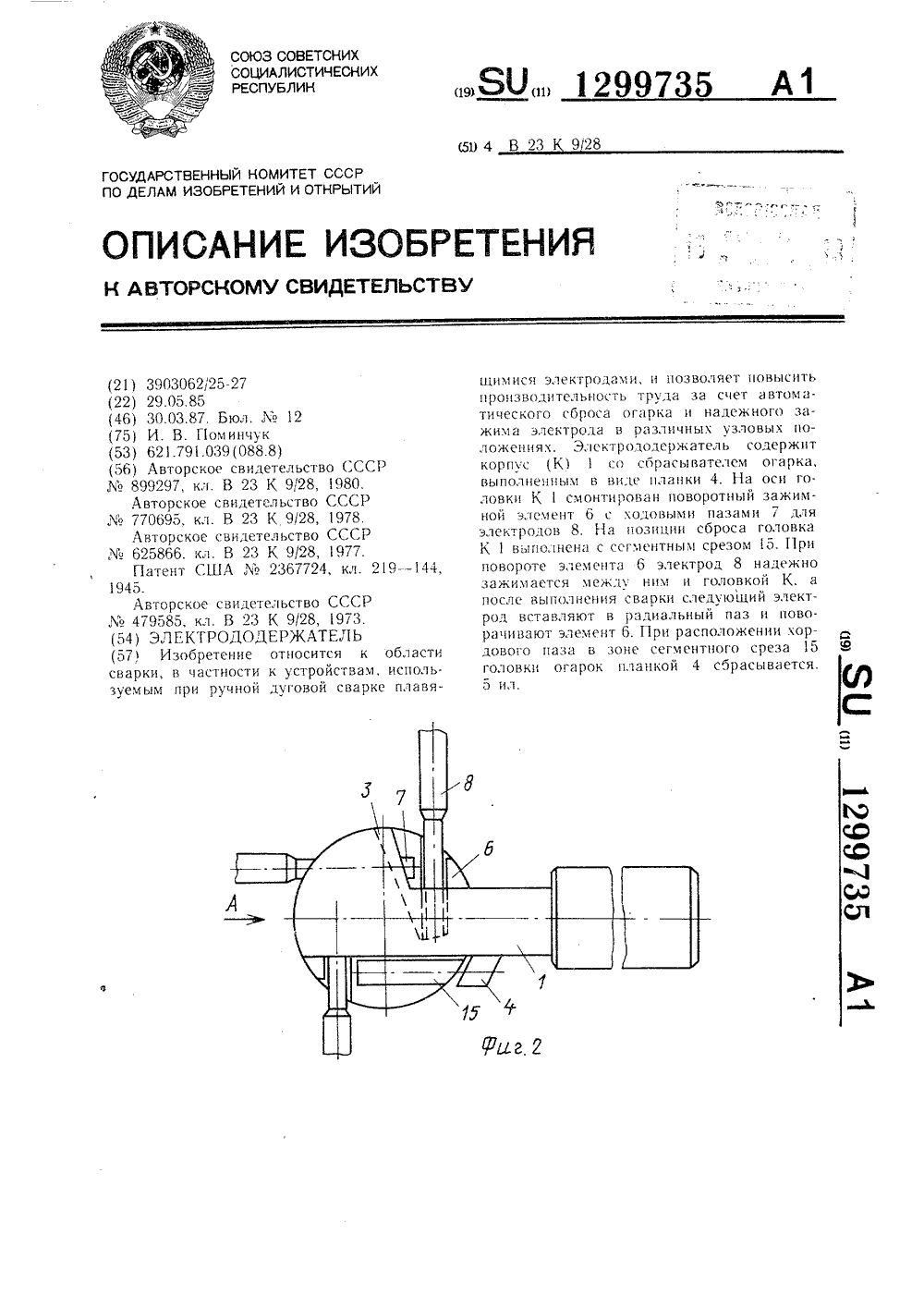
Электрододержатель
Номер патента: 1299735
Опубликовано: 30.03.1987
Автор: Поминчук
МПК: B23K 9/28
Метки: электрододержатель
...глубиной больше половины минимального диаметра применяемого электрода и ширинойболее максимально применяемого диаметраэлектрода.На верхнем торце элемента 6 выполненырадиальные пазы 9 на глубину и ширинумаксимального диаметра электрода для З 0установки поворотного элемента 6 в рабочемположении.На оси стержня 5 в чашеобразных шайбах 10 установлена пружина 11, регулируем а я га й кой 12 на требуем ое усилие. Защитный колпачок 13 закреплен винтом 14. Поворотный элемент 6 и шайба 1 О выполненыс зазором по внутреннему диаметру относительно оси 5 для компенсации их перекоса при установке электрода. Внутреннийдиаметр поворотного элемента выполнен 40с конусом с целью уменьшения трения приего перекосе,Корпус 1 выполнен с цилиндрическойголовкой,...
Электрододержатель для ручной дуговой сварки

Номер патента: 1299736
Опубликовано: 30.03.1987
Авторы: Воеводин, Шестернева
МПК: B23K 9/28
Метки: дуговой, ручной, сварки, электрододержатель
...навстречу друг другу так, что один из выступов губки 18 размещен в проеме губки 17. При этом отверстия на внутреннем выступе губки 17 выполнены с угловыми установочными гнездами со стороны поджатия электродов. 6 ил. 1тий 19, диаметром больше наибольшего диаметра электрода, под электроды, причем эти сверления на внутреннем выступе губки 17 дополнены угловыми установочными гнездами 20 со стороны воздействия пружины 8. Губки 17 и 18 снабжены быстросъемными термостойкими электроизоляторами 21, В токоподводе 2 установлен наконечник 22 электрокабеля 23.,цля сборки электрододержателя перед началом работы с ним полая рукоятка 13 надевается на электрокабель 23 до выхода наконечника 22. Затем наконечник 22 вводится в токоподвод 2, в отверстие...
Устройство для колебаний электрода

Номер патента: 1299737
Опубликовано: 30.03.1987
Авторы: Горлов, Слепкова, Хамритилев, Юрковлянец
МПК: B23K 9/30
...сочлененчерез шпонку 15 с ведомым валом 4, Червяк 12 кинематически связан с корпусом 14,Привод 13 червяка 12 в данном случаеручной, но может быть выполнен автоматически, в виде электродвигателя и следящей системы,Устройство работает следующим образом.Перед запуском производится предварительная настройка устройства для колебаний электродазаключающаяся в том, чтоконечные выключатели 8 устанавливаютсяв положения, соответствующие заданнымпараметрам разделки. Независимая настройка производится ручками 9. Кулачок 7 замыкает один из контактных выключателей 8, что соответствует настройке устройства на прохождение электрода вдоль однойкромки.При этом для получения высокого качества сварки конец мундштука долженперемещаться в непрерывном...
Машина для контактной стыковой сварки

Номер патента: 1299738
Опубликовано: 30.03.1987
Авторы: Головачев, Гостомельский, Замаев, Сытнюк, Тишура, Феофанов, Шевченко
МПК: B23K 11/04
Метки: контактной, сварки, стыковой
...31. Поскольку их скорость будет отличаться на малую величину, то и усилие сжатия пружины 30 изменяется на малую величину, а следовательно, и давление подпитки ци 1299738линдровв процессе перемещения колонны 21 будет изменяться в очень узких пределах. В это время полость 27 пополняется воздухом, а воздух из поршневой полости внутреннего цилиндра через отверстие в поршне 28 поступает в его штоковую полость и частично уходит в атмосферу. При этом перетеканию масла из полости 29 в поршневые полости цилиндров 3 оплавления препятствует обратный гидроклапан 16, прижимаемый к седлу пружиной и давлением в поршневых полостях цилиндров 3.В период оплавления в случае залипания свариваемых заготовок электромеханический привод 6, имеющий...
Устройство для подачи деталей

Номер патента: 1299739
Опубликовано: 30.03.1987
Авторы: Дерябин, Коган, Кондратович, Покровская
МПК: B23K 11/10, B23K 37/04
Метки: подачи
...полка детали 13 окажется зажатой между прижимом 28 и торцом 34 рычага 23.При получении команды обратного хода штоки пневмоприводов 3 и 19 возвращаются в исходное положение. При этом очередная деталь 13 из магазина 1 переместится до соприкосновения с уголком 14 и займет исходное положение для следующей подачи, а пневмопривод 19 переместит деталь 13 в положение, при котором ее нижняя привариваемая часть окажется под торцом верхнего электрода 46.После включения рабочего хода сварочной машины верхний электрододержатель 4 вместе с закрепленным на нем электродом 46, узлом 5 захвата и деталью 13 переместятся вниз, пройдя расстояние Н, до соприкосновения детали 13 с деталью 8, после чего электрододержатель 4 и связанные с ним верхний электрод...
Кисть промышленного робота для контактной точечной сварки

Номер патента: 1299740
Опубликовано: 30.03.1987
МПК: B23K 11/10
Метки: кисть, контактной, промышленного, робота, сварки, точечной
...к выходному фланцу кисти 2. Внутри цилиндра досылания находится шток-поршень 10, который через штифт 11 связан с осью 5 шарнира. Штифт 11 находится в пазу штока-поршня и взаимодействует с ним через пружину 12, находящуюся внутри штока-поршня 10 и установленную с ним соосно со стороны поршня, С другой стороны штифт 11 взаимодействует со стенкой паза шток-поршня и микровыключателем 13.Устройство работает следующим образом. Во время цикла сварки держатели электродов 3, 4 и связанные с ними ось 5 шарнира, штифт 11, шток-поршень 10, пружина 12, микровыключатель 13 остаются неподвижными относительно изделия. Цилиндр 8 перемещается вправо вместе с кронштейном 9 вдоль кромки изделия вместе с кистью робота. После окончания сварки...
Установка для рельефной сварки

Номер патента: 1299741
Опубликовано: 30.03.1987
Авторы: Говорушин, Ильин, Хитрин
МПК: B23K 11/14
...на которой крепится гибкая шина 5 сварочную головку 6 с электродами 7. Плита 4 соединена с корпусом сварочной головки 8 направляющими 9, вставленными в стаканы 1 О корпуса 8. В центральном отверстии корпуса 8 размещен с пружиной 11 поршень 12. В камеры Б корпуса 8 установлены поршневые электрододержатели 13 с электродами 7, между собой изолированные втулкой 14. Пружина возврата 15 электрододержателя одним концом закреплена на корпусе 8, а другим - на,электрододержателе. Элементы сварки - обойма 16 и гайка 17.Установка работает следующим образом.Механизм подъема-опускания 2 опускает сварочную головку 6 до соприкосновения электродов со свариваемыми элементами, после чего корпус головки 8 остается неподвижным, так как доходит до...
Способ управления процессом контактной точечной сварки

Номер патента: 1299742
Опубликовано: 30.03.1987
Авторы: Гавриш, Подола, Романюк, Руденко
МПК: B23K 11/24
Метки: контактной, процессом, сварки, точечной
...усилие при испытаниях сваренных образцов Руазан -- 10 - 11 (даН).2-я серия. Режим сварки тот же, что и при сварке 1-й серии образцов, Свариваемые образцы имеют повышенное начальное контактное сопротивление. Экспериментальные данные представлены в.табл.. В результате испытаний на разрыв разрывное усилие понизилось до 6,4 - 7 (даН), наблюдаются выплески жидкого металла. Качество варки неудовлетворительное.3-я серия. Регулирование подогревного импульса согласно первой части предлагаемого способа, Сварочный импульс оставался неизменным, соответствующим сварочному импульсу 1-й серии опытов. Через свариваемые детали пропускали предварительный импульс тока 1 пр и в момент его максимального значения измеряли 1 и1 зз, Затем, путем...