Система управления технологическим процессом
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
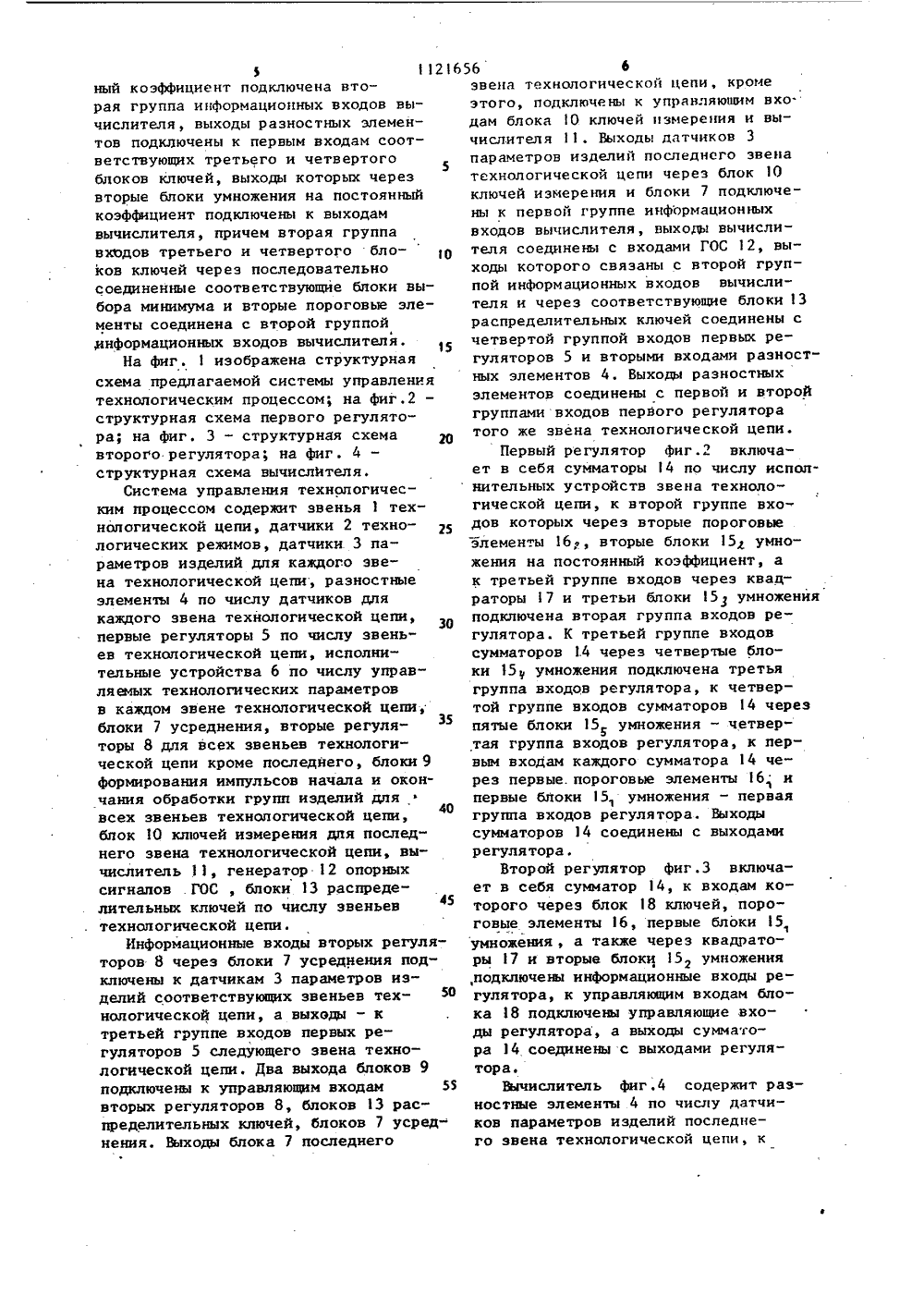
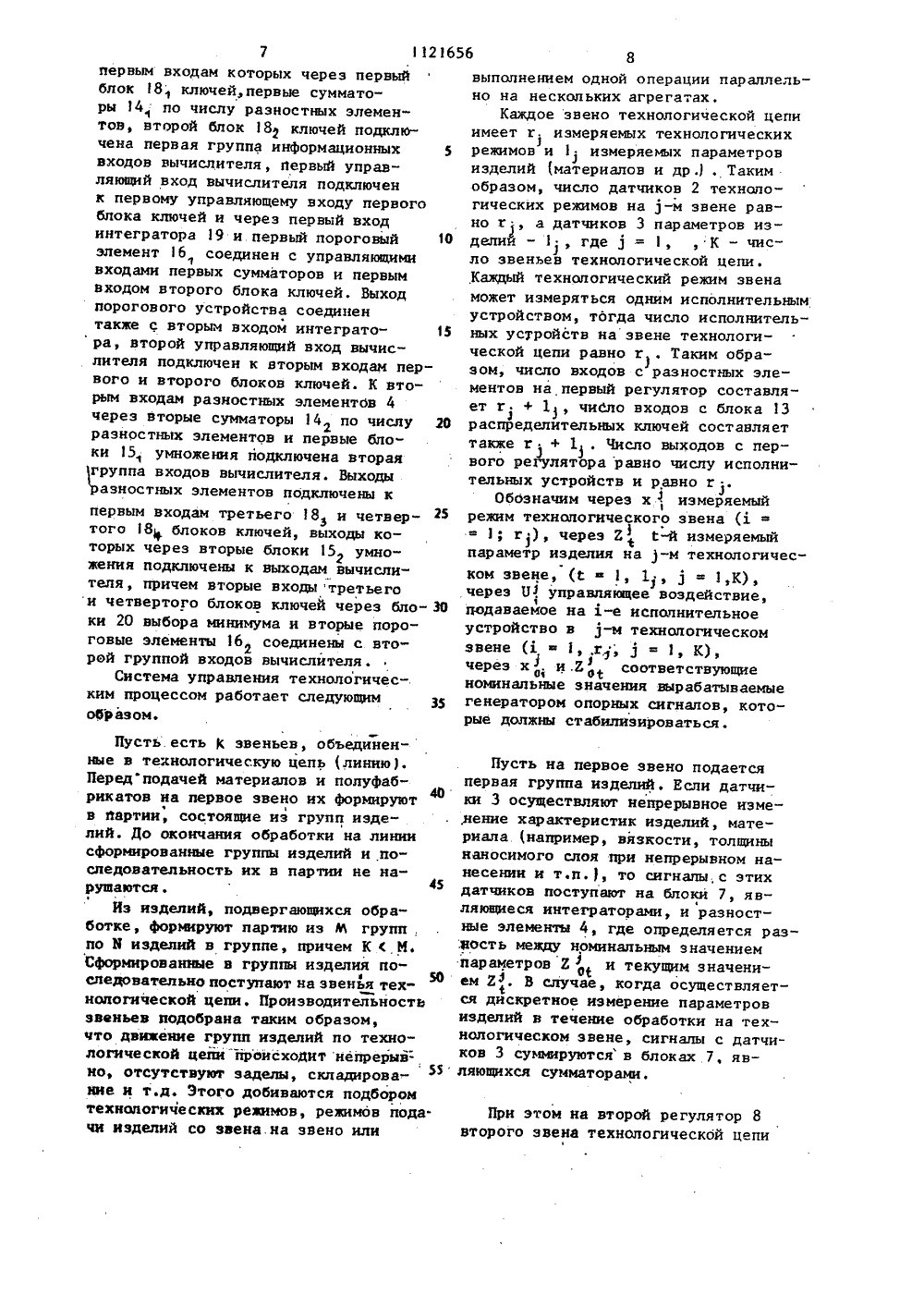
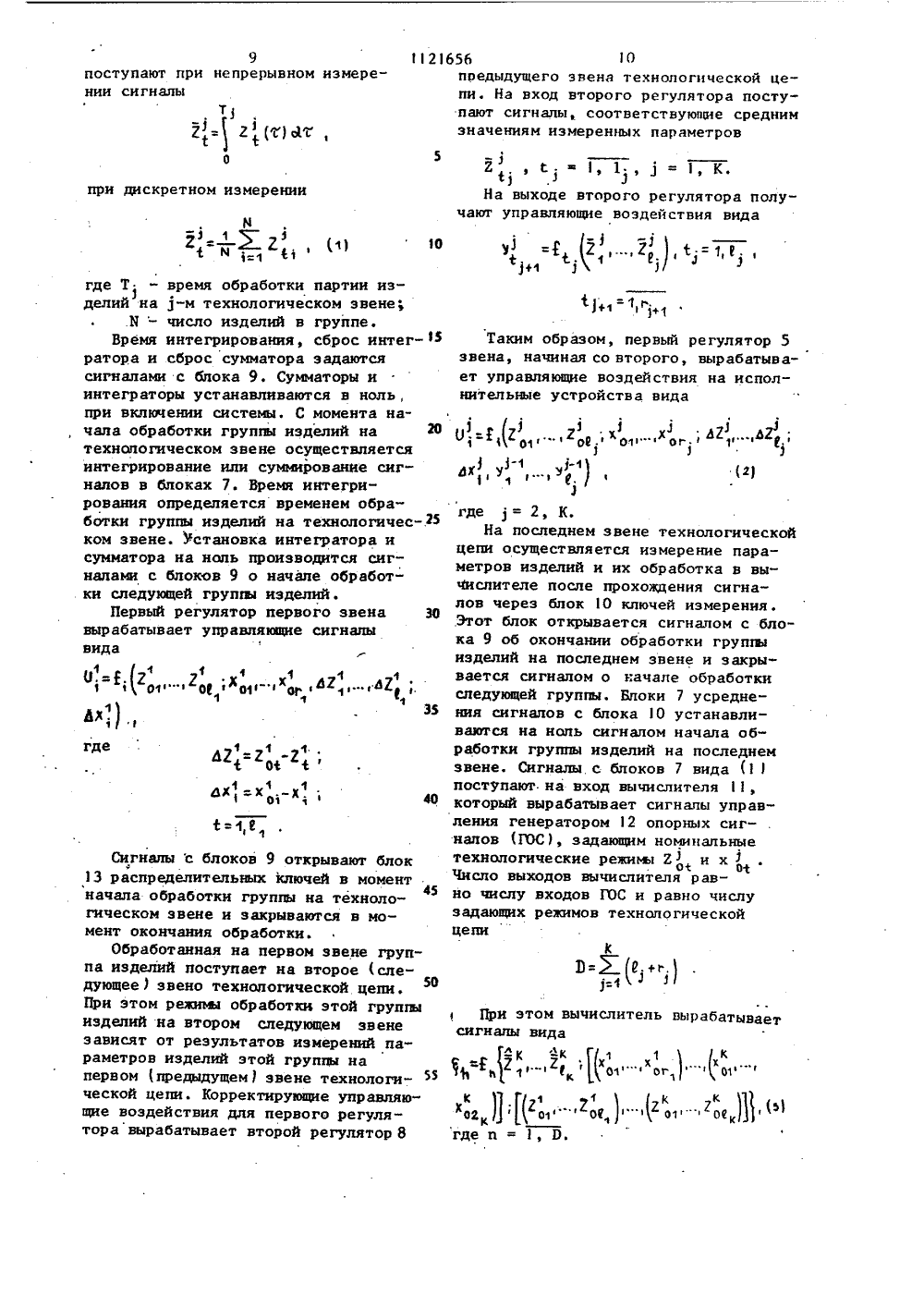
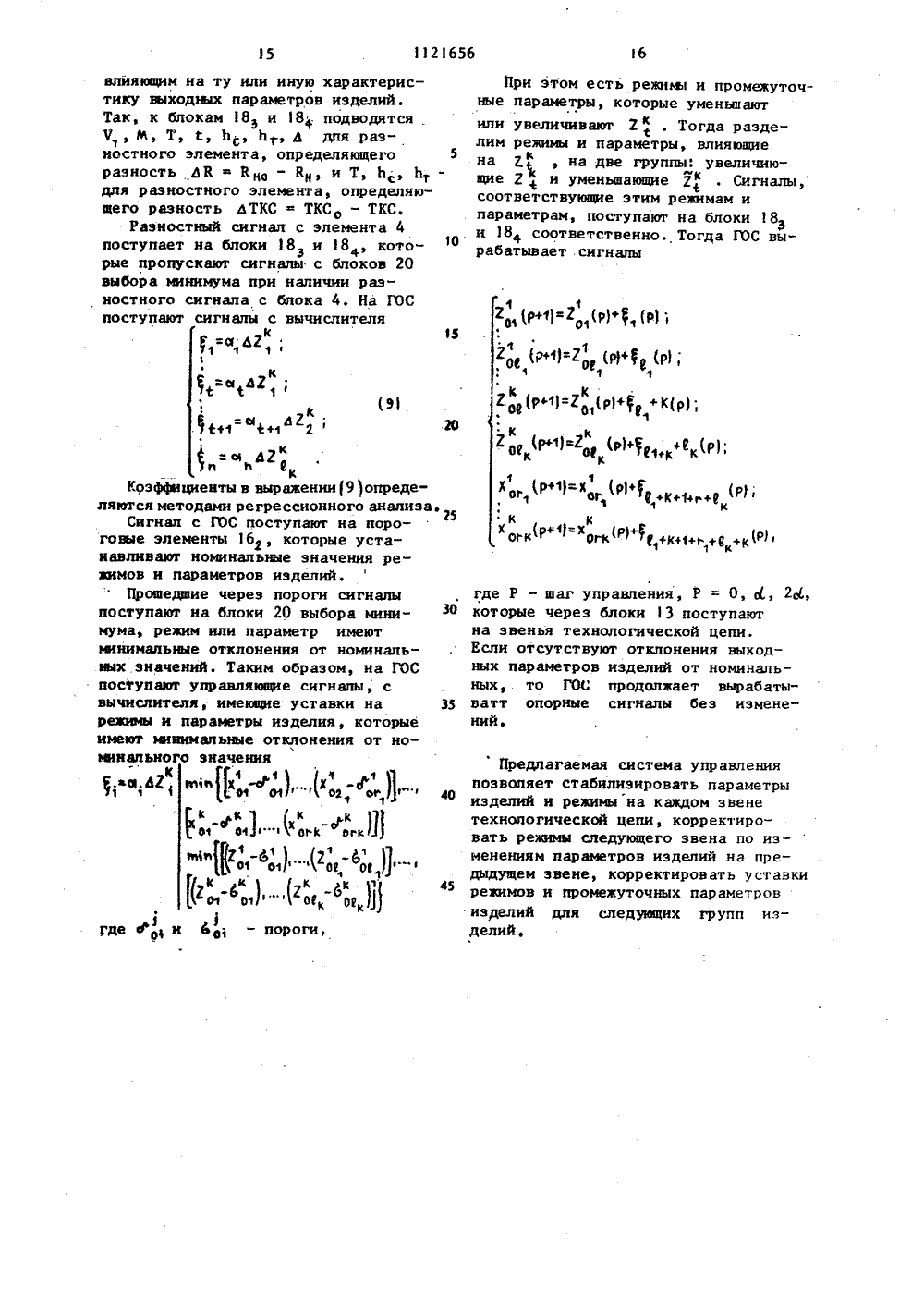
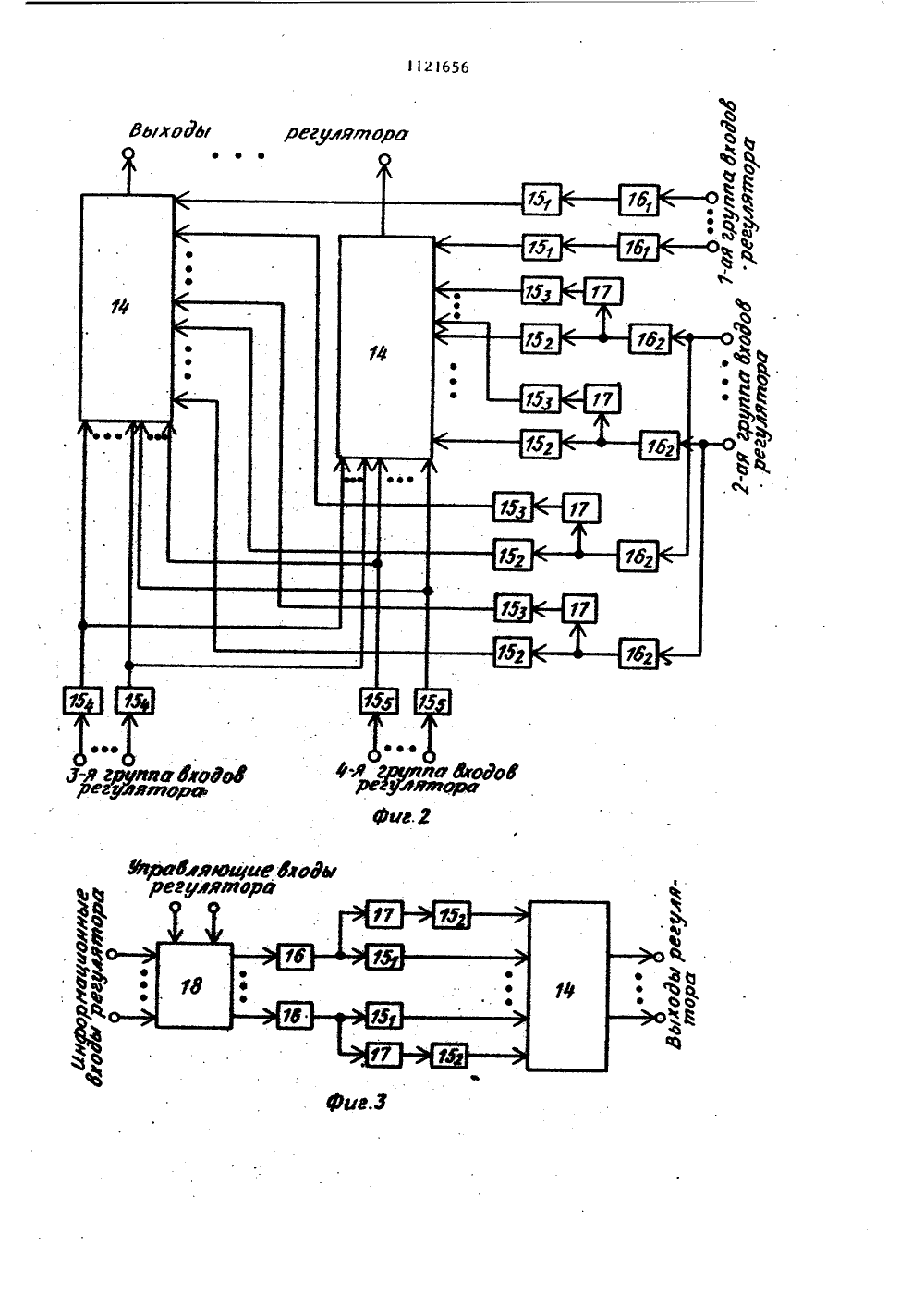
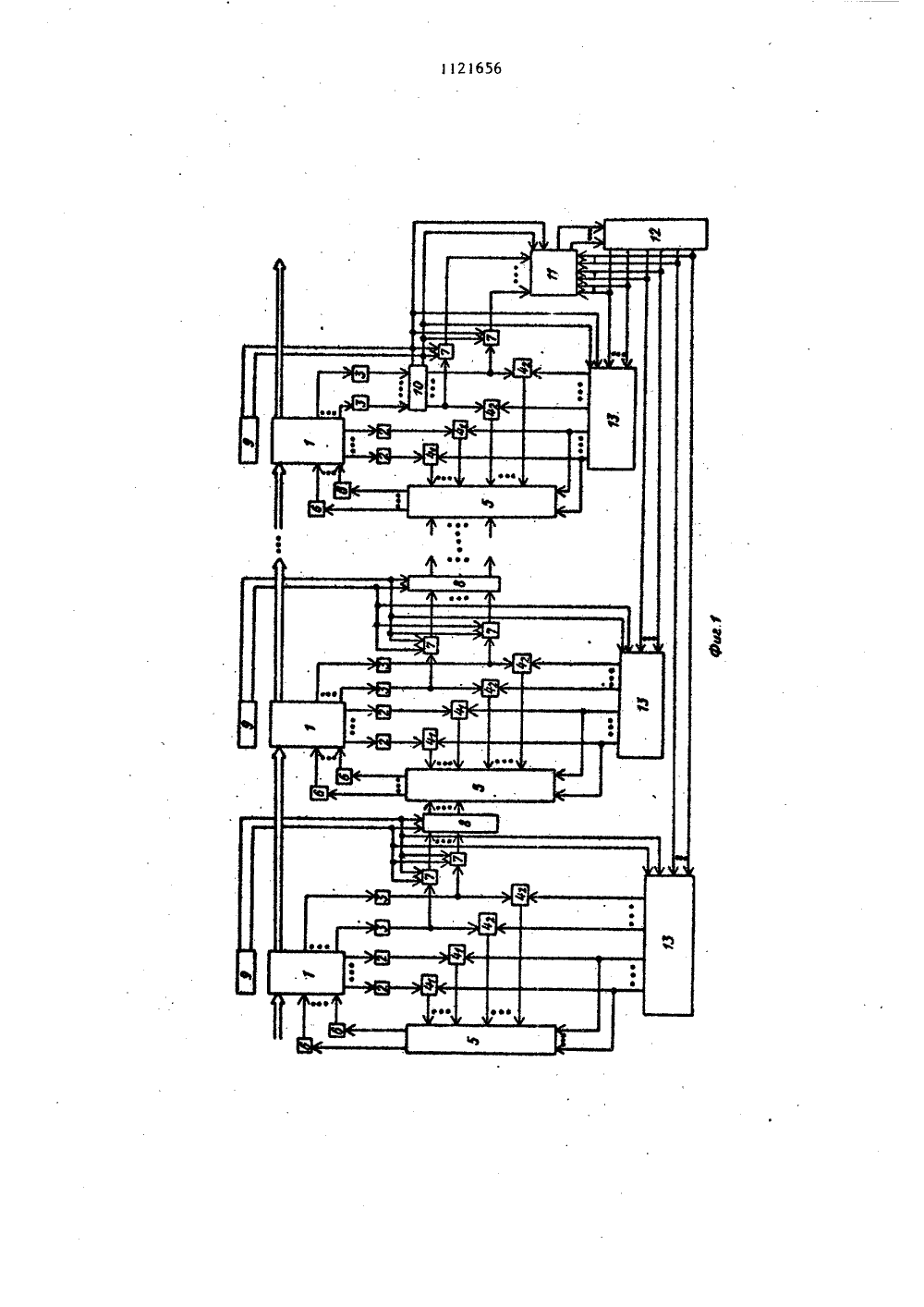
СОЮЗ СОВЕТСНИХСОЦИАЛИСТИЧЕСНИХРЕСПУБЛИН А ЯО 1121656 зцр С 05 Р 23/19 ОПИСАНИЕ ИЗОБРЕТЕНИДК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТЮ1(56) 1. Боброва Г.М., Кущенко Е.И. Комплексная АСУ технологией и производством пассивной части тонкопленочных ГИС.-"Электронная прсиьппленность", 1978, В 9.2, Авторское свидетельство СССР Кф 802931, кл. 0 05 П 27/02, 1981 (прототип).(54)(57) 1. СИСТЕМА УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ, содержащаязвенья технологической цепи, датчикитехнологических режимов и датчикипараметров изделий дпя каждого звена технологической цепи, которыечерез первые и вторые разностныеэлементы соединены соответственно спервой и второй группами входов первых регуляторов по числу звеньев технологической цепи, а выходы первыхрегуляторов соединены с входами соответствующих исполнительных элементовпо числу управляемых технологических параметров в каждом звене технологической цепи, о т л и ч а ю щ а яс я тем, что, с целью сокращениярасхода исходных материацов и увеличения процента выхода годных изделий, в нее введены блоки усредненияпо числу измеряемых параметров изделий, вторые регуляторы для всехзвеньев технологической цепи кромепоследнего, блоки формирования импульсов начала и окончания обработки групп изделий для всех звеньев технологической цепи, генератор опорных сигнапов, блоки распределительных ключей по числу звеньев технологической цепи, а также блбк ключей измерения и вычислитель для последнего звена технологической цепи, причем информационные входы вторых регуляторов через блоки усреднения подключены к выходам датчиков параметров изделий соответствующих звеньев технологической цепи, а выходы - к третьей группе входов первых регуляторов последующего звена технологической цепи, соответствующие выходы блока формирования импульсов началаи окончания обработки изделий подключены к управляющим входам вторых регуляторов, блоков распределительных ключей и блоков усреднения, выходы блока формирования импульсов а начала и окончания обработки групп изделий последнего звена технологической цепи, кроме того, подключены ффффф к управляющим входам вычислителя и Ь 3 блока ключей измерения, включенного вай между выходами датчиков измерения па- фф раметров изделий и входами блоков ф усреднения последнего звенатехнологической цепи, выходы которых соединены с первой группой информационных входов вычислителя, вторая группа информационных входов которого соединена с выходами генератора опорных сигналов и соответствующими информа- фф ционными входами .блоков распределительных ключей, первая группа выхо-, дов которых соединена с вторыми входами первых разностных элементов и четвертой группой входов первых регуляторов, а вторая группа выходов -121656йю грулюа иаорноциоюфйа ЗЬроХевоиФисдмодоЕЮююсфитем й одь ВагчислгияаеВз 7981/37ДШСЙ1121 с вторыми входами вторых разностных элементов соответствующих звеньев технологической цепи, при этом выходы вычислителя соединены с входами генератора опорных сигнапов.2. Система управления по п. 1, о т л и ч а ю щ а я с я тем, что первый регулятор содержит сумматоры по числу исполнительных элементов звена технологической цепи, первые, вторые, третьи, четвертые и пятые блоки умножения на постоянный коэффициент, первые и вторые пороговые элементы и квадраторы, причем первые входы сумматоров через последовательно соединенные первые блоки умножения на постоянен коэффициент и пороговые элементы подключены.к первой группе входов регулятора, вторая группа входов которого через последовательно соединенные вторые по- роговые элементы и блоки умножения на постоянный коэффициент соединена с второй группой входов сумматора, а через последовательно соединенные вторые пороговые элементы, квадраторы и третьи блоки умножения на постоянный коэффициент - с третьей группой входов сумматоров, третья группа входов регулятора через четвертые блоки умножения на постоянный коэффициент соединена с четвертой группой входов сумматоров, а четвертая группа входов регулятора через пятые блоки умножения на постоянньй коэффициент соединена с пятой группой входов сумматоров, выходы которых соединены с выходами регулятора.3, Система управления по и. 1 и 2, отличающая с я тем, что второй регулятор содержит сумматор, квадраторы, первые и вторые блоки умножения на постоянный коэффициент, пороговые элементы и блок кпючей, причем информационные входы регулятора соединены с информаци" онными входим блока ключей, к управляющим входам которого подключены управляющие входы регулятора, выходы блока ключей через последовательносоединенные пороговые элементы, первые блоки, умножения на постоянный коэффициент, сумматор, а также через последовательно соединенные поро 656говые элементы, квадраторы, вторыеблоки умножения на постоянный коэффициент и .сумматор соединены с выходами регулятора. 4. Система управления по пп. 1-3 о т л и ч а ю щ а я с я тем, что вычислитель содержит разностные элементы по числу первых информационных входов вычислителя, интегратор, первые и вторые пороговые устройства, первый, второй, третий и четвертый блоки ключей, первые и вторые сумматоры по числу разностных элементов, первые и вторые блоки умножения на постоянный коэффициент, блоки выбора минимума по числу третьих и четвертых блоков ключей, причем к первым входам раэностных элементов через посиедовательно соединенные первый бпок ключей, первые сумматоры, второй блок ключей подключена первая группа информационных входов вычислителя, управляющне входы которого соединены с управляющими входами первого блока ключей, а первый управляющих вход вычислителя через последовательно соединенные интегратор ипервый пороговый элемент соединенс вторыми входами первых сумматоров первым управляющим входом второго блока ключей и вторым входом интегратора, второй управляющий вход вычислителя соединен с вторым управляющим входом второго блока ключей, к вторым входам разностных элементов через последовательно соединенные вторые сумматоры и первые блоки умножения на постоянный коэффициент подключена вторая группа информационных входов вычислителя, выходы разностных элементов подключены к первым входам соответствующих третьего и четвертого блоков ключей, выходы которых через вторые блоки умножения на постоянный коэффициент подключены к выходам вычислителя, причем вторая группа входов третьего и четвертого блоков ключей через последовательно соединенные соответствующие блоки выбора мини-. мума и вторые пороговые элементы сое 1 динена с второй группой информационных входов вычислителя.1 1 216Изобретение относится к областиуправления и регулирования и можетбыть использовано в приборостроениии машиностроении при последовательной обработке изделий.5Известна система управления технологическим процессом изготовленияпассивной части тонкопленочныхгибридных интегральных микросхем,вк 3 почающая четыре последовательных 10звена технологической цепи ( приготовление резистивной пасты, навесение, вжигание и доводка резистивного слоя), датчики технологическихрежимов 1 дисперсности, электропроводности, вязкости резистивной пасты,температуры и времени вжигания),датчики параметров изделий сопротивления резистивных элементов иТКС ), разностнце элементы, регулятор и исполнительные устройствадля двух звеньев технологическойцепи. Входы датчиков технологическихрежимов и параметров изделий соединены со звеньями технологической д 5цепи, выходы датчиков через разностные элементы и регулятор соединениис исполнительными устройствами двухзвеньев технологической цепи 1 3..Однако указанная система неохватывает управлением все звеньятехнологической цепи, что уменьшаетвозможности управления, управляка 1 Иевоздействия только устанавливают технологические режима, не изменяя нх втечение обработки на технологическом звене, не учитывается возможность коррекции характеристик изделий на последующих звеньях технологической цепи с учетом результатов функционирования предыдущих.Указанные недостатки системы управления приводят к значительномурасходу исходных материалов и сравнительно низкому проценту выходагодных изделий.Наиболее близкой к предлагаемой является система, содержащаядатчики технологических параметров,сумматоры по числу звеньев технологической цепи и регулятор, вкоторую с целью расширения области применения введены блок умножения по числу датчиков технологических параметров и блок минимизации, входы которого подключены к 55выходам сумматоров, а выход - к входурегулятора, входы блоков умножениясоединены с выходами датчиков тех 56 2нологнческих параметров, а выходы - с входами соответствующих сумматоров 123.Однако указанная система управления имеет невысокие возможности управления, выражающиеся в невозможности воздействовать на все звенья технологической цепи, изменять режимы в ходе обработки иэделий на технологическом звене, при этом не учитывается воэможность коррек-, ции параметров изделий на последующих звеньях технологической цепи, не предусмотрена органиэация управления при последовательной обработке групп изделий. Указанная система имеет значительный расход исходных материалов и сравнительно низкий процент выхода годных изделий.Целью изобретения является сокращение расхода исходных материалов и увеличение процента выхода годных изделий.Указанная цель достигается тем, что в систему управления технологическим процессом, содержащую звенья технологической цепи, датчики технологических режимов и датчики параметров изделий для каждого звена технологической цепи, которые через первые и вторые разностные элементы соединены соответственно с первои и второй группами входов первых регуляторов по числу звеньев технологической цепи, а выходи первых регуляторов соединены с входами соответствующих исполнительных элементов по числу управляемых технологических параметров в каждом звене технологической цепи, введены блоки усреднения по числу измеряемых параметров изделий, вторые регуляторы для всех звеньев технологической цепи, кроме последнего, блоки формирования импульсов начала и окончания обработки групп изделий для всех звеньев технологической цепи, генератор опорных сигналов, блоки распределительных ключей по числу звеньев технологической цепи, а также блок ключей измерения и вычислитель для последнего звена технологической цепи, причем информационные входы вторых регуляторов через блоки усреднения подключены к выходам датчиков параметров изделий соответствующих звень 3 ,1121 ев технологической цепи, а выходык третьей группе нходов первых регуляторов последующего звена технологической цепи, соответствующие выходы блока формирования импульсов начала и окончания обработ 5 ки иэделий подключены к управляющим входам вторых регуляторов, блоков распределительных ключей и блоков усреднения, выходы блока формирования 10 импульсов начала и окончания обработки групп изделий последнего звена технологической цепи, кроме того, подключены к управляющим входам вычислителя и блока ключей измерения, включенного между выходами датчиков измерения параметров изделий и вхо. дами блоков усреднения последнего звена технологической цепи, выходы которых соединены с первой группой информационных входов вычислителя, вторая группа информационных входов которого соединена с выходами генератора опорных сигналов и соответствующими информационными входами блоков распределительных ключей, первая группа выходов которых соединена с вторыми входами первых разностных элементов и четвертой группой входов первых регуляторов, а вторая группа выходов - с вторыми входами вторых30 разностиых элементов соответствующих звеньев технологической цепи, нри этом выходы вычислителя соединены с входами генератора опорных сигналов. 35Первый регулятор содержит сумматоры по числу исполнительных элементов звена технологической цепи, первые, вторые, третьи, четвертые и пятые блоки умножения на постоянный коэф 4 вциент, первые и вторые пороговые элементы и квадраторы, причем первые входЫ сумматоров через последовательно соединенные первые блоки умножения на постоянный коэффициент 45 и пороговые элементы подключены к первой группе входов регулятора, вторая группа входов которого через последонательно соединенные вторые пора говые элементы и блоки умножения на 50 постоянный коэф 4 ициент соединена с второй группой входов сумматора, а через последовательно соединенные вторые пороговые элементы, квадраторы и третьи блоки умножения на по стоянный коэффициент - с .третьей груп-, пой входов сумматоров, третья группа входов регулятора через четвер 656 4тые блоки умножения на постоянный коэффициент соединена с четвертой группой входов сумматоров, а четвертая группа входов регулятора через пятые блоки умножения на постоянный коэффициент соединена с пятой группой входов сумматоров, выходы которых соединены с выходами регулятора.Второй регулятор содержит сумматор, квадраторы, первые и вторые блоки умножения на постоянный коэффициент, пороговые элементы и блок ключей, .причем информационные входы регулятора соединены с инФормационными входами блока ключей, к управляющим входам которого подключены управляющие входы регулятора, выходы блока ключей через последовательно соединенные порогоные элементы, первые блоки умножения на постоянный коэффициент сумматор, а также через последовательно соединенные пороговые элементы, квадраторы, вторые блоки умножения на постоянный коэффициент и сумматор соединены с выходами регулятора.Вычислитель содержит разностныеэлементы по числу первых информационных входов вычислителя, интегратор, первые и вторые пороговые устройства, первый, второй, третий и четвертый бпоки ключей, первые и вторые сумматоры по числу разностных элементов, первые и вторые блоки умножения на постоянный коэффициент, блоки выбора минимума по числу третьих и четвертых блоков ключей, причем к первым входам разностных элементов через последовательно соединенные первый блок ключей, первые сумматоры, второй блок ключей подключена первая группа информационных входов вычислителя, управляющие входы которого соединены с управляющими входами первого блока ключей, а первый управляющий вход вычислителя через последовательно соединенные интегратор и первый пороговыйэлемент соединен с вторыми входами первых сумматоров, первым управляющим входом второго блока ключей ивторым входом интегратора, второй управляющий вход вычислителя соединен с вторым управляющим входом второго блока ключей, к вторым входам разностных элементов через последова тельно соединенные вторые сумматоры и первые блоки умножения на постоян112 Ь5ный коэффициент подключена вторая группа информационных входов вычислителя, выходы разностных элементов подключены к первым входам соответствующих третьего и четвертого блоков ключей, выходы которых через вторые блоки умножения на постоянный коэффициент подключены к выходам вычислителя, причем вторая группа входов третьего и четвертого бло - ков ключей через последовательно соединенные соответствующие блоки выбора минимума и вторые пороговые элементы соединена с второй группой ,информационных входов вычислителя.На фиг. 1 изображена структурная схема предлагаемой системы управления технологическим процессом; на фиг.2 - структурная схема первого регулятора; на фиг. 3 - структурная схема второго регулятора; на фиг. 4 - структурная схема вычислителя.Система управления технологическим процессом содержит звенья 1 технологической цепи, датчики 2 технологических режимов, датчики 3 параметров иэделий для каждого звена технологической цепи, разностные элементы 4 по числу датчиков для каждого звена технологической цепи, первые регуляторы 5 по числу звеньев технологической цепи, исполнительные устройства 6 по числу управляемых технологических параметров в каждом звене технологической цепи, блоки 7 усреднения, вторые регуляторы 8 для всех звеньев технологической цепи кроме последнего, блоки 9 формирования импульсов начала и окончания обработки групп изделий длявсех звеньев технологической цепи,40 блок 1 О ключей измерения дпя последнего звена технологической цепи, вычислитель 11, генератор 12 опорных сигналов .ГОС , блоки 13 распределительных ключей по числу звеньев45 технологической цепи.Информационные входы вторых регуляторов 8 через блоки 7 усреднения подключены к датчикам 3 параметров изделий соответствующих звеньев технологической цепи, а выходы - к третьей группе входов первых регуляторов 5 следующего звена технологической цепи. Два выхода блоков 9 подключены к управляющим входам 5 вторых регуляторов 8, блоков 13 распределительных ключей, блоков 7 усреднения. Выходы блока 7 последнего 56 бзвена технологической цепи, кроме этого, подключены к управляющим вхо. дам блока О ключей измерения и вычислителя 11. Выходы датчиков 3 параметров изделий последнего звена технологической цепи через блок 10 ключей измерения н блоки 7 подключены к первой группе информационных входов вычислителя, выходы вычислителя соединены с входами ГОС 12, выходы которого связаны с второй группой информационных входов вычислителя и через соответствующие блоки 13 распределительных ключей соединены с четвертой группой входов первых регуляторов 5 и вторыми входами разностных элементов 4. Выходы разностных элементов соединены с первой и второй группами входов первого регулятора того же звена технологической цепи.Первый регулятор фиг.2 включает в себя сумматоры 14 по числу исполнительных устройств звена технологической цепи, к второй группе входов которых через вторые пороговые элементы 16;, вторые блоки 15 умножения на постоянный коэффициент, а к третьей группе входов через квацраторы 17 и третьи блоки 5 умножения подключена вторая группа входов регулятора. К третьей группе входов сумматоров 14 через четвертые блоки 15 умножения подключена третья группа входов регулятора, к четвертой группе входов сумматоров 14 через пятые блоки 15 умножения - четвер 5тая группа входов регулятора, к первым входам каждого сумматора 14 через первые. пороговые элементы 16 и первые блоки 151 умножения - первая группа входов регулятора. Выходы сумматоров 14 соединены с выходами регулятора.Второй регулятор фиг.3 включает в себя сумматор 14, к входам которого через блок 18 ключей, пороговые элементы 16, первые блоки 15, умножения, а также через квадраторы 17 и вторые блоки 152 умножения ,подключены информационные входы регулятора, к управляющим входам блока 18 подключены управляющие .входы регулятора, а выходы сумматора 14 соединены с выходами регуля" тора.Вычислитель фиг.4 содержит разностные элементы 4 по числу датчиков параметров изделий последнего звена технологической цепи, к5 Пусть. есть К звеньев, объединенвюе в технологическую цепь (линию).Передподачей материалов и полуфаб 40рикатов на первое звено их формируют1в партии, состоящие из групп изделий. До окончания обработки на линиисформированные группы изделий и последовательность их в партии не на 45рущаются,Из иэделий, подвергающихся обработке, формируют партию из Ю групп,по М изделий в группе, причем КИ,Сформированные в группы изделия по 50следовательно поступают на звенья тех"нопогической цепи. Производительностьзвеньев подобрана таким образом,что движение групп иэделий по технологической цейй происходит непрерывно, отсутствуют заделы, складирова 55ние и т.д. Этого добиваются подборомтехнопогических режимов, режимов пода.чн изделий со звена на звено илн первым входам которых через первый блок 18 ключей, первые сумматоры 14 по числу разностных элементов, второй блок 182 ключей подключена первая группа информационных 5входов вычислителя, первый управляниций вход вычислителя подключен к первому управляющему входу первогоблока ключей и через первый вход интегратора 19 и первый пороговый 1 Оэлемент 6 соединен с управляющимивходами первых сумматоров и первымвходом второго блока ключей. Выходпорогового устройства соединентакже с вторым входом интегратора, второй управляющий вход вычислителя подключен к вторым входам первого и второго блоков ключей. К вторым входам разностных элементов 4через вторые сумматоры 14 по числу 20 разностных элементов и первые блоки 15, умножения подключена втораягруппа входов вычислителя. Выходыазностных элементов подключен кпервым входам третьего 18 и четвер 3 того 81 блоков ключей, выходы которых через вторые блоки 15 умно 2жения подключены к выходам вычислителя, причем вторые входы третьего и четвертого блоков ключей через бло ки 20 выбора минимума и вторые пороговые элементы 16 соединены с втойрой группой входов вычислителя.Система управления технологичес-. ким процессом работает следующим образом. выполнением одной операции параллельно на нескольких агрегатах.Каждое звено технологической цепи имеет г. измеряемых технологических,)изделий (материалов и др,) . Таким образом, число датчиков 2 технологических режимов на 3-м звене равно г, а датчиков 3 параметров изделии) - , где 1 = 1 К - число звеньев технологической цепи. ,Каждый технопогический режим звена может измеряться одним исполнительным устройством, тогда число исполнительных устройств на звене технологической цепи равно г , Таким образом, число входов с разностных элементов на первый регулятор составляет г+ 1, число входов с блока 13 распределйтельных ключей составляет3также г + 1 . Число выходов с пер,1 3вого регулятора равно числу исполнительных устройств и равно гРбозначим через х 1 измеряемый режим технологического звена (11; г ), через Е г-й измеряемыйпараметр изделия йа )-и технологическом звене, (г1, 1, 3 = 1,К), через О управляющее воздействие, подаваемое на 1-е исполнительное устройство в 3-м технопогическом звене (11, г 3 = 1 К) через х . и .Е соответствующиеОноминальные значения вырабатываемые генератором опорных сигналов, которые должны стабилизироваться.Пусть на первое звено подаетсяпервая группа изделий . Если датчики 3 осуществляют непрерывное изме,нение характеристик изделий, материала.(например, вязкости, толщины наносимого слоя при непрерывном нанесении и т.п.), то сигнапы,с этих датчиков поступают на блоки 7, являющиеся интеграторами, и разностные элементы 4, где определяется раз.ность между номинальным значением параметров Еи текущим значени 0ем 2, В случае, когда осуществляется дйскретное измерение параметров изделий в течение обработки на технологическом звене, сигналы с датчиков 3 суммируютсяв блоках 7, являющихся сумматорами.При этом на второй регулятор 8второго звена технологической цепиВ вычислителе происходит усреднение параметров изделия по группам изделий. При этом число групп, по которым ведется усреднение, определя.ется выражениемЬф- К+1,Это выражение говорит о том, что усреднение ведется по числу групп Ь. Тогда при переходе последней группы О партии на второе звено на первое звено технологической цепи поступает первая группа изделий следующей партии.Суммирование по Ь группам иэделий 5 определяется числом импульсов с таймера об окончании работы последнего звена, которое подсчитывается в вычислителе 11,Задающие опорные сигналы с ГОС .12 через блоки 13 распределительных ключей поступают на первые регуляторы и разностные элементы.Первый регулятор рассчитывает . управляющие воздействия на исполни- у 5 тельные устройства звена технологической цепи следующего вида:В01:а 1 г а 7 +Ь х +.Ь х +о- е ое.о" г.о.3+д ь 7 д Й +с а 7 с л 2 +е. е. - е, е,1ч 1 +(ахи;(411 1 "1 135где2, К,К - число звеньев технапогическойцикла;1 - число измеряемых параметров3изделий на 1-м звене;г - число измеряемых технологи 3ческих режимов и исполнительных устройств на 1-м звене,1 д 1 у ге1 45Дпя первого звена технологическойцени 0имеет тот же вид, что ивид 4 при 8. О,; 1, г, Коэф 8определяются методамй регрес сионного анализа.Для технологического процесса изгбтовлеиия токопроводящих элементовпеременных резисторов для звенавжигания резистивного слоя полученырезультаты где 0 - скорость движения конвейер 1ной ленты в печи вжигания,см/с;Е - номинальная скорость двиожения конвейерной ленты, см/с;ЬЕ - отклонение скорости от1номинального значения,см/с,д х - отклонение толщины вжигаемого слоя от номинальногозначения, мкм.Методами регрессионного анализа получены следующие коэффициенты для модели (5:а1; й,3; ц= 5,64.Пороговые элементы 16, и 6устанавливают пределы изменения режимов и параметры изделий на данном технологическом звене. Для каждого параметра издели 11 и режима устанавливают свой порог, который определяется иэ условийсФ" 1=Дх =ЕФапгде Е, - допустимое отклонение тех 1 Фоонологического режима впроцессе обработки группыизделий на звене,У 1 =й 7=6"1 1 14 оо1где Е, - допустимое отклонение па 11406раметра иэделия в процессе обработки на звене,1 К д 1, г ; С = 1 1Ф 1 9 11э фТаким образом, проходят только тесигналы, которые превышают порогисИ и д"Второй регулятор 8 определяет управлякщие воздействия на первый регулятор следующего звена по формулеЧ 1=а 12м 7 +Ь 7 +Ь121656 14т Ь) - сигнал с блока 9 о начале обработки группы изделий на последнем звене технологической цепи.Сброс интегратора 19 осуществляется сигналом с первого порогового элемента 161 при превышении сигнав- ломпорога дЦ, который определяется из условия 3роговые элементы 16. При поступлении сигнала с блока 9 об окончании обработки группы иэделий на технологическом звене бпок 18 открывается, а с приходом сигнапа с блока 9 о начале обработки следующей группы иэделий закрывается. Уро ни порогов элементов 16 устанавливаются из условий О 3 1 3(т) где- -й импульс блока 9 о начале обработки группы изделий напоследнем звене технологическойцепи. Это определяет время интегрирования Т. Таким образом, выполняется суммирование вида (8 )Блок 18ключей пропускает сигналы 2наразностные элементы 4. Он открывается сигналом с элемента 16 и закрывается с блока 9 об окончанииобработки группы изделий. В разностных элементах 4 вычисляется раз ность где 6 , - допустимое отклонениеспараметра Е г, .фСигналы Е проходят через блоки 16,только если они преввппают пороги 6 Параметры системы (6) опредеС 3ляются так же, как и параметры уравнений (4) и (5), методами регрессионного анализа.Вычислитель работает следующим образом.На первый блок 18 ключей поступают сигналы л 521=2 -2 1=1 Е Ф ОС +г КйЭй2 К 1 К 30фкфцг фк,. г где Н - число изделий в группе;1 к - число измеряемых параметровна последнем звене;(К - номер последнего звена технологической цепи.-кБлок 18 пропускает сигналы Е. на первые сумматоры 14 по сигналу с бло ка 9 о начапе обработки следующей группы изделий и запирается по сигнапу об окончании обработки группы изделий. Сумматоры 14 вычисляют суммарный сигнап по группам изделий вида 2 ф делятся на 1 групп по степени ихвлияния на параметры выходного изкделия Е Например, выходными пара 40 метрами изделия (резистора ) являются сопротивление (В.н) и ТКС резис-тивного элемента, режимами технологической цепи - скорость нанесения слоя Ч, вязкость,.пастыф ,45 температура вжигания Т, время вжигания й, промежуточными параметрамнизделий - толщина сырого слоя Ьтолщина слоя после вжигания Ь, электртропроводность слоя 450 На Ки влияют Ч, М, Т, Й,Ье Ьт, ь; на ТКС влйяют Т, Ь, ЬТаким образом получены два множества Ч 1 М, Т, С, Ьс, Ьт, б) и Т,Ь, Ьт, которые влияют на Рн ТКСсоответственно. Поэтому к блокам83и 84 ключей подводятся сигналы сГОС,;соответствующие режимам и промежуточным параметрам изделий,21= -й(а)(ь)йт,где Ь=М-К+1 - число групп изделий, по которым ведется суммирование.Сброс сумматора 14 осуществляется сигналом с интегратора 19 где Ер - номинальное ( требуемое)значение параметра Е,.Все режима технологической цепиХ =ГХ 1"7. " в ХА 13 ьх.", , х,.и измеряемые лараК 1 гметры изделий
СмотретьЗаявка
3669651, 15.12.1983
ПРЕДПРИЯТИЕ ПЯ А-3219, МОСКОВСКИЙ ОРДЕНА ЛЕНИНА И ОРДЕНА ОКТЯБРЬСКОЙ РЕВОЛЮЦИИ АВИАЦИОННЫЙ ИНСТИТУТ ИМ. СЕРГО ОРДЖОНИКИДЗЕ
БОЧАРОВ ВАЛЕРИЙ ЕВГЕНЬЕВИЧ, ВАУЛИН ДМИТРИЙ ЕВГЕНЬЕВИЧ, КЛЕЙМЕНОВ СЕРГЕЙ АНАТОЛЬЕВИЧ, РЯБОВ СЕРГЕЙ НИКОЛАЕВИЧ, МАРЧЕНКО АЛЕКСАНДР НИКИТИЧ, МУРАВЬЕВ АНАТОЛИЙ ВАСИЛЬЕВИЧ, АРБАТСКАЯ РАИСА АЛЕКСЕЕВНА
МПК / Метки
МПК: G05D 23/19
Метки: процессом, технологическим
Опубликовано: 30.10.1984
Код ссылки
<a href="https://patents.su/13-1121656-sistema-upravleniya-tekhnologicheskim-processom.html" target="_blank" rel="follow" title="База патентов СССР">Система управления технологическим процессом</a>
Устройство для двухканальной магнитной записи блочной цифровой информации

Номер патента: 924745
Опубликовано: 30.04.1982
МПК: G11B 5/09
Метки: блочной, двухканальной, записи, информации, магнитной, цифровой
...элемента ИЛИ 23, второй вход которого соеПинен с выходом восьмого логического элемента И 22, в выход соединен с вгорыми входами третьего и пятого логических элементов И 10 и 14, выходы которых соединены со вторыми входами соответствен но второго и первого логических элементов ИЛИ 7 и 5, выход седьмого логического элемента И 21 подключен к вторым входам четвертого и шестого логических элементов И 11 и 15, второй вход восьмого логического элемента И 22 соединен с входами первого и второго логических элементов И 4 и 6, вход логического элемента НЕ 24 подключен к выходу регистра 3 сдвига, в выход - к входу второго логического элемента И 6.Устройство работает следующим образом.При записи кодовой. группы блочной кодовой цифровой информации...
Устройство для оценки отношения корреляционных моментов второго и первого порядков

Номер патента: 1244678
Опубликовано: 15.07.1986
МПК: G06G 7/19
Метки: второго, корреляционных, моментов, отношения, оценки, первого, порядков
...процессов х.) и у1 с 1 1,К - -Т1с 1 ь 1 ь- ЮОгде р - ноРмиРованная взаимокор.реляционная функция процессов.Целью изобретения является повышение точности устройства,Параметр К является самостоятельной характеристикой форм взаимокорреляционной функции р) . Кроме того,если у с) . -) и ) х с - и) йи, т . е . ее.оляется выходом линейного звена с импульсной характеристикой Ь(о), топодставляя, производя замену перемен.ных, можно показать, чтоМг Ь) Мо(Ь) Мг(х)К = +ЖМ,(Ь) ЙО) М,(х)где М (Ь) = и"Ь(ц)йгг, - моменты имипульсной характеристики;1;:М(х) =1К (т)ДФ - момент корре)оляционной функции Квходного проацесса х,Таким образом, имеется воэможностьоценивать параметр линейного звена,что весьма важно при диагностике, ресурсных испытаниях,...
Устройство для кодирования рельсовых цепей разрезных блок участков для наложения локомотивной сигнализации

Номер патента: 86362
Опубликовано: 01.01.1950
Авторы: Брылеев, Фонарев, Шишляков
МПК: B61L 23/16
Метки: блок, кодирования, локомотивной, наложения, разрезных, рельсовых, сигнализации, участков, цепей
...начинает работать в импульсном режиме через один из контактов д, Я( или КЖ трансмиттера в зависимости от показания напольного сигнала, и своими контактами повторяет код трансмиттера.Через фронтовые контакты трансмиттерного реле ТР при каждом импульсе кода посылается в линейную цепь переменный ток с напряжением 110 в, который транслиоуется вторичной обмоткой кодового трансформатора 2 КТ в рельсовую цепь 1.В момент подачи кодированного переменного тока в линейные провода реле КВР отключается от линейной цепи своими тыловыми контактами и получает питание по местной цепи через фронтовой контакт реле ТР и ограничивающее сопротивление Р ,86362 При вступлении поезда на рельсовую цепь 2 подача кодового тока в рельсову 1 о цепь 1...
Адресный блок запоминающего устройства с линейной выборкой

Номер патента: 1336098
Опубликовано: 07.09.1987
Метки: адресный, блок, выборкой, запоминающего, линейной, устройства
...также дешифратор 7, который разрешает выборку одного из ключей блоков 8 и 9.Затем на входы дешифратора 2 и ключи блока 8 подается строб тока первого направления, по которому возбуждается один из выходов дешифратора 2 и выбирает соответствующий транзистор 5, который выбирает соответствующий столбец транзисторов 4, а также этот строб открывает выбранный ключ блока 8. Таким образом, выбирается по базе и эмиттеру один транзистор 4, находящийся на пересечении выбранного столбца и выбранной строки, а группа концов адресных обмоток 3 в этом столбце через открытый ключ блока 8 подключается к шине 11. По цепи: шина 1 О, резистор 6, выбранный транзистор 5, выбранный транзистор 4, адресная обмотка 3, выбранный ключ блока 8, шина 11,...
Многоканальное устройство для программного управления технологическими процессами

Номер патента: 1361509
Опубликовано: 23.12.1987
Авторы: Караштин, Кострыкин, Мельников
МПК: G05B 19/18, G05B 19/414
Метки: многоканальное, программного, процессами, технологическими
...управления (фиг.4) поступает.на инверсные входы элемен-г тов И 16-20 и запрещает тем самым прохождение через них тактовых импульсов с выходов генератора 13 на формирование очередной импульсной последовательности. С началом выполнения программы открывается элемент И 22 и на вычитающие входы счетчиков 35.1-35.п блока И вьдачи поступают импульсы с генератора 13, которые изменяют состояние кодов соответствующих счетчиков по мере изменения номера микротакта, Выходной сигнал в канал устройства 26. ( = 1, п) выдается до обнуления соответствующего счетчика, После обнуления блока счетчиков 35,1-35.п сигнал логического нуля на выходе элемента ИЛИ 39 разрешает через элементы И 16-20 формирование очередной импульсной последовательности. Далее...
Предыдущий патент: Регулятор температуры прямого дейстия
Следующий патент: Устройство для регулирования процесса тепловой обработки чайного листа (его варианты)
Случайный патент: Способ изготовления многогранных холоднодеформированных труб