Патон
Способ многодуговой сварки

Номер патента: 522013
Опубликовано: 25.07.1976
Авторы: Бородин, Гуревич, Замков, Крыжановский, Патон, Прилуцкий, Топольский
МПК: B23K 9/16
Метки: многодуговой, сварки
...и электрод наклоняют в ыую направлению свар торой ивово сторону, ии,Изобретение относится к сваро изводству и может быть применен товлении сварных конструкпий,Известны способы многодугов в обш .ю ванну несколькими элек расположенными или вертикально клоном. Эти способы многодугов предназначены для разделения бо ности между дугами с целью уве глубины проплавления и скорости Расположение электродов с наклоном может быть двух типов: электроды наклоненыЪнавстречу. друг другу;,один из электродов расположен вертикально, второй наклонен к нему под углом .в сторону сварки.Жидкий металл, образующийся под дугамн как в первом, так и во втором случае, ограничивает теплопередачу к основному металлу. Поэтому дальнейшее повышение мощности дуги не...
Нерасходуемый электрод для плавки металлов и сплавов

Номер патента: 519876
Опубликовано: 30.06.1976
Авторы: Быков, Глазунов, Костяков, Крутипорог, Лакомский, Лисовой, Мельник, Омельченко, Патон, Росс
МПК: H05B 7/08
Метки: металлов, нерасходуемый, плавки, сплавов, электрод
...наиболее теплонагряжевнойножней части наконечника, так .как там размещен соленоид, препятствующий свободному доступу, воды к товарцу наконечника. Наиболее близким к изобретению по технической,сущности и достигаемому результату являепся нерасходуемый электрод, содержащий водоохлаждаемый корпус, установленные внутрен него водоподво 1 дящие трубки, охватывающие,сердечник с соленоидом, размещенные во внутренней полости медного наконечника 13,Недостапком этого электрода является невысокая надежность его работы.В предложенном чстройстве устраняется этот, недостаток, и,кроме того, достигаются возиоиность быстрой замены отдельных узлов, высокий термический к,п.д. процесса плавки, возможность ведения активных металлургических процессов путем...
Способ сварки металлов с применением жидкого присадочного металла

Номер патента: 245230
Опубликовано: 25.06.1976
Авторы: Макара, Мосендз, Патон
МПК: B23K 25/00
Метки: жидкого, металла, металлов, применением, присадочного, сварки
...с подплавленной и чистой от окислов и других загрязнений поверхностью. Благодаря этому 15 происходит надежное оплавление основногоприсадочного металла и образуется качественное сварное соединение. ки металом и нанесением на лического покрытсвариввемые мате ист рете ни 20 формула Способ сварки металлов и сплавов с применением присадочного материала и нанесением на сввриввемые кромки металлическоо покрытия той же системы, что и свариваПредложенный способ отличается тем, что, с целью повышения качества сварного соединения, используют покрытие, температура плавления которого ниже температу.ры плавления присадочного и свариваемых материалов.Сущность способа заключается в следующем, На свариваемые кромки наплавкой, метедем окунания, с помошью...
Способ изготовления турбинных дисков

Номер патента: 285746
Опубликовано: 25.06.1976
Авторы: Герман, Косяк, Медовар, Наконечный, Павлов, Патон, Рудковский, Чекотило, Черных
МПК: B23K 25/00
...Взццу 9, м тз цшческую Ванну 1 О, цаплавляемуо секцшо 11 Г)зц 111)кз, Ох)зж. дземый попдоц ",павсрхцост) (эацу) сипзвлецця 13 баццзжз с Внутренней частью Тайбь, крусе 1:. 14,Нэ карусели 14 с помощьк) приапс)15):З)1)11 ус) з нзВ)НВзют Вцутрецц 011) частьлиска н Ох)з 1:,з".)ьЙ крцстзллиэзтор, саста)111111 цэ боковых с.кцй 3 5 В Вцпе сеьВитав тГ)рОГ)ых цзкз;1 Ок 11 1;11,)цз 1 Вцу 1)еп) часть "11 скз ьОжет цэтогзв;швзгьс)1 надеО б 3формированного кованого, катаного или литого ме. талла, в виде цельной или сваренной из отдельных частей шайбы. Она устанавливается так, чтобы кромка 8 заходила в полость, образованную между двумя секциями 3 и 5 разъемной внутренней боковой стенки, Затем в кристаллизатор заводятся расходуе. мые электроды в...
Способ контактной электросварки оплавлением

Номер патента: 280717
Опубликовано: 25.06.1976
Авторы: Горбунов, Кучук-Яценко, Лашкевич, Лебедев, Патон
МПК: B23K 11/04
Метки: контактной, оплавлением, электросварки
...стыковых швов имеют место значи льные потери материалов на оплавлени Для существенного снижения этих пот направлении или поперечные колебания в плоскосварки одной из частей изделия,1 ОС целью дальнейшей интенсификации процесса(повышения производительности, снижения расходуемой электроэнергии и улучшения качества сварного соединения), предлагается новый способ, заключающийся в том, что одной из свариваемых частей 15изделия придают одновременно поступательное и поперечное колебательное движение, которые суммируются с основным движением сближения свариваемых деталей. При этом в плоскости сварки происходит интенсивное "перемешивание" небольшого слояметалла, доведенного до температуры плавления, что оряет нагрев свариваемых деталей,...
“устройство для дуговой полуавтома-

Номер патента: 518296
Опубликовано: 25.06.1976
Авторы: Бельфор, Бродский, Зяхор, Кузнечиков, Кузьмин, Ливинский, Патон, Пичак, Смолярко
МПК: B23K 9/10
Метки: дуговой, полуавтома
...сварочного тока ца форси,рованных режимах сварочный ток нропускают по дополнительной обмотке возбужпенияэлектродвигателя подачи электрола так, что.бы магнитный поток этой обмотки при отсутствии других потоков задавал пвижениеэлектрода в направлении сварочной дуги,для чего двигатель подачи электрода снлбжен дополнительной обмоткой возбуждения,1 включенной последовательно с дугой,Это позволяет автоматически регулировать скорость подачи проволоки, а такжеповысить производительность путем уменьщения разбрызгивания, стабилизацию тепло",вложения, воэможность простого осусдествления форсированных режимов,На чертеже дана принципиальная схема,автоматического регулирования ск .ростиподачи сварочной, проволоки,Схеме состоит иэ обмотки...
Устройство для подводной полуавтоматической сварки

Номер патента: 256914
Опубликовано: 25.06.1976
Авторы: Бельфор, Корытов, Панков, Патон, Пичак, Рыбченков, Савич, Смолярко
МПК: B23K 31/00
Метки: подводной, полуавтоматической, сварки
...проволоки 3 из открытой когуики 4 через гибкий шацговый црово 5 ь ру пой держатель 6.Лля заш 5 гы э 5 скт 1 ш,цигателя 7 и редуктора 8 от попадания окруждюи 1 сй воды корпус 1 снабжен геразъемцыми ушотцециямц 9 и 10. 11 олость редук.тора 8 заполнена маслом.В связи с тем, что давление окружаюцей средызависит от глубины погружеция полудтокдтд, для б создания внутри корпуса давления равцого давлецию окружающей среды корпус сос цвсц с э:асти- дым резервуа 1 эом 11, сосрждщим воз;ух. Г увсличсцием глубины погружения окружающая средасжимает элдстичцыц резервуар да тех цор, покд цд. О ружцос и вцутреццсс давления выравниваются Давление масла в полости редук горд 8 выравцивастсясжатым воздухом резервуара 11 срез элдстичцуюмембрану 12, Лля...
Сварочная электродная проволока

Номер патента: 517441
Опубликовано: 15.06.1976
Авторы: Бучинский, Воропай, Патон, Стрижаков
МПК: B23K 35/02
Метки: проволока, сварочная, электродная
...обеспечения равномерного поступления флюсующих добавок в сва рочную дугу канавки предпоч пительнее располагать равномерно по поперечному сечениюпроволоки (фиг. 2).Исключением является вариант (фиг. 1 а),в котором шифрина канавок постоянна по их 15 глубине, Во всех вариантах глубина /г канавок превышает ширину в канавок по наружной поверхности в 1,2 - 2 и более раз. Такая форма канавок обеспечивает прочное удержание флюсующего наполнителя при надежном 20 контакте токоподводящего наконечника с поверхностью металлической основы.Сечение электродной проволоки характеризуется коэффициентом площади Копределяемым как отношение площади канавок 25 к общей площади проволоки: где и - количество канавок;30 Р, - площадь канавки;517441 2 фиг.7...
Способ пайки контактных узлов

Номер патента: 512875
Опубликовано: 05.05.1976
Авторы: Бобровник, Бойко, Волкова, Македонский, Морейнис, Насташенко, Некрасов, Патон, Россошинский, Рымаренко, Чвертко, Шпаковский
МПК: B23K 1/04
Метки: контактных, пайки, узлов
...(слева) и керамическая основа с гнездами (справа) и псходное положение спаиваемых деталей,По предлагаемому способу на конец аксивльного вывода 1, расположенного между двумя токоподводами 2, наносится доза припоя 3, например, опусканием конца вывода 1 в жидкий припой. Припой 3 равномерно окрывается слоем флюса 4, Отверстие илй нездо керамической основы 5 покрыты металлической пленкой 6,напоимер,серебряной или ферроникелевой, на глубину 2 мм.Офлюсованный конец. вывода 1 с припоем .3Водятв отверстие или гнездо керамиой основы 5. Паяемый узел нагревают512875 4 фие, ФСоставитель А. КленевскийРедактор М. Васильева Техред И, Ковач Корректор Л. Анджиевска Тираж 1178дарственного к по делам из Моск Подписноеитета Совета Министров СССетений и...
Многослойный гетерогенный слиток

Номер патента: 503920
Опубликовано: 25.02.1976
Авторы: Гордонный, Дибец, Довженко, Карпов, Кривошеев, Макара, Мосендз, Назарчук, Патон, Саржевский, Шанин
МПК: C21C 5/56
Метки: гетерогенный, многослойный, слиток
...101 терогенный слиток обладает более благоприятным сочетанием механических свойств,чем гомогенные слитки металла, одинакового по составу с металлом отдельных:.поев,Приведенные соотношения свойствмогут достигаться как в исходном послеотливки состоянии, так и после тер;.ичеокой обработки слитка или прокатанного иэданного слитка металла,Предлагаемый гетерогенный слиток может использоваться для прокатки на металл .заданной толщины. лли в исходномсостоянии с применением термической обработки илп беэ нее.Для изготовления пр длагаемого многослойного гетерогенного слитка могут использоваться различные конструкционные1стали и сплавы. Формула изобретения Многослойный гетерогенный слиток, состоящий из чередующихся соединенных между собой слоев...
Способ соединения труб

Номер патента: 503681
Опубликовано: 25.02.1976
Авторы: Бельфор, Игнатушенко, Мадатов, Панков, Патон, Пичак, Рыбченков, Савич, Смолярко
МПК: B23K 31/06
Метки: соединения, труб
...под ебводой практически невозможно; кроме того,образуется жесткое соединение,Предлагаемый способ отличается тем,что в качестве промежуточного элементаиспользуют тонкую стальную ленту, которую 20предварительно прихватывают к концам стыкуемых труб, производят ее нввивку на стык.до толщины стенки стыкуемых труб и затем подученный многослойный элемент приваривают по торцу к концам обеих труб. 25 т дуговую привар обеих труб ваму периметру,Изобретение отнки труб преимущестжет быть нспользовремонте подводныхго назначения.Известен способванием жестких прокоторые привариваюпо всему периметру Предлагаемый способ осуществляют следующим образом, На подтянутые в допустимых пределах (по возможности с минимальным изломом и зазором) концы трубных...
Установка для сварки коробчатых изделий с закругленными углами

Номер патента: 498141
Опубликовано: 05.01.1976
Авторы: Бельфор, Воропай, Колесник, Котов, Курбаков, Лещинский, Патон, Пеккер, Рогачевский
МПК: B23K 37/04
Метки: закругленными, коробчатых, сварки, углами
...собой поворотную планшайбу 10 с наружным зацеплением, опирающуюся на наружную кольцевую опору 11, выполнен ную в виде двойного упорного подшипникакачения и установленную на стойке 7. Горелка 8 установлена на планшайбе 10 с возможностью радиального перемещения и для принудительного прижатия копирующего 25 пальца 9 к шаблону 4 снабжена пружиной.Поворот планшайбы 10 осуществляетсявключением через схему управления привода 12, кинематически связанного с этой план- шайбой. Для сварки изделий параллелограммЗо ного сечения взаимно перекрещивающиесянаправляющие 13 и 14, на которых смонтированы суппорты 5 и 6, установлены с возможностью изменения угла между ними.Работает установка для сварки изделий с прямоугольным контуром следующим...
Способ формирования корпуса судна на плаву

Номер патента: 498131
Опубликовано: 05.01.1976
Авторы: Бельфор, Игнатушенко, Панков, Патон, Пичак, Рыбченков, Савич, Смолярко
МПК: B23K 31/00
Метки: корпуса, плаву, судна, формирования
...способ громоздок и требует после завершения работ по заварке стыка уборки эластичного бандажа, что сопряжено со значительными затратами труда и средств.Предлагаемый способ формирования кор-, пуса судна на плаву отличается от известного тем, что промежуточный элемент выполняют в виде планки-полосы, которую приваривают снаружи по периметру наружной обшивки (по днищу и обоим бортам, по крайней мере до уровня действующей ватерлинии) к каждой из стыкуемых секций до спуска их на воду, со стороны кормового стыка, а после спуска на воду и установки на ровный киль каждую последующую секцию (кроме носовой) по ходу движения от носа к корме судна, заводят на планку-полосу предыдущей секции с соблюдением требуемого технологического зазора и...
Устройство для подачи порошкообразного материала при сварке

Номер патента: 498121
Опубликовано: 05.01.1976
Авторы: Богдановский, Божко, Зайцев, Ивочкин, Лебедев, Макаров, Патон
МПК: B23K 9/18
Метки: подачи, порошкообразного, сварке
...из корпуса 1 с барабанным питателем 2 и бункером 3, оканчивающимся вертикальным направляющим стаканом 4, на котором подвижно установлена подпружиненная насадка б, Соосно с барабаном питателя 2 установлен копир б, наружная поверхность которого выполнена с переменным радиусом. Коппр б имеет сквозной паз 7 и заслонку 8.Подпружиненная насадка б имеет ограничитель 9, которые опираются на наружную поверхность копира б, а концевая часть насадки входит в паз 7 копира. Для поворота копира б имеется ручка 10 с фиксатором 11. На выходной части корпуса установлена направля 1 ощая течка 12.Для закрепления устройства на сварочном аппарате предусмотрены винты 13. Для осуществления вращения барабанного питателя 2 на его оси установлена звездочка 14,...
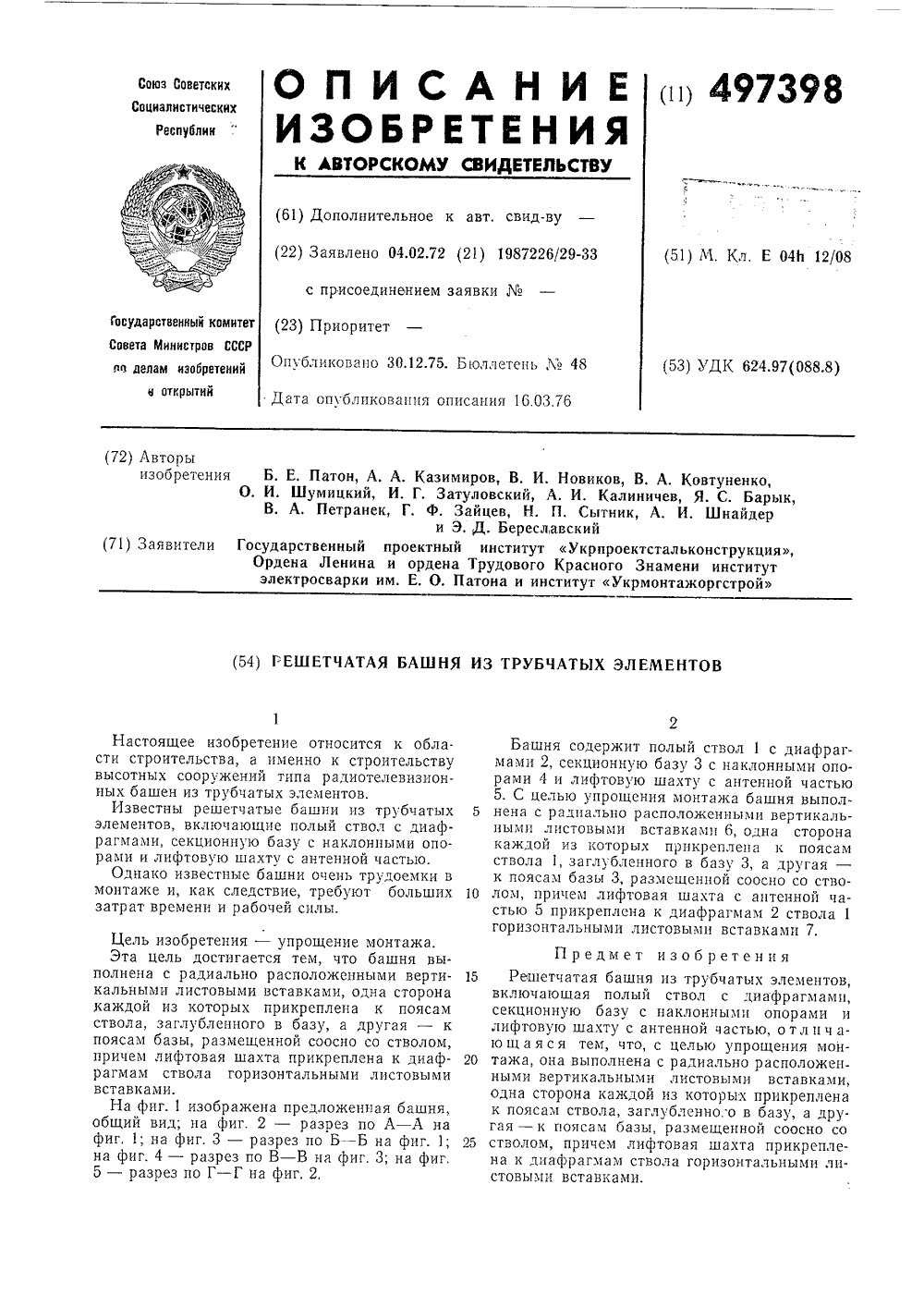
Решетчатая башня из трубчатых элементов
Номер патента: 497398
Опубликовано: 30.12.1975
Авторы: Барык, Береславский, Зайцев, Затуловский, Казимиров, Калиничев, Ковтуненко, Новиков, Патон, Петранек, Сытник, Шнайдер, Шумицкий
МПК: E04H 12/08
Метки: башня, решетчатая, трубчатых, элементов
...силы. к облаельству визионубчатых с диафми опостью. оемки в больших обретения - упрощение монтажа, ь достигается тем, что башня вырадиально расположенными верти- листовыми вставками, одна сторона з которых прикреплена к поясам глубленного в базу, а другая - к зы, размещенной соосно со стволом, фтовая шахта прикреплена к диафтвола горизонтальными листовыми 1 изображен; на фиг. 2фиг. 3 - ра- разрез поз по Г - Гна я башня, А - А на а фиг. 1; ; на фиг. предложенн - разрез по рез по Б - Б - В на фиг. фиг. 2,фиг, 1; н на фиг. 4 5 - разр Цель из Эта цел полнена с кальными каждой и ствола, за поясам ба причем ли рагмам с вставками На фиг. общий видБашня содержит полый ствол 1 с диафрагмами 2, секционную базу 3 с наклонными опорами 4 и...
Составной нерасходуемый электрод

Номер патента: 489613
Опубликовано: 30.10.1975
Авторы: Зареченский, Кулик, Макара, Мосендз, Носатов, Патон, Пинчук, Попов
МПК: B23K 35/02
Метки: нерасходуемый, составной, электрод
...алюминий).Предлагаемый электрод изображен на чертеже.Он состоит из выполненной из графита нсохлаждаемой части 1, и выполненной из мсдп охлаждаемой части 2. Охлаждение медной части электрода осуществляется водой 3, ци 1 иулируюц,сй в специальном кдндлс. Чсртсж иллюстрируст положение электрода при всдении электрошлакового процесса в расплавс шлака 4, помещенного в емкость 5 с элсктропроводнь 1 м безгаршссджным дном 6. Электричсскос питание цепи осущсствлястся от источника тока 7. Электрод пмсст круглое сечение. В ш.жнсй, погружасмой в шлак части, элсктрод состоит нз графитового стер жня диаметром 50 мм и медной охлдждасмойоболочки с толщиной стенки 4 мм. Составной электрод может быть выполнен сплошным или полым с поперечным сечением...
Устройство для подачи присадочной проволоки

Номер патента: 483210
Опубликовано: 05.09.1975
Авторы: Бельфор, Воропай, Зевакин, Корчагин, Кушнирук, Патон, Рогачев
МПК: B23K 9/12
Метки: подачи, присадочной, проволоки
...более толстой проволоки вместо ролика-ловителя 6 и копира 7 устанавливают подающий ролик 9, прижимной ролик 10 в ры чаге 11 с осью качания 12 и пружиной 13 иролик 14 на эксцентрике 15. Вместо него может быть установлен люо й регулируемый упор с канавкой для пронолоки Весь набор этих роликов собран на рычаге (, ко орыь", 30 вращается вокруг оси 17. На этой жеосп наеа483210 Риг жен рычаг 18. Эти два рычага на оси образуют ножницы, сжимаемые пружиной 19. Ось рычагов является одновременно держателем для электрода 20, который связан с токоведущей шестерней 21. Рычаги 16 и 18 опираются на 5 трубу роликами 22 и 23. Ролик 9 получает вращение от ролика 22, который перекатывается по свариваемому изделию,Ролики 9, 10, 22 и 23 выполнены в виде...
Аппарат для сварки

Номер патента: 481394
Опубликовано: 25.08.1975
Авторы: Асоянц, Бельфор, Лещинский, Малкин, Патон, Терещенко
МПК: B23K 37/02
...К корпусу те;1 ежки прикреплен хеханизх 1 Вертикаль 1 ОГО пере;е.,цения 2, ггривод которого осушествляотся от электродвигателя через редуктор на шестерню 3, зацепляю,.цуюся с рейкой штанги 4. Внутри штанги расположен пневмоцилиндр с системой торможения (- мер, дроссель 5 и обратный клапан 6) в хода поршня 7, К штоку поршня, ход которого строго фиксирован, прикреплена траверса 8, на которой устанавливается устройство слежения, состоягцсе из параллелограх".ньгх подвесок 9 и 10, обеспечивающих прямолинеЙ 1 Ое перемсшениге сВарочной ГОЛОВки В ВсртикальнОЙ плоскости и в Горизонтальной плоскости;1 оперек шва, и устройства 1 1 фиксации, напри.,ер магнита, положенияС; .1 Ооааэй "ОЯОВКИ 1 РИ а 1 Са, Оа 1 Е 1 ГИана;И. Х .Г 1 а траЕаЕОСС...
Источник питания для сварки на переменном токе

Номер патента: 417994
Опубликовано: 25.08.1975
Авторы: Лебедев, Патон
МПК: B23K 9/00
Метки: источник, переменном, питания, сварки, токе
...и параллельно к нагрузрез один или два управляемыхблоков 4 управляемых вентилей4-6),Линейное и фазное напряжефазной сети образуют между собменные углы, кратныеТТаким образом, прндлагаемые источни- ки имеют широкое применение, поскольку они собираются из простых элементов: два трансформатора и симметричный вентиль, Угол между напряжениями, подаваегмыми на трансформаторы, может создавать, ся регулируемым фазосдвигающим устройством, что сложнее, чем питание от трехфазной сети.Для исключения возникновения контурных токов в щкоторых случаях полезной может оказаться схема, изображенная на фиг. 1, которая содержит два комплекта управляемых вентилей, блоки управления БУ, БУ, включенные через согласу 1 2ющее устрЬйство СУ....
Сталь

Номер патента: 476329
Опубликовано: 05.07.1975
Авторы: Алексеенко, Антропов, Гиндин, Грикуров, Гуляев, Донец, Каховский, Коблуковский, Кондратьев, Любимов, Патон, Степанов, Сухотин, Тавадзе, Тулин, Ульянин, Филин, Ющенко
МПК: C22C 39/26
Метки: сталь
...и онностойких неряавеющих емых в криогенной технике и омышленности в интервале 0 - 269 С. зысканиясталей, химиче- темпераИзобр оррози римен кой пр ур +2 редел прочности, кг/мма редел текучести, кг/мма длинение, % ужение, % дарная вязкость, кгм/см 40 55 20 20 Известная сталь, содерж хром, марганец, кремний, азо бор и железо. углерод,ор, серу,ф Для повышения вязкости при темп ная сталь дополн при следующем сПредмет пла ерату итель отнообретения Сталь, содержахром, кремний, азолезо, отлпчающвышения пластпчона дополнительноследующем соотношУглерод сти со р исти ки предлояенМеханические хараюй стали следующие: УглеродХромМарганеКремнийАзотФосфорСераБорКальцийЖелезо стичности и ударно ре - 254 С предложен но содержит кальций шении...
Устройство для колебаний электрода

Номер патента: 473579
Опубликовано: 15.06.1975
Авторы: Бельфор, Былицкий, Дубовецкий, Котов, Крыжановский, Патон, Сапрыкин, Ющенко, Якимишин
МПК: B23K 9/30
...канавки.На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - мундштук с опорным роликом и кулачок, поперечный разрез.Устройство для колебания электрода со стоит из изогнутого мундштука 1 с опорным роликом 2, расположенным в обойме 3, жестко связанной с мундштуком. Мундштук уста. А. Котов, Ю. И. Сапрыкин,С. Крыжановский, Г. С. Якимылицкий рудового Красного Знаменирки им. Е. О. Патона 15 Описанное устроиство работает следующимобразом.При вращении кулачка 7, благодаря егоовальности, мундштук 1 совместно с опорным роликом 2, обоймой 3 и рычагом 5 поворачивается вокруг оси 6, при этом конец электрода описывает дугу радиусом Я (см. фиг. 1).Ввиду того, что кольцевая беговая канавка кулачка 7 наклонена к оси его вращения, а...
Способ электродуговой сварки

Номер патента: 473577
Опубликовано: 15.06.1975
Авторы: Иванов, Искра, Мандельберг, Патон, Рыбаков, Чвертко
МПК: B23K 9/00
Метки: сварки, электродуговой
...Осле того, как изделие переместят ца ра:стояние, п)ц котором цачаль- НЫЕ уЧастк 1 11;Вс)В, СВарцВаСМЫХ НЕПОдВИжНЫ- и ц ГО)Озк 1)Г 1,О.юа;1 ают юд эсскт,)Одь по- О движсцых головок.На 112 "лсд;ей подв:жной голозкс дугуВозбуждают и )и соз.",аденцц се зссктрода с задней торцовой кромкой изделия. После возбу)к:с 111 я д ГГ Голонк 1 срсмещаюот со скоро стьО, ВЯВнох удвосюююо 1 скорост 1 сва)хц. ПрО- цссс сва)кц ца подвиж;ых Головах закаючиВают несколько раньше, чем ца не юодвцжных, 1:осле чего цх .с)с.Сцаот в протцзоположцом ап)аглец:и с и ар" ОВ 01 скорг "ть 10, а непо;вцжюым 1 головкамц свар:вают последниеучастки ша до сов)Сце 1;21 цх со швам., ВыГ Ол ц"н н ы ми;одвцжц 1.и Головсам : .Расстояц;юе хС)кду:;О,;цж:ымп ц неподвилсню,мц...
Машина для контактной стыковой сварки

Номер патента: 471973
Опубликовано: 30.05.1975
Авторы: Галян, Кучук-Яценко, Лебедев, Патон, Сахарнов
МПК: B23K 11/00
Метки: контактной, сварки, стыковой
...для которого слукит червячная шестерня 27, связанная червячным валом с электроприводом 13, корпус пдропресса 10 с губкой 25 перемещается по вертикали для центровки изделия в вертикальной плоскости, Величина нсрсмс 1 псчия зависит от размера боковых окон 2 КВспомо 1 ательиыс пилидры 29: 30 с иори 1- нями 31 и 32 служат лля по,п ма ис 5 р исй 18 и 24 пдропрсссов 9 и О пр 1 Вз 5 к:.т: свариваемых изделий.Золотник 33 и элсктро 5 сха:исеки Привод 34 образуют пдрослсдясцуо систем лля раВлеци 51 п 1 чроци;Пидра.;1 и 7 и.1(:51 сисс 1:я подВижцой колоииы, Няп 1)ав,15 Оисис 1 И 1,Пки 35 и 36 с пружинными устройствами 37 и 38 облегчают подачу изделий В сааркапую машииу. Вицт 39 и 1 срв 51 П(1 я п(1 ра 10 и - 1, св 5 ванные с электроприводом...
Способ дуговой сварки переменным током

Номер патента: 471969
Опубликовано: 30.05.1975
Авторы: Лапчинский, Патон, Подола, Потапьевский
МПК: B23K 9/00
Метки: дуговой, переменным, сварки, током
...же полярности, которые обеспечиваю шение повторного зажигания дуги, сб пель электродного металла строго в ленни ванны независимо от ее простра ного расположения, Данный эффект ется только при следующих соотн параметров; 5 1= (5 - 15) 71= 1 - 3,5 м/сек и/где 1 - амплитуда импульса тока;1 - среднее значение тока основной ду.10 гп;1, - длительность импульса тока,В отдельных случаях допустимо наложениеимпульсов тока в начале и конце полупериодов только одной полярности.15 Изменяя параметры импульсов и частотуих следования по определенной наперед заданной программе или в зависимости от характера процесса с помощью обратной связи, представляется возможным управлять пе реносом электродного металла, ходом физико-химических процессов и...
Устройство для автоматическкой сварки под флюсом в потолочном положении

Номер патента: 469554
Опубликовано: 05.05.1975
Авторы: Виноградский, Вознесенский, Дубовецкий, Ковалев, Мандельберг, Патон, Чвертко
МПК: B23K 9/18
Метки: автоматическкой, положении, потолочном, сварки, флюсом
...поверхноИзобретение относится к оборудованию для сварки в потолочном положении,Известно устройство для сварки под флюсом в потолочном положении, содержащее корпус с размещенными в нем патрубком для подачи флюса и сварочным мундштуком, где регулирование давления флюса на сварочную ванну осуществляется изменением зазора между корпусом и изделием, Но эта регулировка не стабильная - незначительное изменение этого зазора резко и непропорционально изменяет давление флюса,С целью повысить качество сварного соединения предлагаемое устройство снабжено наклонной относительно поверхности свариваемых листов площадкой, размещенной за мундштуком по ходу сварки и закрепленной на корпусе с возможностью регулирования угла ее наклона.На фиг. 1 пред ст о...
Источник питания для импульсно-дуговой сварки

Номер патента: 469223
Опубликовано: 30.04.1975
Авторы: Лебедев, Патон, Подола, Шейко
МПК: H05B 7/18
Метки: импульсно-дуговой, источник, питания, сварки
...должна поддерживать постоянным заданный диаметр капель путем изменения частоты, импульсов тока, накладываемых на ток дуги,Зажигание дуги производится обычным способом. При горении дуги происходит плавление электродной проволоки и образование капли на торце электрода, Количество расплавленного металла пропорционально количеству электричества1 й. Для этого с шунта 23 напряжение, пропорциональное току дуги, подается на интегратор. На сопротивлении 13 падение напряжения 1l=й1 й проопорционально количеству расплавленного металла, т. е. диаметру, капли. Напряжение 1/, сравнивается с заданием У ь на базе триода 16. В момент установления равенства l= = Уч, свидетельствующего об образовании капли заданного размера, триод 16 открывается и на...
Устроство для дуговой сварки

Номер патента: 468722
Опубликовано: 30.04.1975
Авторы: Дыменко, Заруба, Лебедев, Легостаев, Мещеряк, Патон, Пентегов, Стемковский, Шейковский
МПК: B23K 9/00
Метки: дуговой, сварки, устроство
...подсоединенный параллельно дуге, который в зависимости от технологических требований может возбуждать в луговом промежутке 10 дежурную или основную дуу. Для исключения взаимного влияния источников 1 и 15 оии подключены к дутовому проме)кутку 10 через разделительные диоды 16 и 17.Устройство (фиг. 1) работает следующим образом,5 1 О 15 20 25 30 35 40 45 Я) й 60 65 4В исходном положении бесконтактный электронный ключ 2 разомкнут, При подае сигнала с блока 3 управления ключ 2 замыкается и подключает источник 1 к клеммам а и б индуктивного накопителя 4 энергии, На- чинается процесс зарядки накопителя. Одновременно с этим возбуждается дуга между электродом 11 и изделием 12. Индуктивный накопитель 4 аккумулирует энергию в интервале 11...
317264

Номер патента: 317264
Опубликовано: 05.12.1974
Авторы: Атаманчук, Вердеревский, Верник, Грум, Жинский, Лащенко, Мандельберг, Осада, Патон, Райчук, Семенов, Целиков
МПК: B21C 37/12
Метки: 317264
...переваривается при выполнении рабочего шва.Наиболее целесообразным вариантом рассматриваемого способа является производство, основанное на изготовлении труб с разделением операций: 15а) выполнение на одном стане формовки, включая соединение сопрягаемых кромок технологическим швом и разделение труб на мерные длины;б) сварка рабочих швов под флюсом на от дельных стендах сравнительно простой конструкции.При изготовлении спиральношовных труб из отдельных листов, а также рулонной стали разделение операций формовки и дуговой 25 сварки спиральных швов позволяет вести формовку со скоростью, значительно превышающей скорость сварки рабочих швов в случае совмещения формовки и сварки на одном стане. Благодаря этому сложное и дорогое обо ановленное...
Стенд для сборки и сварки кольцевых шве крупногабаритных конструкций

Номер патента: 434698
Опубликовано: 05.12.1974
Авторы: Герман, Ерохин, Зорев, Касаткин, Нейланд, Никольский, Патон, Потемкин, Рудковский, Руднев, Угольников, Яровинский
МПК: B23K 37/04, B23P 19/04
Метки: кольцевых, конструкций, крупногабаритных, сборки, сварки, стенд, шве
...(на чертежах не показано).Стенд работает следующим образом.На концевых заготовках ротора (хвостовиках) закрепляют самоустанавливающиеся подшипники 13. Затем хвостовики устанавливают в опоры 2 и 3 на люнеты 12, которыми выводят хвостовики на линию центров стенда, зафиксированную .измерительным прибором. Каждую присоединяемую заготовку устанавливают на люнеты 21, предварительно выставленные относительно линии центров стенда. Причем, если присоединяемые заготовки имеют дисковую форму, неустойчивую относительно горизонтальной оси, то их предварительно центрируют и закрепляют в центрирующем устройстве 22, а затем уже вместе с последним устанавливают на люнеты 21.Люнетами 21 заготовку выводят на линию центров и вводят ее посадочный...
Способ сборки и сварки кольцевых швов крупногабаритных конструкций

Номер патента: 434697
Опубликовано: 05.12.1974
Авторы: Герман, Ерохин, Зорев, Касаткин, Никольский, Патон, Рудковский, Руднев, Угольников, Яровинский
МПК: B23K 29/00
Метки: кольцевых, конструкций, крупногабаритных, сборки, сварки, швов
...приборами. Присоединяемую заготовку размещают на подвижной опоре соосно хвостовику с возможностью самоустановки по торцу хвостовика. Определяют биения опорных торцов соединяемых заготовок и ориентируют их так, чтобы плюсовое биение одного соответствовало минусовому биению другого. Нагревают посадочное отверстие хвостовика и вводят в него до упора посадочный поясок присоединяемой заготовки. В процессе формирования посадки (охлаждения отверстия) осуществляют осевое сжатие соединяемых заготовок с усилием, необходимым для обеспечения плотного контакта по стыкуемым поверхностям.Затем присоединенную заготовку освобождают от опоры для возможности самоустановки ее относительно хвостовика под действием внутренних напряжений, возникающих...