B23C — Фрезерование
Устройство для крепления инструмента

Номер патента: 1741984
Опубликовано: 23.06.1992
Авторы: Болотин, Ершов, Панов, Чистяков
МПК: B23C 5/26
Метки: инструмента, крепления
...втулке 5, В отверстии штревеля 17 установлена зубчатая полумуфта 20, подпружиненная относительно штревеля 17,. взаимодействующая с зубьями, выполненными на торце стержня 8. От поворота относительно штревеля, полумуфта 20 удерживается установочным винтом 21, входящим в паз полумуфты 22. Для подачи СОЖ в штревеле выполнено отверстие 23 и. паз 24, соединенные между собой отверстием, а во втулке 5 расположены радиальные и продольные каналы, соединенные с каналами канавкой в расточке шпинделя. Осевое усилие от пакета тарельчатых пружин на втулку передается через упорную трубу 25. Для обеспечения вхождения цанги 7 во. втулку 2 на ней выполнены лыски 26, благо даря которым исключается контакт конусных поверхностей с втулкой в местах распо....
Устройство к токарному станку для закрепления режущего инструмента

Номер патента: 1741993
Опубликовано: 23.06.1992
МПК: B23C 3/32, B23F 23/00
Метки: закрепления, инструмента, режущего, станку, токарному
...в которых расположена каретка 3, выполненная в виде вилки с пазом 4, в котором на оси 5 расположен резцедержатель 6 с пазом 7 под резец 8 для обработки винтовой канавки 9 детали 10. Резцедержатель 6. имеет сектор с зубчатым сектором 11. Каретка 3 выполнена с возможностью перемещения в направляющих 2 посредством ходового винта 12, а резцедержатель 6 выполнен с возможностью поворота на оси 5 и фиксации относительно вилки с помощью механизма фиксации в виде нажим- ного винта 13, Ходовой винт 12 выполнен в виде червяка 14, имеющего возможность взаимодействия с зубчатым сектором 11.Устройство работает следующим образом. В пазу резцедержателя 6 закрепляетсявинтами 15 резец 8, предназначенный для обработки винтовой канавки 9 на детали...
Устройство для обработки резанием

Номер патента: 1743712
Опубликовано: 30.06.1992
МПК: B23B 31/02, B23C 5/26
Метки: резанием
...При закручивании резьбовой части 9 хвостовика 8 в отверстие 3 кольцо 5 сжимается между поверхностью 4 корпуса 1 и нерабочим торцом 10 инструмента 7 и плотно охва 1743712 А(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИНИЕМ(57) Испольконцевым итения: в корхвостовик 8стие 3, Кольдольную оськаплевидноду торцом 1поверхностьция инструм зование: обработка резанием нструментом.Сущность иэобрепус 1 помещаетсяинструмент 7, которого вворачивается в отверцо 5 с разрезом 6 имеет про, расположенную по спирали, и е сечение. При его сжатии меж инструмента 7 и конической ю 4 корпуса. происходит фиксаента. 1 ил,тывает внутренней цилиндрической поверхностью хвостовик 8. При обработке под действием крутящего момента.при врезании инструмента 7 происходит дальнейшее сжатие...
Устройство для внутренней и наружной зачистки концов труб

Номер патента: 1743727
Опубликовано: 30.06.1992
Авторы: Гордиенко, Гурфинкель, Мирная, Подтуркин, Синявская
МПК: B23C 3/12
Метки: внутренней, зачистки, концов, наружной, труб
...зачистных элементов,Поверхности стакана и диска выполнены перфорированными,На фиг, 1 изображено устройство; нафиг. 2 - узел 1(в разрезе) на фиг, 1; на фиг.3 - узел ( на фиг. 2; на фиг, 4 - вид А на фиг,2; на фиг. 5 - разрез Б-Б на фиг. 2; на фиг.6 - разрез В - В на фиг. 2; на фиг, 7 - разрезГ-Г на фиг;1.Устройство для внутренней и наружнойзачистки концов труб содержитмеханизм 1центрирования и подачи (фиг, 1), узлы внутренней и наружной зачистки.Узел наружной зачистки выполнен в виде фланцев 2 и 3 (фиг. 2), предназначенныхдля размещения эачистных элементов 4,установленных на планшайбе 5 с подпру. жиненными пальцами 6, связанными роликами 7 с эксцентриковым пазом 8 кулака 9.К фланцу 2 прикреплен узел внутреннейзачистки,...
Устройство для зачистки околошовной зоны кольцевых сварных швов

Номер патента: 1743728
Опубликовано: 30.06.1992
МПК: B23C 3/12, B24B 23/02
Метки: зачистки, зоны, кольцевых, околошовной, сварных, швов
...колесо 26, жестко соединенное с зубчатым колесом 24 и установленное соосно с шарниром 15, фиксирующую собачку 27 с пружиной 28, ведущую собачку 29 с пружиной 30, смонтированные на коромысле 31, в пазу которого расположен с возможностью перемещения палец упора 32, который закреплен на корпусе 4 привода 3 и.при возвратно,-поступательном перемещении воздействует на коромысло 31, что в конечном счете приводит во вращение ведущую шестерню 20. Храновый механизм 25 снабжен передвижным ограничительным козырьком 33, смонтированным в пазу рамы 6, Привод 3 с рабочим органом 1 поджимается к поверхности обрабатываемой трубы 7, смонтированной между рамой 6 и кареткой 16, пружиной 34.Устройство работает следующим образом,Транспортйое кольцо 18...
Устройство для обработки шлицев

Номер патента: 1743729
Опубликовано: 30.06.1992
Автор: Ковалев
МПК: B23C 3/28
Метки: шлицев
...на поршне 7, и переставныевзаимно перпендикулярными сторонами, флакулачки 11 служат для автоматического уп- жок 32 смонтирован с возможностью взаиморавления осевыми перемещениями поршня действия с датчиками 28.7 в процессе быстрых холостых и медлен Устройство работает следующим обраных рабочих. перемещений. В полости зом.шпинделя расположен толкатель 12 зажим- Фреза 2 вращается, стол станка неподного цангового механизма, служащий для вижен, Поршень 7 находится в крайнем леосевого перемещения цанги 5 в периоды вом нерабочем положении, Очередная зажима - раэжима заготовки 4. Штоком 13 40 заготовка 4 зажата цангой 5. С помощью силовой цилиндр 14 шарнирно соединен с силового цилиндра 14 и рычага 15 эафиксидвуплечим рычагом 15,...
Многозубый инструмент
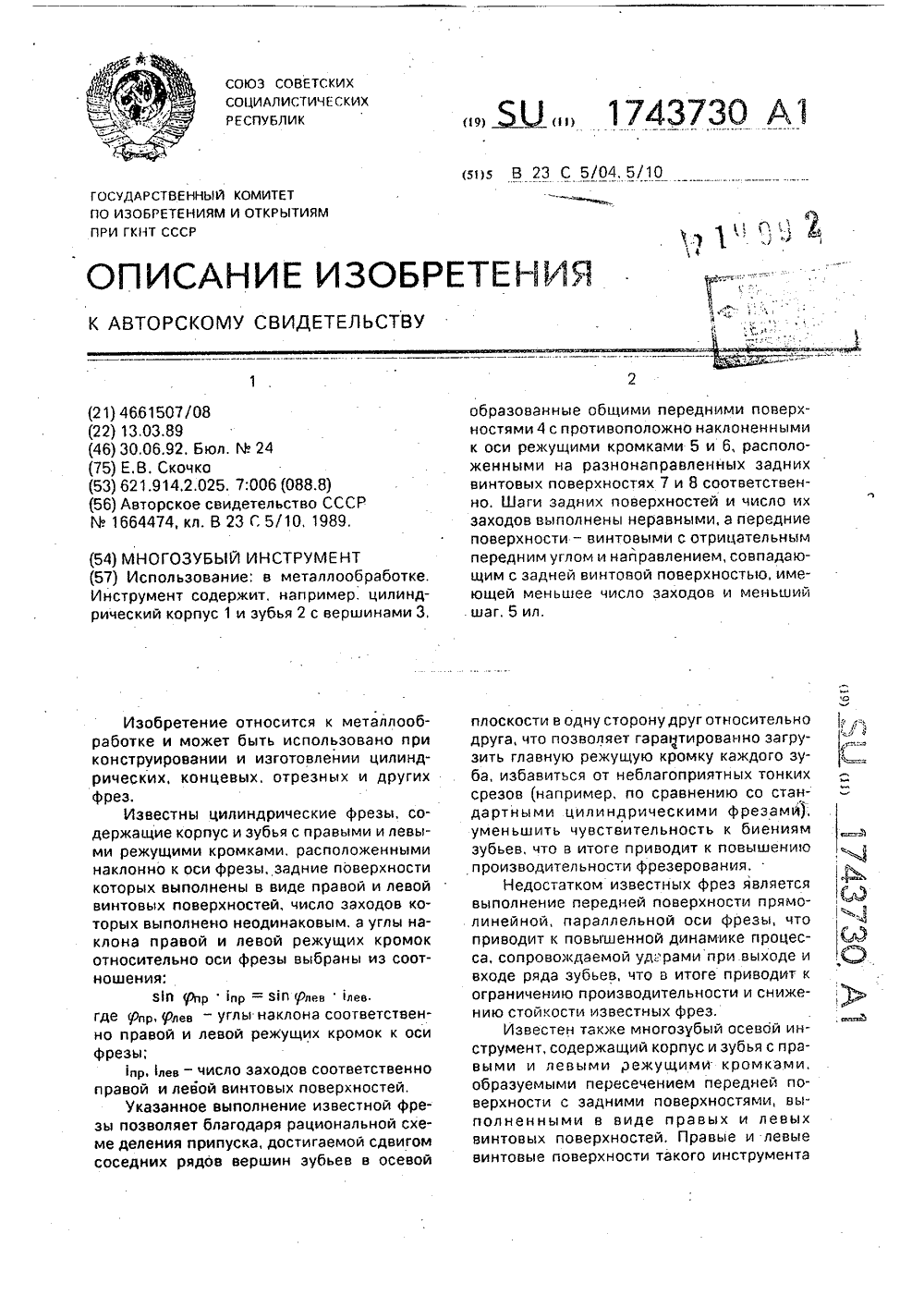
Номер патента: 1743730
Опубликовано: 30.06.1992
Автор: Скочко
Метки: инструмент, многозубый
...винтовых задних поверхностях, при этом угол наклона винтовой передней поверхности определен из соотношения(Ъ +2)РР разнонаправленные винтовые, задние поверхности выполнены с неодинаковым числом заходов и неравными шагами. а передние винтовые поверхности выполнены с отрицательным передним углом и направлением, совпадающим с задней винтовой поверхностью с меньшим шагом и числом заходов, причем число заходов передней поверхности определено из зависи- мостиБлагодаря выполнению передних винтовых поверхностей с направлением, совпадающим с задней винтовой поверхностью, имеющей меньшее число заходов и меньший шаг. главные режущие кромки получают положительные значения передних углов, что приводит к уменьшению сил резания, а вспомогательные -...
Торцовая фреза

Номер патента: 1743731
Опубликовано: 30.06.1992
Авторы: Коньков, Моисеенков, Осинцев, Чухловин
МПК: B23C 5/06
...18 планки14,В средней части планки 14 на стороне,.обращенной к стенке 7 паза, прорезанафасонной фрезой открытая выемка 19, ог 20 раниченная цилиндрической поверхностью,Радйус В (фиг, 8) цилиндрической поверхности выемки 19 равен перпендикуляру Ю(фиг. 7), опущенному из вершины М треугольника КММ, образованного поперечным25 сечением Д - Д по выемке 19, планки 14, Образующая КМ наклонена к поверхности 18планки 14 на угол у 30,В стенках 7 пазов корпуса 1 прорезанавыемка 20; равная по форме и размерам30 выемке 19 на планке. При совмещении выемок 19 и 20 по контурам планка размещается в пазу с гарантированным зазором Ь отфланца 11 (фиг. 1),В кольце 9 выполнены реэьбовые отвер 35 стия 21 по числу пазов корпуса. Оси отверстий 21 расположены в...
Способ настройки торцовой фрезы

Номер патента: 1743732
Опубликовано: 30.06.1992
Авторы: Бобровицкая, Дойников
МПК: B23C 5/06
Метки: настройки, торцовой, фрезы
...свободно, а в процессеэксплуатации При замене изношенных режущих пластин перемещают только державки в осевом направлении.Такой способ настройки торцовой фреэы позволяет .сократить время настройки иповысить производительность труда, а также точность установки пластин.Ха фиг. 1 изображена предлагаемаяфреза, общий вид; на фиг. 2 - разрез А - А нафиг. 1; на фиг, 3 - вид Б на фиг. 1 (со снятымдиском); на фиг. 4 - разрез В -В на фиг, 2; нафиг. 5 - схема настройки пластин по технологическому диску.Регулируемая торцовая фреза содержит корпус 1 (см, фиг, 1, 3) с осевым посадочным отверстием и расположеннымиравномерно по окружности отверстиями 2,в которых установлены державки 3 с режущей пластиной 4, базирующейся на опорный платик 5 (см, фиг, 1,...
Сборный режущий инструмент

Номер патента: 1743733
Опубликовано: 30.06.1992
Автор: Нагайцев
МПК: B23C 5/06
Метки: инструмент, режущий, сборный
...поверхность; выполненную в виде ггояска высотой д, Число 120.240 зубьев необходимо для того, чтобы соответствовать повороту круглой режущей 25 или радиусной режущей пластинки 7.Поверхность цилиндрической кольцевой проточки 8 выполнена большим диаметром для свободного выхода поводковой зубчатой поверхности 6. Следующая книзу 30 (к режущей пластине 7) цилиндрическая поверхность 9 выполнена с запасом по диаметру, учитывающим диаметральное изменение сжатия тарельчатых пружин 10. Последняя реэьбовая поверхность 11 втул ки 3 (4) служит для установки в ней самоконтрящейся гайки 12, имеющей пазы 13 для комбинированной (осевой и радиальной) подачи втулки 14 (подвижной элемент) по оси 15 резцового узла, Пружина 10 разме щена между подвижным...
Устройство для зажима и разжима инструментальных оправок в шпинделях многошпиндельной головки

Номер патента: 1743734
Опубликовано: 30.06.1992
Авторы: Головко, Горуппа, Татаров
МПК: B23C 5/26
Метки: головки, зажима, инструментальных, многошпиндельной, оправок, разжима, шпинделях
...образом, 10 20 25 ду плитой 4 управления и кольцевой проточ 50 новка новой оправки могут быть осуществ-.лены вручную либо автоматически.Зажим инструментальной оправки 8 впатроне 1 производится подачей командыприводу 5 перемещения на перемещение 55 плиты 4 управления в крайнее переднее положение (на фиг, 1 и 2 - крайнее нижнее), и детали устройства приводятся в положение замыкания, описанное выше, Контроль запирания оправки осуществляется контролем переднего положения плиты 4 30 35 40 Во время резания инструментальная оправка 8 с настроенным инструментом 9 зажата патроном 1 в шпинделе 2 за счет того, что плита 4 управления своим приводом 5 сдвинута в переднее относительно многошпиндельной головки положение (на фиг. 1 и 2 - в нижнее), что...
Переносной металлорежущий станок

Номер патента: 1745432
Опубликовано: 07.07.1992
Автор: Вашковец
МПК: B23C 1/20
Метки: металлорежущий, переносной, станок
...связь цепи главного движения с управляющим механизмом муфты позволяет дополнительно управлять подачей в зависимости от нагрузки на шпинделе, например, при фрезеровании пазов и защемлении фрезы, стружкой произойдет автоматическое уменьшение момента в муфте, что. приведет к уменьшению величины подачи и даже отводу головки до устранения эаедания. Это позволяет дополнительно расширить технологические возможности станка эа счет прореэки более глубоких пазов при разрезке высоких нежестких профилей,На фиг. 1 изображен предлагаемый переносной станок для выполнения операции фрезерования и отрезки, общий вид; на фиг. 2 - кинематическая схема переносного металлорежущего станка; на фиг. 3 - кинематическая связь механизма управления муфтой...
Способ формирования рабочего сечения трубчатого образца

Номер патента: 1745433
Опубликовано: 07.07.1992
Автор: Ерусалимский
МПК: B23C 3/00
Метки: образца, рабочего, сечения, трубчатого, формирования
...под углом а к образующей, равным углу наклона формируемого в образце 3 рабочего сечения. В режущем инструменте 6, имеющем постоянную толщину 1, равную ширине надреза 7 в образце 3 и расстоянию между скошенными торцами 4 и 5 элементов 1 и 2, выполняют боковой односторонний выступ 8, расстояниеот края которого до края режущей части 9 определяется условием (2).Формирование рабочего сечения в образце 3 выполняют следующим образом. В трубчатые элементы 1 и 2, размещенные соосно с обеспечением зазора 1 между скошенными торцами 4 и 5 (фиг. 1), вставляют трубчатую заготовку, предназначенную для изготовления образца 3 с наклонным рабочим сечением, после чего соединяют элементы 1 и 2 и заготовку, например, точечной сваркой в зонах...
Устройство для обработки

Номер патента: 1745434
Опубликовано: 07.07.1992
МПК: B23C 3/12
...заусенцев, Фреза 1 и иглофреэа 2 устанавливаются на одном шпинделе 3 с перекрытием "К" плоскостей, проходящих через вершины их зубьев эа счет поднутрения, выполненного во фрезе 1, что дает гарантированную возможность отгиба заусенцев 5 в зону фреэерования.Устройство работает следующим образом,Деталь 4 подается на фрезу 1(или фреэа на деталь), причем подача может быть как прямолинейной, так и круговой, например, при крепления деталей на поворотном столе (на фиг. не показано). Благодаря необходимому соотношению радиусов фрезы и иглофрезы йфрезЯигл,-фрез) и установке пбследних на одном шпинделе 3 (на однойоси), в.зоне "Д" сначала происходит просто фреэерование с образованием заусенцев 5, поскольку зубья фреэы 1 выходят за контур детали...
Способ обработки винтовых канавок переменного шага и сечения на телах вращения

Номер патента: 1745435
Опубликовано: 07.07.1992
МПК: B23C 3/32
Метки: винтовых, вращения, канавок, переменного, сечения, телах, шага
...и формируют коническую поверхность впадин. 4 ил. Резцовые головки 2 (фиг. 2 и 3) с радиусами й установлены на шпинделях с параллельными осями 01 и 02, Резцовые головки могут поворачиваться вокруг оси 2, парал лельной осям резцовых головок и перпендикулярной к плоскости Г, касательной к конусу впадин (см, фиг. 1), Резцовым головкам 2 сообщаются главные вращательные движения резания 01 и 02, Затем осуществляют врезание, после чего согласованно выполняются четыре движения:щение заготовки 01 вокруг осив точку К), При этом скорости Чх и Чу движений вдоль осей Х и Е связаны соотношениемЧ79 Фгде а - угол наклона образующей конуса впадин.Согласованное вращение и перемещение вокруг и вдоль оси Х обеспечивают получение шага винтовой линии,...
Дисковая трехсторонняя фреза

Номер патента: 1745436
Опубликовано: 07.07.1992
МПК: B23C 5/08
Метки: дисковая, трехсторонняя, фреза
...расположены под углом к державочным частям.Предлагаемая фреэа отличается тем, что во фреэу введены две крышки с внутрен- М ними коническими поверхностями для взаимодействия с коническими поверхностями корпуса, соединенные с последним с помощью винтов, при этом державочные части резцов размещены в пазах, выполненных на конических поверхностях корпусах, а головка резцов, расположены под углом к державочным частям.На фиг, 1 изображена фреза, общий вид; на фиг. 2 - разрез А-А на фиг. 1,Фреза состоит из корпуса 1 в виде дву, конусного диска с наклонными пазами 2, углубленными вдоль образующих конусов 3 с двух сторон корпуса 1. В пазах 2 раэмеще 1745436ны резцы 4 с твердосплавной головкой 5,расположенной под углом к державочнойчасти б, имеющие...
Режущий инструмент

Номер патента: 1745437
Опубликовано: 07.07.1992
МПК: B23C 5/08
Метки: инструмент, режущий
...эксцентричные кромки, расположенные симметрично основным по отношению кконцентричным кромкам.На фиг. 1 изобажен режущий инструмент; на фиг. 2 - разрез А - А на фиг. 1; нафиг. 3 - разрез Б-Б на фиг. 1,Инструмент состоит из диска 1 зубьев 2с передней выпуклой эксцентричной режущей кромкой 3, дополнительными выпуклыми эксцентричными режущими кромками 4и концентричными к оси инструмента режущими кромками 5.Угол заостроения а передней выпуклой эксцентричной режущей кромки 3 вполняется большим по отношению к угзаострения концентрично к оси инструмета расположенной кромки 5,1745437 5Инструмент работает следующим образом. Соста вител ь С.Азизов Техред М. Моргентал КоРРектоР М.шарош Редактор Е,Пап Заказ 2349 Тираж Подписное ВНИИПИ...
Концевой режущий инструмент

Номер патента: 1745438
Опубликовано: 07.07.1992
МПК: B23C 5/10
Метки: инструмент, концевой, режущий
...в отверстии, выполненном в оправке, и имеющая два выступа с внутренней конической поверхностью, предназначенной для взаимодействия с наружной конической поверхностью, выполненной на режущей пластине.Точность баэировэния.на конусе гораздо выше чем на цилиндре, поэтому надежность крепления режущей пластины резко возрастает. При работе инструмента надекность крепления режущей пластины имеет очень большое значение, Этот фактор влияет на все параметры процесса фрезерования, и в конце концов на долговечность инструмента. Кроме того, происходит уменьшение материалоемкости за счет сокращения количества оправок (в известных инструментах, под каждую режущую йластину нужна была оправка), 1745438для крепления режущей пластины, вид спереди; на фиг. 4...
Привод перемещения траверсы станка портального типа

Номер патента: 1745439
Опубликовано: 07.07.1992
Автор: Спицин
МПК: B23B 47/26, B23C 9/00
Метки: перемещения, портального, привод, станка, типа, траверсы
...точности станка из-за температурных деформаций, Но, поскольку, двигатель размещен с одной стороны станка, то участок вала, размещенный между червяками, в процессе перемещения поперечины скручивается на различные угловые величины, особенно при реверсе вращения вала, так как силы трения в направляющих, подшипниках и червячных парах при ходе поперечины вверх увеличиваются, а при ходе вниз уменьшаются, в результате чего нарушается синхронное вращение винтов и что приводит к перекосу поперечины в процессе ее перемещения и установки на координату, т,е, снижается точность станка.Известно также устройство, исключающее нарушение синхронного вращения винтов, но оно конструктивно сложно: 14 шестерен высокой степени точности, 6 валов и 13...
Способ обработки винтовых поверхностей лопастей гребных винтов

Номер патента: 1745526
Опубликовано: 07.07.1992
Автор: Данилов
МПК: B23C 3/18, B24B 19/14
Метки: винтов, винтовых, гребных, лопастей, поверхностей
...вокруг оси 4, Зависимости (1) и (2) следуют из фиг.2, За время обработки каждой строчки инструмент 2 контактирует с лопастью в наиболее удаленном от оси 4 сечении, ограниченном винтовой линией с углом наклона 45 )ъин. в точке А, а в наименее удаленном сечении, характеризующимся умакс, в точке В. Точка О пересечения нормалей к прямым с углами наклона умин и умакс определяет положение центра окружности, по которой профилируют рабочую поверхность инструмента. Угол между прямым ОА и ОВ составляет умакс. - умин, поэтому при ширине режущей части инструмента, равной Ь, радиус г его профилирования выражается за висимостью (1). Изменение расстояния от оси 4 инструмента до точек контакта его с лопастью и, следовательно, скорости резания будут...
Фреза

Номер патента: 1748970
Опубликовано: 23.07.1992
МПК: B23C 5/06
Метки: фреза
...риски, предназначеннье длявзаимодействия с винтовой поверхностьюрегулироаоцного винтаНа фйг, 1 поКазана фреза,-разрез; на 45фиг, 2 - .режущий элемент,Ф реза содержйт корпус 1, в котбром попериферии установлены режущие пластины 2, каждая пластина снабжена крепежными элементами - регулировочнцм винтом 3 и клином 4. Для регулирования положения клина 4 предусмотрен винт 5. На опорных поверхностях пластины 2 и в гнездах карлуса 1 выполнены резьбовые риски для взаимодействия с винтовой поверхностью регулировочного винта 3, На пластине 2 риски выполнены с взаимно перпендикуляр-. ными осями 6 и 7 на каждой опорной поверхности.Сборка фрезы осуществляется следующим образом.Винт 3 вкладывают витками резьбы в риски корпуса 1, к винту...
Режущий инструмент

Номер патента: 1748971
Опубликовано: 23.07.1992
Автор: Гуркин
МПК: B23C 5/06, B24B 37/04
Метки: инструмент, режущий
...в виде усеченной трехгранной пирамиды 7 с ножкой 3, выполненной с воэможностью закрепления от поворота и осевого перемещения в требуемом положении, например с граненым участком 8, Съемный режущий элемент 2 выполнен заподлицо с параллелепипедом 1 иливыступающим из него в собранном положении, т,е. образуя ступеньку над гранью параллелепипеда. Корпус 1 и объемные элементы 2 могут быть вйполнены из, различных материалов, например, твердого сплава, абразива, дерева, стекла, металла и т.п. Объемные элементы 2 могут быть гладкими или с насечкой,Режущий инструмент работает следующим.образом.При обдирочных и черновых работах объемные режущие элементы 2 переставляются с выступанием остроконечными режущими кромками из корпуса 1 в виде...
Режущий инструмент

Номер патента: 1750853
Опубликовано: 30.07.1992
МПК: B23B 27/16, B23C 5/06
Метки: инструмент, режущий
...ре-2, через центральное отой которого эксцентрично роходит винт 3, соединяюастину с корпусом, При пента в первый момент ние конического участка 4 с я в точке, ближайшей к боповерхностям, При даль)5 В 23 В 27/16, В 23 С 5/06(57) Использование; маши ность изобретения: режу содержит корпус, в гнезд новлена .режущая пласти закрепляемая крепежным винта имеет два участка вия с поверхностями ре Между указанными участ упругая перемычка. 2 ил. нейшем перемещении винта происходит перемещение режущей пластины 2 и ее силовое замыкание на боковые базовые поверхности гнезда корпуса, после чего начинает деформироваться перемычка 6 винта и отклонение головки в направлении вершины до контакта конического участка 5 с фаской отверстия режущей...
Способ обработки нежестких деталей

Номер патента: 1750857
Опубликовано: 30.07.1992
Авторы: Менх, Шенер, Шушпанников
МПК: B23C 3/00
Метки: нежестких
...допустимый для этого перехода. припуск с части заготовки по ширине,,1750857 измеряют прогиб заготовки, а затем деформируют последнюю в направлении прогибана велицину прогнозируемого коробленияот перераспределения остатоцных напряжений, после чего снимают оставшуюся 5часть припуска,Недостатком известного способа односторонней механической обработки нежестких деталей является низкое кацествообработанных деталей, так как остаточные 10напряжения, вызванные обработкой резанием, формируют у них большой прогиб,Целью изобретения является повышение качества обрабатываемых поверхностей эа счет уменьшения прогиба деталей, 15Указанная цель достигается тем, что согласно способу обработки нежестких деталей, при котором обработку ведут покрайней...
Сборный режущий инструмент

Номер патента: 1750858
Опубликовано: 30.07.1992
Авторы: Зайцев, Никифоров, Черепанов
МПК: B23C 5/06
Метки: инструмент, режущий, сборный
...на каждой державке диаметрально противоположными ипараллельными ее оси, Для переналадкиинструмента с режима работы торцовойфрезы на режим работы расточной головкидостаточно отвернуть крепежные винты 4,повернуть державки 3 вокруг своих осей на180 и закрепить этими винтами,Крепежные винты 4 взаимодействуют скорпусом 1 и державками 3 посредствомразрезных резьбовых втулок 8, куда эти винты ввинченьь Втулки 8 установлены в отверстия 9 корпуса, имеющие коническую ицилиндрическую части, На торцах 10 втулок8 выполнены выступы 11 - 14, охватывающиецилиндрическую поверхность державки 3(фиг.2), Конструктивно эти выступы могутразличаться. Так, на фиг.З представлен вариант изготовления выступа 11 пластическим деформированием, на фиг,4 и 5...
Сборная торцовая фреза

Номер патента: 1750859
Опубликовано: 30.07.1992
МПК: B23C 5/06
Метки: сборная, торцовая, фреза
...установлены упругодемпфирующие элементы.На фиг,1 изображена предлагаемая фреза, осевое сечение; на фиг,2 - разрез А - А на фиг.1, 5На фрезерной оправке 1 установлен корпус, выполненный в виде двух соосных фланцев 2 и 3 со ступицами, частично охватывающими одна другую и одновременно сопрягающимися своими центральными от верстиями с нижним цилиндрическим концом оправки. На внутренних торцах фланцев вблизи ступиц выполнены кольцевые выемки соответственно а и б, свободно охватывающие выступы на торцах сектор ных державок 4, снабженных резцами 5. В отверстия верхнего и нижнего фланцев одновременно установлены цилиндрические пальцы 6, входящие в отверстия сухарей 7, смонтированных в сквозных овальных пэ зах секторных державок 4 и между...
Фреза с механическим креплением сменных многогранных пластин

Номер патента: 1750860
Опубликовано: 30.07.1992
Авторы: Лахов, Трошин, Шалыгин, Шейнин
Метки: креплением, механическим, многогранных, пластин, сменных, фреза
...располагае тра обрабатываемой детали, Э искажению профиля резьбы. Б закрепление в данном инстру задними углами эатруднительЦелью изобретения являе ние производительности за с ния шага между зубьями.Указанная цель достигает конструкцию фрезы, содержа гнездами, введены конически ры, соединенные с корпусом, ковые опорные поверхн выполнены на упорах, а в корп ны конические резьбовые о взаимодействия с упомянуты прорези, расположенные вдо ческих резьбовых отверстий,На фиг.1 изображена ф сечение; на фиг,2 - то же. в фиг,3 - фрезы для обработк сверху;Фреза т изрого встав пор рекорпусе винтом 3. Наклонная боковая поверхность упора 2 является жесткой базой для пластин 4, закрепление по одной из сторон которой осуществляется коническим винтом...
Режущий инструмент

Номер патента: 1750861
Опубликовано: 30.07.1992
МПК: B23C 5/10
Метки: инструмент, режущий
...резания, Распылению охлаждающейся жидкости способствует то, чтокак и режущий инструмент, так и гибкийцентральный стержень - трубопровод, вкаждый данный момент времени стремятсясохранйть свое первоначальное положение,когда их ось совпадает с осью шпинделястанка. Кроме того, распыление охлаждающей жидкости в виде тумана требует на порядок меньшего расхода жидкости, чемподача ее под большим давлением или самотеком.На чертеже схематически изображенрежущий инструмент,Режущий инструмент состоит из режущего элемента, представляющего собой спиральную ленту 1 с плотно уложенными витками, и упругого стержня 2, Спиральная лента выполнена из упругойстали, две грани которой расположены под углом пи образуют непрерывную режущую кромку 3. Упругий...
Фреза для обработки фасонных поверхностей

Номер патента: 1750862
Опубликовано: 30.07.1992
МПК: B23C 5/14, B23P 15/34
Метки: поверхностей, фасонных, фреза
...линии 13 пересечения поверхностей 11 и 12, которая параллельна линии 14 пересечения поверхностей 6 и 7 пластины, а значит, линии 13 и 14 могут быть совмещены при установке или установлены на определенном расстоянии друг от друга, обозначенном а на фиг.4, В частном случае поверхность 12 может быть параллельна поверхности 7 пластины, тогда при установке можно достичь совмещения поверхностей 12 и 7,При сборке фрезы пластины 2 устанавливают на корпусе 1 так, чтобы совместились линии 13 и 14, затем закрепляют с помощью прихватов 3 и винтов 4, После затупления режущие пластины снимают с корпуса, затачивают, снимая равномерный слой материала с поверхности 7, при этом для отдельных пластин величина съема определяется величиной износа и не...
Способ изготовления крыльчаток

Номер патента: 1754347
Опубликовано: 15.08.1992
Авторы: Гринберг, Контарез, Федотов, Шмаков
МПК: B23C 3/18
Метки: крыльчаток
...изобретения является снижение трудоемкости изготовления крыльчатки.Поставленная цель достигается тем, что согласно способу изготовления крыльчаток, вклюцающему чистовое фреэерование спинки и корыта криволинейных лопастей и впадин между ними, и ричем последние фрезеруют строчечным методом, кривизну следа на поверхности впадины при каждом строчечном проходе монотонно изменяют откривизны, эквидйстантной кривизне профиля спинки лопасти в прикорневом сечении, до кривизны, эквидистантной кривизне профиля корыта смежной лопасти в прикорневом сечении, кроме того, фрезеровку впадины начинают непосредственно после фрезеровки одной из поверхностей , смежных лопастей, образующих межлопастное пространство, а заканцивзют непосредственно перед фрезеров...