Многозубый инструмент
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1743730
Автор: Скочко

Текст
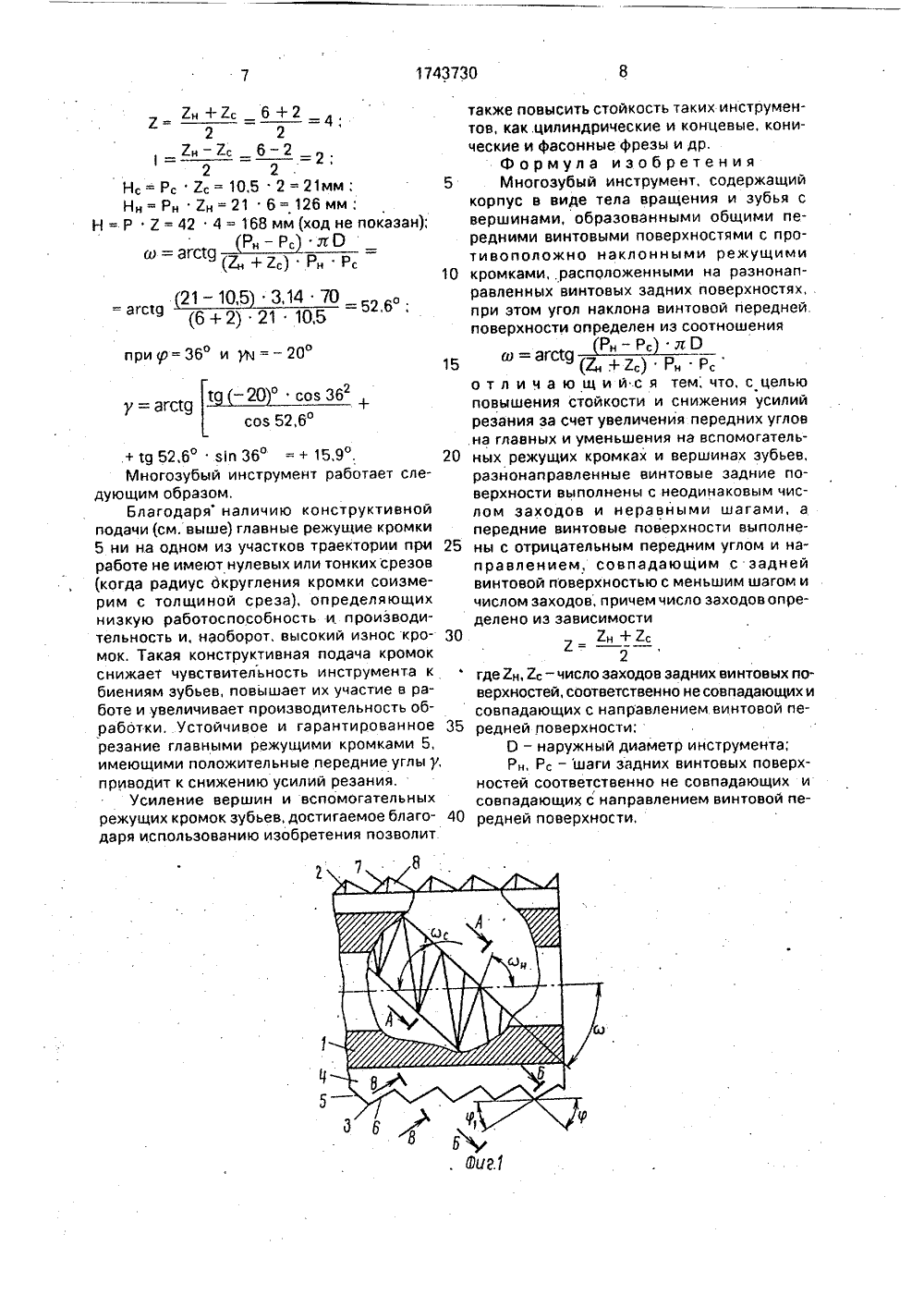
(51) 5 В 23 ЕТЕНИЯ ЕТЕЛЬСТВ АВТОРСКОМУ б работке, . цилиндшинами 3,ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР(56) Авторское свидетельство СМ 1664474, кл. В 23 С 5/10, 19(54) МНОГОЗУБЫИ ИНСТРУМ (57) Использование; в метал Инструмент содержит, напри рический корпус 1 и зубья 2 с в Изобретение относится к металлообработке и может быть использовано при конструировании и изготовлении цилиндрических, концевых, отрезных и других фрез,Известны цилиндрические фрезы, содержащие корпус и зубья с правыми и левыми режущими кромками, расположенными наклонно к оси фрезы, задние поверхности которых выполнены в виде правой и левой винтовых поверхностей, число заходов которых выполнено неодинаковым, а углы наклона правой и левой режущих кромок относительно оси фрезы выбраны из соотношения:81 П у)Пр1 пр = 31 П улевдев ГДЕ ЪР. У)лев - УГЛЫ НаКЛОНа СООтВЕтСтВЕН- но правой и левой режущих кромок к оси фрезы;1 пр, 1 лев - ЧИСЛО ЭаХОдОВ СООтВЕтСтВЕННО правой и левой винтовых поверхностей,Указанное выполнение известной фрезы позволяет благодаря рациональной схеме деления припуска, достигаемой сдвигом соседних рядов вершин зубьев в осевой 5 О ц 1743738 А 1 образованные общими передними поверхностями 4 с противоположно наклоненными к оси режущими кромками 5 и 6, расположенными на разнонаправленных задних винтовых поверхностях 7 и 8 соответственно. Шаги задних поверхностей и число их заходов выполнены неравными, а передние поверхности - винтовыми с отрицательным передним углом и найравлением, совпадающим с задней винтовой поверхностью, имеющей меньшее число заходов и меньший шаг. 5 ил. плоскости в одну сторону друг относительно друга, что позволяет гарантированно загрузить главную режущую кромку каждого зуба, избавиться от неблагоприятных тонких срезов (например, по сравнению со стандартными цилиндрическими фрезамй), уменьшить чувствительность к биениям зубьев, что в итоге приводит к повышени)о производительности фрезерования.Недостатком известных фрез является выполнение передней поверхности прямолинейной, параллельной оси фрезы, что приводит к повышенной динамике процесса, сопровождаемой уд 1:"рами при выходе и входе ряда зубьев, что в итоге приводит к ограничению производительности и снижению стойкости известных фрез.Известен также многозубый осевой инструмент, содержащий корпус и зубья с правыми и левыми режущими кромками, образуемыми пересечением передней поверхности с задними поверхностями, выполненными в виде правых и левых винтовых поверхностей, Правые и левые винтовые поверхности такого инструментавыполнены с различными осевыми шагами,а передняя поверхность выполнена винтовой с углом наклона к оси, определяемым изсоотношенияг) поверхнгде в- угол наклона переднеи остик оси инструмента;Р 1, Р 2 - шаги правой и левой винтовыхзадних поверхностей:1. г - число заходов правой и левойвинтовых задних поверхностей;01 - наружный диаметр инструмента,Благодаря плавности входа и выхода изработы отдельных зубьев такой многозубыйинструмент характеризуется большей производительностью обработки.Недостатком известного многозубогоосевого инструмента является наличие положительных передних углов на вершинахзубьев, что свидетельствует об ослаблениив силовом и тепловом отношении уязвимыхчастей зубьев - вершин, что приводит к ограничению стойкости известного инструмента,Недостатком известного многоэубогоинструмента является также отсутствиепризнака выполнения направления передней винтовой поверхности; совпадающейс направлением задней винтовой поверхно. сти, имеющей меньшее число заходов именьший шаг. Это приведет к ситуации длячасти инструментов, соответствующих вышеуказанной известной математической зависимости, когда главные режущие кромкизубьев получат отрицательные передние углы (даже если на вершинах зубьев передниеуглы выполнены положительными), В резулате для указанной части фрез ввидуотрлцательных передних углов на главныхрежущих кромках увеличатся силы резания,вследствие значительного увеличения передних углов на вспомогательных режущихкромках последние ослаблятся в силовом итепловом отношениях, что снизит стойкостьизвестных инструментов,Недостатком известного инструментаявЛяется также отсутствие признака для определения количества заходов винтовой передней поверхности, так как привыполнении произвольного (нерасчетного)количества заходов передней поверхностине будут стыковаться края развертки цилиндрической поверхности фрезы т,е, главныережущие кромки не будут располагаться нанепрерывной винтовой линии, что соответствует неодинаковым толщинам среза такими кромками и приведет к различному10 30 2 н +2 с25 где 2, 2 С - число заходов задних винтповерхностей, соответственно не совпющих и совпадающих с направлениемтоаой передней поверхности;О - наружный диаметр инструмент0 Рн, Рс - шаги зэдних винтовых поностей, соответственно не совпадающсовпадающих с направлением винтоворедней поверхности.Выполнение винтовых передних и5 хностей с отрицательным передним упозволит усилить в силовом и тепловоношениях наиболее уязвимую часть зубвершину, что снизит ее износ и привеповышению стойкости инструмента. овых ада- винерххи пеоверглом м отьев - дет к 5 15 20 25 35 износу зубьев, В результате к ограничению стойкости известных фрез.Кроме того, задние винтовые поверхности, образующие правую и левую режущие кромки зубьев, не пересекаются одна с другой и не образуют общую вершину. Выполнение в известной фрезе на каждом зубе дополнительных режущих кромок (между правой и левой режущими кромками) приводит к повышенным удельным нагрузкам и силам резания, а также к увеличенному износу задних поверхностей зубьев, что ограничивает стойкость известного инструмента.Цель изобретения - повышение стойкости и снижение усилий резания многозубых инструментов за счет увеличения передних углов на главных и уменьшения на вспомогательных режуЩих кромках и вершинах зубьев.Цель достигается тем, что в многозубовом осевом инструменте, содержащем корпус и зубья с вершинами, образованным общими передними винтовыми поверхностями с противоположно наклонными режущими кромками, расположенными на разнонаправленных винтовых задних поверхностях, при этом угол наклона винтовой передней поверхности определен из соотношения(Ъ +2)РР разнонаправленные винтовые, задние поверхности выполнены с неодинаковым числом заходов и неравными шагами. а передние винтовые поверхности выполнены с отрицательным передним углом и направлением, совпадающим с задней винтовой поверхностью с меньшим шагом и числом заходов, причем число заходов передней поверхности определено из зависи- мостиБлагодаря выполнению передних винтовых поверхностей с направлением, совпадающим с задней винтовой поверхностью, имеющей меньшее число заходов и меньший шаг. главные режущие кромки получают положительные значения передних углов, что приводит к уменьшению сил резания, а вспомогательные - отрицательные значения, что приводит к повышению стойкости инструмента.Выполнение числа заходов передней поверхности равным2= (2 н + 2 с)/2где 2 н и 2 с - числа заходов задних винтовых поверхиосте 3, не совпадающих и совпадающих с направлением винтовой передней поверхности уприводит к расположению как главных. так и вспомогательных режущих кромок иа непрерывных винтовых линиях, что определит равномерную нагрузку зубьев и, как следствие, повышение стойкости инструмента,На фиг. 1 показан миогозубый осевой инструмент, общий вид; иа фиг. 2 - сечение А-А иа фиг, 1; иа фиг. 3 - сечение Б-Б (главной режущей кромки зуба) иа фиг, 1; иа фиг, 4 - сечение В-В (вспомогательной кромки зуба) иа фиг. 1; на фиг. 5 - развертка цилиндрической поверхности инструмента.Миогозубовый осевой инструмент со,держит цилиндрический корпус 1 и зубья 2 с вершинами 3, образованными общими передними поверхностями 4 с противоположно наклонными режущими кромками 5 и б, наклоненными к оси фрезы под неравными углами рир 1 соответственно,. Главная режущая кромка 5, выполняющая основную работу резания (см. относительный сдвиг кромок иа фиг. 5), и вспомогательная режущая кромка б расположены иа разнонаправленных задних винтовых поверхностях 7 и 8 соответственно, причем числа заходов их выполнены неодинаковыми, а шаги - неравными, Передняя виитовая поверхность 4 зубьев 2 выполнена с отрицательным передним углом уи в нормальном сечении (см, фиг. 2) и направлением, совпадающим с направлением задией винтовой поверхности 7, имеющее число 2 с заходов и меньший шаг Рс, чем другая поверхность 8 (см. фиг, 5).Угол наклона винтовой передней поверхности 4 определен из соотношения(Ъ+2) Р. Р, где Рн, Рс - шаг задних винтовых поверхностей, соответственно ие совпадающей и совпадающей с направлением винтовой передней поверхности; 2 н, 2 с - число заходов задних винтовыхповерхностей. соответственно не совпадающих и совпадающих с направлением винтовой передней поверхности;5 О - наружный диаметр инструмента.Число заходов 2 винтовой поверхности4 инструмента определено из зависимости2 н +2 с210 где 2 н, 2 с - числа заходовзадних винтовыхповерхностей, соответственно не совпадающих и совпадающих с направлением винтовой передней поверхности,Величины ходов (см. фиг; 5) передних и15 задних винтовых поверхностей определятся какН=Р 2,Н =Рн 2 н,20 где Р, Рс, Рн - шаги передней поверхности,совпадающей и ие совпадающей с ней задних винтовых поверхностей соответственно;2, 2 2 н - числа заходов передней по 25 верхиости, совпадающей и не совпадающейс ней задних винтовых поверхностей соответственно,При указанном выполнении винтовыхпередних 4 и задних 7,и 8 поверхностей30 вершины 3 зубьев 2 (а вместе с ними и главные режущие кромки 5) окажутся расположенными иа винтовых линиях 9 (см, фиг, 5),определяющих осевой сдвиг зубьев 2 и величину конструктивной подачи главной ре 35 жущей кромки 5. Число заходов винтовойлинии 9 с расположенными на ней вершинами 3 зубьев 2 определится как2 н - 2 с240 где 2 н, 2 с -числа заходов задних винтовыхповерхностей, соответственно не совпадающих и совпадающих с направлением винтовой передней поверхности.45 При указанном выполнении винтовыхпередней 4 и задних 7 и 8 поверхностей при отрицательной величине переднего угла ум иа вершине 3(см. фиг.2) на главйых режущих кромках 5 зубьев 2 образуются положительные передние углы у(см, фиг, 3), что приво,дит к уменьшению сил резания, а на вспомогательных режущих кромках 6 - отрицательные передние углы у 1, что совместно с упрочненными вершинами приводит к увеличению стойкости инструмента.Изобретение иллюстрируется следующим примером конструкции цилиндрической фрезы с параметрами (см. фиг, 1-5);.+ 19 52,6 з 1 п 36 =+ 15,9 О, 20Многозубый инструмент работает следующим образом,Благодаря наличию конструктивнойподачи (см. выше) главные режущие кромки5 ни на одном из участков траектории при 25работе не имеют нулевых или тонких срезов(когда радиус дкругления кромки соизмерим с толщиной среза), определяющихнизкую работоспособность и. и роизводительность и, наоборот, высокий износ кромок. Такая конструктивная подача кромокснижает чувствительность инструмента кбиениям зубьев, повышает их участие в работе и увеличивает производительность обработки, Устойчивое и гарантированное 35резание главными режущими кромками 5,имеющими положительные передние углы у,приводит к снижению усилий резания.Усиление вершин и вспомогательныхрежущих кромок зубьев, достигаемое благодаря использованию изобретения позволит также повысить стойкость таких инструментов, как.цилиндрические и концевые, конические и фасонные фрезы и др. Формула изобретения Многозубый инструмент, содержащий корпус в виде тела вращения и зубья с вершинами, образованными общими передними винтовыми поверхностями с противоположно наклонными режущими кромкамирасположенными на разнонаправленных винтовых задних поверхностях при этом угол наклона винтовой передней. поверхности определен из соотношенияР - Р лО(Ъ + 2 с)РнРс о т л и ч а ю щ и й.с я тем, что, с целью повышения стойкости и снижения усилий резания за счет увеличения передних углов на главных и уменьшения на вспомогательных режущих кромках и вершинах зубьев, разнонаправленные винтовые задние поверхности выполнены с неодинаковым числом заходов и неравными шагами, а передние винтовые поверхности выполнены с отрицательным передним углом и направлением, совпадающим с задней винтовой поверхностью с меньшим шагом и числом заходов, причем число заходов определено иэ зависимости 2 н +2 с2= --2где 2 н, 2 с - число заходов задних винтовых поверхностей, соответственно не совпадающих и совпадающих с направлением винтовой передней поверхности;О - наружный диаметр инструмента; Рн, Рс - шаги задних винтовых поверхсоответственно не совпадающих идающих с направлением винтовой пер д и поверхности,1743730 Фи ОН Составитель Е.Ско Редактор А.Веселовская Техред М.Моргентаксимищинец ректо оизводственно-издательский комбинат "Патент город, ул. Гагарина, 101 Заказ 2150 ВНИИПИ Госуда Тираж Подписноевенного комитета по изобретениям и открытиям при ГКНТ ССС 113035, Москва; Ж, Раушская наб 4/Б
СмотретьЗаявка
4661507, 13.03.1989
Е. В. Скочко
СКОЧКО ЕВГЕНИЙ ВИКТОРОВИЧ
МПК / Метки
Метки: инструмент, многозубый
Опубликовано: 30.06.1992
Код ссылки
<a href="https://patents.su/5-1743730-mnogozubyjj-instrument.html" target="_blank" rel="follow" title="База патентов СССР">Многозубый инструмент</a>
Способ заточки задних поверхностей винтовых и торцевых зубьев концевых фрез с криволинейной переходной поверхностью

Номер патента: 1689027
Опубликовано: 07.11.1991
Авторы: Вахранев, Вульфович, Колесников, Лещев, Олехнович
МПК: B24B 3/06
Метки: винтовых, задних, заточки, зубьев, концевых, криволинейной, переходной, поверхностей, поверхностью, торцевых, фрез
...овевай Бо и радиальной Бр подачи профиль фрез 1(БЯ 1 1Затачиваемый ин трумент фрезу со сферическим торца:)или радиусным з - круглением устанавливз 1 ат в шпинделе 2 )азВарачивают тОр аид 1 ал ьнь Й шлифо з :л ь н ь.1 круг 3 на угол, примерно равный 4 Г,", г 1 рэчивают фрезу 1 вак)уг сваей Оси э 1;1)ь)г:"," либо поперечном С 11 чении г)иь)ндри есг,)й )ежущей части, располагая тачкГ)1 авнГ Й режущей коамки в ссевой плоскссти фрезы, параллельной конту)Наму движень)ю к 1 руГа 3 плоскость Й-Й, фиг, 2 и 4), Ш)1 ифовап 111 ый круг 3, смещенный г. Направлении, пергендикулярном данной пг)аскасти 1"М, на рас" ЧВТНО 8 ОВССТОЯ 1148 1"1 1 фиг, 1 .1 4) с 11811 ьга обесг 1 ечения трвГуея)Г 1) эаднегг) угла 0:, доводят да касания с указаннОЙ тО 1...
Способ фрезерования винтовой задней грани инструмента

Номер патента: 189284
Опубликовано: 01.01.1966
Автор: Климов
МПК: B23C 3/10, B23Q 16/02
Метки: винтовой, грани, задней, инструмента, фрезерования
...поворот фрезеруемого инструмента на один. шаг, отгичающийся тем, что, с целью обеспечения фрезерования задней грани ичструмента с неравномерным окруяным шагом, фрезеруемый инструмент в процессе обработки непрерывно доворачивают под действием сил резания до неподвижного упора, замыкая фрезеруемый инструмент на неподвижный упор н обрабатывающий инструмент. Известен способ фрезер овация винтовой задней грани инструмента в условиях взаимо- . действия его стружечной канавки с неподвижным упором при обработке вращающимся инструментом с неподвижной осью и закреплении фрезеруемого инструмента в укрепленном на продольно-подвижной каретке шпинделе, Шпиндель связан с делительным устройством, осуществляющим равномерный поворот фрезеруемого...
Способ заточки по задней поверхности винтовых зубьев фасонного инструмента

Номер патента: 768604
Опубликовано: 07.10.1980
МПК: B24B 3/12
Метки: винтовых, задней, заточки, зубьев, инструмента, поверхности, фасонного
...круга 1 относительно затачнваемого инструмента 2 под углом скрещивания их осей, равным расчетному зна, чению Х 0, расстояние от базового торца круга до точки 0 скрещивания этих осей равно Т, а расстояние между осями в исходном положении - а 0 (фиг, 1, 2). Значения параметров 20, а 0 и Т назначают в зависимости от профиля и шага обрабатываемой поверхности затачиваемого инструмента. Шлифовальному кругу сообщают вращательное движение М вокруг своей оси - движение резания. Инструменту 1 сообщают одновременно вращательное движение У вокруг своей оси и поступательное движение 1. вдоль этой же оси. Оба эти движения в сумме дают винтовое движение - движение подачи - с шагом, соответствующим шагу винтовых зубьев. Одновременно...
Способ фрезерования плоских поверхностей цилиндрическими фрезами с винтовым зубом

Номер патента: 1009646
Опубликовано: 07.04.1983
Автор: Кушнер
МПК: B23C 3/00
Метки: винтовым, зубом, плоских, поверхностей, фрезами, фрезерования, цилиндрическими
...металлообработки и может быть использовано на фрезерных станках при обработке плоскостей.Известен способ фреэерования плоских поверхностей цилиндрическими фреэами с винтовым зубом, по которому подачу производят параллельно продольной оси обрабатываемой поверхности 11 .Обычно диаметры фрез, число зубьеви углы наклона винтовых канавок регламентированы. Это не позволяет в большинстве случаев обеспечить равномерное фрезерование при использовании стандартных фреэ и требует конструирования специальной фрезы для каждой конкретной детали. Цель изобретения - обеспечение равномерности фрезерования при произвольном отношении ширйны обрабатываемой поверхности к осевому шагу винтовой канавки зуба фреэы. С этой целью цо способу фрезерова,ния плоских...
Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента

Номер патента: 1172678
Опубликовано: 15.08.1985
Авторы: Баринов, Горелышев, Дроздова, Седова, Селищев, Шаров
МПК: B24B 3/00
Метки: автомат, винтовых, вышлифовки, заточки, зубьев, инструмента, концевого, поверхностей, поверхности, торце, цилиндрической
...заготовок или с коническим хвостовиком используется механизм загрузки по фиг.б.В бабке изделия 4 устанавливаются сменные колеса .17 и 18, причем взависимости от направления винтовойлинии обрабатываемых поверхностейколеса 17 и 18 устанавливают на валы19 и 21 или 20 и 21. Направления вращения валов 19 и 20 противоположны.Привод деления 33 настраивают на ход,соответствующий угловому шагу зубьевнаизделии (в рассматриваемом случаедля сверла угловой шаг 180.В прибор правки 48 устанавливаютсоответствующий изделию копир 72 иустановочным перемещением направляю" щей 76 с копирным роликом 75 настраивают требуемую ширину профиля, эаправлнемогона шлифовальном круге 47.Включается врашение шлифовального круга 47 от привода 46, вращение правящего...
Предыдущий патент: Устройство для обработки шлицев
Следующий патент: Торцовая фреза
Случайный патент: Ш библиотека