Способ определения оптимальных параметров процесса резания
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
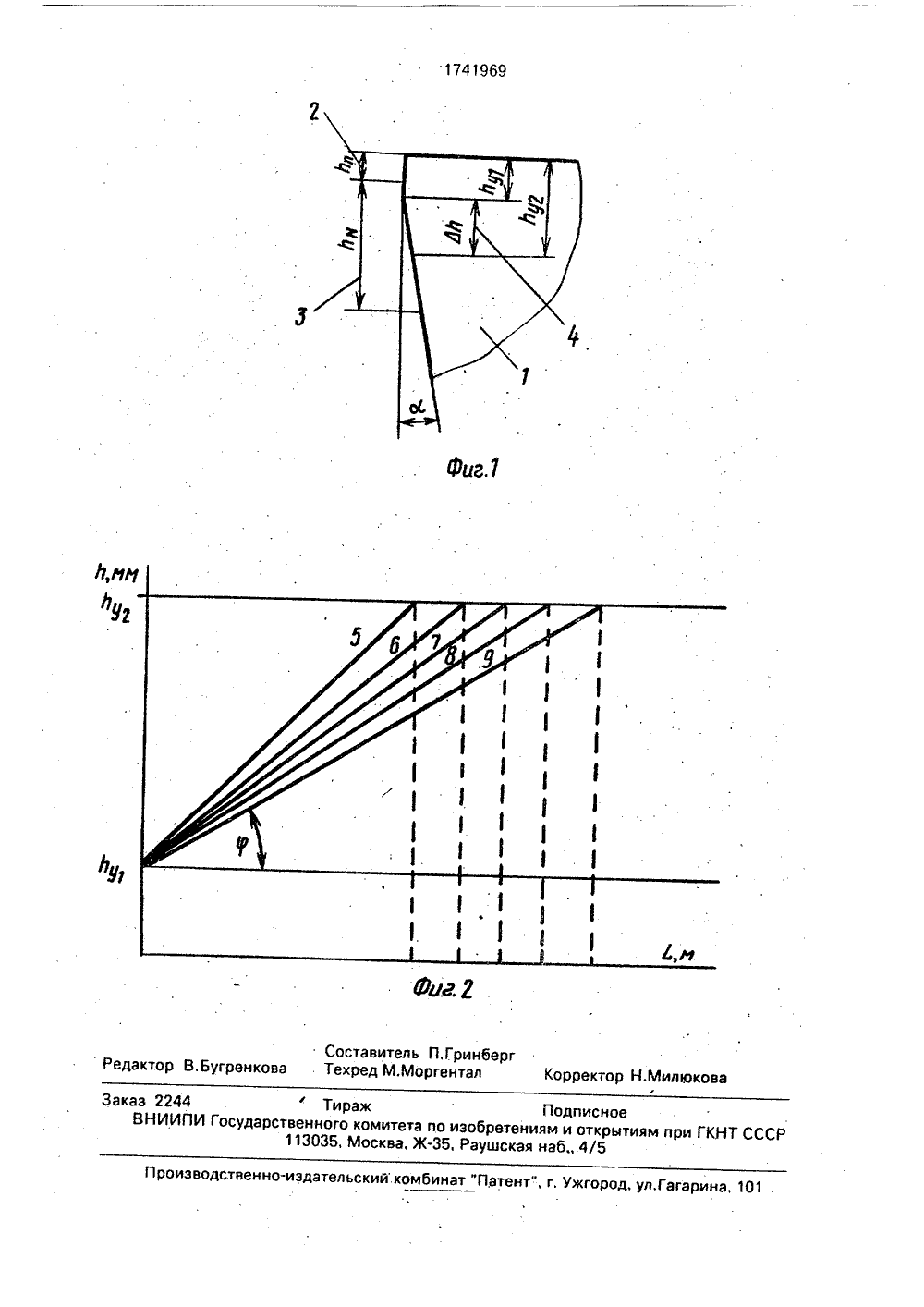
(5)5 В 23 В 1/00 НИ СКОМУ СВИД ЕЛЬСТВУ К но-исследовательии и органиэации Левин тво СССР О, 1984. ОПТИМАЛЬА РЕЗАНИЯ(54) С НЫХ СОБ ОПРЕДЕЛЕН РАМЕТРОВ ПРОЦ Ы С:(71) Омский филиал Науского института технолопроизводства двигателеи(56) Авторское свидетельсМ 1194582, кл. В 23 В 1/О Изобретение относится к области металлообработки, в частности к способам определения оптимальных параметров процесса резания, включающих параметры инструмента, режимов обработки, инструментального материала.Цель изобретения - снижение трудоемкости и материэлоемкости испытаний путем введения предварительного притупления инструмента фаской износа.На фиг.1 изображен испытываемый ре- . зец; нэ фиг. 2 - графики зависимости между износом и длиной пути резания, пройденной инструментом в процессе ограниченного изнашивания.Перед началом испытаний инструмента 1 устанавливают его критерии износа: Ьл - . для области 2 приработки и пн - для области 3 нормального износа, Внутри области нормального износа выбирают ограниченный участок 4 изнашивания шириной Ьи, имеЮ- щий прямолинейный характер износа с началом пУ, и окончанием ЬУ, . Каждый. из 1741969 А 2(57) Использование: изобретение может быть использовано в машиностроении. Существо изобретения: предварительно притупляют инструмент до величины износа, лежащей в начале участка изнашивания, Проводят сравнительные испытания на участке изнашивания,.имеющем прямолинейный характер износа и расположенном в области нормального износа инструмента, Зависимости строят нэ участках в виде наклонных прямых, а за оптимальный выбирают параметр, которому соответствует наименьший угол наклона прямой по отношению к оси пути резания. 2 ил. испытуемых инструментов и ритупляют до величины износа йу, лежащей в начале учэсткэ 4. Сравнительные испытания проводят на ограниченном участке изнашивания ЬЬ, Каждым испыгуемым инструментом производят сьем металла, доводя его износ до величины у и фиксируют длительность его изнашивания от йу, до Ьунапример, как йуть резания.По фиксированным точкам строят зависимости износ - путь резания для каждого инструмента и получарт на графике семейство наклонных прямых 5 - 9. Оптимальные параметры определяют по углу наклона этих прямых.Нэ графиках (фиг.2) оптимальным параметрам соответствует наклонная прямая 9, имеющая наименьший угол наклона по отношению к осии соответствующая инструменту, прошедшему найбольший путь резания при изнашивании его от Ьу, до Ьу,.П р и м е р 1. Необходимо определить оптимальный задний угол резца для обработки жаропрочного сплава ЭП 742-ИД на режимах резания: т = 5 мм; 5 = 0,56 мм/об; Ч = 11 м/мин, При черновой обработке сплавов на никелевой основе величина фаски приработки по задней поверхности пп = = 0,3 мм, Для области нормального износа критерий затупления Ь= 1,1 мм,.Для испытаний были заточены пять резцов с задними углами а 1 = 4 О; а 2 = бо; аз = 8 О; а 4 .=10; .а 5 = 12, Внутри области нормального износа был выбран ограниченный участок с Ьу, = 0,8 мм до Ьу, = 0,9 мм,Резцы перед началом испытаний притупляли фаской износа Ьу, = 0,8 мм, а в процессе испытаний.все резцы доводили до износа пу,= 0,9 мм. При этом были получены следующие данные по пути резания для испытания испытанных резцов, средйие по результатам.трех испытаний для каждого;4 - 21;2 м; б - 25 м; 8 - 20,7 м; 10 - 17 м; 12 - 14,8 м. На графике наименьший угол наклона к оси стойкости имеет прямая, построенная для резца с задним углом, равным 6. Он и выбран оптимальным,П р и м е р 2. Необходимо определить оптимальное по стойкости сочетание скорости резания Ч и подачи упри точении жаропрочного сплава на никелевой основе ЭП 742-.ИД. Геометрия резца следующая: передний угол у = 9; задний угол а = бо; радиус при вершине В = 30 мм; угол в плане р= 45 О; радиус округления режущей кромки г = 0,25 мм. Испытания проводились при резании с глубиной т = 4 мм. Для области нормального износа критерий эатупления йэ =- 1,1 мм. Было выделено пять наиболее применяемых на производстве и в лабораторных условиях сочетаний режимов чернового точения:1 Ч = 13 м/мин, Я.= 0,3 мм/об;2 Ч = 10 м/мин; Я = 0,56 мм/об; 3 Ч = = 7 м/мин; Я = 0,8 мм/об; 4 Ч =- 13 м/мин; Я = 0,56 мм/об; 5 Ч.10 м/мин; Я = = 0,63 мм/об. Внутри области нормального износабыл выбран участок с пу, = 0,8 мм до йу, == 0,9 мм, Резцы перед началом испытанийпритупляли фаской износа пу, = 0,8 мм. В5 процессе испытаний каждый.резец доводился до износа Ьу, = 0,9 мм. При этом былиполучены следующие данные по пути резания для каждого из сочетаний режимов ре-зания: 1 Е = 21,2 м; 2 Е 20,7 м; 3= 25 м;10 41 =17 м,5(.=14,8 м; На графике наименьший угол наклона к оси пути резания имелапрямая, построенная для сочетания Ч == 7 м/мин, Я - 0,8 мм/об. Оно являетсяоптимальным по стойкости.15 Использование предлагаемого способанаиболее эффективно в условиях заводскихлабораторий, где наиболее часто решаетсяпроблема выбора оптимальной геометрииинструмента или оптимальных режимов ис 20 пользования. Можно использовать его и припостановке многофакторных экспериментов и решения других задач,Формула изобретенияСпособ определения оптимальных па 25 раметров процесса резания, по которомупроводят сравнительные испытания, строятзависимости между износом инструмента идлительность его изнашивания до заданнойвеличины, по которым определяют опти 30 мальные параметры, о т л и ч а ю щ и й с ятем. что, с целью снижения трудоемкости засчет предварительного притупления инструмента до величины износа. лежащий вначале участка изнашивания. сравнитель- .35 ные испытания проводят на участке изнашивания, прямолинейный характер износаи расположенном в области нормальногоизноса инструмента, причем зависимостистроят на участках в виде наклонных пря 40 мых, а за оптимальный выбирают параметр,которому соответствует наименьший уголнаклона прямой по отношению к оси путирезания./ Заказ 2244 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ С113035, Москва, ж, Раушская наб.4/5изводственно-издательский комбинат "Патент", г. Ужгород, ул.Гага
СмотретьЗаявка
4751302, 17.10.1989
ОМСКИЙ ФИЛИАЛ НАУЧНО-ИССЛЕДОВАТЕЛЬСКОГО ИНСТИТУТА ТЕХНОЛОГИИ И ОРГАНИЗАЦИИ ПРОИЗВОДСТВА ДВИГАТЕЛЕЙ
ГРИНБЕРГ ПЕТР БОРИСОВИЧ, ЛЕВИН МАРК ЮРЬЕВИЧ
МПК / Метки
МПК: B23B 1/00
Метки: оптимальных, параметров, процесса, резания
Опубликовано: 23.06.1992
Код ссылки
<a href="https://patents.su/3-1741969-sposob-opredeleniya-optimalnykh-parametrov-processa-rezaniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ определения оптимальных параметров процесса резания</a>
Способ определения оптимальной скорости резания

Номер патента: 751502
Опубликовано: 30.07.1980
Авторы: Бахтин, Васильев, Кривошей, Макаров, Рюков
МПК: B23B 1/00
Метки: оптимальной, резания, скорости
...с постоянной угловой скоростью вращения шпинделя п и величиной подачи 5 производят обточку торца образца от центра к периферии (или от периферии к центру), непрерывно регистрируя при этом температуру, возникающую в зоне резания, например с помощью самопишущего прибора. Скорость резания при этом непрерывно увеличивается (уменьшается) по линейному закону в связи с изменением диаметра обработки.Строят зависимость 0=/(У). В случае записи температуры на самопишущем приборе производят масштабирование диаграммной ленты. Масштаб для нанесения шкалы диаметров в мм25 пУ) где 5 - подача, мм/об;л - скорость вращения шпинделя,об/мм;У - скорость перемещения диаграммной ленты самопишущего прибора,мм/мин.Масштаб для нанесения шкалы скоростирезания в...
Устройство для определения износа и циклических нагрузок режущего инструмента

Номер патента: 1597696
Опубликовано: 07.10.1990
Авторы: Андреев, Поздняков, Попов
МПК: G01N 3/58
Метки: износа, инструмента, нагрузок, режущего, циклических
...8 импульсов и схемы 12 индикации, которая служит для визуализации моментов превышения пиковых значений сигнала виброакустической эмиссии относительно его постоянной соНа управляющий вход счетчика 8 импульсов подается сигнал с выхода формирователя 10 временных интервалов в виде импульсов, в течение которых осуществляется подсчет импульсов со схемы 7 сравнения, формируемых в моменты превышенияпикового сигнала переменной составляющей относительно уровня постоянной составляющей,Сигнал со счетчика 8 импульсов подается на цифровой компаратор 9, который осуществляет сравнение числа импульсов, подсчитанных счетчиком 8 импульсов,с числом, записанным в памяти цифрового компаратора, При равенстве значений на выходе цифрового компаратора 9...
Узел крепления образцов для испытания на трение и износ

Номер патента: 1180755
Опубликовано: 23.09.1985
Авторы: Белый, Дмитрович, Калиновская, Миневич
МПК: G01N 3/56
Метки: износ, испытания, крепления, образцов, трение, узел
...Ужгород, ул. Проектная,Изобретение относится к испытательной технике, в частности к машинам для испытания на трение и износ.Целью изобретения является повышение точности приложения нормальной нагрузки при испытаниях за счет жесткой фиксации держателя образца относительно контробразца.На чертеже изображена схема узла крепления образцов для испытания на трение и износ.Узел крепления содержит держатель 1 со сферической опорной поверхностью, шток 2 и нагревательный элемент 3, размещенный в корпусе 4, В держателе 1 жестко закреплен образец 5, взаимодействующий с контр- образцом 6. В штоке 2 выполнена полость для заполнения ее легкоплавким материалом 7. На внутренней поверхности штока 2 и цилиндрической поверхности держателя 1 выполнены...
Способ обработки деталей и устройство для его осуществления

Номер патента: 1697980
Опубликовано: 15.12.1991
Авторы: Кулишов, Лакирев, Миков, Пургин
МПК: B23B 1/00, B23B 35/00
...5 с профильнойповерхностью б, предназначенного длякорректировки скорости и закрепленногона корпусе 1, и передаточного механизма 7,размещенного на ведущем элементе 2 и 3соединяющего профильную поверхность 6копира 5 с ведомым элементом 4,Устройство для обработки прерывистых поверхностей вращения выполнено ввиде планетарного редуктора, а для обработки прямолинейных поверхностей - в виде реечного механизма.Копир 5, а следовательно, и передаточный механизм 7 также выполняются в двухвариантах, обеспечивающих дискретное 4или плавное изменение величины скоростиперемещений,При дискретном изменении скорости(фиг,б, 7) копир 5 представляет собой наборзубчатых элементов 8, 9 с прерывистыми 5поверхностями, профильная поверхность 6которых образована...
Способ получения микрокапсул

Номер патента: 1017333
Опубликовано: 15.05.1983
Авторы: Воронов, Голгер, Горелов, Гульман, Калунянц, Ненашев, Орещенко, Рыбалов
МПК: A61K 9/50
Метки: микрокапсул
...процесса и повыщение удельной активности целевогопродукта.Поставленная цель достигается 15 тем, что согласно способу получения микрокапсул, включающему смешение фермента со связующими веществами и распыление смеси в потоке воздуха, в качестве связующих веществ ис пользуют продукты конденсации цетил-стеариловых спиртов с окисью этилена или полизтиленгликоль, перед смешением готовят расплав связующего Вещества и смешение фермента в 25 полученном растворе проводят приотемпературе на 5-МО С выше температуры его затвердевания при соотношении связующего вещества и фермента(1:9)-(9:1), а распыление смеси осуЗ 0 ществляют в потоке воздуха комнатной температуры.Пример 1.2000 г оксанола ЦС, являющего.ся продуктом конденсации спиртов...
Предыдущий патент: Способ управления обработкой резанием
Следующий патент: Устройство для токарной обработки
Случайный патент: Предохранительный клапан