Патенты с меткой «торцовых»
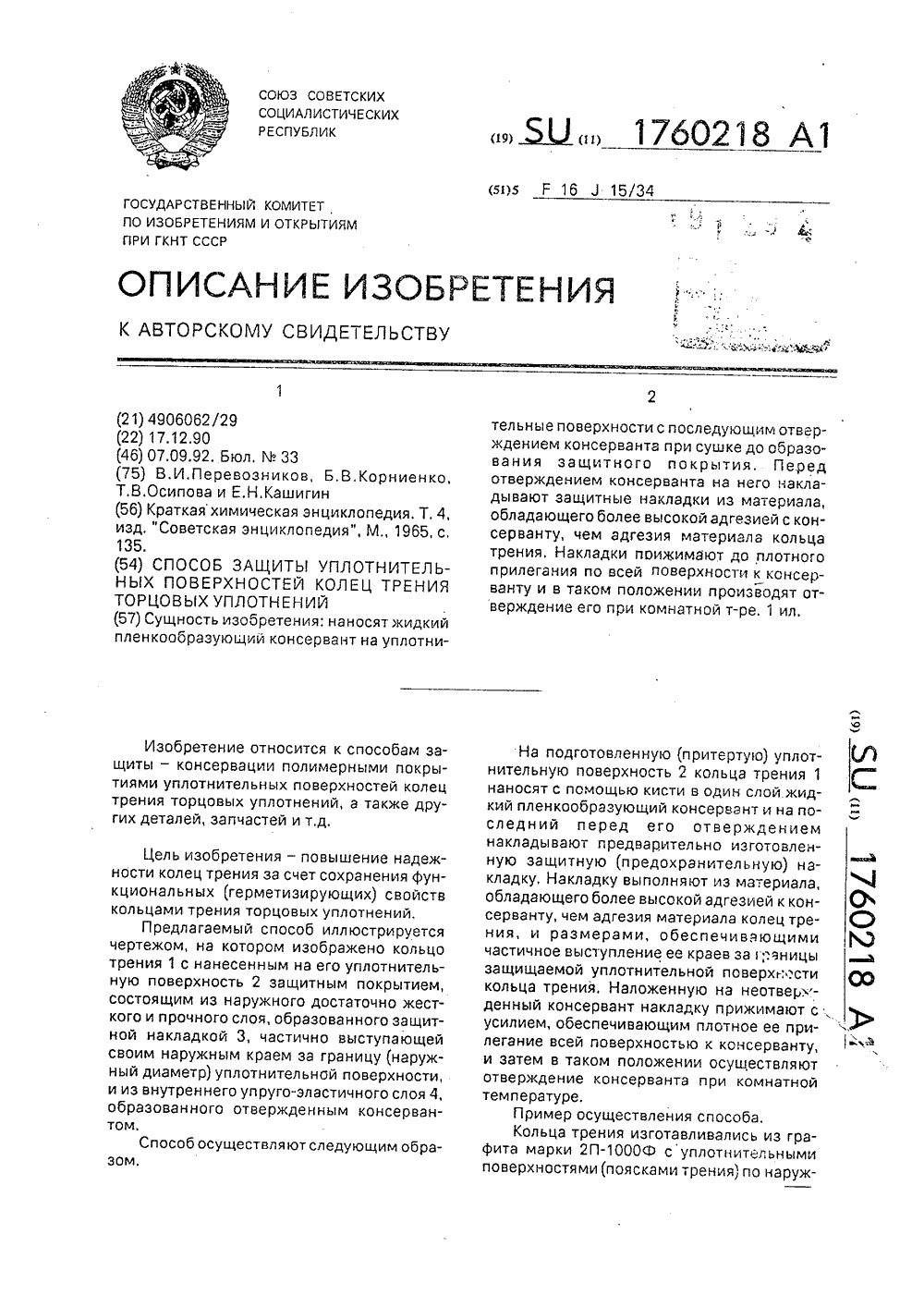
Способ защиты уплотнительных поверхностей колец трения торцовых уплотнений
Номер патента: 1760218
Опубликовано: 07.09.1992
Авторы: Кашигин, Корниенко, Осипова, Перевозников
МПК: F16J 15/34
Метки: защиты, колец, поверхностей, торцовых, трения, уплотнений, уплотнительных
...на профилографе-профилометре, а неплоскостность контролировалась с помощью стеклянной пластины ПИ. Подготовленные кольца трения устанавливались в торцовое уплотнение и испытывались на герметичность в статике (без вращения вала) в.течение 10 мин при давлении воды в камере гидооподпора уплотнения 0,2 МПа 2,0 кгс/см ), Для проведения испытаний было отобрано 24 кольца трения, которые обеспечивали полную герметичность (утечка воды через стык пар трения отсутствовала),На уплотнительные поверхности 12 колец трения, подготовленных как описано выше, с помощью кисти наносили в один слой консервант - поливинилацетатный клей (ОСТ 6-15-1007-83), на который перед его отверждением накладывали предварительно изготовленные из плотного электро-...
Способ нарезания косозубых торцовых колес фрезой

Номер патента: 1798063
Опубликовано: 28.02.1993
Автор: Иванов
МПК: B23F 15/06
Метки: колес, косозубых, нарезания, торцовых, фрезой
...Принцип медианы - делить противоположную сторону несимметричного треугольника на две равные части.у =а+Р,где у- угол наклона детали;а - угол поднутрения профиля впадины;Р - угол между медианой и стороной. профиля зуба фрезы.При а=О, у =Р .Колесо 1 наклоняют под углом утак,чтобы медиана профиля впадины совпадалас направлением движения фрезы 2. Приэтом условии. для обработки направлениевращения колеса равнозначно и можетбыть направлено в ту или другую сторону ине влияет на точность получения геометрической формы впадины или зуба. Обработкузубьев на торце "колеса 1 производят инструментом, например, фрезой цилиндрической с угловым зубом.В исходной позиции, фиг.2, фреза 2 находится на наружной поверхности торца колеса 1, таким образом,...
Пылестружкоприемник для торцовых фрез

Номер патента: 1816675
Опубликовано: 23.05.1993
Автор: Кулык
МПК: B24B 55/06
Метки: пылестружкоприемник, торцовых, фрез
...соотношению:А -- 0,45 - 0,60)0,где О - диаметр торцовой фрезы,Нижняя стенка 5 имеет отверстие 8, 30центр которого находится на оси торцовойфрезы 1. Выходной патрубок 3 располокенкасательно к всасывающей щели 10, пневмостружкоприемника, расположенной между нижней стенкой 5 и торцовой фрезой 1, и 35связывает внутреннюю полость пневматического приемника с системой пневмоотсоса, Зазор гп равен 0,001"0,003 м, Величинаи равна 0,005-9,915 м, Зазор и равен 0,002 -0,003 м, Высота Н равна 0,055-0,075 м для 40фрез диаметром до 0,2 м и 0,075-0.1 м дляфрез диаметром 0,2 м и более.Пылестружкоприемник работает следующим образом.При включении вентилятора системы 45пневмоотсоса внутри пылеструккоприемника создается разрежение, За счет этого внего...
Способ обработки торцовых поверхностей шатунов

Номер патента: 1824290
Опубликовано: 30.06.1993
Авторы: Блинов, Заборских, Лукин
МПК: B24B 7/16
Метки: поверхностей, торцовых, шатунов
...отверстия с помощью раздвижной цанги, и обработку обеих головок производят одновременно,Способ осуществляют следующим образом. Штампованную заготовку 1 отверстием 2 малой головки надевают на цангу 3 и устанавливают большой головкой на магнитную плиту 4, После чего включают магнитную плиту 4 и фиксируют малую головку раэжатием цанги 3, При этом большая головка своим торцом прижимаетсл магнитными силами к плоскости магнитной плиты 4, а малая головка, установленная консольно, раэжатием цанги 3 фиксируется в том положении, которое определялось после включения магнитной плиты 4, т.е. само- устанавливаясь на цанге беэ деформации стебля шатуна 1. Обе головки шлифуют одновременно двумя кругами,Таким образом уже в самом начале обработки создается...
Способ комбинированной местной кожной пластики торцовых поверхностей кисти

Номер патента: 1835266
Опубликовано: 23.08.1993
Автор: Измайлов
МПК: A61B 17/00
Метки: кисти, кожной, комбинированной, местной, пластики, поверхностей, торцовых
...образовавшегося дефекта на донорских участках. Для этого тыльный и ладонный эпидермальные лоскуты, временно подшитые к коже, пврфорируют с помощью дермоперфоратора или скальпеля в шахматном порядке в поперечном направлении, умеренно растягивают их по длине, укладывают. на донорские раны и дермапьные лоскуты с окончательным подшиванием по краям. Причем ладонный эпидермальнсчй лоскут закрывает всю торцовую поверхность, а тыльный - доходит до свободного края ладонного дермального лоскута. Осуществляют иммобилизацию пальца, Так, одномоментно, беэ дополнительной травмы закрывают тканевой дефект на торцовой поверхности культи пальца выносливым многослойным тканевым блоком,На 10-е сут после операцйи назначали фиэиотерапевтические процедуры,...
Устройство для упрочняюще-чистовой обработки внутренних торцовых поверхностей
Номер патента: 1827958
Опубликовано: 27.02.1996
Авторы: Анисимов, Баранов, Чирков
МПК: B24B 39/02
Метки: внутренних, поверхностей, торцовых, упрочняюще-чистовой
УСТРОЙСТВО ДЛЯ УПРОЧНЯЮЩЕ-ЧИСТОВОЙ ОБРАБОТКИ ВНУТРЕННИХ ТОРЦОВЫХ ПОВЕРХНОСТЕЙ, содержащее опорный элемент с деформирующим инструментом, размещенную в опорном элементе и подпружиненную относительно него цилиндрическую оправку с хвостовиком, отличающееся тем, что, с целью повышения качества обработки внутренних торцовых поверхностей в отверстиях малого диаметра за счет увеличения жесткости конструкции, деформирующий инструмент выполнен в виде металлической сетки саржевого плетения, опорный элемент, установлен эксцентрично относительно оправки, оправка установлена эксцентрично относительно хвостовика, при этом опорный элемент смонтирован с возможностью поворота относительно оправки.
Материал для контактных колец трущихся пар торцовых уплотнений

Номер патента: 1826542
Опубликовано: 20.05.1996
Авторы: Авербух, Звонарев, Карп, Осипов, Фрайман, Шелехина
МПК: C22C 29/08, C22C 9/06, F16J 9/00 ...
Метки: колец, контактных, материал, пар, торцовых, трущихся, уплотнений
...300- 400 МПа твердосплавные смеси на основе карбида вольфрама (см, таблицу), в качестве связующего взят стеариновокислый цинк (1;4), Затем прессовку засыпали сверху сплавами с различным содержанием меди, никеля и фосфора (см. Таблицу) и пропиты,вали в печи в атмосфере диссоциированного аммиака в интервале 1150 - 1250 С в течение 30 мин, После шлифовки твердосплавной поверхности определяли твердость по шкале НВА. Полученные трущиеся пары испытывали на специальном стенде при скорости 10 мй, давлении 6 кг/см для определения коэффициента трения при работе в нефти,По описанной технологии готовилидвухслойные образцы твердых сплавов с по 5 рошковой сталью. Размер образцов10 х 10 х 20 мм, толщина твердого сплава 2мм, После шлифовки...
Устройство для контроля отклонения от плоскостности торцовых поверхностей крупногабаритных деталей кольцевой формы
Номер патента: 1814839
Опубликовано: 20.03.2001
Авторы: Зиновьев, Лебедев, Шмырев
МПК: G01B 11/30
Метки: кольцевой, крупногабаритных, отклонения, плоскостности, поверхностей, торцовых, формы
Устройство для контроля отклонения от плоскостности торцовых поверхностей крупногабаритных деталей кольцевой формы, содержащее корпус, плоскопараллельную пластину, зеркало, источники освещения и средство регистрации, отличающееся тем, что, с целью повышения точности и производительности контроля в цеховых условиях, плоскопараллельная пластина установлена в верхней части корпуса, зеркало расположено в нижней части корпуса параллельно плоскости пластины, источники освещения расположены равномерно вокруг зеркала, а средство регистрации установлено за плоскопараллельной пластиной по ходу излучения.