Патенты с меткой «профильных»
Устройство для двусторонней калибровки зкструдируемых профильных изделий из полимерных материалов

Номер патента: 384679
Опубликовано: 01.01.1973
Автор: Жемгулис
МПК: B29C 47/90
Метки: двусторонней, зкструдируемых, калибровки, полимерных, профильных
...насадку 2 и охлаждаемый калибрующийдорн, выполненный из короткой гладкой передней части 3, наружный диаметр которойравен внутреннему диаметру калибруемого изделия, и длинной перфорированной заднейчасти 4 меньшего диаметра, образующей зазор а с внутренней поверхностью трубы 5.На конце задней части укреплена заградительная шайба 6, диаметр которой большедиаметра задней части дорна, но меньшевнугреннего днаметра трубы, Переход от передней части дорна к задней и задняя частьимеют отверстия б и в для подачи сжатого10 воздуха. Причем, меняя соотношение сеченийэтих отверетий, можно изменять интенсивность охлаждения передней,калибрующей части дорна, так как если больше воздуха будет вытекать через отверстия б в переходе,15 то калибрующая...
Устройство для обработки профильных поверхностей

Номер патента: 396185
Опубликовано: 01.01.1973
Авторы: Боков, Дубовцев, Козырев
Метки: поверхностей, профильных
...снабжен установленной на поперечной каретке 11 одного из суппортов 3 или 4 (в данном случае на левом суппорте 3) рейкой 12 и установленной на оправке 10 зацеп ленной с рейкой 12 шестерней 13, образующими совместно с гитарой 7 фартука 5 суппорта 3 передаточное отношение, определяемое углом наклона ср 0 винтового паза. Если подбор передаточного отношения зубчатой 25 рейки 12 и шестерни 13 не удовлетворяет получению требуемого угла наклона 0 винтового паза (или его шага), то настройка дополнительно осуществляется гитарой 7 фартука 5 суппорта 3. На каретке 14 суппорта 4 30 устанавливается фрезерная головка 15. Обасуппорта 3 и 4 связаны кинематически с ходовым валиком 16.В данном исполнении левый суппорт 3 станка предназначен для функции...
Горизонтально-протяжной станок для протягивания профильных отверстий

Номер патента: 396207
Опубликовано: 01.01.1973
Авторы: Бутусов, Чист, Широбоков
МПК: B23D 37/04
Метки: горизонтально-протяжной, отверстий, протягивания, профильных, станок
...является гидроцилиндр 9, ца штоке 10 которого закреплен патрон 11 для захвата протяжек, Станок имеет досылающее устройство 12 для ввода протяжек в отверстие детали ц для возвращения их в подающий барабан,Направляющие 7 обоих барабанов (в рабочей позиции), направляющие 13 ц 14 станины и адаптор для направления протяжки в детали (если таковой имеется) установлены по одной прямой.Деталь устанавливают в приспособление и вводят с помощью стола 2 в зону обработки, где она ориентируется по жестким упорам и зажимается с помощью гидроцилиндра 3, установленного на портале 4, через клиновое соединение. Затем досылающее устройство 12 перемещает протяжку до захвата ее патроном 11, и начинается рабочий ход; досылающее устройство при этом отходит на...
Устройство для шлифования профильных поверхностей

Номер патента: 404613
Опубликовано: 01.01.1973
Автор: Мигунов
МПК: B24B 21/12
Метки: поверхностей, профильных, шлифования
...круг, имеющий плоские торцы, а гибкая лента с копиром, то линия контакта может иметь любую 10 форму, т. е. может быть непрямолинейной.Копир 9 при этом не эквидистантен обрабатываемой поверхности, по каждому продольному сечению (параллельному оси обкатки) изделия на копире 9 соответствуют эквидистант ные линии. Такой контактный копир называютэквидистантно отраженным.Копир 5 целесообразно выполнять с двумясечениями, эквидистантными крайним сечениям обрабатываемой поверхности, что упроща ет конструкцию несущего копира и позволяетобкатывать его не по всей опорной поверхности 10, а только по направляющим на опорной плите, которыми являются места расположения лент 2 и 3. Крайние сечения 11 и 12 2 Б копира 5 соответственно эквидистантны...
Устройство к прессу для гибки изделий из профильных заготовок

Номер патента: 405625
Опубликовано: 01.01.1973
Автор: Демидовец
МПК: B21D 7/06
Метки: гибки, заготовок, прессу, профильных
...фиксирующих пальцев 4,Стол 2 имеет копирный паз 5 для относительного перемещения по нему с помощью роликов б гибочной матрицы 7. Паз 5 расположен перпендикулярно пазу3 на столе станка. Дополнительный стол 2 снабжен пазом 8 для обеспечения его переносного движения в пазах 3 стола 1. На оси вра щения стола установлена шестерня 9 сцепления с рейкой 10.Устройство,работает следующим образом, Изгиб аемую заготовку устанавливают вручье гибочной матрицы 7 и включают станок. Ползун (пуансон) прижимает заготовку к матрице, а матрицу к шестерне 8, Шестерня вращается и перемещает матрицу, находящуюся с ней в,реечном зацеплении. Матрица совершает только относительное перемещение по пазу 5 с помощью роликов б. Когда шестерня пройдет прямолинейный...
Устройство для изготовления профильных изделий

Номер патента: 361093
Опубликовано: 01.01.1973
МПК: B29C 53/20, B29C 71/00
Метки: профильных
...и создает условия для дальнейшей его полимеризацни,Таким образом, узел сглаживания поверхности обеспечивает высокое качество поверхч 0 ностного слоя изделия, срезает шероховатостис наружной поверхности изделия, исключает стадию шлифовки на специальных станках,На фиг, 1 схематично изображено предлагаемое устройство, общий вид; на фиг. 2 - поперечный разрез по А - А сглаживающего узла; на фиг. 3 - поперечный разрез кулачка,Устройство для изготовления профильных изделий из стеклопластиков состоит из камеры 1 сушки нити, узла пропитки 2, узла формования 3, сглаживающего узла 4, узла полимеризации 5, узла протяжки б и узла резки 7.Узел сглаживания 4 выполнен в виде вращающегося от отдельно установленного привода 8 корпуса 9, в котором...
Способ шлифования профильных поверхностей с постоянной продольной образующей

Номер патента: 371059
Опубликовано: 01.01.1973
Автор: Мигунов
МПК: B24B 21/12
Метки: образующей, поверхностей, постоянной, продольной, профильных, шлифования
...с помощью крепежного приспособления 2 неподвижно установлена на несущем копире 3. Контактная поверхность А несущего копира эквидистантна обрабатываемой поверхности Б детали 1.5 Несущий обрабатываемую деталь 1 копир 3установлен на опорной поверхности 4, с которой он связан натянутыми в противоположных направлениях гибкими нерастяжимыми лентами б, 6 и 7, закрепленными одними кон цами на опорной поверхности 4, а другими накопире 3, В качестве огибающей обрабатываемую поверхность Б используют периферийную (цилиндрическую) поверхность вращающегося режущего инструмента 8 (шлифоваль ного круга).На фиг, 2 показано, что разность диаметровшлифовального круга В .О и цилиндра д опорной поверхности равна расстоянию е между профилем Б обрабатываемой...
Способ изготовления профильных металлополимерных изделий

Номер патента: 380466
Опубликовано: 01.01.1973
Авторы: Белый, Егоренков, Климашевич, Плескачевский
МПК: B29C 47/00, B29C 67/24
Метки: металлополимерных, профильных
...металла помещают так ,называемую зачравиу величины, соответствукхщую габаритам и конфигурациями сечения получаемого изделия. После прекращения подачи полимера затравку поднимают из расплава в,направленииперпендикулярном верхней плоскости расплава. Увлекаемая металлополимерная композиция, последовательно проходящая через калибрующую форму и охлаждающее устройство, которые могут быть и совмещены, запвердевает, образуя металло- полимерное изделие. Соотношение компонен. тов металл - полимер в получаемом изделии регулируют скоростью вытяжки и количеством подаваемого дисперсного (гранулированного) полимера,Предлагаемый способ позволяет просто, производительно и непрерывно получать различного типа металлополимерные изделия (прутки, ленты,...
Устройство для поперечной резки профильных изделий из стеклопластиков

Номер патента: 381552
Опубликовано: 01.01.1973
МПК: B29B 11/02
Метки: поперечной, профильных, резки, стеклопластиков
...муфту 4, зуб ятОс зацепление 5, фрш ционную муфтуи шестершо 7 реечного зацепления.Пропитанный В полиэфирной смоле стеклов жгут ирот 51 гиВЯетс 51 е 1 ез секции форопров- пня и полимеризации и поступает в камеру охлаждсшя, где Оформованные и полимеризонапиыс излел;я охлаждаются и направляются тянущим мсхапи;1 мом пол зажимы режущего 1) х 1 сханизма.Б момент резки излслие 8 зажимается пакарс гке 1 электромяЯ 1 итом 9, Кя 1 еткя с 1 ежуиим жгутом 11 перемещается при помощи рейки-штанги 2 по направляющей ло окоича З ния рейки. Рейка-штанга шарнирно соединенас кареткой и приводится в движение От при.Водного вала 11 нижних траков 12 через цепную 5: зубчатую 5 передачу, кулачковую 4 и и фрикциоииую 6 муфты включен;я. Фрпкц:1- 20 оипая муфта...
Способ изготовления профильных изделий

Номер патента: 419283
Опубликовано: 15.03.1974
Авторы: Галицкий, Днепродзержинский, Мерекина, Мерекнн, Нефедов, Постольник
МПК: B21B 1/00, B21D 53/00, B23D 15/00 ...
Метки: профильных
...металлов давлением и может быть использовано в металлургической промышленности.Известен способ изготовления профильных изделий, заключающийся в прокатке сдвоенного профиля и его разделении в холодном состоянии.С целью уменьшения усилия резки при прокатке, в плоскости разделения профилей создают концентрацию напряжения путем сдвига одной части профиля относительно другой и последующего их возврата в исходное положение.Способ реализуется прокатными станами, на которых прокатывают сдвоенные профили. Концентрацию напряжения в полосе осуществляют в последних проходах путем сдвига одной части профиля относительно другой и последующего их возврата ние. При этом возможны сдвига в зависимости от при разделении одной ч 5 тельно другой (фиг,...
Экструзионная головка для изготовлениямногополостньх профильных изделийиз полимерных материалов

Номер патента: 433035
Опубликовано: 25.06.1974
Авторы: Вайнштейн, Гречихин, Кнельц, Сенфец
МПК: B29C 47/14
Метки: головка, изготовлениямногополостньх, изделийиз, полимерных, профильных, экструзионная
...2 и 3 выполнены в виде прямоугольного параллелепипеда 11 с разделительными продольными перемычками 12, расположенными в верхней и нижней его частях под углом к продольной оси дорна, и имеют примыкающий к торцовой грани 13 параллелепипеда стержень 4 с фигурной выточкой 15 в средней части, Ширина стержня 14 меньше ширины параллелепипеда 11, что обеспечивает образование зазора 16, необходимого для формованпя вертикальных перегородок многополостного изделия, при наборе дорнов в пакет. Внутри дорнов имеются отверстия 17 и 1 ач расположенные перпендикулярно друг другу. Летали 2, 3, 4, 5, 6 и 7 образуют с кор 11 усом головки входной 19, коллекторный 20, распределительно-уравнигельный 21, распределительно-переходныс 22и формующие 23 каналы,...
Способ волочения профильных трубвпт6д акспертов

Номер патента: 435027
Опубликовано: 05.07.1974
Авторы: Государственный, Касаткин, Комкова, Обработки, Панова, Проектный, Селезнев, Сплавов, Хонина, Шагин, Шевакин
МПК: B21C 1/24
Метки: акспертов, волочения, профильных, трубвпт6д
...по брующим ребра на конец трубы вставт стержень и начие волочения сначала трубы до соприкосток редуцирования), ается в волоку, Посие ребер по ширине вки, расположенном ка волоки. чеим реер стре нт ет изобретения на ую- авия, 20 ом. аз- ер- авен. 25 1Изобретение относится к обработке метлов давлением, а также к волочению пфильных труб с внутренними ребрами наподвижной оправке.Известные способы аналогичного назнания производятся на волоке с калибрующпояском и включают в себя следующие пеходы: редуцирование, обжатие стенок и реби калибровку, причем первые два осущевляются одновременно, что приводит к пекосу оправки в очаге деформации в момвтягивания оправки в волоку.Цель предлагаемого изобретения - пошение качества изделий за счет...
Устройство для изготовления сварных профильных колец

Номер патента: 445495
Опубликовано: 05.10.1974
Авторы: Алексеев, Калъченко, Руднев
МПК: B21D 7/08
Метки: колец, профильных, сварных
...суппорта; верхний .6 и нижнии 7. Суппорты имеют возможность вертикального перемещения в направляюших стойки 4 от индивидуального привода, На шпиндель станка и на оба суппорта устанавливаются формообразующие или разгрузочные ролики в зависимости от выполняемых работ.При прокатке полосы на шпинделе 3устайавливается формообразующий ролик 8, на верхний суппорт-формообразующий ро. - лик 9, а на нижний суппорт-разгрузочныи ролик 10, Стойка 4 перемещается по направляюшйм станины до совмещения роликов 8-10 в одной вертикальной плоскостиа Перемещением суппорта 6 устанавливается зо требуемый зазор между роликами 8 и 9, асуппорт 7 перемещается до соприкоснове-ния разгрузочного ролика 10 с роликами8. В этом положении стойка закрепляетсяна станине,...
Штамп для обработки профильных заготовок

Номер патента: 450623
Опубликовано: 25.11.1974
Автор: Бродский
МПК: B21D 37/08
Метки: заготовок, профильных, штамп
...В верхней плите 1 установлена йризма 2 с пуансоном-зажимом 3, состоящим из двух взаимно подпружиненных пружиной Ф вставок, направляемых планками 5. Вставки 3 удерживаются огранйчителями хода б. Имеется подпор 7 вставок Э и верхний толкатель 8, опирающийся на траверсу 9. На нижней плите 10 установлейа матрица 11 с фиксатором 12 для заготовки 18.В верхнем положении ползуна толкатель 8 через траверсу 9 выдвигает вставки 3 до упора в огра ничитель б, при этом вставки Ы скользя понаправляющим призмы 2 и под действием пружин 5 раздвигаются для пропуска ребра заготовки 13. При ходе полэуна пресса вниз рабочая (радиусная) поверхность пуансона встречает нижние подпоры 7, которые вдвигают вставки Э в призму 2 до плотногозажима ребра тавровой...
Устройство для формообразования профильных колец

Номер патента: 453225
Опубликовано: 15.12.1974
Авторы: Балаганский, Демиденков, Изобретени, Меркулов, Солдатов, Черноморец
Метки: колец, профильных, формообразования
...рабочих роликов выполнен в виде копирной шайбы, смонтированной соосно с за жимными шайбами и связанной с рабочимп роликами посредством кривошипных валов, проходящих через головку с возможностью совместного их вращения и несущих копирные ролики, взаимодействующие с копирной шай бой.На чертеже показано описываемое устройство, состоящее из станины 1, механизма 2 зажима и осадки заготовок, привода 3 перемещения шайб, рабочих профилирующих роликов 30 4, головки 5, кривошипных валов 6, копирных шайб 7 и роликов 8.Профиль рабочих роликов соответствуег наружной поверхности кольца, а шайб - торцовой поверхности.Устройство работает следующиНагретая заготовка зажимаетвается механизмом сближенияэтого производится сближение рков, обкатка наружной...
Способ получения профильных кольцевых деталей

Номер патента: 456660
Опубликовано: 15.01.1975
МПК: B21D 5/06
Метки: кольцевых, профильных
...сечения в месте утолщения на 20 - 50% больше площади фигуры, ограниченной внешним радиусом изгиба и линиями, образующими внешний угол изгиба.На фиг. 1 показана полосовая заготовка, имеющая утолщения в местах предполагаемых перегибов; на фиг, 2 - кольцевая деталь после раскатки, поперечное сечение.Способ осуществляют следующим образом.Режут лист на мерные полосовые заготовки 1, на которых, например, прокаткой, вальцовкой образуют утолщения 2 и 3. Площадь поперечного сечения в месте утолщения 2 и 3 н50% больше площади фигуры, образорадиусом Р 1 внешнего угла и линиями АПолученную полосу гнут в кольцо и5 вают встык. После этого полученныйвой полуфабрикат раскатывают до полтребуемого профиля боковой поверхнослучая минимальные радиусы Р, и...
Инструмент для поперечно-винтовой прокатки профильных цилиндрических изделий

Номер патента: 461772
Опубликовано: 28.02.1975
Авторы: Большак, Бориславский, Бублик, Рудник
МПК: B21H 8/02
Метки: инструмент, поперечно-винтовой, прокатки, профильных, цилиндрических
...использовано при производстве из прутка изделий типа ступенчатых валов,Известен инструмент для поперечно-винтовой прокатки тел вращения, содержащий два валка, каждый из которых имеет участок предварительного деформирования, транспортировки и отрезки прокатываемой заготовки и участок окончательного профилирования, выполненные с винтовыми ребордами.Цель изобретения - обеспечение непрерывности процесса прокатки от прутка до готовой детали.Это достигается тем, что участок окончательного профилирования детали каждого валка выполнен в виде клинового калибра,11 а чертеже схематично изображен предлагаемый инструмент.Каждый из валков 1 содержит повышаюцуюся реборду 2 и клиновой калибр 3, Проводки 4 служат для поддержания прутка 5 и...
Инструмент для прокатки профильных кольцевых изделий

Номер патента: 462643
Опубликовано: 05.03.1975
Автор: Сигадзинский
МПК: B21H 1/12
Метки: инструмент, кольцевых, прокатки, профильных
...диска больше отверстий колец матрицы. треннего валка 1, 2 и матрицы из 4. Наружные по ух колец матрицы лом. Кольца матой несколькими с зазорами через утренний диаметр 30 ент состоит из внуопорного валац 3 и полого дискаполого диска и двуют с опорным ваинены между соб5, проходящимив полом диске, Бн ен На черт румент. Инструм наружного двух коле верхности контактир рицы соед стяжками отверстия20зображен предлагаемый инстполого диска больше отверстий колец матрицы,Инструмент работает следующим образом, Исходная заготовка 6 вводится в зазор между матрицей и внутренним валком, За счет вращения матрицы с опорным валом и внутреннего валка при их сближении производится прокатка кольцевого изделия с увеличением его диаметра до размера...
Устройство для контроля деформаций растяжения профильных деталей

Номер патента: 472250
Опубликовано: 30.05.1975
Авторы: Гонченко, Киров, Константинов, Морогов, Чистяков
МПК: G01B 7/16
Метки: деформаций, профильных, растяжения
...питания растяжпых цилиндров 4 станка. После установки обрабатываемой профильной детали 1 в зажимы 3 и включения пресса на автоматический режим работы, рабочая жидкость через регулятор давления б начинает поступать в растяжные цилиндры 4. Давление в них начинает возрастать, При этом выбираются люфты в системе, происходит надежный захват профильной детали в цапговых за 5 кимах 3, выправляются возможные попутости се, и материал заготовки нагружается в пределах упругой деформации, 11 реобразоватслп 8 с помощью электромагнитнои муфты 10 в это Время отключены, и перемещения штоков растяжных цилиндров не контролируют, При достижении заданного усилия предварительного натяжения реле давления 17 вкгночает электромагнитную муфту 10, которая...
Способ получения прутковых и профильных изделий

Номер патента: 475238
Опубликовано: 30.06.1975
Авторы: Береснев, Бритнев, Булычев, Кочеров, Мальцев, Мартынов, Родионов, Рябинин
МПК: B23K 35/40
Метки: профильных, прутковых
...давления, под действием которои происходит вылавливание заготовки через матрицу.После выдавливания заготовки ца заданнуюдлину нагнетание жидкости в контейнер 3 пре кращают и снижают ее давление Ло атмосферного. Матрицу вынимают вместе с полученным изделием и пресс-остатком пз контейнера, изделие отрезают, а пресс-остаток выпрессовывают цз матрицы.10 11 а заготовку перед выдавливанием наносятзащитное покрытие цз мягких металлов, например мели или никеля, толщиной 10 - 15 мк цли больше, а также смазку цз смеси минеральных масел, жирных кислот и дисульфида 15 молцодена илц Лисульфида вольфрама.Вылавливание производят при температурецпже температуры рекрцсталлизаццц материала, а если необходимо избежать окисления этого материала ц...
Способ получения профильных изделий из вторичного (спеченного)фторопласта-4

Номер патента: 441808
Опубликовано: 05.08.1975
Авторы: Воеводкин, Гуськов, Назаров, Партанский, Скребков, Холодов, Холодова
МПК: C08F 29/16
Метки: вторичного, профильных, спеченного)фторопласта-4
...на вибромельнице, струйной мельнице или на специальной низкотемпературной уста. новке ударного действия со сдвоенными органами.Измельчение проводят при температуре стекловання фторопласта- 120 С, так как при данной температуре полимер переходит в стеклообразное состояние и хорошо поддается истиранию, а также позволяет до минимума снизить загрязнение полимера материалом от рабочих органов в результате истирания в процессе измельчения.Тонкодисперсный порошок вторичного фторопластасо средним размером частиц от О 10 до 500 мк поступает в бункер раям-пресса и далее через дозирующий орган порционно подается в загрузочную воронку и матрицу рамм-пресса, спрессовывается и проталкивается на определенную величину в матрицу. 15 Спрессованный...
Станок для изготовления профильных бесконечных многослойных изделий

Номер патента: 483277
Опубликовано: 05.09.1975
Авторы: Журов, Колесникова, Старостина
МПК: B29H 7/22
Метки: бесконечных, многослойных, профильных, станок
...барабан 1, натяжной подвижный барабан 1 на чертежах не показан), огибающую указанные барабаны прессующую ленту 2 для формования полимерной заготовки 3, прикаточный валик 4, выполненный с боковой профильной поверхностью, взаимодействующей своими выступами со впадинами боковой поверхности обогреваемого приводного профильного барабана 1, и устроиство для подачи ооерточной ткани.Устройство для подачи оберточной ткани 5 выполнено в виде шарнирно смонтированной между ветвями прессующей ленты 2 рамы б с бооиной 7 для оберточной ткани 5 и подающими роликами 8.Станок работает следующим образом.Оберточную ткань 5 подают с бобины 7 через подающие ролики 8 в зазор между обогреваемым приводным профильным барабаном 1 и прикаточным валиком 4....
Устройство для шлифования профильных поверхностей

Номер патента: 487751
Опубликовано: 15.10.1975
Авторы: Быченков, Головко, Гродницкий, Коропов, Озол, Рахман, Чудович
МПК: B24B 19/02
Метки: поверхностей, профильных, шлифования
...причем гильза установлена с возможностью фиксации относительнокронштейна, а последний - с возможностью фиксации относительно салазок. Это позволяет изводительность и качество об5 о 15 20 25 зо З 5 33 установлены конечные выключатели 26 и 27, взаимодействующие с упорами 28 и 29, закрепленными на кронштейне 5, а на последнем расположены конечные выключатели 30 и 31, взаимодействующие с упорами 32 и 33, закрепленными на суппорте 9. Шлифовальная головка 10 имеет возможность перемещения относительно суппорта с помощью винта 34. Привод перемещения шлифовальной головки по заданной траектории осуществляется с помощью гидроцилиндров 35 и 36, обеспечивающих поворот зубчатого сектора 37, находящегося в зацеплении с зубчатым венцом...
Способ раскатки профильных колец
Номер патента: 489567
Опубликовано: 30.10.1975
Авторы: Аленькин, Васильев, Елкин, Лапин, Левин, Писаревский, Плюта, Сизов
МПК: B21H 1/06
Метки: колец, профильных, раскатки
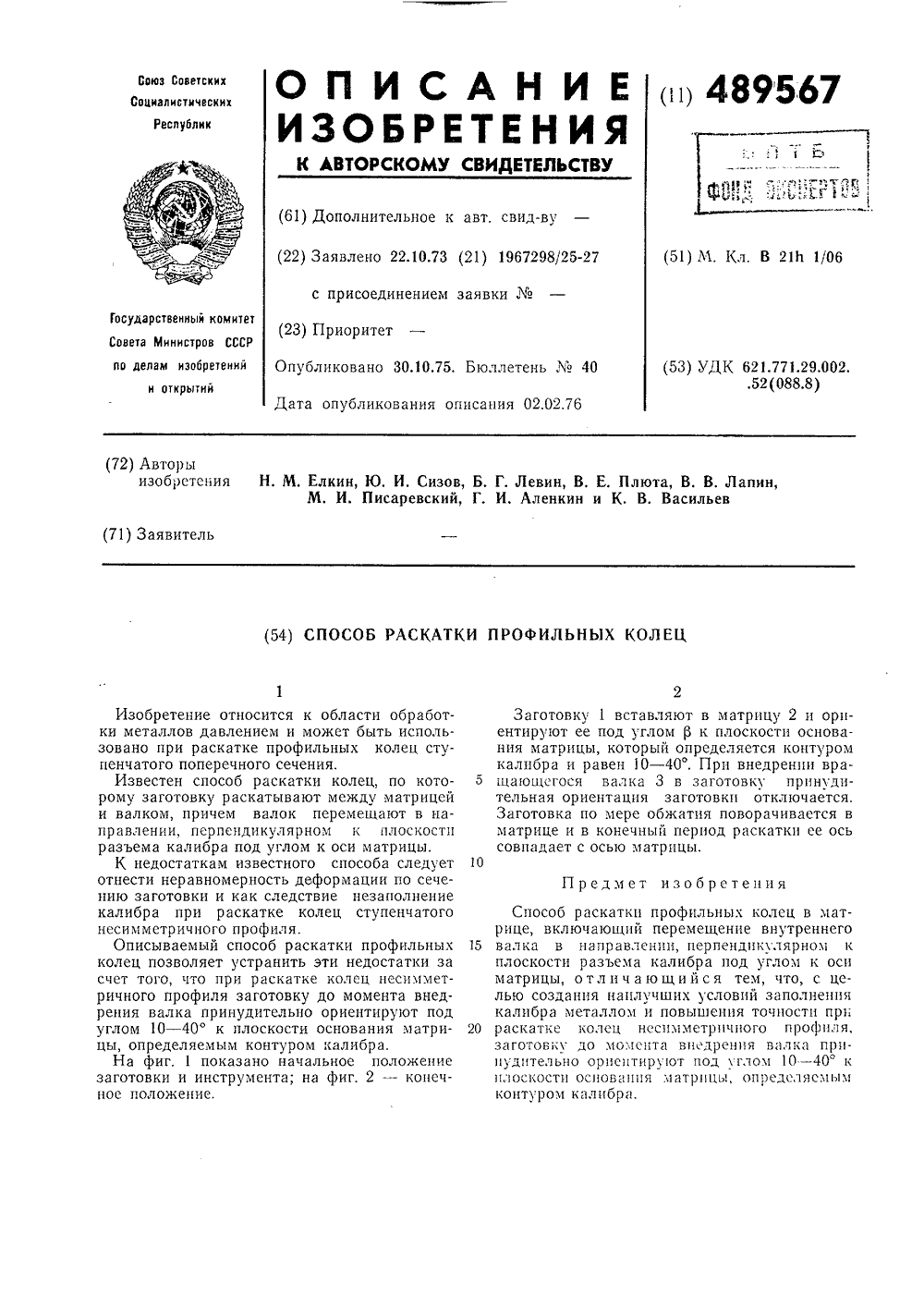
...обработки металлов давлением и может быть использовано при раскатке профильных колец ступенчатого поперечного сечения.Известен способ раскатки колец, по которому заготовку раскатывают между матриРей и валком, причем валок перемещают в направлении, перпендикулярном к плоскости разъема калибра под углом к оси матрицы.К недостаткам известного способа следует отнести неравномерность деформации по сечению заготовки и как следствие незаполнение калибра при раскатке колец ступенчатого несимметричного профиля.Описываемый способ раскатки профильных колец позволяет устранить эти недостатки за счет того, что при раскатке колец несимметричного профиля заготовку до момента внедрения валка принудительно ориентируют под углом 10 - 40 к плоскости...
Спрейер для охладжения профильных изделий

Номер патента: 492557
Опубликовано: 25.11.1975
Авторы: Бастун, Кукшин, Никишин, Никоненко, Пастернак, Черненко
МПК: C21D 1/02
Метки: охладжения, профильных, спрейер
...общий вид уснройс - вид сбоку; на фиг. 3- на фиг. 4 - разрез Б-В,На поверх 1 осться профильного из ижуше агрето ия вдавлени ль оси устройм охлаждаюда, из полости Корпус 1 спрейера закррадиально-продольным иа фланцем 2 м 3, кото 25 ва подается п ш идкость,им Изобретение относится к технике термообработкн и может найти шцрокое применение в ме гизной промышленности при термообработке профильных изделий, когда нагретое профиль:;ое изделие находится в движении и его необходимо охладить до определенной темпегатуры, например, при термообработке проволоки.В известном спрейере затруднена, заправка изделий, так как он представляет собой замкнутый контур.С целью обеспечения точности центрирования и удобства заправки изделий, пр лагаемый...
Способ прокатки сплошных и полых профильных заготовок

Номер патента: 496081
Опубликовано: 25.12.1975
Авторы: Ермолаев, Казакевич, Колтырев, Левин, Лузганов, Марков, Сичевой, Тартаковский
МПК: B21H 8/00
Метки: заготовок, полых, прокатки, профильных, сплошных
...искривления зв рвбо ессе прокатки с подпоОднако известны ивет достижение точ размеров заготовки чить высокую чисто О подачи беспе- калибр ния качества изделий пред по которому по окончании овку реверсируют и проквром конец заготовки кали ением к нсму усилия нвтяж ввлки разводят нв величин мации клети и заготовки. показано положение зйгото пособ, звгот подло рнлож етом ния, п упруго ности из-зв увеличе ввемой заготовки и чими валками в проц ром,Для повыше гвется спрокаткитвнный с врвшвюшихся валков 1, Мехвни,зм 3 создвввя осевое усилие подпора Р, о чиввет проталкивание заготовки 2 в валков. Усйлие подпора сохраняется в тече ние прокатки участка заготовки требуемой длины..После прокатки концв заготовка звхввтыввется захватом 4 механизма...
Устройство для изготовления профильных полос

Номер патента: 499000
Опубликовано: 15.01.1976
Авторы: Анисимов, Никифоров, Пивненко
МПК: B21C 1/00
Метки: полос, профильных
...стойкости волоки и улучшения точности и качества изделий волока выполнена раъемной по горизонтальной плоскости и снабжена двумя тензодатчиками, расположенным с обеих сторон волочильного канала на участках стыковки волоки перпендикулярно плоскости разъема, причем каждый из тензодатчиков евязан с системой управления соответствующего нажимного механицизма.На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - разрез по А - А на фиг, 1; на фиг. 3 - схема управления нажим- ными механизмами.Устройство включает двухвалковую прокатную клеть 1 с установленными на ней индивидуальными нажимными механизмами 3 и установленную после валков разъемную по горизонтальной плоскости волоку 4, выполненную в виде поджатых друг к другу рабочих...
Инструмент для волочения профильных труб с внутренними ребрами

Номер патента: 499006
Опубликовано: 15.01.1976
Авторы: Касаткин, Комкова, Панова, Селезнев, Хонина, Шагинян, Шевакин
МПК: B21C 37/20
Метки: внутренними, волочения, инструмент, профильных, ребрами, труб
...ребер по высоте и ширине на оправке выполнен с конусностью поверхности обратной конусности поверхности участков редуцирования и обжатия стенок.На фиг. 1 представлено сечение профильной трубы с одним внутренним ребром; на фиг, 2 - очаг деформации при волочении трубы, продольный разрез. Предлагаемыи инструмент состоит из волоки 1 с участком 2 редуцирования, участком 3обжатия по стенке и калибрующим пояском4, оправки 5 с пазом, участком б обжатия5 ребра по высоте и ширине и участком 7 калибровки,Процесс волочения осуществляется следующим образом.Перед волочением передний конец трубы1 о разрезают вдоль оси трубы в двух взаимноперпендикулярных направлениях на длину,равную длине захватки. В подготовленнуюпрофильную трубу с переднего конца...
Способ изготовления металлическогопрямолинейных профильных полос

Номер патента: 509340
Опубликовано: 05.04.1976
МПК: B23B 1/00
Метки: металлическогопрямолинейных, полос, профильных
...и оси кольца люинструментомыключают, деПредлагаемый способ применяется при изготовлении прямолинейных профильных полос, используемых в качестве заготовок в различных отраслях машиностроения.Известно, что профильные прямолинейные заготовки получают прессованием на вертикальных и горизонтальных прессах через фильеру, прокаткой на станах и волочением, а также механической обработкой строгакием, фрезероваш 1 ем или шлифованием плоских заготовок.Описываемый способ обеспечивает получение точного профиля заготовок длиной 1 - 3 м и толщиной 0,5 - 1 мм.С этой целью в качестве загопользуют кольцо, которое растачтребуемому профилю и разрезаючего полученный полуфабрикат рают и правят растяжением в1,5 - 3%.Заготовку устанавливаюткарного станка,...
Пуансон для обтяжки профильных деталей

Номер патента: 512833
Опубликовано: 05.05.1976
Авторы: Воробьев, Ерохин, Самохвалова
МПК: B21D 11/02
Метки: обтяжки, профильных, пуансон
...положении рейками 13 с помо- щью нажимных винтов 14, вмонтированных в шеки обойм 12., С целью устранения перекосе и заедания пластин йри настройке пуансона в каждой пластине имеется паз, в который входит головка регулировочного винта 15. Пластины 11 снабжены сменными подвижными вкладышами 16, шарнирно вмонтированными в их рабочую поверхность и выполненными с учетом 1 эрмьг поперечного сечения профиля. Рабочая поверхность вкладышей выполнена по радиусу. 12833 4готовке. В тех случаях, когда поворотом за,жимныхпатронов станка не обеспечиваетсятребуемый угол закрутки по длине заготовки возможно при помощи нажимных винтов18 получить на детали необходимый уголзакрутки. Для этого планка 17 приводиъся в рабочее положение /фиг 1,...