Патенты с меткой «корпусных»
Устройство для соединения и разъема корпусных деталей конусной дробилки крупного дробления

Номер патента: 1121034
Опубликовано: 30.10.1984
Авторы: Кузнецов, Левишко, Червяков
МПК: B02C 2/04
Метки: дробилки, дробления, конусной, корпусных, крупного, разъема, соединения
...настройки, улучшение условий эксплуатации и повышение степени надежности устройства и фланцевого соединения.Указанная цель достигается тем, что в устройстве для соединения и разъема корпусных деталей конусной дробилки крупного дробления, содержащем болт со смонтированным под нажимной гайкой поршнем, расположенным в корпусе, установленном на фланце, корпус снабжен размещенным внутри него и сопряженным с ним Посредством резьбы стаканом, в полости которого расположена ступица поршня, при этом торец стакана контактирует с нажимной гайкой с помощью промежуточной шайбы.На фиг. 1 изображено устройство на фланцевом соединении корпусных деталей дробилки, общий вид, на фиг. 2 - то же, продольный разрез по оси болта; на фиг. 3 - то же,...
Станок с чпу для обработки крупногабаритных корпусных деталей

Номер патента: 1122446
Опубликовано: 07.11.1984
Автор: Бессольцев
МПК: B23C 1/00
Метки: корпусных, крупногабаритных, станок, чпу
...суппорты с возможностью поперечного относительно столаперемещения, стойки снабжены дополнительными направляющими параллельныминаправляюшим стола для размещения по 3перечины,За счет снабжения стоек дополнитель- .ными направляющими обеспечивается возможность установочного перемещения поперечины с размещенными на ней инструментальными суппортами в направленииперемешения стола, что позволяет вестиодновременную обработку как суппортами,помегценными на стойках, так и суппортами,установленными на поперечине с подачейв направлениях, перпендикулярных направлению перемещения стола и, кроме того,позволяет совмещать выполнение операций группой суппортов, расположенных на поперечине, с дискретными перемещениями стола за счет...
Устройство для сборки корпусных деталей с комплектующими деталями

Номер патента: 1133067
Опубликовано: 07.01.1985
Авторы: Громушкин, Матвеев, Митин
МПК: B23P 19/027, B23P 21/00
Метки: деталями, комплектующими, корпусных, сборки
...столе соосны механизму запрессовки, поворотный диск связан посредством зубчатого зацепления с приводом поворота стола, а узел соединения шпинделя и накидной гайки с корпусной деталью выполнен в виде головок, тарированных на заданный момент завинчивания.На фиг. 1 изображен ацетиленовый вентиль, продольный разрез; на фиг, 2 - устройство для сборки корпусных деталей с комплектующими деталями, преимущественно ацетиленовых вентилей, общий вид; на фиг. 3 -- разрез Л-А на фиг. 2,5 О 5 20 25 30 35 40 45 50 55 Устройство для сборки корпусных деталей с комплектующими деталями, преимущественно ацетиленовых вентилей в виде корпусной детали 1, шпинделя 2, прокладок 3 и накидной гайки 4, содержит основание 5, на котором смонтирован узел подачи...
Устройство для базирования и закрепления корпусных деталей

Номер патента: 1134345
Опубликовано: 15.01.1985
МПК: B23Q 3/06
Метки: базирования, закрепления, корпусных
...на основании 1 подвижную каретку 2 и упругий компенсатор, выполненный в виде пружины 3 с плунжером 4, на конце которого находится ролик 5. Опорная поверхность подвижной каретки 2 представляет собой У-образную призму. Одна из граней приз 20 25 30 35 40 45 мы выполнена в виде одноплечего рычага 6 с осью поворота 7. Свободный конец ры чага 6 контактирует с упором 8, расположенным на каретке 2 и предназначенным для предварительной ориентации детали 9 в вертикальном направлении. В зависимости от длины Е детали 9 (фиг. 2) может быть установлено несколько рычагов 6, соединенных в блоки стяжками 10. На опорных поверхностях каретки 2 установлены ролики 11, облегчающие ориентирование детали 9 в продольном направлении. Жесткий упор 12,...
Способ закрытия трещин при ремонте корпусных деталей, преимущественно станин прессов

Номер патента: 1147595
Опубликовано: 30.03.1985
Авторы: Макаров, Монахов-Ильин, Орлов, Савельев, Сурков
МПК: B30B 15/04
Метки: закрытия, корпусных, преимущественно, прессов, ремонте, станин, трещин
...осуществляютмногократно до закрытия трещин, апосле каждой фиксации краев трещины,за исключением последней, проставкиудаляют.1147595 Рцг. 1 Изобретение относится к машино- строению и может быть использовано при ремонте корпусных деталей, преимущественно станин прессов.Цель изобретения - расширение технологических возможностей путем увеличения максимальной ширины закрываемых трещин.На фиг, 1,показана станина пресса в процессе ремонта; на фиг. 2 - вид А на фиг. 1.Закрытие трещины 1 станины 2 осуществляют с помощью стяжки 3 с гайками 4 и проставками 5 и фиксирующего элемента 6.Процесс закрытия трещины осуществляют следующим образом.Стяжку 3 с установленными на ней гайками 4 и проставками 5 нагревают, после чего устанавливают в станину...
Устройство для крепления корпусных деталей

Номер патента: 1199571
Опубликовано: 23.12.1985
Авторы: Горовиц, Мухамедшин, Рапопорт, Уманец
МПК: B23Q 3/06
Метки: корпусных, крепления
...Москва, Ж - 35, Раушская наб., д, 4/5 Филиал ППП Патент, г, Ужгород, ул. Проектная, 4Редактор О. ЮрковецкаяЗаказ 7771,19 Изобретение относится к обработке материалов резанием, а именно к устройствам для закрепления деталей на металлорежугцих станках.Целью изобретения является повышение точности обработки путем устранения смещения детали под действием усилия зажима,На фиг, 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - вид А на фиг, 1,Устройство состоит из корпуса 1 с подвижной стенкой, выполненной в форме скобы 2, связанной со штоком 3 привода зажима, и зажимных упругих колец 4, размещенных между образующими скобы 2.На выступах скобы 2 смонтированы направляющие опорные ролики 5, несущие гибкий элемент - втулочно-роликовую...
Способ сборки судовых корпусных конструкций

Номер патента: 1237546
Опубликовано: 15.06.1986
Авторы: Андреев, Желудев, Иевлев, Родионов, Шатилов
МПК: B63B 9/06
Метки: конструкций, корпусных, сборки, судовых
...их закрепление к обшивке; на фиг. 3 -второй этап сборки: перемещение концовбалок в плоскости их стенок до совмещенияи закрепление кромок обшивки на участкеАВ; на фиг. 4 - третий этап сборки: совмещение и закрепление торцов балок по высоте.5Способ осуществляют следующим образом.Подготовленную секцию после отрезкиприпуска и зачистки монтажных кромок окончательно устанавливают под сборку,Установив и закрепив в районе монтажного стыка первой пары балок неприварное устройство, производят выравниваниеи закрепление между собой торцов балок1 и 2 (фиг. 1). Этой операцией достигаетсяполучение исходного положения для осуществления сборки кромок обшивки на25участках АВ и ВС и стыков балок 3 и 4,5 и 6.Затем начинают этап сборки участкаАВ путем...
Автооператор для сборки корпусных деталей

Номер патента: 1247259
Опубликовано: 30.07.1986
Авторы: Аксенов-Журавлев, Иванушкин, Лазуткин
МПК: B25J 5/02
Метки: автооператор, корпусных, сборки
...7 пере Б мещения по направляющим 5, выполненным в виде реечной. передачи. На каретке 4 размещен корпус 8 с приводом его поворота, выполненным в виде гидромотора 9 и зубчатой передачи 1 О, выходное звено которой жестко связано с корпусом 8. На по- ЗО следнем смонтирован механизм захвата, скалки 11 которого связаны посредством шарнирного соединения 12 (фиг. 4) с приводом, выполненным в виде гидромотора 13 и винтовой самотормозящей передачи 14. Скалки 11 жестко связаны с корпусом 15 меха-н изма захвата, на котором расположены две подпружиненные цанги 16 с приводом 17. Цанги 16 установлены в корпусе 15 с возможностью взаимодействия со шпильками 18 на головке 1. В корпусе 8 также 4 установлены толкатели 19 с приводом 20 их перемещения. На...
Автоматическая линия для обработки корпусных деталей

Номер патента: 1255395
Опубликовано: 07.09.1986
Авторы: Гаузнер, Каральник, Люцин, Моргулис, Нейман
МПК: B23Q 41/02
Метки: автоматическая, корпусных, линия
...32 и базовые штыри 33 (фиг. 4), В плите 11 выполне. - ны проемы 34 для прохода базовых планок 32 и штырей 33 приспособления.Автоматическая линия работает следующим образом.Заготовка 1 посредством транспортной штанги 5 межстаночного транспорта 3 по нижним направляющим 6 доставляется в зону обработки. Разворот заготовки во время транспортирования межстаночным транспортом предотвращается боковыми направляющими станками 4, а в зоне станка роль ограничивающего элемента играет плита 11, сориентированная упором 27.Поршневая полость гидроцилиндра 23 постоянно подключена к магистрали давления и во время перемещения заготовки межстаночным транспортом прижимает плиту 11 к упорам 27, которые расположены таким образом, что описанная плита...
Участок для сборки и сварки корпусных конструкций

Номер патента: 1268355
Опубликовано: 07.11.1986
Авторы: Аграфенин, Антоненко, Банковский, Дмитриев, Злотников, Клестов
МПК: B23K 37/04
Метки: конструкций, корпусных, сборки, сварки, участок
...на основании, Фиксация и удержание стендов 1 в крайних положениях осуществляются установленными на основаниификсаторами 18, контактирующими сконусными сцепными штырями 19 стендов. Участок работает следующим образом.В исходном положении стенды 1 находятся: первый - на позиции сборки, а другой - на позиции сварки. Оба 45 стенда зафиксированы, так как фикса-торы 18 держат штыри 19, После окончания операции сборки этот стенд перемещают на позицию сварки. Дпя этого соответствующий фиксатор 18 освобождает штырь 19 этого стенда,шток 13 гидроцилиндра выдвигается и ползун 11 начинает перемещаться по направляющей 12, при этом он тянет трос 8 через верхнюю пару блоков 9 за кронштейн 7 стенда и стенд начинает перемещаться, так как другой...
Устройство для базирования и закрепления корпусных деталей

Номер патента: 1283026
Опубликовано: 15.01.1987
Авторы: Житомирский, Зайченко, Тагиев
МПК: B23Q 3/06
Метки: базирования, закрепления, корпусных
...основание 1, накотором установлены жесткие опоры 2,служащие в качестве основной базы дляустанавливаемой детали 3, На основании 1размещен торцовый упор 4, служащий для 15фиксирования продольного положениядетали 3. На основании 1 установлены спаренные одноплечие.рычаги 5, взаимодействующие с пружинами 6. На концах рычагов 5 установлены с возможностью поворота конуса 7, предназначенные для центрирования устанавливаемой детали 3 повнутренней стенке. Зажимы 8 зажимногомеханизма предназначены для крепления устанавливаемой детали 3 к основанию 1 устройства,25Устройство работает следующим образом.В исходном положении спаренные одноплечие рычаги 5 под действием пружин 6находятся выше жестких опор 2, При опускании устанавливаемой детали 3 ее...
Устройство для крепления корпусных деталей

Номер патента: 1284816
Опубликовано: 23.01.1987
Автор: Петрочук
МПК: B25B 11/00
Метки: корпусных, крепления
...устройства помещают деталь 8, подвешенную на стропах, которая фиксируется последовательно выдвижением стержней 5, При этом фиксацию деталей осуществляют на участках, находящихся вне рабочих эон детали 8. Формула изобретения 20 25 Составитель Е.МакеевТехред Л.Сердюкова Редактор И.Дербак Корректор А.Зимокосов Тираж 950 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 4/5Заказ 7510/18 Производственно-полиграФическое предприятие, г, Ужгород, ул. Проектная, 4 Изобретение относится к приспособлениям для крепления корпусных деталей с фасонной поверхностью и может быть использовано в машиностроении,Цель изобретения - расширение тех нологических возможностей путем увеличения...
Автооператор для установки корпусных деталей

Номер патента: 1303369
Опубликовано: 15.04.1987
МПК: B23Q 7/04
Метки: автооператор, корпусных, установки
...пружины 11, йружины 3,прижимающей защелку 14 к крестовине 3,и винта 15, предохраняющего защелку 14от выпадения.Работа осуществляется следующим образом.При движении автооператора электромагниты 8 находятся во включенном состоянии. Якорь 7 каждого электромагнита 8 прижимает гильзу 10 к крес товине 3. Пружина 13 сжата и вдавливает защелку 14 в отверстие на крестовине. Таким образом, крестовина 3 зафиксирована относительно корпуса 1 муфты. При опускании на базировочное, 1 О приспосрбление электромагнит 8 обесточивается, Пружина 11 поджимает гильзу 10 в верхнее крайнее положение вместе с якорем 7 электромагнита 8, при этом пружина 13 давит на защел- ф 5 ку 14, но, так ак винт 15 не позво,ляет защелке 14 войти в отверстие на крестовине,...
Устройство для запрессовки втулок в отверстия корпусных деталей

Номер патента: 1315211
Опубликовано: 07.06.1987
Авторы: Гончаров, Гранкин, Куриленко, Филатов
МПК: B23P 19/027
Метки: втулок, запрессовки, корпусных, отверстия
...устройство, общий вид; на фиг. 2 - разрез А-А на фиг, 1; на фиг, 3 - разрез Б-Б на фиг, 1, кулачки сомкнуть ка фиг. 4 - то же, кулачки разомкнуты.Устройство содержит силовой цилиндр 1 с установленным в нем поршкем 2 со штоком 3 и оправкой 4, выполненными полыми, В отверстии оправки 4 установлена тяга 5, входящая своими зубьями в зацепление с кулачками 6, На противоположной от кулачков стороне на тяге 5 установлен маховичок 7, поворот которого ограничен взаимодействием рычага 8 с установленными на крышке 9 штифтами 10.Устройство работает следующим образом.В исходном положении кулачки 6 сомкнуты, что позволяет им свободно проходить через отверстия корпуса 11, а поршень 2 со штоком 3 по непо-. движной оправке 4 переводят в правое...
Устройство для базирования и закрепления плоскостных и корпусных заготовок

Номер патента: 1329919
Опубликовано: 15.08.1987
Автор: Кузьминский
МПК: B23B 31/02, B23Q 3/00
Метки: базирования, заготовок, закрепления, корпусных, плоскостных
...плиты 1, т.е. разрешающую способность устройства.Крепление элементов 1, 4 и 10между собой производится с помощьюболтов 8 и 14.Кроме того, шаг отверстий 9 больше шага отверстий 11 на тыльной поверхности пластин 4,Такое расположение отверстий обеспечивает при переналадке устройствазначительное расширение технологических возможностей устройства за счетуменьшения шага перестановки опорныхпланок 10 относительно базовой плиты 1.Например, для обеспечения обработки заготовок для широкой номенклатуры деталей необходимо иметь минимально возможный шаг перестановки опорныхпланок 10 относительно базовой плиты1, равный 0,5 мм. При этом шаг 1 отверстий 9 на поверхности пластины 4равен 30 мм, шаг 1, отверстий 11 наопорных планках 10 составляет 20...
Способ восстановления поверхностей отверстий корпусных деталей из углеродистых сталей

Номер патента: 1330178
Опубликовано: 15.08.1987
Авторы: Гурмаза, Коваленко, Резников, Савченко, Семененко, Сияница, Сонин, Ткаченко, Тюрин
Метки: восстановления, корпусных, отверстий, поверхностей, сталей, углеродистых
...З 0 жается производительность процесса восстановления.Нагрев заготовки на второй стадии с более высокой скоростью производится до 750-770 С. При этих темпера 35 турах имеет место минимальное сопротивление пластической деформации углеродистых сталей.При температурах нагрева ниже 750 С имеет место повышение сопротиво1 ления пластической деформации, чтоприводит к неравномерному восстановлению отверстий корпусных заготовок.При температурах нагрева выше770 С повышается вероятность образования трещин,Ускоренный нагрев заготовки соскоростью 50-100 С/с производится сцелью создания в заготовке внутренних напряжений, превышающих сопротивление пластической деформации.При скоростяхнагрева заготовкименее нижнего предела не происходитпластической...
Фрезерный станок для обработки внутренних плоскостей в отверстиях корпусных деталей

Номер патента: 1337206
Опубликовано: 15.09.1987
Автор: Чемерский
МПК: B23C 1/10
Метки: внутренних, корпусных, отверстиях, плоскостей, станок, фрезерный
...горизонтальной части стойки 2 установлены клиновые домкраты 24 и гидравлические домкраты (не показаны)для перемещения детали при ее установке, На вертикальной части стойки2 установлены зажимные элементы 25 и Об 226 приспособления для крепления детали, а на ее тыльной стороне жесткозакреплены задние бабки 27, расположенные строго по шагу расположенияколодцев в детали, В вертикальнойчасти стойки 2 также выполнены отверстия 28, а в задних бабках 27 отверстия 29 для крепления свободного конца направляющей штанги 8 при установке ее в колодце обрабатываемойдетали 3. Количество шпипдельных бабок должно соответствовать количеству колодцев в детали 3, но можноиметь одну бабку, тогда необходимоменять ее положение по мере обработкиплоскостей в...
Способ настройки постелей для формирования криволинейных корпусных секций

Номер патента: 1342814
Опубликовано: 07.10.1987
Авторы: Иванов, Миркис, Розум, Ручкин, Соколов
МПК: B63B 9/06
Метки: корпусных, криволинейных, настройки, постелей, секций, формирования
...повышеггие точности ндстройки постелей.а фиг. 1 изображена схема постели, вид сверху; нд фиг, 2 - возможное расположение стоек нд основанияхи иодлекдльникдх постели,Способ настройки постелей для формирования криггопицейцых корпусныхсекций реализуется устройством, содерждшим основднич 1 со стойками 2 икаретками 3, снабженными ггодлекальниками 4 со стойкдми и базовыми стойками 5. Каждая стойка 2 и 5 имеетоголовок б с бдзоггой поверхностью 7,Способ состоит в том, что устанавливдют основдггия 1 со стойками 2 и каретками 3, снабженными подлекальниками 4 со стойками, в заданный размер относительно базовой поверхности 8, устанавливают каретки 3 на основаниях 1 на заданные размеры относительно базовых стоек 5, установливают подлекдльники 4 со...
Способ ремонта корпусных деталей машин установкой заплат

Номер патента: 1349919
Опубликовано: 07.11.1987
Авторы: Ляховецкий, Соломко, Федоровский
МПК: B23K 28/00, B23P 6/04
Метки: заплат, корпусных, машин, ремонта, установкой
...вырезали поврежденный участок стенки, придав контуру выреза овальную форму. 5 10 15 20 25 30 35 40 2Толщина стенки по кромкам выреза была в пределах построечной и составила 12 мм.Приваривание традиционным способом заплаты с гофрированной кромкой или с предварительным выгибом в аналогичных случаях, как правило, не давало положительных результатов из-за появления после сварки трещин в чугунном корпусе от высоких сварочных напряжений.Поэтому был применен предлагаемый способ ремонта, Стальную трубу наружным диаметром 14 мм с толщиной стенки 2 изогнули по размерам выреза в корпусе в свету и заварили стык между концами трубы, получив при этом замкнутую фигуру.Стальной лист толщиной 10 мм обработали по контуру до совпадения его размеров с...
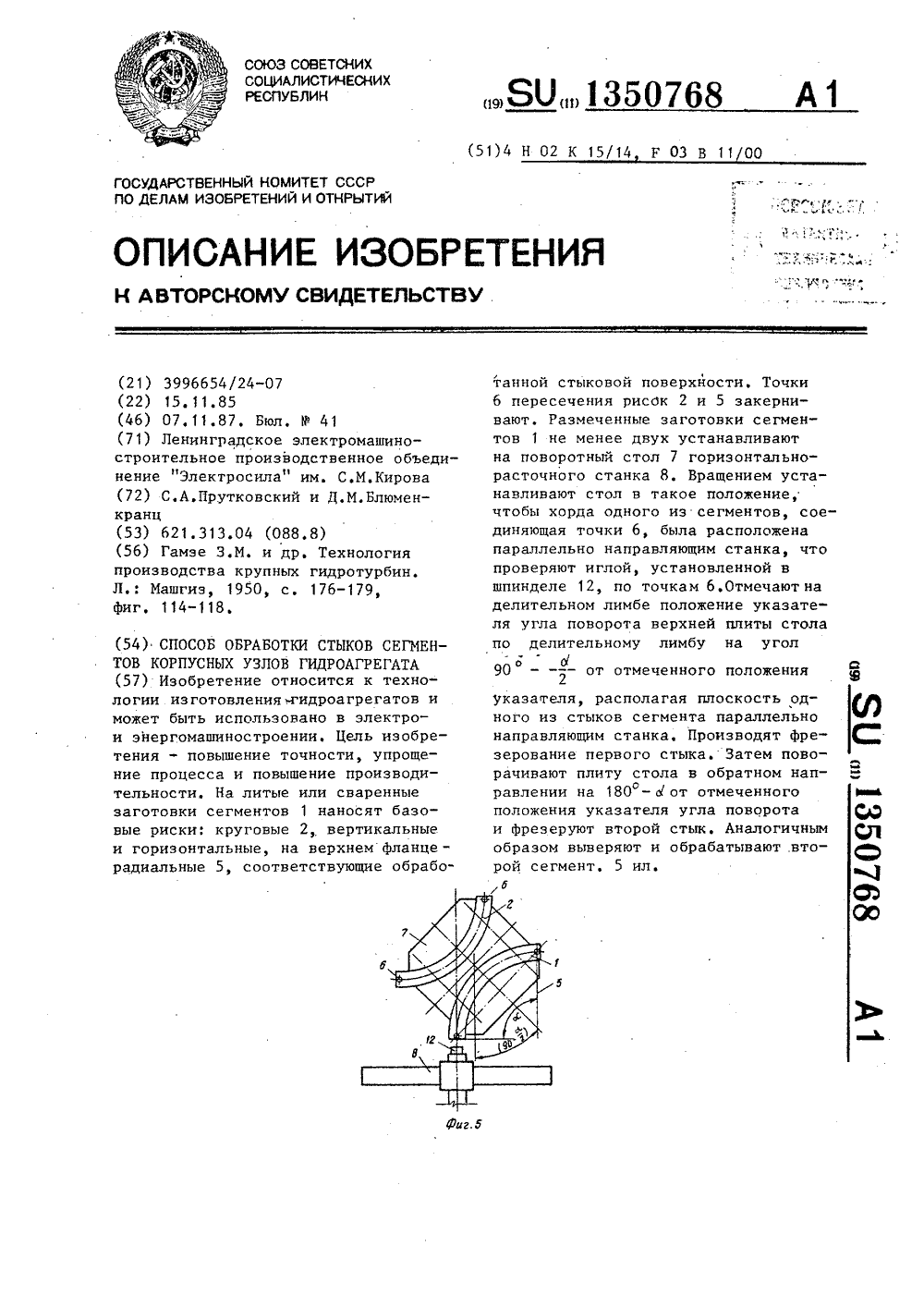
Способ обработки стыков сегментов корпусных узлов гидроагрегата
Номер патента: 1350768
Опубликовано: 07.11.1987
Авторы: Блюменкранц, Прутковский
МПК: F03B 11/00, H02K 15/14
Метки: гидроагрегата, корпусных, сегментов, стыков, узлов
...2 и радиальной 5 рисокзакернивают,Затем размеченные заготовки сегментов 1 по две штуки из четырехустанавливают на поворотный стол. 7(фиг.3 и 4) горизонтально расточногостанка 8 на мерные подкладки 9. Припомощи домкратов (не показаны) повертикальным 3 и горизонтальным 4рискам выверяют сегменты 1 на поворотном столе 7 и прикрепляют их кстолу. Для более надежного креплениявысоких заготовок сегментов и снижения вибрации при обработке стыковыхповерхностей сегменты 1 между собой50768 50 55 меьтов 5 1 О 15 20 25 30 35 40 4 Г дополнительно скрепляют распорными балками 10 с болтами 11, выполняющими функции подводимых опор, при этом не должно быть нарушено положение сегментов 1, выверенных в вертикальной и горизонтальной плоскостях.Вращением...
Устройство для контроля параллельности осей отверстий в корпусных деталях

Номер патента: 1352175
Опубликовано: 15.11.1987
МПК: G01B 5/00
Метки: деталях, корпусных, осей, отверстий, параллельности
...8, закрепленной на подшипнике 23 обоймы 24 с центральным отверстием и размещенного в нем винта 25.Устройство работает следуюгцим образом.Контрольные валики 2 и 3 размещают в отверстиях детали 1, устанавливают на концы этих валиков измерительную штангу 4 и поворотом ручек 22 фиксируют ее на контрольных валиках 2 и 3 за счет усилия, развиваемого пружинами 19, Закрепляют уровень 6 на кронштейне 5 и, вращая приводную ручку 13, поворачивают сектор 8, скрепленный с кронштейном 5, до тех пор, пока уровень не зафиксйрует нулевое положение пузырька. Фиксируют с помощью винта 25 сектор 8 в этом положении. Затем поворачивают ручку 22 в положение, при котором эксцентрики 21 отжимают пружиньг 19 от контрольных валиков 2 и 3, снимают измерительную...
Автоматизированный участок механической обработки корпусных деталей

Номер патента: 1368161
Опубликовано: 23.01.1988
Авторы: Ильин, Письменюк, Пшенцов
МПК: B23Q 41/02
Метки: автоматизированный, корпусных, механической, участок
...венцом и установленной в горизонтальном редукторе 22.На первой ступени редуктора 22 установлен электродвигатель 23, обеспечи-вающий вращение гайки 21.25 На раме 8 установлены конечныеконтактные микропереключатели 24 и25, ограничивающие ход ползуна 11,бесконтактный датчик 26, сигнализирующий о наличии стола-спутника 2 30 на устройстве 7 и инфракрасные датчики 27 и 28, контролирующие наличиегрузозахватного органа крана-штабелера 5 под днищем стола-спутника 2, атакже упоры 29.35Гибкая .производственная системаработает следующим образом.На участке снаряжения производится установка заготовок на столы-спут ники 2, Краном-штабелером 5, в зависимости от заданной ЭВМ программы, стол-спутник 2 доставляется либо в13681 стеллаж-накопитель 6,...
Устройство для запрессовки втулок в отверстия корпусных деталей

Номер патента: 1380892
Опубликовано: 15.03.1988
Авторы: Гончаров, Гранкин, Куриленко, Филатов
МПК: B23P 19/027
Метки: втулок, запрессовки, корпусных, отверстия
...цилиндра 1, вспомогательного силового цилиндра 9 с поршнем 10, несущим шток 11, вэаимодейстцующцй с захватами 12, шарнирно смонтиронаццыми на неподвижной обойме 13.Боек 4 установлен в полости пологоштока 3 с образованием двух расположеццых по обе стороны от него полостей 14 и 15 и выполнен с каналами 16и 17. Полый шток 3 выполнен с каналами 18-21 для сообщения поршневой полости 22 силового цилиндра 1 с полостьо 15, Дя смягчения удара бойка покрышке в полости 15 установлены амортизаторы 22 и 23, Устройство работает следующим образом.В исходном положении поршни 2 и 10 40 находятся н крайнем правом положении. На оправку 6 устанавливают запрессовываемую втулку 8, подводят устройство к корпусной детали 7 и выставляют их так, чтобы они...
Способ закалки корпусных деталей

Номер патента: 1392119
Опубликовано: 30.04.1988
Автор: Павлов
МПК: C21D 1/78
Метки: закалки, корпусных
...до температуры аустенизации. Нагретый корпусберут 10 за рымболт 24 и опускают на подвижную плиту 8, находящуюся ниже упоров 19 и 19 а.Через опорные втулки 16, подвижные втулки 18 и корпус 7 пропускают 15 оправки 4 и 5, вводят гидроцилиндром 10 оправку 6 в отверстие корпуса 7Оправки 4 и 5 закрепляют базовые поверхности корпуса 7 в горизонтальной и профильных плоскостях, а оправка 6 закрепляет корпус 7 по базовой поверхности во фронтальной плоскости.Вставляют и паз корпуса 7 подпружиненный пружиной 20 клин 21 опоры 13 и дополнительно закрепляют корпус 25 7 во фронтальной плоскости. Зажимают корпус 7 прихватами 14 к подвижной плите 8.В нагретом до температуры аустенизации корпусе 7 размеры В и В и 30 диаметры посадочных отверстий под...
Способ обработки корпусных деталей

Номер патента: 1395430
Опубликовано: 15.05.1988
Автор: Демин
МПК: B23B 35/00
Метки: корпусных
...возможного увода сверла Ущ, 2установив деталь, производят свер,9 ение сквозных отверстий по номиналь"ому диаметру Д 0, вход которых расположен на меньшей торцовой поверхнос-,и. Затем измеряют величину радиаль- З 0рого смещения осей отверстий от номийапьного значения. Устанавливают вполученные отверстия, предварительнопокрытые какой-либо смазкой, стальные термообработанные стержни, Передвыполнением гофр определяют величинуи направление их по смещению выходныхотверстий диаметром Й от номинальнойрадиальной координаты отверстий, указанной на чертеже. Осуществляют гофрирование детали вдоль оси отверстий,причем число гофр соответствует числуотверстий со смещенной в радиальномнаправлении осью,В каждом поперечном сечении величина...
Устройство для выпрессовки втулок из корпусных деталей

Номер патента: 1412927
Опубликовано: 30.07.1988
Авторы: Кобылянский, Олексюк, Резник, Харлап
МПК: B23P 19/027
Метки: втулок, выпрессовки, корпусных
...штока 4 посредством винта 9со сферической головкой, Конусныйнаконечник 8 выполнен сверху со сферическим углублением 10 для размещения головки винта 9 и снизу с торцовой поверхностью, на которой расположена кольцевая фиксирующая канавка11 для упора кулачков. Кулачки 6 име.ют вид круговых сегментов с верхнимиупорными поверхностями 12 в видечастей тора, а на их боковых наружных поверхностях выполнены выступы13, сопряженные сверху поверхностью14Пружина 5, расположенная междуопорной втулкой 3 и плитой 1, поджимает опорную втулку 3 вверх до упоракулачков в фиксирующую канавку наконечника, а упругие стержни 7 отжимают их в направлении от оси выпрессовки.Опорная втулка 3 установлена наштоке 4 с возможностью перемещенияпод действием...
Устройство для запрессовки упругих элементов в отверстия корпусных деталей

Номер патента: 1433746
Опубликовано: 30.10.1988
МПК: B23P 19/027
Метки: запрессовки, корпусных, отверстия, упругих, элементов
...направлении за счет взаимодействия выступов 3 с кулачками 11 иодновременная запрессовка втулки 17в деталь 20. Перемещение втулки 1вниз ограничивается подпружиненным упором б, а перемещение вверх - неподвижным упором 5 5 ин. б взаимодействуют соответственно с опорными поверхностями 22 и 23.Устройство работает следующим образом.При движении штока 19в направлении детали 20 установленной в центрирующем отверстии 21, подпружиненный упор 6 упирается в опорную поверхность 23, При этом втУлка 1 останавливается на высоте, достаточной для поворота рычагов 2 в радиальном на правлении к оси, не задевая деталь 20 (фиг. 4). При дальнейшем движении штока 19 втулка 17 упирается в коническую поверхность 4., сжимая пружину 7 (фиг. 1).,Втулка 1 7,:...
Устройство для измерения отклонения от соосности отверстий в корпусных деталях

Номер патента: 1441170
Опубликовано: 30.11.1988
Авторы: Иванов, Писарев, Скороходов
МПК: G01B 5/25
Метки: деталях, корпусных, отверстий, отклонения, соосности
...фиг. представлена схема уст 5 ройства; на фиг.2 - вид по стрелке А на фиг.1Устройство для измерения отклонения от соосности отверстий содержит корпус 1сменные измерительные наконечники 2 и отсчетные узлы 3, выполненные в виде установленных с возможностью возвратно-поступательного и вращательного перемещений измерительных, головок с измерительными преобразователями 4закрепленными на сменных измерительных наконечниках 2. Измерительные головки выполнены в виде дисков с отверстиями 5 на ци О линдрической поверхности Б, в которые установлены сменные измерительные наконечники 2. Измерительные преобразователи 4 представляют собой пьезоэлектрические датчики. 25Устройство работает следующим образом.Корпус 1 вводят в отверстия контролируемой...
Устройство для восстановления отверстий в корпусных деталях

Номер патента: 1449304
Опубликовано: 07.01.1989
Авторы: Беречикидзе, Шария
МПК: B23P 6/00
Метки: восстановления, деталях, корпусных, отверстий
...приварки выполнен в виде винта 27, свободно пропущенного через отверстие горизонтальной полки 14 и завернутого в кронштейн 12, В последнем жестко закреплен нижнийконец поводкового пальца, свободноустановленного верхним концом в поводке 9, Устройство крепится к восстанавливаемой детали 17 болтами 28.1 О Питание электродвигателя 22 осуществ.ляется токосъемником, который состоит из кольца 29, изготовленного иэизолирующего материала, в котором5установлены медные контактные кольца30. С этими кольцами взаимдействуютщетки 3 1, установленные на пластине32, связанной с кронштейном 33, прикрепленным к поводку 9.Устройство работает следующимобразом,Перед началом технологическогопроцесса восстановления отверстия вкорпусной детали 17 предварительно...
Устройство для изготовления корпусных конструкций

Номер патента: 1449447
Опубликовано: 07.01.1989
Авторы: Аграфенин, Антоненко, Корнилов, Корнилова, Мирин
МПК: B63B 9/06
Метки: конструкций, корпусных
...швов между указанными деталями 17 и сварочный автомат 47 шириной Вз и длиной Ез для приварки деталей 9 набора к обшивке 18, снабженные держателями 43 наверху, зачистная машинка48 шириной В 4 и длиной 1.4, разметочное приспособление 49 шириной Вь и длиной 1.ь и резак 50 шириной Вь и длиной Ь с укороченными соосными держателями 51. Каждый держатель 43 траверсы 42, сварочных автоматов 46 и 47 и каждый держатель 51 зачистной машинки 48, разметочного приспособления 49 и резака 50 выполнен в виде присоединенного к сменному рабочему органу прямолинейного горизонтального отрезка трубы, через который от рабочего органа 10 пропущен и выведен наружу гибкий энерго- проводник 52 или 53 длиной 1.4 не более одного метра с присоединительным...