Устройство для определения размерногоизноса и контроля положения режущегоинструмента b токарных ctahkaxc чпу
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 829404
Авторы: Каминский, Ковалевский, Лоц, Пухов

Текст
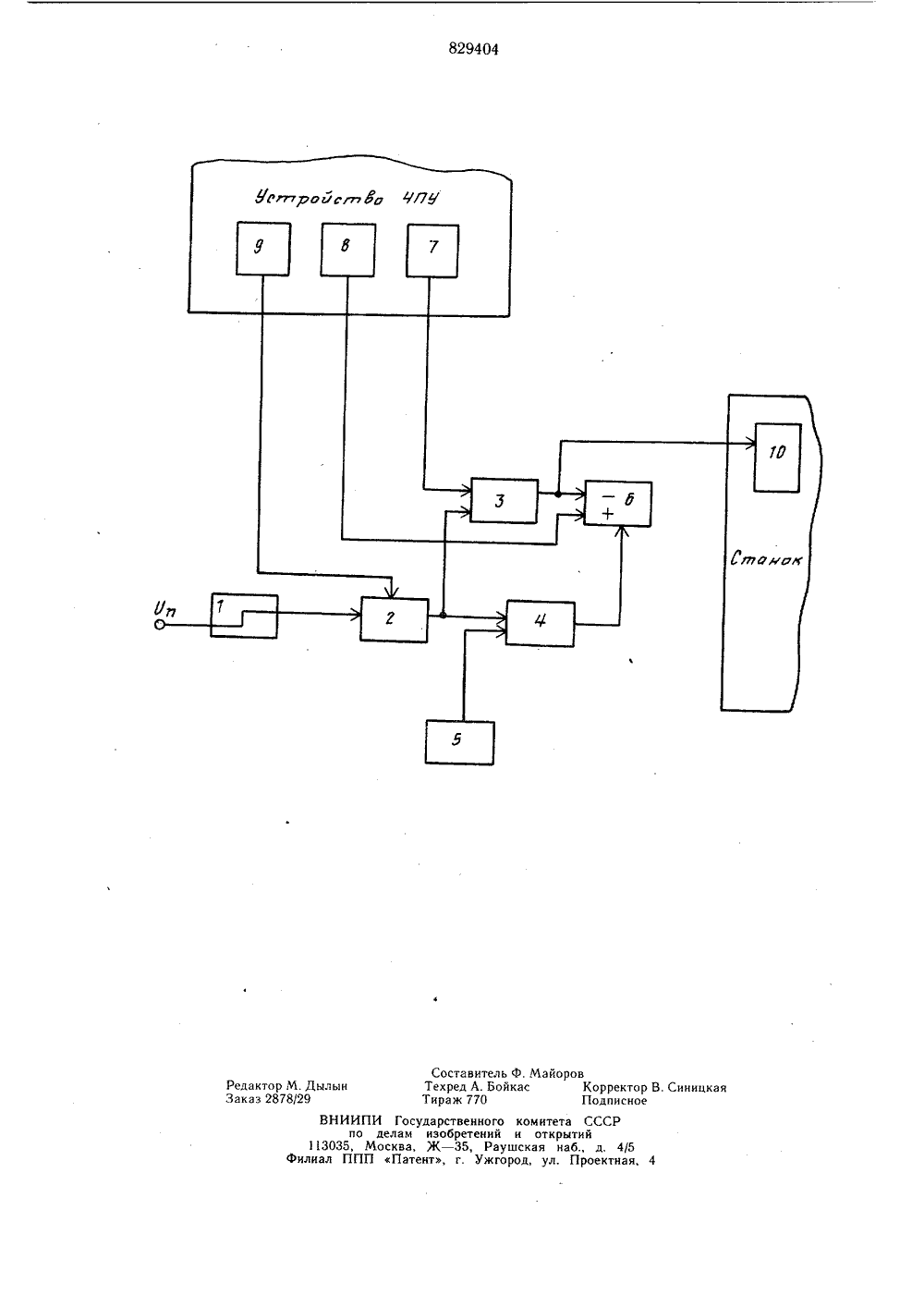
О П И С А Н И Е ,я 2 ИО 4ИЗЬБРЕТЕН ИЯ Союз СоветскихСоциалистическихРеспубпнк К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ 61) Дополнительное к авт. свил-ву - 51) М. К,. 27406072(22) Заявле 0.01.79 с присоединением заявки-23 Я ударстееиими комит 23) Приор тет -зиковано 15.05.81. БюллетеньОпу 53) УДК 621, .08(088.8 по девам изебретеии опубликования описания 25.05.8 еткрытии(71) Заявит 4) УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ РАЗМЕРНОГОИЗНОСА И КОНТРОЛЯ ПОЛОЖЕНИЯ РЕЖУЩЕГОИНСТРУМЕНТА В ТОКАРНЫХ СТАНКАХ С ЧПУ 2 и маовано настна то- ммным ения тчик счет исклю яетс стве жуще Известно также ления размерного из жения режущего инс станков с ЧПУ 2 .Недостатком, этог то, что после обработ циклу резец должен ное состояние и тол перемещаться в нап продолжения следую В противном случае о равномерном изно так как регистраци устроиство для носа и контрол трумента для т преде поло- арных роиства я али по зад атиться в осле этого ии к датч цикла обр ения инфо ца не прои мещения о уст ки дет возвр ько п равлен щего накопл се рез я пере вляется анно му исход- может ику для ботки. мации ойдет, нструИзобретение относится к технолог шиностроения и может быть исполь для контроля положения и размерной ройки режущей кромки инструмента карных станках с числовым програ управлением (ЧПУ),Известны устройства для опред износа инструмента, содержащие состояния инструм.нта 1.Недостатком таких устройств яв то, что они не обеспечивают непосред ного измерения величины износа ре кромки инструмента. мента происходит лишь в последнем калре при подходе к уточненному первоначальному положению (УПП). Это приводит к непроизводительным потерям времени на установку режущего инструмента в УПП, что снижает эффективность использования станков с ЧПУ.Цель изобретения - сокращение непроизводительных потерь времени зачения необходимости выхода резца в исходное состояние.Цель достигается тем, что устройстводля определения размерного износа и контроля положения режущего инструмента,. содержащее блок ЧГ 1 У, датчик положениярежущего инструмента, триггер, программный реверсивный счетчик, коммутатор ша гового двигателя станка и логический элемент, снабжено дополнительным логическим элементом и блоком управления, подключенным к одному из входов дополнительного логического элемента. другой вх д которого соединен с выходом триггера.дам которого подключены датчик и г.,: д б-ка ЧПУ, выдающий сигналработки кадра, а выход допол нлогического элемента подключен ьего в счетчике всегда устанавливается число О. В случае, если при обработке детали произошел размерный износ резца, то при подходе к датчику его контакты разомкнутся позже, чем в предыдущем цикле об работки и в счетчике установится число,отличное от нуля на величину износа.Последовательные циклы обработки выполняются до тех пор, пока износ резца меньше запрограммированного: как только его величина достигнет максимального значения, счетчик выдает сигнал о необходимости смены инструмента. вочному входу реверсивного счетчика, положительный вход которого соединен с выходом кольцевой декады блока ЧПУ, управляющей перемещением суппорта в положительном направлении, а его отрицательныйвход соединен с выходом логического элемента, к входам которого подключены выход кольцевой декады блока ЧПУ, управляющей перемещением суппорта в отрицательном направлении, и выход триггера,причем выход логического элемента соединен со входом коммутатора шагового двигателя станка,На чертеже приведена схема устройства и показаны его связи с устройствомЧПУ и станком.Устройство содержит датчик 1, триггер2, логические элементы З,и 4, блок 5 управления, программный реверсивный счетчик 6, кольцевые декады 7 и 8 устройстваЧПУ, логический элемент 9 ЧПУ, коммутатор 10 шагового двигателя станка.Устройство работает следующим образом.При подходе вершины резца к датчикуконтакты последнего замыкаются, что приводит к переходу триггера 2 из одного состояния в другое. При этом логический элемент 3 прекращает поступление сигналовпрограммы, подаваемых на вход элемента 3,отрицательный вход счетчика 6 и коммутатор шагового двигателя. Шаговый двигательостанавливается и перемещение суппортав направлении на датчик прекращается, вершина резца фиксируется в УПП, откуда вдальнейшем он перемещается к обрабатываемой детали, Одновременно при первоначальном подходе резца к датчику логическийэлемент 4 пропускает сигнал с блока 5 управления на установочный вход счетчика.При этом счетчик обнуляется, т. е. фиксируется электрический нуль станка с ЧПУ. Придальнейших подходах резца к датчику блокуправления сигналов на обнуление счетчикане выдает. После отработки кадра программы сигнал Конец отработки кадра, снимаемый с логического элемента 9 устройства ЧПУ, возвращается триггер 2 в исходное состояние. При отходе резца от датчикасигналы с кольцевой декады 8 устройстваЧПУ поступают на положительный входсчетчика. Следовательно, начиная с момента фиксации вершины резца в УПП, в счет-чике имеется информация о положении инструмента относительно электрическогонуля станка с ЧПУ. При возвращении резца к датчику и в случае отсутствия износа формула изобретения Источники информации,принятые во внимание при экспертизе1. Авторское свидетельство СССР547325, кл. В 23 Я 15/00, 1977,2. Степанов Н, Р. и др. Автоматическаясистема поднастройки положения режущегоинструмента для токарного станка с ЧПУ-.50 Станки и инструмент, 1977,3, с. 8 - 9,Устройство для определения размерногоизноса и контроля положения режущего инструмента в токарных станках с ЧПУ, содержащее датчик положения режущего инструмента, триггер, программный реверсивный счетчик, коммутатор шагового двигателя станка и логический элемент, отличающееся тем, что, с целью повышения производительности станка, оно снабжено дополнительным логическим элементом и блоком управления, подключенным к одному из входов дополнительного логического элемента, другой вход которого соединен с выходом триггера, к входам которого подключены датчик и выход блока ЧПУ, выдающий сигнал Конец отработки кадра, а выход доползо нительного логического элемента подключенк установочному входу реверсивного счетчика, положительный вход которого соединен с выходом кольцевой декады блока ЧПУ, управляющей перемещением суппорта в 35положительном направлении, а его отрицательный вход соединен с выходом логического элемента, к входам которого подключены выход кольцевой декады блока ЧПУ, управляющей перемещением суппорта в отрицательном направлении, и выход 40 триггера, причем выход логического элемента соединен со входом коммутатора шагового двигателя станка.Составитель Ф. МТехред А. БойкасТираж 770 оровКорректоПодписноета СССРрытийна 6., д. 4/5Проектная,Редактор М. ДылынЗаказ 2878/29 ВНИИПИ Государственного комипо делам изобретений и от 113035, Москва, Ж - 35, Раушская лиал ППП Патент, г. Ужгород, у
СмотретьЗаявка
2740607, 10.01.1979
ПРЕДПРИЯТИЕ ПЯ А-3632
КАМИНСКИЙ ЕФИМ ДАВИДОВИЧ, КОВАЛЕВСКИЙ ВЛАДИМИР ИОСИФОВИЧ, ПУХОВ ПАВЕЛ СЕРГЕЕВИЧ, ЛОЦ ЗАХАР ЕФИМОВИЧ
МПК / Метки
МПК: B23Q 15/00
Метки: ctahkaxc, положения, размерногоизноса, режущегоинструмента, токарных, чпу
Опубликовано: 15.05.1981
Код ссылки
<a href="https://patents.su/3-829404-ustrojjstvo-dlya-opredeleniya-razmernogoiznosa-i-kontrolya-polozheniya-rezhushhegoinstrumenta-b-tokarnykh-ctahkaxc-chpu.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для определения размерногоизноса и контроля положения режущегоинструмента b токарных ctahkaxc чпу</a>
Копировальное устройство для металлорежущих станков с дискретными исполнительными элементами

Номер патента: 963809
Опубликовано: 07.10.1982
МПК: B23Q 35/00
Метки: дискретными, исполнительными, копировальное, металлорежущих, станков, элементами
...считать импульсы понижецця, поэтому счетчик 13 находится в нулеьом состоянии ц индикатор 16 нуля разрец 1 ает прохождениечерез схему И 11. Если жс в результате вибрации копировальный датчик 1 отойдет от копцра ца небольшую величину до окончания выбега, а затем будет продолжать ,1 вцжеццс и контрг, ТО Общее количестВО импульсов понижения, выраоотацпых схемои 7 сравнения, будет больше проскциц в,)бега ца нормаль к конт(р 1,.П)ц этом импульсы повышения подсчитываются счетчиком 13 блокировки, и пока посл,1 у;ощ;с импульсы понижения нс возвратят счетчик 13 в пулевое положение, сцгц;Г с индикатора 16 нуля цс пропускает цх через схему И 11 и через триггер 12 бл(;к(ро:зкц цс разрешает счетчику 13 блокировки считывание импульсов понижения.11...
Режущий элемент ротационного резца

Номер патента: 1136891
Опубликовано: 30.01.1985
Авторы: Апраксин, Дубов, Кошкин, Малявко, Слесаренко, Шатуров
МПК: B23B 27/12
Метки: режущий, резца, ротационного, элемент
...у плоского основания; на фиг. 2 - то же, выполненный с переменной радиальной жесткдстью (внутренние и наружные поверхности которого расположены эксцентрично друг относительно друга), вид сверху. 2Режущий элемент ротационного резца (фиг. 1) выполнен в виде кольца 1, имеющего с торцов плоскую 2 и коническую 3 поверхности. Наружная поверхность 4 выполнена конической с углом конусаа(, Кольцо 1 у плоского основания 2 выполнено с буртом 5 по внутренней поверхности. Высота бурта - Ь; внутренний диаметр бурта в ; минимальная толщина кольца - а; высота режущего элемента - Н; наружный диаметр режущего элемента - Р (фиг. 1 и 2). Режущий элемент ротационного резца может быть выполнен с переменной радиальной жесткостью (фиг. 2). Внутренняя...
Аналого-цифровое устройство для управления токарным станком

Номер патента: 947830
Опубликовано: 30.07.1982
МПК: G05B 19/33
Метки: аналого-цифровое, станком, токарным
...счетчиком б. В результате этого текущие значения радиуса обработки преобразуются в код (фиг. 4 м), Канал прохождения импульсов определяется как выходом датчика 1, так и направлением отсчета относительно центра изделия. Счетные последовательности на выходахдатчика 1 разделены и связаны с награвлением вращения 40 ходового винта супорта. Независимо от направления вращения при двиении к центру изделия импульсы с датчика 1 (фиг. 4 ж) посту:.ают на вычитающий вход счетчиков б (фиг. 4 к), при движении от центра на суммирующий вход (фиг. 4 л). Абсолютный отсчет относительно центра изделия осуществляется с помощью переключателя 4 и узла 5. Коммутация направлений счета импульсов производится триггером 17 в момент перехода счетчика б через нуль...
Способ настройки инструмента вне станка

Номер патента: 1092012
Опубликовано: 15.05.1984
Авторы: Кристаль, Панов, Салов
МПК: B23B 25/06
Метки: вне, инструмента, настройки, станка
...исключения погрешностибазирования оснастки.Поставленная цель достигается тем,что согласно способу настройки инструмента вие станка, по которому ос"настку базируют в шпинделе устройства на поверхность тела вращения, поворачивают шпиндель, определяют минимальное и максимальное биение иустанавливают оснастку в среднее положение, затем перемещают инструментна размер обработки, оснастку базируют в шпинделе шарнирно, исключаявоэможность поворота оснастки относительного измерительного прибора, измерительньп прибор контактируют свершиной резца, поворачивают шпиндельотносительно оснастки, устанавливаютего в среднее положение и перемещаютинструмент на размер обработки. В процессе поворота шпинделя относительно оснастки за счет шарнирного...
Устройство для управления приводом разжима инструмента хонинговального станка

Номер патента: 1117198
Опубликовано: 07.10.1984
Автор: Гамов
МПК: B24B 33/06
Метки: инструмента, приводом, разжима, станка, хонинговального
...к выходу суммируюшего счетчика 9 через первый элемент И 10, а также непосредственно - к генератору 8 тактовых импульсов. Датчик 11 момента сил резания, установленный на приспособлении 12, в котором зажимается обрабатываемая деталь 13, через автогенератор 14 соединен с входами первого элемента И 10 и второго элемента И 15, а выход последнего подключен к входу суммирующего счетчика 9, второй вход суммирующего счетчика 9 соединен с выходом элемента 16 сброса, а последний с генератором тактовых импульсов 8. Вход одновибратора 17 соединен с генератором 8 и выходом суммирующего счетчика 9, а выход одновибратора 17 подключен к входу элемента И 15. Элемент 16 сброса снабжен кнопкой 18, с помощью которой осушествляется сброс суммирующего...
Предыдущий патент: Способ управления упругими переме-щениями системы спид
Следующий патент: Устройство для масштабного копи-рования
Случайный патент: Комплексный потенциометр переменного тока