Способ управления регулируемым приводом конвейерного тракта роторных комплексов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1493569
Авторы: Калашников, Назаренко, Савицкий, Теплякова, Шолтыш
Текст
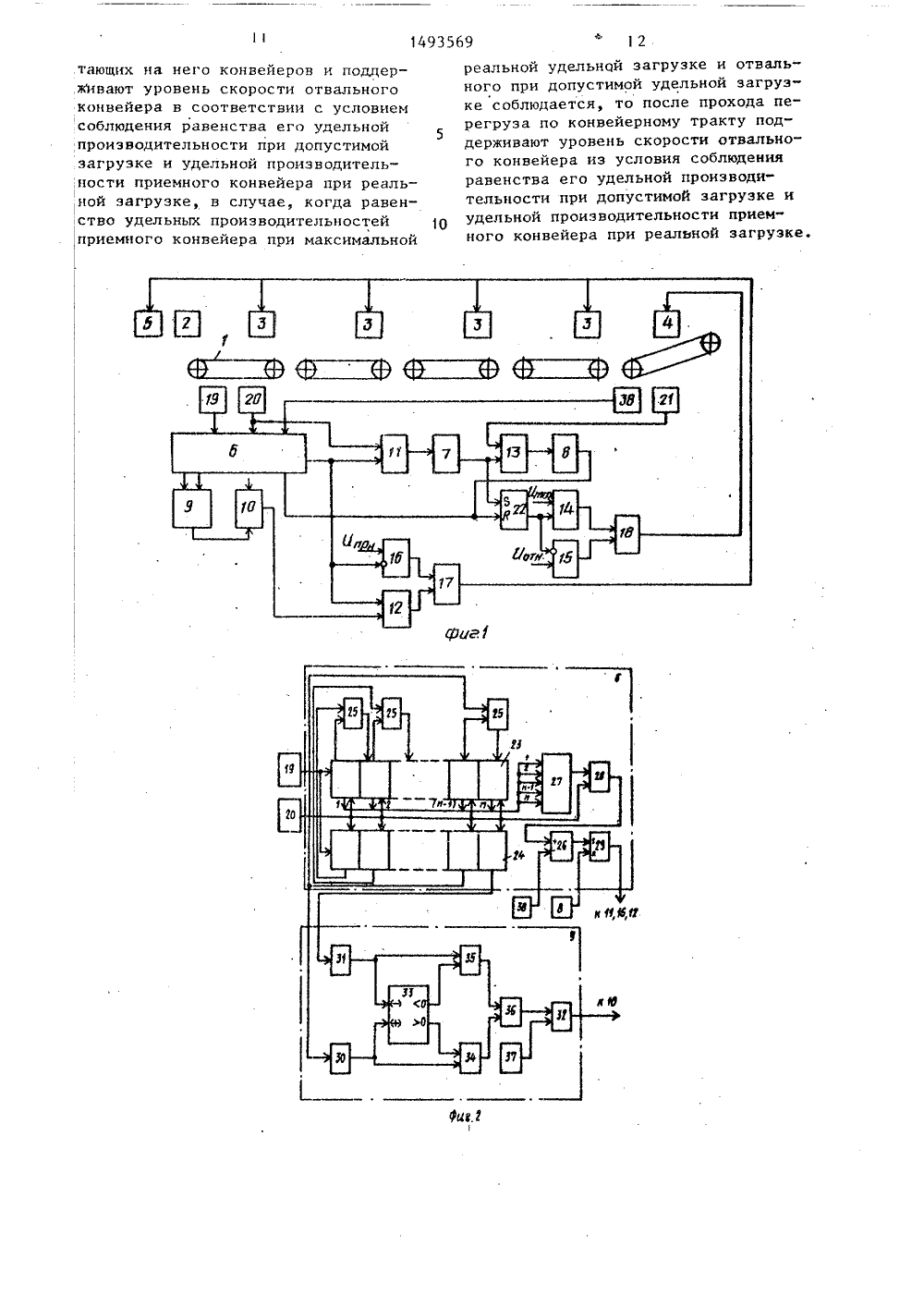
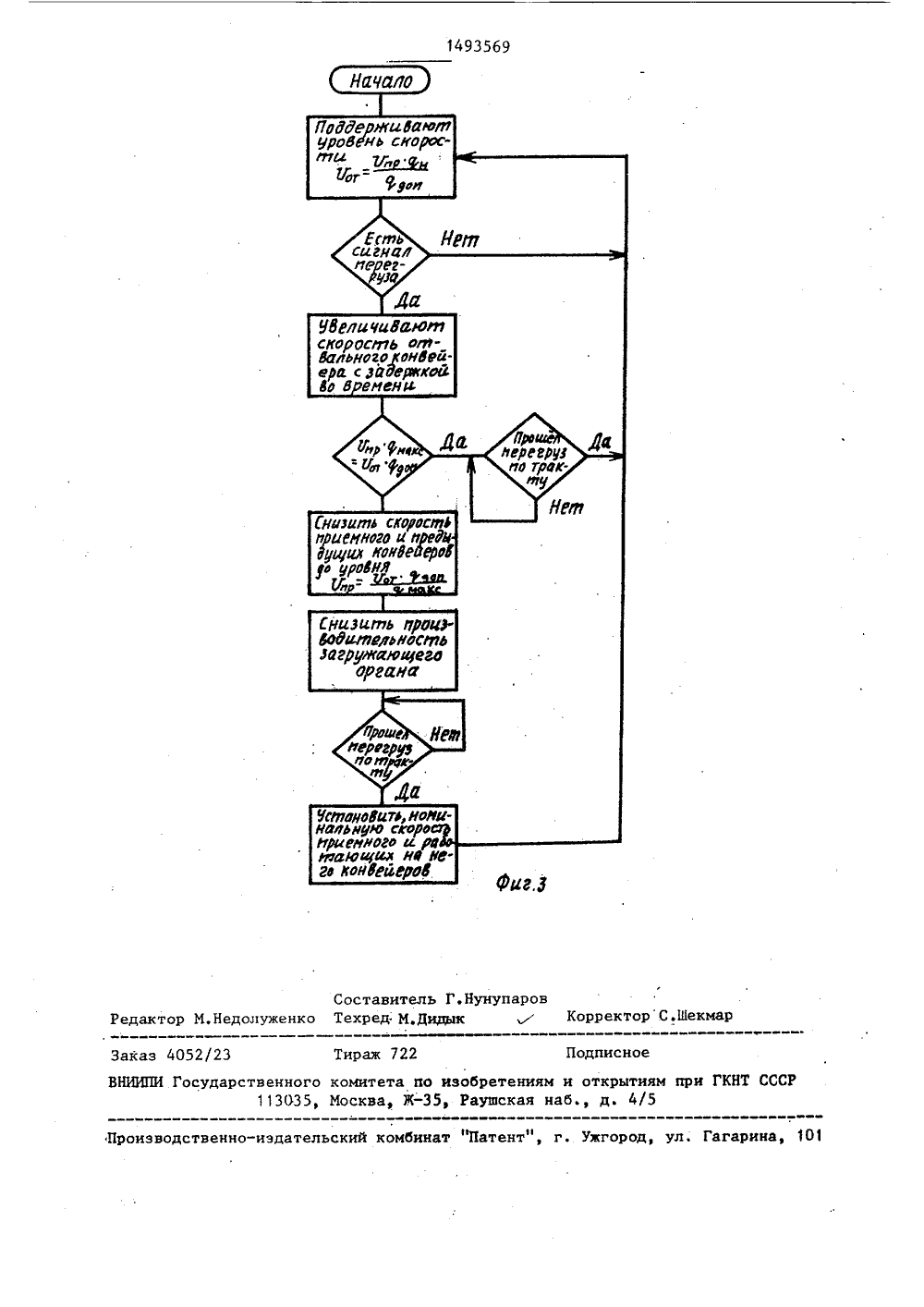
(191 (И) 3 1 Ц 114 В ИЗОБРЕТЕНИЯДЕТЕЛЬСТВУ нялась бы удельной производительности приемного конвейера (ПК) приноминальной загрузке. При появленииперегруза скорость ОК увеличиваютдо максимальной, чтобы "растянуть"перегруз. Причем увеличение скорости производят в момент, когда перегруз подойдет к ОК и поддерживаюттакой уровень скорости до того момента, когда перегруз пройдет КТ.Для контроля времени прохожденияперегруза по КТ, определяющему время работы ОК на максимальной скорости, а ПК и работающих на негоконвейеров на пониженной, моделируют время прохождения перегруза поКТ. При неравенстве удельных производительностей ПК и ОК снижают скорость ПК и работающих на него конвейеров. Пропорционально сниженнойскорости ПК и работающих на негоконвейеров снижают производительность загружающего органа. Послепрохождения перегруза по КТ устанавливают номинальную скорость ПК иработающих на него конвейеров и поддерживают уровень скорости ОК из условия соблюдения равенства удельныхпроизводительностей ОК при допустимой загрузке и ПК при реальной загрузке. 3 ил. Изобрации ко тение относит к автома пособа заключается Сущность следующем При рабо веи рывного еиствия изобретежности я является повыботы конвейерного стает вопро шение надтракта. груза, котор вальный конв отГОСУДАРСТВЕННЫЙ НОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТНРЫТИЯПРИ П(НТ СССР(46) 15.07.89, Бюл, Мф 26 (71) Криворожский горнорудный институт и Ново-Краматорский машиностроительный завод им. В,И.Ленина (72) В.М.Назаренко, Н.П.Теплякова, А.И.Савицкий, Ю.Т.Калашников и В,П.Шолтыш(56) Авторское свидетельство СССР 9 1164374, кл, Е 02 Р 9/20, 1983.Авторское свидетельство СССР 9 386098, кл. Е 02 Р 9/26, 1970. , (54) СПОСОБ УПРАВЛЕНИЯ РЕГУЛИРУЕМЫМ ПРИВОДОМ КОНВЕЙЕРНОГО ТРАКТА РОТОР-. НЫХ КОМПЛЕКСОВ(57) Изобретение относится к автома-. тизации конвейерных линий роторных загружающих машин непрерывного, действия, Цель - повышение надежности работы конвейерного тракта (КТ) за счет рассредоточенности перегруза с помощью регулируемого привода конвейеров КТ без отключения загружающего органа и ликвидации перегруза посредством ручного труда. Для этого поддерживают уровень скорости отвального конвейера (ОК), при которой его удельная производительность при допустимой загрузке равх линии машин непреотвалообразователя об устранении пере й при попадании на йер может привестидол15где Ч - регулируемая скоростьоготвального конвейера;Ч- номинальная скорость припо иемкого конвейера,- погонная загрузка при но-,онминальной загрузке приемного конвейера,;- допустимое значение погондопной загрузки отвальногоконвейера при его допустимой загрузке.Для каждого отдельного типа отвалообразователей определяют и поддерживают уровень скорости отвальногоконвейера в зависимости соотношенияширины коквейерных линий и скоростейсоответственно отвального и приемного конвейеров. Применение регулируемого привода конвейерного трактапозволяет исключить остановку загружающего органа и обеспечивает рас 35средоточение перегруза в автоматическом режиме. Для отвалообразователей,у которых ширина ленты приемного иотвального конвейеров одинакова, ско 40рость отвального конвейера можно снизить, что позволяет увеличить срокслужбы конвейерной ленты при прочихравных условиях, следовательно, увеличить надежность работы отвальногоконвейера и всего тракта. Произведение скорости конвейера на его погонную загрузку представляет собойудельную производительность конвейера,При появлении перегруза скоростьотвального конвейера необходимо увеличить до максимальной, чтобы "растянуть" перегруз, но увеличение скорости необходимо производить не вмомент появления перегруза, а в тот55момент, когда перегруз подойдет котвальному конвейеру и держать такойуровень скорости до того момента,50 з 1493569 аварии металлоконструкций отвальной консоли, т,к, будет создавать при этом момент, больший допустимого. При этом перегруз ликвидируют следующим образом.При нормальном режиме работы скорость отвального конвейера согласовывается со скоростью приемного конвейера, исходя из равенства когда перегруз, "растянувшись" поленте конвейера пройдет конвейерныйтракт. Эта операция приведет к повышению надежности работы отвальногоконвейера, так как увеличение егоскорости производится лишь на минимально необходимое время. Для контроля времени прохождения перегрузапо конвейерному тракту, определяющему время работы отвального конвейерана максимальной скорости, а приемно-го конвейера и работающих на негоконвейеров на пониженной, моделируютвремя прохождения перегруза по тракту,В случае, если увеличение скорости отвального конвейера не дает желаемых результатов, т,е, перегруз"растянуть" не успевают, о чем судят по равенству удельных производительностей отвального и приемногоконвейеров, то снижают скорость приемного конвейера и работающих на него конвейеров, Для,моделирования прохождения груза по отвальному конвейеру его длину разбивают на п участков, причем разбивают таким образом,чтоВы 1 = 2 , где 1 - длина участка,Ца - любое целое число, и - количество разбиваемых участков, При этоммомент, действующий на металлоконструкции отвальной стрелы распределен-;ным грузом при его движении определя.1.ют по формулеИ = 1 щ,+(и)Б 2 К, +БДля простоты аппаратной реализации умножение на и, (и) и т.д. может быть заменено простым суммированием, т, е. 2 д д, = а ., +И -ЗБ о=- д +я о +и т.дУмножениена 1 достигают сдвигая полученнуюсумму на а число раз, так как1= гдНа фиг,1 представлена структурнаясхема устройства, реализующего предлагаемый способ; на фиг.2 - структурная схема модели, определяющей наличие перегруза и максимальное значение погонной нагрузки при этом; нафиг.З - алгоритм функционированияпредлагаемого способа.Устройство состоит иэ конвейерного тракта 1, загружающего органа 2, блоков 3 управления регулируемым приводом конвейеров тракта 1, блоков 4 управления регулируемым приводом от" вального конвейера, блоком 5 управ"35 5 14935 ленин регулируемым приводом 3 загружаюшего органа 2, модели 6, счетчиков 7 и 8, узла 9 определения максимального значения погонной нагруз 5 ки, элемента 10 деления, элементов 11-16 совпадения, логических элементов ИЛИ 17 и 18, датчика погонной нагрузки с аналогоцифровым преобразователем 19, датчика 20 скорости 10 приемного конвейера, датчика 21 скорости отвального конвейера, триггера 22, в состав модели входят элементы памяти 23 и 24, сумматоры 25 и 26, 27, сдвиговый регистр 28, триг гер 29, узел определения максимальной погонной загрузки состоит из регистров 30, 31 и 32, сумматора 33, логических элементов 34-36, счетчика 37 и узла определения допустимо го момента 38. При этом вход первых ячеек 23 и 24 памяти модели 6 соединен с выходом датчика погонной нагрузки 19, вход разрешения записи каждой ячейки 23 и 24 памяти соединен с выходом датчика скорости 20, выход каждой ячейки 23 памяти соединен с соответствующим входом сумматора 27 (первый выход с первым входом, второй выход со вторым вхо дом,и-ный выход с п-ным входом), кроме того, выходы первых ячеек 23, 24 памяти соединены соответственно с первым и вторым входом первого сумматора 25, а его выход соединен с входом второй ячейки памяти 23, выходы вторых ячеек 23 и 24 памяти соединены соответственно .с первым и вторым входом второго сумматора 25, а его выход соединен 40 с входом второй ячейки 23 памяти, аналогично соединены все последующие ячейки 23, 24 памяти и сумматоры 25, т.е, выходы (и) ячеек 23 и 24 памяти соединены соответственно с первым и вторым входом (и) сумматора 25, а его выход соединен со входом и-й ячейки 23 памяти. Выход первой ячейки 24 памяти соединен с входом ее второй ячейки, выход второй ячейки - с входом третьей и так далее по аналогии, а выход (и)-й ячейки соединен с входом и-й ячейки, Ячейки 23 и 24 памяти могут быть реализованы на регистрах с разрешением записи. В ячейках 23 памяти хранят суммы 8 и 28 и-, п 8а в ячейках 24 памяти - распределение погонного веса. 69еВыход сумматора 27 соединен с входом, сдвигового регистра 28, в котором реализована операция умножения на 1. На выходе регистра 28 получают суммарный момент, который действует на металлоконструкции отвальной стрелы, Кроме того, выход датчика скорости 20 соединен с входом перезаписи информации и разрешения сдвига регистра 28. Выходы ячеек (и) и (и) памяти 24 соответственно соединены с входами регистров 30 и 31, выход регистра 30 соединен с входом (+) сумматора 33 и первым входом логического элемента 34, к второму входу элемента 34 подсоединен выход (О) сумматора 33. Выход сумматора 31 соединен с входом (-) сумматора 33 и первым входом логического элемента 35,ко второму входу которого подсоединен выход ( с О) сумматора 33. Сумматор 33 может быть реализован на традиционном сумматоре, имеющим сигнал переполнения, если ЕК то сигнал переполнения отсутствуетв противном случае при получении отрицательного результата появляется сигнал переполнения. В предлагаемой схеме реализован сумматор, имеющий прямой и инверсный выход переполнения, Выходы элементов 34 и 35 соответственно подключены к первому и второму входу элемента 36, выход которого соединен с входом регистра 32 хранения максимального значения погонной нагрузки. К входу "Сброс" этого регистра подсоединен выход счетчика 37, который работает в режиме счета до и.Для определения сигнала перегрузки использован сумматор 26, к входу (+) которого подключен выход регистра 28, а к входу (-) сигнал, определяющий допустимый момент, поступающий с узла 38 определения допустимого момента. Узел реализован известным способом, Выход сумматора 26 соединен с входом 8-триггера 29, к второму входу триггера 29 подсоединен выход счетчика 8, Вы- ход триггера 29 соединен с первыми входами логических элементов 11, 12 и 16, К второму входу логического элемента 11 подсоединен выход датчика скорости 20, а выход элемента 11 соединен с входом счетчика 7, вы. ход которого соединен с первым входом элемента 13 и входом Я-триггера22. К второму входу элемента 13 подсоединен выход датчика 21 скорости.Выход элемента 13 подключен к входусчетчика 8, выход которого соединенс входами К-триггеров 22 и 29. Выходтриггера 22 соединен с первыми входами элементов 14 и 15. На вторыевходы этих элементов заведены соответственно постоянные сигналы задания максимальной скорости ауч м,к, ,и скорости при работе без перегруза7отвального конвейера Выходыэтих элементов подключены к первомуи второму входу элемента 18, выходкоторого соединен с блоком 4 управления.Для определения уровня скоростиприемного конвейера при наличии перегруза используют делитель 10, В ка-, ,честве делимого на этот вход заведен постоянный уровень К,. который равенпроизведению максимальной скорости ,отвального конвейера на его допустимую загрузку, на вход делителя 10 25заведен выход регистра 32. Выходделителя 10 соединен с вторым входомэлемента 12.На,второй вход элемен та 16 заведен постоянный сигнал задания номинальной скорости приемного конвейера Чп и. Выходы элементов12 и 16 подсоединены соответственно . к первому и второму входу элемента17, выход которого соединен с блоками 3 и 5 управления. В блок 5 управления выдают уровень скорости прием 35ного конвейера, по которому в блоке5 определяют производительность загружающего органа 2. Для этого вблоке 5 определяют производительностьприемного конвейера, с которой согласужт производительность загружающего органа 2. Если в качестве загружающего органа выступает роторноеколесо, то изменяют скорость поворо 1та копания, если конвейер или питатель, то их скорость согласовывают.со скоростью приемного конвейера.Устройство работает следующим образом.50 В режиме транспортирования груза при отсутствии перегруза через логические элементы 16 и 17 в блоки 3 управления поступает сигнал задания на55 номинальную скорость Ч , а через логические элементы 15 и 18 - сигнал задания Ч в блок управления 4. Уровень Чо всегда фиксирован для каждого типа отвалообразователя, Определяют уровень из, условияьт Едоп 7 пркиДля режима работы без перегруза эта величина постоянна. Наличие перегруза определяют в модели 6, С датчика погонной нагрузки 19 на вход первых ячеек 23 и 24 памяти поступают сигналы погонной загрузки я, а по сигналу с датчика скорости 20 эту информацию заносят в первые ячейки 23 и 24 памяти. По следующему сигналу с датчика 20 во вторую ячейку 24 памяти переписывают значениеа в йервую ячейку записывают я По этому же сигналу в первую ячейку 23 памяти записывают Е , а во вторую ячейку через первый сумматор 25 записывают я . По очередному сигналу с датчика 20 в первую ячейку 24 памяти записывают д, во вторую - 8, а в третью - р.1. В первую ячейку 23 памяти записывают я, во вторую через второй сумматор 25 - 2 г, , а в третью-Зд. Таким образом производят моделирование распределения погонного веса и определение момента от действия этого веса ка отвальной стреле. Посредством сумматора 27 и сдвиго" вого регистра 8 на выходе последне- го получают сигнал, определяющий момент, действующий на отвальную стрелу. С датчика 38, определяющего до" пустимый момент в зависимости от угла наклона отвальной стрелы, сигнал поступает на вход (-) сумматора 26, Если Мс М , то сигнал переполнения на выходе сумматора 26 отсутствует, что устанавливает триггер 29 в единичное состояние. В противном случае наличие сигнала переполнения ("1") ке оказывает влияния на состояние триггера 29. Выход последне-го представляет собой сигнал "Наличие перегруза".В узле 9 производят определение максимального значения погонной нагрузки, находящейся в модели. На входы сумматора 33 поступают значения из ячеек (и) и (и) памяти 24 через регистры 30 и 31. Если содержимое К 1 К,2, то на выходе ( 10) сумма" тора 33 присутствует сигнал, который через элементы 34 и 36 переписывает в регистр 32 значение максимальной погонной загрузки (значение регистра 30 в данном случае), в противномслучае, т.е. если й, ( В., сигнал на выходе ( ( О) сумматора 33 через элементы 35 и 36 переписывает содержимое элемента 3 1 в регистр 32. Счетчик 37 не позволяет накапливать "сброшенный" (т,е. сошедший с модели) максимальный груз. Работает счетчик в режиме счета до и, после чего сигналом переполнения обнуляет содержимое регистра 32 и начинает счет сначала.Сигнал "наличие перегруза" через элемент 11 дает разрешение счетчику 7 на счет. С помощью счетчика 7 моделируется прохождение перегруза от точки его нахождения на тракте до подхода на отвальный конвейер. Сигнал переполнения счетчика 7 блокирует через элементы 14 и 18 выдачу в блок 4 управления сигнала задания Чощ и разрешает через элементы 14 и 18 выдачу сигнала Ч ,оф 1 мо, Таким образом, отвальный конвейер переводят на максимальную скорость, Блокировка и разрешение сигналов задания на скорость отвального конвейера происходит через триггер 22, который устанавливает в состояние " 1". сигнал с выхода счетчика 7. С выхода регистра 32 сигнал максимальной погонной нагрузки поступает на элемент 10 деления, на выходе последнего присутствует сигнал задания по скорости для приемного конвейера, который через элементы 12 и 17 поступает в блоки 3 и 5 управления. Сигнал "Наличие перегруза" посредством элемента 16 блокирует выдачу сигнала Чо. Таким образом, осуществляют синхронное притормаживание конвейеров тракта 1. Работу конвейеров с пониженной скоростью Чр и отвального с максимальной скоростью Чот мпРоизводят до момента появот масления сигнала переполнения счетчика 8, который моделирует момент схода перегруза с конвейерного тракта 1. Разрешение на счет, пропорциональный скорости отвального конвейера, поступает со счетчика 7 через элемент 13. Сигнал переполнения со счет чика устанавливает триггеры 22 и 29 в состояние "0", При этом через элементы 15 и 18 в блок 4 управления поступает сигнал задания Ч , а через элементы 16 и 17 в блокй З,и 5 управления - сигнал задания Чон . Таким образом, осуществляют переход на режимы работы без перегруза после рассредоточения и транспортирования последнего по конвейерам тракта.Предлагаемый способ позволяетрассредоточить перегруз с помощью 10 регулируемого привода конвейеровтракта без отключения загружающего органа и ликвидации перегруза посредством ручного труда.15 Формула изобретенияСпособ управления регулируемымприводом конвейерного тракта роторных комплексов, основанный на моде лировании распределения и весовогоколичества транспортируемого мате 1 риала, введении коррекции допустимойнагрузки в зависимости от угла наклона стрелы и сравнении допустимой иреальной загрузок на контролируемомучастке конвейерного тракта, о т -л и ч а ю щ и й с я тем, что, сцелью повышения надежности работы.конвейерного тракта, поддерживают 30 уровень скорости отвального конвейера, при которой его удельная производительность при допустимой загрузке равнялась удельной производительности приемного конвейера при номи нальной загруз ке, а при появлениисигнала перегрузки увеличивают скорость отвального конвейера до максимальной с задержкой во времени,которую определяют по времени подхо да груза к отвальному конвейеру, выделяют максимальное значение реальной загрузки и вычисляют по этомузначению удельную производительностьприемного конвейера, которую срайни вают с удельной производительностьюотвального конвейера при допустимойпогонной загрузке, в случае, еслиэти значения не равны, снижают вели чину скорости приемного и работающихна него конвейеров до получения ра-,венства удельных производительностейприемного и отвального конвейеров,снижают производительность загружающего органа пропорционально сниженной скорости приемного и работающихна него конвейеров, моделируют времяпрохождения перегруза по тракту и,если он уже прошел, устанавливают номинальную скорость приемного и рабо 1ф 121493569тающих на него конвейеров и поддерживают уровень скорости отвальногоконвейера в соответствии с условиемсоблюдения равенства его удельнойпроизводительности при допустимойзагрузке и удельной производительности приемного конвейера при реаль,ной загрузке, в случае, когда равенство удельных производительностейприемного конвейера при максимальной реальной удельной загрузке и отвального при допустимой удельной загрузке соблюдается, то после прохода перегруза по конвейерному тракту поддерживают уровень скорости отвального конвейера из условия соблюдения равенства его удельной производительности при допустимой загрузке и удельной производительности приемного конвейера при реальной загрузке,1493569 ираж 72 Заказ 4052/2 одписное ГКНТ ССС ВНИИПИ Государственного комитета по изобретениям и открытия 113035, Москва, Ж, Раушская наб., д. 4/ гарина, 10 Производственно-издательский комбинат "Патент", г. Ужг ул Составитель Г,Нунупаровактор М,Недолуженко Техред М,Дидык " КорректорС.Шек
СмотретьЗаявка
3907939, 11.06.1985
КРИВОРОЖСКИЙ ГОРНОРУДНЫЙ ИНСТИТУТ, НОВО-КРАМАТОРСКИЙ МАШИНОСТРОИТЕЛЬНЫЙ ЗАВОД ИМ. В. И. ЛЕНИНА
НАЗАРЕНКО ВЛАДИМИР МИХАЙЛОВИЧ, ТЕПЛЯКОВА НАДЕЖДА ПАВЛОВНА, САВИЦКИЙ АЛЕКСАНДР ИВАНОВИЧ, КАЛАШНИКОВ ЮРИЙ ТИМОФЕЕВИЧ, ШОЛТЫШ ВЛАДИМИР ПЕТРОВИЧ
МПК / Метки
МПК: B65G 43/10
Метки: комплексов, конвейерного, приводом, регулируемым, роторных, тракта
Опубликовано: 15.07.1989
Код ссылки
<a href="https://patents.su/7-1493569-sposob-upravleniya-reguliruemym-privodom-konvejjernogo-trakta-rotornykh-kompleksov.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления регулируемым приводом конвейерного тракта роторных комплексов</a>
Устройство для обработки доплеровского сигнала

Номер патента: 1091087
Опубликовано: 07.05.1984
Авторы: Жмудь, Соболев, Столповский
МПК: G01R 23/02
Метки: доплеровского, сигнала
...цель достигается тем, что в устройство для обработки доплеровского сигнала, содержащее генератор опорной частоты, подключенный к счетному входу счетчика времени, блок формирования счетных импульсов и импульса конца пачки., первый выход которого соединен со счетным входом счетчика числа перно дов, а второй выход - с входом "Сброс" счетчика времени, введены сумматор, два элемента задержки и блок памяти, причем первый выход блока формирования соединен с управ ляющим входом сумматора и через первый элемент задержки - с входом "Сброс" счетчика времени, выход "Переполнение" сумматора соединен с . входом "Установка" блока памяти и через второй элемент задержки - с входом "Сброс" счетчика числа периодов, а информационные входы сумма- ....
Устройство управления памятью

Номер патента: 1119020
Опубликовано: 15.10.1984
Авторы: Асцатуров, Безруков, Запольский, Шкляр
МПК: G06F 13/00
Метки: памятью
...управления паузой и вторую линию 6задержки, тактовый вход 7, запросный вход 8, первый управляющийвход 9, второй управляющий вход 10,первый выход 11, второй выход 12и третий выход 13.3Триггер 1 индикации запросовк памяти предназначен для запоминания запроса к оперативной памяти (ОП), сгенерированного устрой30 3 11190ством обработки информации и поступившего на запросный вход 8 устройства.Первая линия 3 задержки предназначена для формирования временнойдиаграммы, необходимой для обработки5запроса к ОП.Триггер 5 управления паузой предназначен для организации паузы, втечении которой оперативное запоминающее устройство выполняет заданнуюему операцию.Вторая .линия 6 задержки предназначена для формирования временнойдиаграммы, необходимой для...
Микропроцессор

Номер патента: 894715
Опубликовано: 30.12.1981
Авторы: Меркулов, Покровский, Садовникова
МПК: G06F 15/00
Метки: микропроцессор
...вторым итретьим счетными входами блока, первый вход шестого элемента И соединен со счетным входом третьего запоминающего элемента, выход которогосоединен со вторым входом шестогоэлемента И, выход которого соединенсо счетным входом четвертого запоминающего элемента, первый вход седьмого элемента И соединен с выходомтретьего запоминающего элемента ипервым входом восьмого элемента И,второй вход седьмого элемента Исоединен с шестым входом блока исо вторым входом восьмого элементаИ, выход седьмого элемента И соединен с первым и вторым адреснымивыходами блока, выход восьмого элемента И соединен с третьим адреснымвыходом блока, первый вход девятогоэлемента И соединен с адресным входом блока, а второй вход - с седьмым входом блока, выход...
Устройство для распределения задающего сигнала между сервоприводами

Номер патента: 1644088
Опубликовано: 23.04.1991
Авторы: Абрамов, Каплунов, Лившиц, Михайлов, Рысаков, Шулькин
МПК: G05B 13/02
Метки: задающего, между, распределения, сервоприводами, сигнала
...содержит и каналов управления и сервоприводами 1 -1"12 И1исумматоров 2 -2", и ограничителей 3 -3 " и задатчик 4 входного сигнала. Все и ограничителей 3 "3имеют одинаковый уровень ограничения1 максТи макс сумма которых равнамаксимальномУ значению Тздатчика 4 входного сигнала.Устройство работает следукщим образом.С выхода задатчика 4 входного сигнала сигнал Т поступает на вход ограничителя 3 первого канала управленияпервым сервоприводом и на суммирущциевходы сумматоров 2 всех остальныхиканалов управления исервоприводов. На входе ограничителя 3 сигналТ возрастает до момента выхода его наограничителе. На выходе остальныхиограничителей 3 -3" он также ра-.вен нулю до момента выхода на ограничение ограничителя 3 . Равенство нулювыходных...
Преобразователь для циклического датчика

Номер патента: 679940
Опубликовано: 15.08.1979
МПК: G05B 19/18
Метки: датчика, циклического
...соответственнос выходамисхем дифференцирования 3, 6, инвертора 5.Выходы схем совпадения 7, 8, 9, 10 соединенысо входами двух промежуточных триггеров 11,12, Один из входов схемы совпадения 8 под.ключен к выходу формирователя 2. Выходытриггеров 11, 12 через дополнительные схемы есовпадения 13, 14, 15, 16 подсоединены к одному управляющему триггеру 17 и двум запоминающим триггерам 18, 19, Вход схемы дифференцирования 20 соединен с инверснымвыходом управляющего триггера 17, подклю.Иченного своим прямым выходом к управляющим входам двух дополнительных схем совпадения 15, 16, Прямые выходы запоминающихтриггеров взаимно соединены по входам устаИковки в нуль, а также связаны с управлявшими входами двух выходных схем совпадения21, 22 на другие...
Предыдущий патент: Электропривод ленточного конвейера
Следующий патент: Устройство для очистки ленты конвейера
Случайный патент: Устройство для измерения расстояния до места повреждения изоляции кабеля