Способ изготовления штифтов с плоским торцом и заостренным концом и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
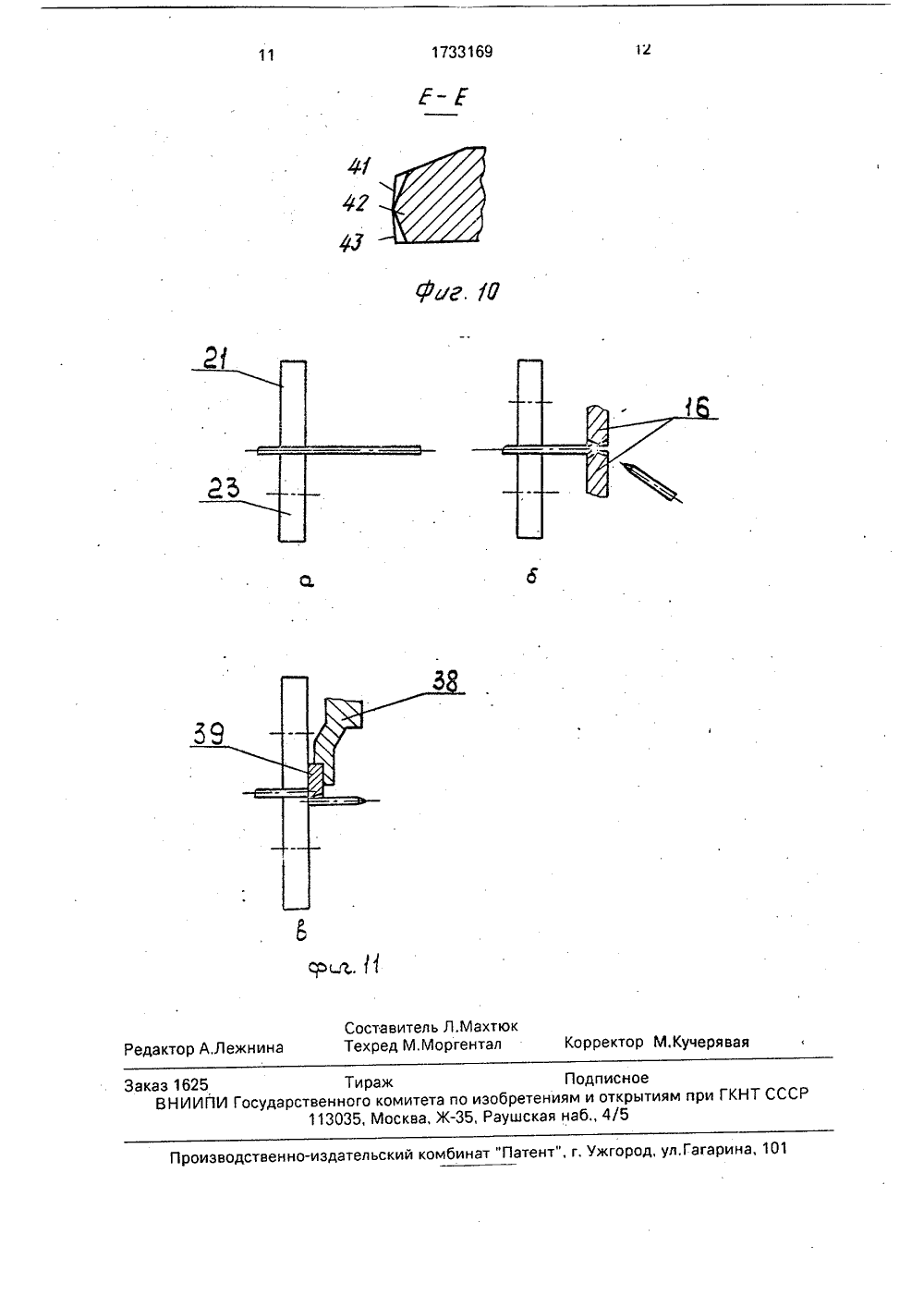
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИРЕСПУБЛИК 51)5 В 21 63 НИ КОМУ СВ ЕЛЪСТВУ К А ботке меп особам ОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР ПИСАНИЕ ИЗОБ(71) Завод кузнечно-прессового оборудования им. В.В,Куйбышева Хмельницкогопроизводственного объединения по выпуску кузнечного прессового оборудования(56) Автомат проволочно-гвоздильный, модель АВ 4116. Руководство по эксплуатации.Хмельницкое производственное объединение по выпуску кузнечно-прессового оборудования, 1987,(54) СПОСОБ ИЗГОТОВЛЕНИЯ ШТИФТОВС ПЛОСКИМ ТОРЦОМ И ЗАОСТРЕННЫМКОНЦОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(57) Изобретение относится к абраталлов давлением, в частности к с Изобретение относится к обработке металлов давлением, в частности к способу изготовления штифтов с плоским торцом и заостренным концом и устройству для его осуществления.Цель изобретения - увеличение производительности и повышение качества выпускаемых изделий.На фиг.1 показана кинематическая схема устройства для осуществления предлагаемого способа; на фиг.2 - вид А на фиг.1; на фиг.З - вид Б на фиг.1; на фиг,4 - кинематическая схема механизма плоского среза; на фиг,5 - механизм плоского среза; на фиг,б - разрез В - В на фиг.5; на фиг.7 - нож заострения и отрезки; на фиг.8 - вид Г на фиг,7; 1733169 А 1 изготовления штифтов с плоским торцом и заостренным концом, Перемещением механизма захвата подают отрезок проволоки, равный длине двух заготовок, в матричный блок, Затем проволока зажимается между подвижной и неподвижной матрицами. Далее сближением ножей формирования острия навстречу друг другу к проволоке перпендикулярно оси подачи проволоки производят одновременное заострение первого и второго штифтов и отрезку первого штифта, длина которого равна половине длины заготовки проволоки, выступающей над матрицами. Далее перемещением ножа плоского среза к контрножу производят отрезку второго штифта с образованием плоского среза торца второго штифта и плоского среза торца у оставшейся в матрицах проволоки. Далее процесс повторяется, 2 с,п. ф-лы, 11 ил,на фиг,9 - разрез Д - Д на фиг,8; на фиг,10 - разрез Е - Е на фиг.8; на фиг.11 - последовательность операций способа изготовления штифтов с плоским торцом и заостренным концом, где а - подача заготовки на два штифта и зажим; б - отрезка и заострение первого штифта, заострение второго штифта; в - плоский срез второго штифта и оставшейся в матрицах проволоки.Устройство состоит из станины 1, на корой смонтированы вал 2 с установленныНа нем двумя коническими шестернями 3 и маховиком 4, связанным через ременную передачу 5 с электроприводом 6, вал 7 с установленными на нем конической шестерней 8, кривошипом 9 реза и кулаком 10зажима и вал 11 с установленными на нем конической шестерней 12, кривошипом 13 реза и кулаком 14 плоского реза, механизм отрезки и формирования острия, состоящий из двух симметрично расположенных кри вошипно-ползунных механизмов 15, в ползунах которого расположены ножи 16 отрезки и формирования острия, механизм зажима, состоящий из коромысла 17, на одном конце которого закреплена рама 18, а 10 на другом - натяжной болт 19, контактирующий с матричным блоком, который состоит из корпуса 20, на котором жестко смонтирована неподвижная матрица 21, ползуна 22, на котором смонтирована по движная матрица 23, каналообразующие полости 24 которой оканчиваются контрножом 25, механизма подачи, состоящий из привода подачи, выполненного в виде кривошипно-шатунного механизма 26, коро мысла 27, механизма захвата проволоки, состоящего из наковаленки 28, подпружиненной державки 29, смонтированной с возможностью качания в кронштейне 30 и несущей на себе зубильце 31, механизм 25 правки, состоящий из роликов 32, установленных в корпусе 33 с возможностью поперечного перемещения относительно друг друга с помощью винтов.34, механизм плоского среза, состоящий из коромысла 35, на 30 одном конце которого закреплен ролик 36, контактирующий с кулаком 14, а на другом - накимной элемент 37, контактирующий с ползуном 38, на котором размещен нож 39 плоского среза, режущая кромка которого 35 вьполнена в виде каналообразующей полости 40, Ножи отрезки и заострения состоят из двух режущих кромок 41, расположенных под углом друг к другу и сходящихся в общую точку, находящуюся на третьей режу щей кромке 42, и двух дополнительных режущих кромок 43, расположенных симметрично относительно третьей режущей кромки 42.Устройство работает следующим обра зом.Вращение от электродвигателя 6 через ременную передачу 5 и маховик 4 передается валу 2, От вала 2 движение передается по трем направлениям: первое - через кониче ские шестерни 3 и 8 валу и смонтированным на нем кривошипу 9 и кулаку 10 зажима, при этом вращательное движение кривошипа 9 реза преобразуется в возвратно-поступательное перемещение ползуна реза криво шипно-ползунного механизма 15 с заостренным на нем ножом 16; второе - через конические шестерни 3 и 12 валу 11 вместе с сидящим на нем кулачком 14 плоского среза и кривошипу 13 реза, при этом вращательное движение кривошипа 13 преобразуется в возвратно-поступательное перемещение ползуна реза второго кривошипно-ползунного механизма 15; третье - через кривошипно-шатунный механизм 26 и коромысло 27, при этом вращение преобразуется в возвратно-поступательное движение кронштейна 30 с закрепленными на нем наковаленкой 28, державкой 29 и зубильцем 31.Кулак 10, вращаясь, через ролик 18 приводит в движение коромысло 17, которое через нажимной болт 19 нажимает на ползун 22, несущий нэ себе подвижную матрицу 23. Последняя своей каналообразующей полостью 24 прижимает проволоку к неподвижной матрице 21 одновременно контрнож 25 вплотную подходит к проволоке,Кулак 14, вращаясь, через ролик 36 приводит в движение коромысло 35, которое через нажимной элемент 37 нажимает на ползун 38, несущий на себе нож 39 плоского среза,Проволока механизмом захвата протаскивается через правильные ролики и подается в матричный блок. Кулак 10 через механизм зажима сжимает проволоку, Ножи 16 механизма отрезки и формирования острия своими режущими кромками 41-43 отрезают половину длины проволоки, которая выступает над матрицами, одновременно формируя острие в отрезанной части и у оставшейся части, и отходят назад. Кулак 14 приводит в движение механизм плоского среза. Режущая кромка 40 ножа 39 вступает во взаимодействие с режущей кромкой контрножа 25, отрезает оставшуюся часть проволоки, формирует плоский конец у отрезанной части проволоки и у зажатой в матрицах проволоки и отходит назад, Механизм подачи отводит захватывающее устройство назад, при этом зубильце 31 скользит по проволоке,Кулак 10 освобождает проволоку в матричном блоке, и цикл повторяется.Формула изобретения 1. Способ изготовления штифтов с плоским торцом и заостренным концом, включающий операции правки,. подачи проволоки, формообразования острия и плоского торца, о т л и ч а ю щ и й с я тем, что, с целью увеличения производительности и повышения качества выпускаемых изделий, подачу проволоки осуществляют на две заготовки, заострение первого й второго штифтов и отрезку первого штифта, длина которого равна половине длины заготовки, выступающей над матрицей, производят одновременно, затем осуществляют отрезку второго штифта, длина которого равна длине оставшейся заготовки, с образованием плоского торца у второго штифта и у оставшейся в матрицах проволоки, который является плоским торцом у первого штифта в следующем цикле, при этом плоский торец формируется за счет скола материала проволоки перпендикулярно оси подачи проволоки.2. Устройство для изготовления штифтов с заостренным концом и плоским торцом, состоящее из смонтированных на станине и кинематически связанных между собой механизма правки, механизма подачи, механизма зажима с матричным блоком, матрицы которого имеют каналообразующие полости для зажима проволоки, механизма отрезки и заострения, состоящего из двух симметрично расположенных в горизонтальной плоскости ползунов с закрепленными в них ножами, режущие кромки формирования острия каждого из которых расположены под углом и сходятся в общую точку, расположенную на режущей кромке расположенной пер пендикулярно оси подачи проволоки, о т л и.5 ч а ю щ е е с я тем, что, с целью повышенияпроизводительности и улучшения качества изделий, оно снабжено установленным с возможностью перемещения дополнительным ползуном с закрепленным в нем допол 10 нительным ножом, режущая кромк;которого выполнена в виде каналообразую щей полости, контактирующей с контрно. жом, выполненным в каналообразующеполости зажимной матрицы, причем привоС 15 дополнительного ползуна выполнен в видскулачково-коромыслового механизма, а но жи дополнительно снабжены вторыми ре жущими кромками формирования острия 20 расположенными под углом симметричнспервым относительно их общей точки схож дения и режущей кромке, перпендикуляр ной к оси подачи,1733169 оставитель Л.Махтюкехред М.Моргентал Кучерява рект эктор А.Л одственно-издательский комбинат "Патент", г. Ужгород, ул. Гагарина, 10 Заказ 1625 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СС 113035, Москва, Ж, Раушская наб 4/5
СмотретьЗаявка
4419228, 04.05.1988
ЗАВОД КУЗНЕЧНО-ПРЕССОВОГО ОБОРУДОВАНИЯ ИМ. В. В. КУЙБЫШЕВА ХМЕЛЬНИЦКОГО ПРОИЗВОДСТВЕННОГО ОБЪЕДИНЕНИЯ ПО ВЫПУСКУ КУЗНЕЧНО-ПРЕССОВОГО ОБОРУДОВАНИЯ
МАХТЮК ЛЕОНИД ЛЕЙБОВИЧ, ГУРАЛЬ ИВАН ГРИГОРЬЕВИЧ, ПРЕСАЙЗЕН НАТАЛЬЯ ЛЕОНИДОВНА, РЕШЕТЮК ВАСИЛИЙ ИВАНОВИЧ
МПК / Метки
МПК: B21G 3/12
Метки: заостренным, концом, плоским, торцом, штифтов
Опубликовано: 15.05.1992
Код ссылки
<a href="https://patents.su/5-1733169-sposob-izgotovleniya-shtiftov-s-ploskim-torcom-i-zaostrennym-koncom-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления штифтов с плоским торцом и заостренным концом и устройство для его осуществления</a>
Механизм уравновешивания сил инерции второго порядка

Номер патента: 219326
Опубликовано: 01.01.1968
Авторы: Вахтель, Еременко, Керчер, Коваль, Лесовицкий, Потейко
МПК: F16F 15/12
Метки: второго, инерции, механизм, порядка, сил, уравновешивания
...грузы.Предлагаемый механизм уравновешивания отличается от известных тем, что приводной вал выполнен в виде пакета прямоугольных упругих пластин.1 акая конструкция приводного вала позволяет устранить резонанс крутильных колебаний на переменных режимах и повысить надежность механизма уравновешивания.На фиг. 1 изображен механизм уравновешивания, общий вид; на фиг. 2 - приводной вал механизма в поперечном разрезе.Механизм уравновешивания содержит приводные шестерни 1, пеоеходные муфты 2, приводной вал г и уравновешива:ощие грузы 4. Приводной вал г выполнен в виде пакета прямоугольных упругих плас закреплены в гнездах п имеет, например, квадраПри работе двигател грузы, вращающиеся в правлениях, приводятся двигателя через шест вал 3....
Автомат для изготовления из проволоки штифтов с головкой в виде плоской спирали

Номер патента: 86295
Опубликовано: 01.01.1950
Авторы: Бугров, Гавриленко, Осипов, Фомичев
Метки: автомат, виде, головкой, плоской, проволоки, спирали, штифтов
...механизма выбрасыВания готового штифта, состоящего из толкателя 17, собачки 18, вилки 19 и ударника 20 с пружиной 21.Цикл работы автомата начинается с движения ползуна 1 вперед, При этом ролик откидной серьги 8 сходит с кулачка 7, отсекатель 9 и зажим 22 под действием пружины 23 опускаются, а сходящая с бухты проволока зажимается и начинает подаваться также вперед. Когда движение ползуна 1 вперед заканчивается, нож 12 механизма отрезания Отсекает заготовку роооки, Я рычаг 14, сошедй с кулачка 13, под действием пружины 24 изгибает под прямым углом выдвинутый конец проволоки, В дальнейшем под воздействием рабочей части кулачка И рычаг 14, отходя от центра выталкивятеля 16, свивает проволоку в спираль. В это время ролик откидной...
Механизм клапанного газораспределения поршневых двигателей с автоматическим плоским инерционным центробежным регулятором

Номер патента: 147068
Опубликовано: 01.01.1962
МПК: F01L 35/00, F02D 13/02, G05D 13/54
Метки: автоматическим, газораспределения, двигателей, инерционным, клапанного, механизм, плоским, поршневых, регулятором, центробежным
...б, увеличивающего ее момент инерции.Центробежный груз регулятора в виде массивного кольца 7 поворачивается вокруг пальца 8, закрепленного в траверсе 9, расположенной на конце вала 5.Центробежный груз соединен тягой (О с кривошипным пальцем шестерни 11, находящейся в зацеплении с зубчатым венцом втулки 2. Таким образом, при перемещении центробежного груза шайбы 2 и 3 поворачиваются, Пружина 12 стремится повернуть центробежный груз и связанные с ним шайбы 2 и 3 в положение, соответствующее максимальной степени наполнения.На оси шестерни 11 закреплено зубчатое колесо 13, зацепляющееся через паразитную шестерню 14 с зубцами свободно сидящей на валу втулки 15 второго инерционного груза-маховичка 1 б.При повороте втулки 2 с инерционным...
Центрирующий штифт

Номер патента: 1456759
Опубликовано: 07.02.1989
МПК: G01B 5/25
Метки: центрирующий, штифт
...эффективности температуронезависимого центрирования при радиальной и осевой деформациях, деталей за счет обеспечения возможности относительного смещения деталей как в радиапьном, так и в осевом направлении.На фиг. 1 представлен общий вид устройства; на Фиг. 2 - сечение А-А на фиг. 1; на Фиг, 3 - положение ром бического конца штифта в отверстии охватывающей детали.Устройство для температуронезависимого центрирования двух коаксиально установленных .деталей 1 и 2, сопряженных по цилиндрической поверхности диаметром Э содержит три, установленных параллельно и равномерно по окружности диаметром П вокруг общей оси деталей 1 и 2, штифта 3, Одни концы 4 штифтов 3 выполнены цилиндри35 ческими и жестко установлены в идентичных цилиндрических...
Механизм уравновешивания сил и инерции второго порядка двигателя внутреннего сгорания

Номер патента: 311070
Опубликовано: 01.01.1971
Авторы: Алтайский, Антонов, Виноградов, Иванов, Никонов, Ройфберг, Цемахович
МПК: F16F 15/22
Метки: внутреннего, второго, двигателя, инерции, механизм, порядка, сгорания, сил, уравновешивания
...олнены за одно целое с осы ца ребрах, примыка л инерции еннего сголожно враченных на пусе, отлиощения его жа, противоцапфами и ощцх к цапИзвестны механизмы уравновешивания сцл инерции второго порядка двигателя внутреннего сгорания, содержащие два противоположно вращающихся противовеса, установленных ца подшипниках и неразъемцом корпусе 5 ц имеющих привод от коленчатого вала двигателя.Предлагаемый механизм отличается от известных тем, что противовесы выполнены за одно целое с цапфами и имеют скосы ца реб рах, примыкающих к цапфам.Это позволяет упростить конструкцию механизма и облегчить монтаж и демонтаж,На чертеже изображен предложенный механизм, общий вид.15Механизм состоит из двух противовесов 1 с зубчатыми венцами и цапфами,...
Предыдущий патент: Способ горячей штамповки поковок и автоматическая линия для его осуществления
Следующий патент: Способ изготовления гвоздей-костылей
Случайный патент: Способ противоточной регенерации ионитового фильтра