Способ прокаливания оболочковых форм по выплавляемым моделям
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
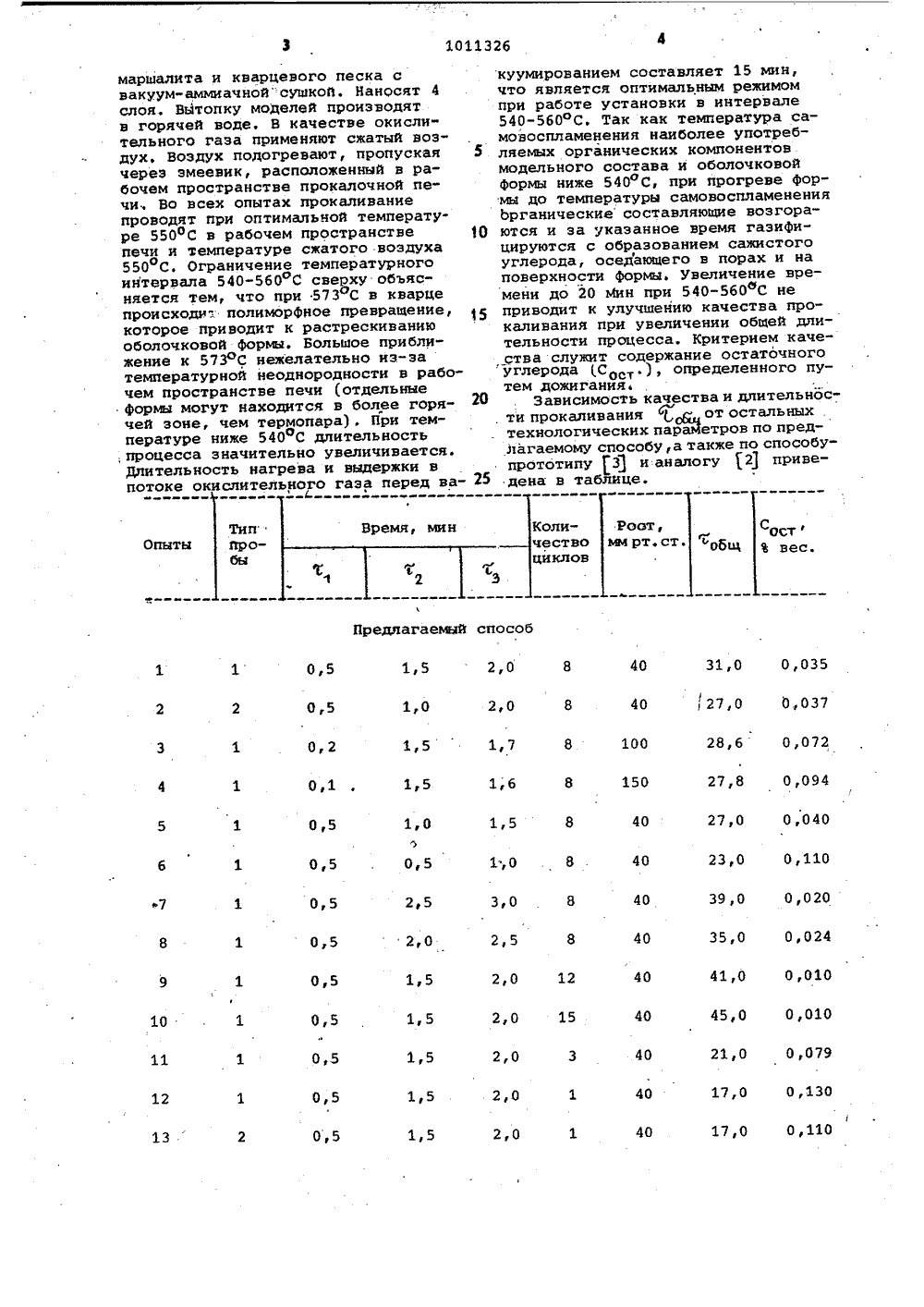
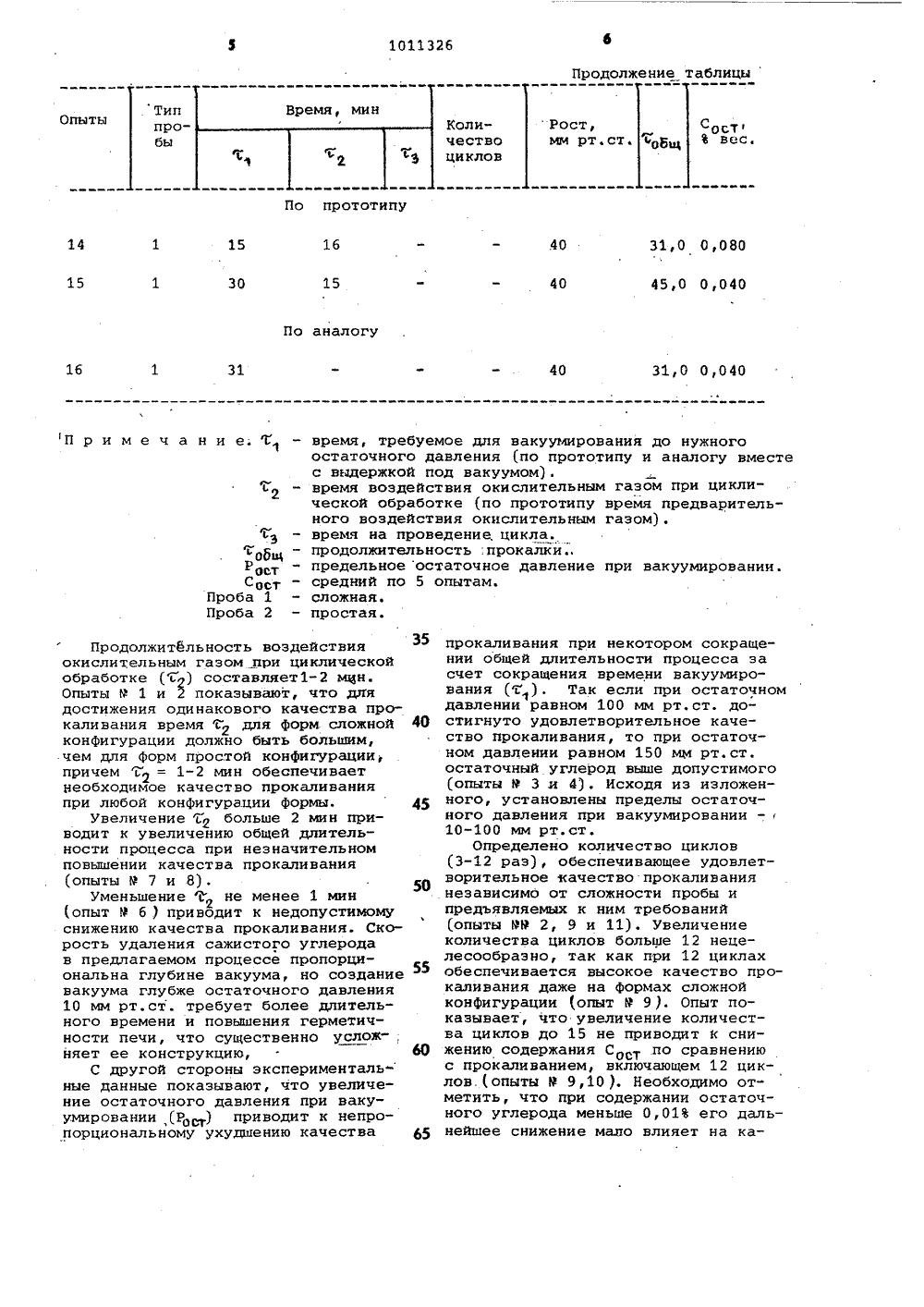
,8011326 А СОКИ СОВЕТСКИХОО,ЮРЮЕСЗПРЕСПУБЛИК ЗДП В 22 С 9/04 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТЖ ОП ИЗОБРЕТЕНИЯ ТОРСНОМУ СВИДЕТЕЛЬСТВУ 14.Н. Тимко 621.74.04 ляемым моделям. Под ред. ашинострое тельство СССР(54)(57) СПОСОБ ПРОКАЛИВАНИЯ ОБОЛОЧКОВЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ, включающий нагрев оболочковых форм до 540-560 оС в потоке окислительного газа, выдержку и последующее их вакуумирование до остаточного давления 10-100 мм рт.ст о т л и ч а ю щ и й с я тем, что, с целью сокращения времени и улучшения качества прокаливания за счет принудительной подачи окислительного газа в оболочковую форму и удаления из нее продуктов горения, на оболочковую форму сразу после достижения вакуума повторно воздействуют потоком окислительного газа, подаваемого при температуре прокаливанияР в течение 1-2 мин, причем цикл операций вакуумирование - воздействие потоком окислительного газа в укаэанной последовательности повторяют. 3-12 раз.Изобретение относится к литейному производству, в частности к литью по выплавляемым моделям.Ыироко применяется прокаливаниеоболочковых Форм по выплавляемыммоделям нагревом в окислительнойсреде до 800- 1200 С 6 ч для удалениииз форм остатков модельного составаи других органических составляющих 1)Однако высокие температуры вызы"вают структурные изменения материала форм, в результате снижается ихпрочность.Известен способ, позволяющий снизить температуру прокаливания формэа счет нагрева их в вакууме до температуры возгонки и кипения органи 15ческих составляющих и повысить прочность формы 2 ,Однако вследствие термическогоразложения органических составляющих форм в камере может создаваться 20взрывоопасная среда. Кроме того, испаряющаяся. органика осаждается навнутренних полостях вакуумного обо"рудования. Это затрудняет обслуживание и сокращает срок службы установки.Наиболее близким по техническойсущности к предлагаемому изобретениюявляется способ прокалки керамических форм, включающий операцию на- ЗОгрева в окислительной среде с последующим вакууьированием3 .Недостатки известного способа 23устранены в нем, так как основнаямасса органических составляющихформ удаляется и разлагается принагреве в потоке окислительного .газа. Продукт разложения пиролиза)органики - сажистый углерод осаждается во всем объеме оболочковых Форм,закупоривая поры. Основным покаэателем качества прокаливания является содержание остаточного углеродав оболочковых Формах, что определяет их гаэопроницаемость и газотворность. Удовлетворительное качество 45прокаливания достигается при содержании остаточного углерода 0,030,09 вес. Процесс удаления сажистого углерода можно условно разделить на 2 стадии; реакция горения 50окисление углерода ), удаление газообразных продуктов горения. Припрокаливании оболочковых Форм повыплавляемым моделям любым способомбольшая часть времени уходит наудаление сажистого углерода иэпор керамики, так как туда затруднены доступ кислорода и удалениепродуктов горения.Прокаливание в вакууме после сжигания органики в потоке окислительного газа ГЗ 1 не может обеспечитьвысокой скорости удаления сажистогоуглерода, так как наряду с ускорением 2-ой стадии процесса, низкоепарциальное давление кислорода не может обеспечить интенсивной реакциигорения 4 ), Это является основнойпричиной недостатка прототипа - низкого качества и недостаточной скорости прокаливания Форм,Цель изобретения - сокращение вре"мени и повышение качества прокаливания эа счет принудительной подачиокислительного газа в оболочковуюФорму и удаления из нее продуктовгорения,Поставленная цель достигаетсятем, что согласно способу прокали",вания оболочковых форм по выплавляемым моделям, включающем их нагревв потоке окислительного газа до540-560 ОС, выдержку при этой темпе"ратуре с последующим вакуумированиемдо остаточного давления 10100 мм рт.ст., сразу после достиже"ния вакуума на оболбчковую Форму повторно воздействуют потоком сеислительного газа,подаваемого при тем"пературе прокаливания, 1-2 мин, причем цикл операций вакуумирование -воздействие потоком окислительногогаза в указанной последовательностиповторяют 3-12 раэ.Замена длительной выдержки оболочковых Форм по выплавляемым моделям (содержащих сажистый углерод,оставшийся после выжигания органических составляющих формы в потокеокислительного газа в вакууме при540-560 С на повторное воздействиепотока горячего окислительного газасразу после достижения вакуума иповторение цикла операций; вакуумирование - воздействие потокомокислительного газа в указаннойпоследовательности 3-12 раз, создаетоптимальные условия для горения сажистого углерода, Принудительнаяподача горячего окислительного газак нагретой форме чередуется с принудительным удалением продуктов горения, что позволяет значительно ускорить прокаливание и улучшить его качество,Для определения оптимальных режимов прокаливания и уточнения ихпараметров .на промышленной установке была проведена серия опытов.Удовлетворительно прокаленными считают оболочковые Форьы, содержащиеменее 0,09 остаточного углерода.Установка представляет собойшахтную печь сопротивления с герметичным кожухом и крышкой. Объемрабочего пространства печи 0,4 м 3.Мощность печи - 18 квт. Вакуумнаясистема состоит иэ насоса маркиВНГ, ресивера объемом 1 м и трубопровода Пу - 100, Используют 2типа проб различной сложности. Модели изготавливают из модельной массы ПС-50. Оболочковую форму получают по обычной технологии изгидролизованного этилсиликата 40,ост фЪ вес Количествоциклов ты едлагаемый спосо,5 0,130 О, 110 12 17,маршалита и кварцевого песка свакуум-аммиачной:сушкой. Наносят 4слоя, Вытопку моделей производятв горячей воде, В качестве окислнтельного газа применяют сжатый воздух. Воздух подогревают, пропускаячерез змеевик, расположенный в рабочем пространстве прокалочной печи, Во всех опытах прокаливаниепроводят при оптимальной температуре 5500 С в рабочем пространствепечи и температуре сжатого воздуха550 С. Ограничение температурногоинтервала 540-560 С сверху объясняется тем, что при 573 оС в кварцепроисходи- полиморфное превращение,которое приводит к растрескиваниюоболочковой форьы. Большое приближение к 573 оС нежелательно иэ-затемпературной неоднородности в рабочем пространстве печи (отдельныеформы могут находится в более горячей зоне, чем термопара). При температуре ниже 540 фС длительность,процесса значительно увеличивается.Длительность нагрева и выдержки впотоке окислительного газа перед вакуумированием составляет 15 мин, что является оптимальным режимом при работе установки в интервале 540-5600 С. Так как температура самовоспламенения наиболее употреб ляемых органических компонентовмодельного состава и оболочковой Формы ниже 5400 С, при прогреве Формы до температуры самовоспламенения Ьрганические составляющие возгора ются и за укаэанное время газифицируются с образованием сажистого углерода, оседающего в порах и на поверхности формы. Увеличение времени до 20 Мин при 540-560 еС не приводит к улучшению качества прокаливания при увеличении общей длительности процесса. Критерием качества служит содержание остаточного углерода алсос .) определенного путем дожиганйя20 . Зависимость качестваи длительности прокаливания ,дот остальных .технологических параметров по предлагаемому способу,а также по способу- прототипу 31 и аналогу 2 приве дена в таблице.101132 б Продолжение таблицы Тип питы Рост,мм рт.с Количествоциклов проствес о прототипу 40,0 0,080 ,0 0,040 15 анал 40 31,0 0,040 ечание.Г П время, требуемое для вакуумирования до нужногоостаточного давления (по прототипу и аналогу вмес выдержкой под вакуумом,время воздействия окислительным газом при циклической обработке (по прототипу время предварителного воздействия окислительным газом).время на проведение, цикла.продолжительность .прокалки.,предельное остаточное давление при вакуумирсредний по 5 опытам.сложная.простая. е Э"общ РОст Сост роба 1 роба 2 овании. Продолжительность воздействия окислительным газом при циклической обработке (С) составляет 1-2 мин. Опыты Р 1 и 2 показывают, что для достижения одинакового качества прокаливания время Г для форм. сложной 402конфигурации должно быть большим, чем для форм простой конфигурации, причем Т = 1-2 мин обеспечивает2необходимое качество прокаливания при любой конфигурации форьы.45Увеличение Г 2 больше 2 мин приводит к увеличению общей длительности процесса при незначительном повышении качества прокаливания (опыты Р 7 и 8), 50Уменьшение ф не менее 1 мин2(опыт Р б ) приводит к недопустимому снижению качества прокаливания. Скорость удаления сажистого углерода в предлагаемом процессе пропорцИ- ональна глубине вакуума, но создание вакуума глубже остаточного давления 10 мм рт.ст. требует более длительного времени и повышения герметичности печи, что существенно услож-, няет ее конструкцию, 60С другой стороны эксперименталь- ные данные показывают, что увеличение остаточного давления при вакуумировании (Р 0 ) приводит к непропорциональному ухудшению качества 65 прокаливания при некотором сокращении общей длительности процесса за счет сокращения времени вакуумирования (С ). Так если при остаточном1давлении равном 100 мм рт,ст. достигнуто удовлетворительное качество прокаливания, то при остаточном давлении равном 150 мм рт.ст. остаточный углерод выше допустимого (опыты Р 3 и 4), Исходя из изложенного, установлены пределы остаточного давления при вакуумировании 10-100 мм рт.ст.Определено количество циклов (3-12 раз), обеспечивающее удовлетворительное качество прокаливания независимо от сложности пробы и предъявляемых к ним требований (опыты РР 2, 9 и 11). Увеличение количества циклов больше 12 нецелесообразно, так как при 12 циклах обеспечивается высокое качество прокаливания даже на формах сложной конфигурации опыт Р 9 ). Опыт показывает, что увеличение количества циклов до 15 не приводит к снижению содержания С т по сравнению с прокаливанием, включающем 12 циклов,(опыты Р 9,10 ). Необходимо отметить, что при содержании остаточного углерода меньше 0,01 его дальнейшее снижение мапо влияет на ка1011326 Составитель В. ТимковРедактор Л; Авраменко Техред С.Мигунова Корректор О. Билак Заказ 2637/14 Тираж 811 ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 4/5Подписное Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4 чество формы. Уменьшение количе" ства циклов меньше 3-х не обеспечивает требуемого качества прокаливания как на сложных; так и на простых формах (опыты Р 12 и 13). Сопоставляя результаты опытов, приведенных по.предлагаемому способу, по способу прототипу и по способу- аналогу, можно отметить, что при одинаковой продолжительности прокаливания предлагаемый способ обеспе- О чивает качество (опыты 9 1, 14 и 16) для обеспечения одинакового качества прокаливания предлагаемый спо соб требует меньшего времени (опыты В 5 15 и 16). Предпагаемый способ по сравнению с известными техническими решениями увеличивает производительность установки для прокаливания оболочковых форм по выплавляемым моделям, улучшает качество прокаливания.Ожидаемый экономический эффект от использования 70-100 руб на тонну литья. Он может быть получен за счет экономии электроэнергии, производственных площадей, опок и снижения брака отливок по непрокалу.Предлагаемйй способ целесообразно использовать в литье по выплавляемым моделям, преимущественно в холодную форму.
СмотретьЗаявка
2978875, 01.09.1980
ПРЕДПРИЯТИЕ ПЯ В-2954
ФЕРШТАТЕР ИОСИФ БОРИСОВИЧ, ТИМКОВ ВИКТОР НИКОЛАЕВИЧ, ПАТРАКЕЕВ НИКОЛАЙ ИВАНОВИЧ
МПК / Метки
МПК: B22C 9/04
Метки: выплавляемым, моделям, оболочковых, прокаливания, форм
Опубликовано: 15.04.1983
Код ссылки
<a href="https://patents.su/5-1011326-sposob-prokalivaniya-obolochkovykh-form-po-vyplavlyaemym-modelyam.html" target="_blank" rel="follow" title="База патентов СССР">Способ прокаливания оболочковых форм по выплавляемым моделям</a>
Способ получения марганцевого агломерата с остаточным углеродом

Номер патента: 1388444
Опубликовано: 15.04.1988
Авторы: Величко, Воскеричян, Дрожилов, Коваль, Кривенко, Мангатов, Петров, Цюрюпа, Чайченко
МПК: C22B 1/16
Метки: агломерата, марганцевого, остаточным, углеродом
...приводит к значительному снижению производительности установки по накатыванию оболочки. В процессе агломерации, когда происходит диссоциация карбонатов оболочки, накатанной на твердое топливо, возможноразрушение оболочки, когда пористостьее ниже 25 . Вследствие разрушения.оболочки по указанной причине происходит выгорание твердого топлива и не достигается результат по получению остаточного количества углерода в агломерате. П р и м е р, Способ испытан на по лупромышленной установке с агломерационной чашей диаметром 300 мм. В идентичных условиях проведены сопоставимые опыты по производству агломерата с остаточным углеродом по известному способу.Состав основной шихты следующий,%: окисный марганцевый концентрат грави" тационного...
Способ отверждения уплотненной литейной формы газом

Номер патента: 1276428
Опубликовано: 15.12.1986
Автор: Сварика
МПК: B22C 9/12
Метки: газом, литейной, отверждения, уплотненной, формы
...направление Фильтрации газаотвердителя на противоположное направлению извлечения модели и доотверждают форму, сообщив с вакуумнойсистемой камеру 1.Такой способ отверждения исключаетпереотверждение и разупрочнение формы со стороны контрлада, так как приизменении направления продувки формычерез поверхность контрлада и рабочей части формы поступает примернотолько по половине объема газа отвердителя, необходимого для отверждениявсей формы,Кроме того, изменение направленияФильтрации газа-отвердителя на противоположное направлению извлечения модели устраняет присасывание болванаи его обрушение и позволяет доотверждать форму, подавая газ-отвердительв пространство между моделью и ее отпечатком в форме, что также повышаетравномерность...
Устройство для отверждения литейных форм газом

Номер патента: 1787062
Опубликовано: 07.01.1993
МПК: B22C 9/12
Метки: газом, литейных, отверждения, форм
...установки полуформы 7 выполнена с вентами 8, причем венты 8 установлены равномерно по всей поверхности плиты, Опорная плита установлена в нижней части камеры 2 с зазо 20 ром относительно ее дна и с образованием дополнительной камеры 9, в которой установлена полуформа 7 с опокой 5, Для герметизации камеры 9 установлена прокладка 10. изготовленная из губчатой резины,Предлагаемое устройство содержит для подачи газа-отвердителя трубопровод 11 с подогревателем 12 и вакуумную систему 13;Между камерой 2 и подогревателем 12 установлен вентиль 14. Для хранения газаотвердителя установлен баллон 15. Подо 30 греватель 12 состоит из полого цилиндра 16, диэлектрической обмотки 17 и электроподогревательной спирали 18, Для создания вакуума...
Устройство для продувки литейных стержней и форм газом отвердителем

Номер патента: 1274845
Опубликовано: 07.12.1986
Авторы: Большаков, Ефимов, Разумеев
МПК: B22C 9/12
Метки: газом, литейных, отвердителем, продувки, стержней, форм
...и 1(лнту 4 г централ(,1, .;всрстР(е)1 О д 151 130:3 3 ч и аза и р 5(д3 р а., .1(. ЛЬН 1 Х И 3 С )( ЦДКУ,1 ЯРН Х Капа, ОВ (3, В( -5 олпе(ных с 1(ижней стороны 1(литы 4,20пла(тину 7 13 эластичного материала. На 511)имер, пористой 1)езины, которои имск)тся на п(рс(спи) каналов 4 отверстия 8для подвода 1333 к полости стержня илиформы, крснсжныс пл 31(кР 1 9, скрля(оц(ис 25между собой цп(1(тиР(у 7, плиту 4 и оцорнь(й)лемег 1.Уст ройство работает слсдуюп(им обра)ом,Стер)кн(.1(ой яцик или форма 1, уста -новлснная ца 1(одгьсмное м(тро(Ство 11, 30прРжихастс 5 к 3(лите 1, ски;1 15 НО;(ериМЕТРМ СТ(.РЖ 33(ЬОГО 5111 Икс 1 1 ЛИ фОРГ Ы .)13 СТ И Ч и у 10 П;3 С 1 И 3 ч 7, КО ТО р а я В ЭТО )1 СЛс с( Спс 1)скрываггг кан;3,(ы 6;1 От 01)стия 8, т(3С а М Ы...
Способ отвода конвертерных газов без дожигания окиси углерода

Номер патента: 1364641
Опубликовано: 07.01.1988
Авторы: Быстрицкий, Велецкий, Гавриш, Грач, Каненко, Черепинский
МПК: C21C 5/38
Метки: газов, дожигания, конвертерных, окиси, отвода, углерода
...окиси углерода, содержащейся в конвертерном газе.Для конвертера садкой 250 т, работающего в режиме без дожигания при подаче кислорода до 1200 мЗ/мин, выход конвертерных газов, замеряемый перед нагнетателем возрастает от 1500 до 215 тыс.м/ч, наиболее интенсивный выход конвертерных газов начинается с 2-3 мин продувки после продувки тракта тампоном из инертных газов и заканчивается к 15 мин продувки, В это же время наблюдается существенный рост СО от 20 до 77- 80 и максимальный рост запыленносДымосос 7 выбирается по мощности, обеспечивающей очистку в мокрой газоочистке до требуемых норм в начальный и конечный периоды продувки конвертера, т.е. когда запыленность в 3-4 раза меньше максимальной.В средний период продувки конвертера для...
Предыдущий патент: Способ изготовления замороженной модели
Следующий патент: Способ химического закупоривания слитков кипящей стали
Случайный патент: Устройство для крепления фары к рулевой колонке транспортного средства