Способ изготовления проволоки из труднодеформируемых медных сплавов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
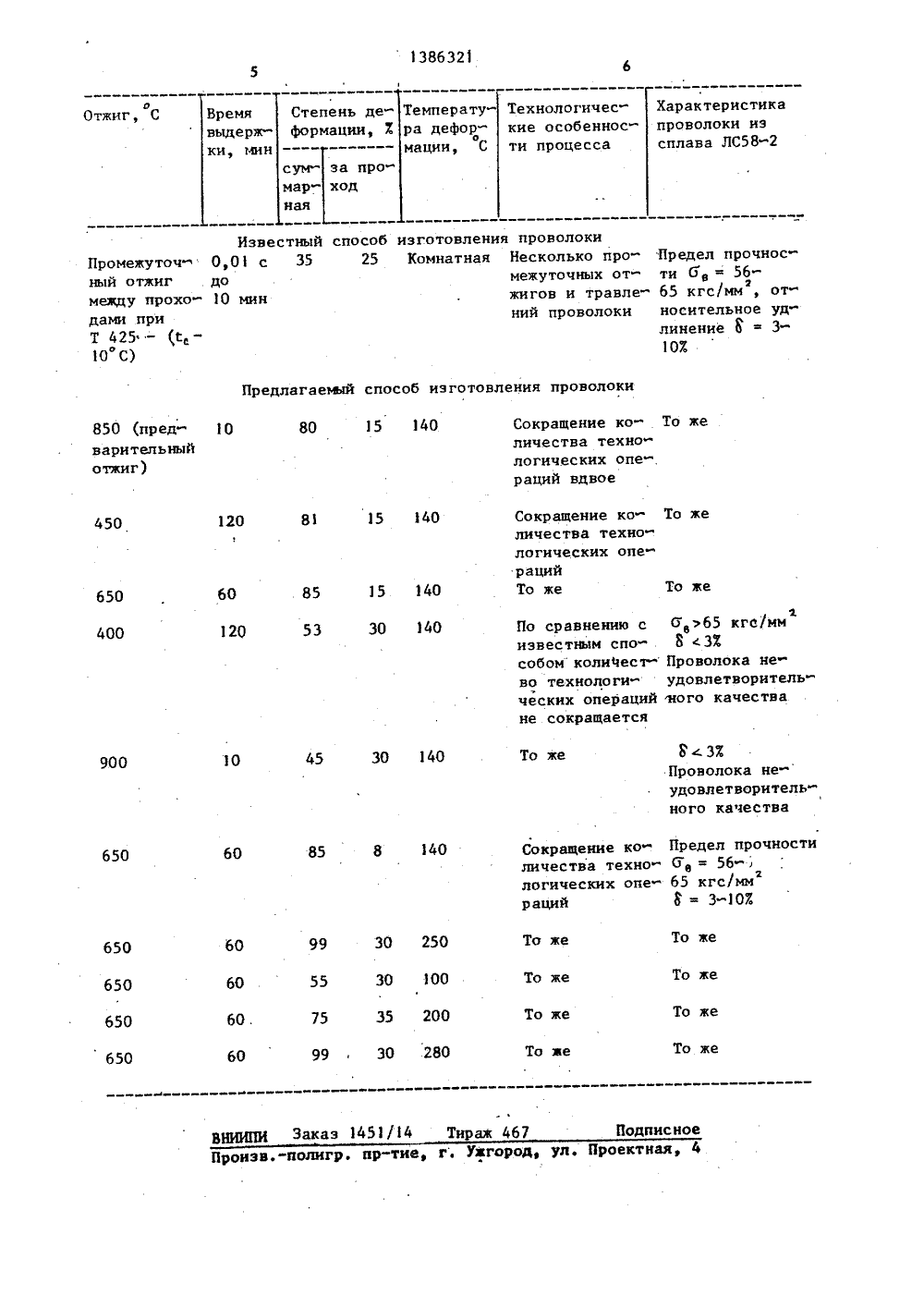
СОЮЗ СОВЕТСНИХСОЦИАЛИСТИЧЕСНИ 19 50 4 В 21 ИСАНИЕ ИЗОБРЕТЕНИ ТЕЙЯБЛ и 0 т ПЬСТВ АВТОР о иссл нструкторсаботкитметобраА.С.Гуляев,.А. и др. Справочник етных металлов и сплапо черной и цветной 61, с. 537-545.. В г В 3/О ВЛЕНИЯ ПРОВОЛОКИУЕМЫХ МЕДНЫХ СПЛА(54) СПОСОБ ИЗГОТ ИЗ ТРУДНОДЕфОРМИР ВОВ(57) Изобретение обработки металло быть использовано тносится к области давлением и может для получения проГОСУДАРСТВЕННЫЙ НОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ(71) Государственный навательский, проектный икий йнститут сплавов ицветных металлов Гипроботка"(5 Апо ввоме 9 волоки из медных сплавов, преимущественно свинцовистой латуни. Цель изобретения - повышение производительнос" ти путем сокращения количества вспомогательных операций. Способ включает в себя получение прессованной заготовки диаметром 5,6 мм, отжиг в тем"о пературном интервале 450-850 С в течение 10-120 мин, последующую деформацию при 100-280 С с суммарной сте . пенью обжатия 55-993 с величиной обжатия за проход 8-352.При этом указанную деформацию проводят волочением при 100-200 С или прокаткой в ка либрах при 200-280 С. Проведение отожига при 450-850 С после прессования позволяет упразднить промежуточные отжиги после разовых деформаций при получении конечных размеров проволо ки, вследствие чего отпадает необходимость в проведении дополнительного травления и завальцовки концов проволоки на промежуточных размерах. Это позволяет повысить производительность на 73. 2 з.п. ф-лы, 1 табл.Изобретение относится к обработке металлов давлением и может быть использовано для получения проволоки из медных сплавов, преимущественно свинцовистой латуни.Цель изобретения - повышение производительности путем сокращения количества вспомогательных операций.Способ включает в себя получение. 10 прессованной заготовки, отжиг и последующую деформацию на конечный размер посредством прокатки в калибрах или волочение.П р и м е р. Исходную заготовку из сплава ЛС 58-2 диаметром 5,6 мм получают на гидравлическом прессе со смоткой заготовки в бухту.Отжиг осуществляют в конвейерной печи с водяным затвором. После отжига осуществляют травление в 5-15 - ном растворе серной кислоты и промывку в воде. Затем заготовку подвергают волочению в несколько проходов. Как вариант - деформацию осуществля ют прокаткой на сортовом стане. Полу ченная проволока имеет хорошее качество и следующие механические свойства: временное сопротивление разры" ву бе 56 65 кгс/мм, относительное З 0 удлинение 8 = 3 10 .В таблице приведены конкретные режимы осуществления способа.Отжиг при температуре ниже 450 С н оказывает положительного влияния на пластичность при последующей обработке давлением горячепрессованной заготовки при 100 280 С. Иикраструк тура заготовки после отжига виже 450 С не позволяет достигнуть при 40 дальнейшей теплой деформации суммарной степени обжатия 55 .,Относительное удлинение полученной проволоки3ЗЖ.При отжиге при температуре выше 45 850 С значительно быстрее протекает процесс рекристаллизации и растет зерно ос -Фазы до величины 0,05 мм и более. В результате микроструктура и механические свойства проволоки ока" зываются неудовлетворительными и не позволяют достигнуть при дальнейшей , теплой деформации суммарной степениобжатия 55 .Величина зерна, а следовательно, и свойства проволоки зависят не только от температуры, но и от продолжительности отжига. Чем выше темпера тура отжига, тем быстрее протекает процесс рекристаллиэации латуни. Прн температуре отжига 450 С время выдержки должно составлять около 120 мин, а при 850 С достаточно 10- минутной выдержки. При использовании промежуточных температур отжнга в инотервале 450-850 С продолжительность выдержки выбирают в пределах 10- 120 мин. В результате такого отжига получается довольно мелкозернистая, полностью рекристаллизованная структура, Выдержка продолжительностью менее 10 мин приводит к неполной рекристаллизации сплава или к разной величине зерна, что отрицательно влияет на пластичность сплава при прокатке и волочеиии. При выдержке более 120 мин получается крупнозернистая структура, которая также приводит к понижеинйм механическйм свойствам проволоки.Деформацию заготовки в несколько проходов необходимо проводить при 100-280 С.Деформацию заготовки проводят мео тодом волочения при 100-200 С илиб сортовой прокаткой при 200 280 С,В случае волочения при температуре ниже 100 С наблюдаются обрывы про волоки по типу хрупкого разрушения, т.е. без утонения проволоки в местах обрыва.оПри температуре ниже 100 С мал коэфФициент запаса прочности проволо- ки где б,- истинный предел текучестиметалла при выходе из очага деформации;К - напряжение деФормации (волочения).Следовательно, велика вероятность массовых обрывов проволоки. В результате большого количества обрывов проволоки снижается производительность технологического процесса,При волочении заготовки при темопературе выше 200 С имеют место обры" вы проволоки по типу пластического растяжения с утонением диаметра проволоки (так называемое "утягивание" диаметра проволоки). В том и другом случае коэффициент запаса прочности К, проволоки имеет недостаточную величину, а следовательно, наблюдают ся частые обрывы проволоки на.выходе из волоки, тогда как в области 100 13863211 200 С процесс волочения протекает устойчиво, без обрывов. Коэффициент запаса прочности при температуре 100- 200 С составляет 1,40-1,60.5В случае деформирования заготовки путем прокатки оптимальная температура деформации находится в пределах 200-280 С, т.е. выше, чем при волочении. Причиной смещения зоны оптималь ных температур при прокатке в сторону более высоких температур является различие в схемах напряженного и деформированного состояния сплава при прокатке и при волочении. 5При прокатке при температуре ниже 200 С суммарная степень деформации не превышает 557, что не позволяет существенно сократить, количество технологических операций. Прокатка при 20 температуре более 280 С приводит к неудовлетворительным результатам потому, что после прокатки на профиле (проволоке) образуются поперечные трещины, которые не позволяют полу чить суммарную деФормацию более 557.Обжатие заготовки за проход составляет 8-357.Величина обжатия менее 87 значительно увеличивает количество требующихся проходов деформирования, что приводит к снижению производительности. Кроме этого, столь малая степень обжатия приводит к недопустимо большому росту величины зерна.При обжатии более 357. деформация становится невозможной из-за массовых обрывов проволоки при волочении или вследствие трудности захвата заготовки валками при прокатке.Из таблицы видно, что проволока, изготовленная согласно предлагаемому способу, удовлетворяет техническим требованиям: хорошие механические свойства, поверхность и геометрические размеры в пределах допуска. Эти показатели обеспечивают в дальнейшем хорошую обрабатываемость проволоки из сплава ЛС 58-2 на металлорежущих станках.Преимущества разработанного способа изготовления проволоки с такими свойствами заключаются в том, что он позволяет повысить производительность труда в результате сокращения количества операций отжига, травления и сэкономить электроэнергию за счет сокращения операций отжыга.Повышение производительности в результате упразднения указанююх операций составляет 77,Формула изобретения1, Способ изготовления проволоки из труднодефорюруемых медных сплавов,.включающий нрессование заготовки, последующую пластическую деформацию на конечный размер и отжиг, о т л и ч а ю щ и й с я тем, что, с целью повышения производительности путем сокращения количества вспомогательных операций, отжиг проводят после прессования заготовок при.450 -850 С в течение 10 - 120,мин, а по следующую деформацию осуществляют во. температурном интервале 100 - 280 С. с суммарной степенью обжатия 55- 997 с величиной обжатия за проход 8 - 3572. Способ по п.1, о т л и ч а ю"ф щ и й с я тем, что последующую де-, формацию осуществляют методом волочения при 100-200 С.3. Способ по п.1, о т л и ч а ющ и й с я тем, что последующую деформацию осуществляют методом прокатки в калибрах при 200 - 280 ОС.1386321 Степень деформации, Х Характеристикапроволоки изсплава ЛС 58-2 оОтжиг, С Температура дефоро мации, С Технологические особенносВремявыдержки, мин ти процесса суммар пособ изготовлен 25 Комнатная ИзвестныйО 1 с 35 ро- Предел прочносот- ти 6 в = 56- вле кгс/мм , от ки носительное удлинение3107. Промежуточ. О,ный отжиг домежду прохо миндами приТ 425 - (е 10 С) ний провол Предлагаемый способ изготовления проволоки 80 15 140 Сокращение ко- То желичества техноких опе-.двое логич раций Сокращение ко- То жличества технологических операцийТо же 15 140 20 50 40 60 То же По сравнению с 0 )65 кгс/ммизвестным спо с 33собом количест- Проволока нево технологи- удовлетворительтческих операций кого качестване сокращается 30 140 20 4 30 140 То ж 0 900 5 8 6 65 Сокращение ко- Предел прочностиличества техно = 56-;алогических оне кгс/ммраций 0 = 3-107 То же То же 30 250 60 55 30 100 75 35 200 60 же о же е 99 30 .2 650 о же о же каз 1451/1 ираж 467 Подписное Узгород, ул. Проектная, 4 Произв.-поли, пр-тие, г 850 (предварительны отжиг) проволоки Несколько межуточных жигов и тр РсЭХПроволока не- удовлетворительного качества
СмотретьЗаявка
4141523, 31.10.1986
ГОСУДАРСТВЕННЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ, ПРОЕКТНЫЙ И КОНСТРУКТОРСКИЙ ИНСТИТУТ СПЛАВОВ И ОБРАБОТКИ ЦВЕТНЫХ МЕТАЛЛОВ "ГИПРОЦВЕТМЕТОБРАБОТКА"
БУРЦЕВ ВАЛЕРИЙ МИХАЙЛОВИЧ, ГУЛЯЕВ АНАТОЛИЙ СЕРГЕЕВИЧ, ЯНОВИЧ ОЛЬГА НИКОЛАЕВНА, КИСЕЛЕВ АЛЕКСАНДР МИХАЙЛОВИЧ, ЗЛОДЕЕВ ВЛАДИМИР АЛЕКСАНДРОВИЧ
МПК / Метки
МПК: B21B 3/00
Метки: медных, проволоки, сплавов, труднодеформируемых
Опубликовано: 07.04.1988
Код ссылки
<a href="https://patents.su/4-1386321-sposob-izgotovleniya-provoloki-iz-trudnodeformiruemykh-mednykh-splavov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления проволоки из труднодеформируемых медных сплавов</a>
Способ измерения деформаций в условиях нестационарных температур

Номер патента: 570767
Опубликовано: 30.08.1977
Автор: Иванов
МПК: G01B 7/16
Метки: деформаций, нестационарных, температур, условиях
...что осуществляется путем установки контрольных терморезисторов на отдельной пластине, помещаемой в рабочие условия, разогрева решеток терморезисторов отдельным мощным источником тока питания, мгновенного подключения терморезисторов к нормальному источнику питания и регистрации показаний терморезисторов. Кривые охлаждения решеток терморезисторов аппроксимируют экспонентами, по которым определяют среднее значение те. Указанное значение распространяют на все терморезисторы и тензорезисторы данного типа.В каждой точке измерения непосредственно рядом с самокомпенсирующимся тензорези50767 Формула изобретения Составитель В. Пискарев Техред И, Карандашова Корректор Л, Котова Редактор Л. Чепайкина Подписное Заказ 1941/12 Р 1 зд. Мз 729...
Устройство для измерения статических деформаций при переменных температурах

Номер патента: 585412
Опубликовано: 25.12.1977
Авторы: Гелета, Коротаев, Максимов, Отцов
МПК: G01K 7/02
Метки: деформаций, переменных, статических, температурах
...проводниками, изготовленными из термоэлектродных .материалов с противоположными по знаку коэффициентами термоЗДф ,причем нулевой проводник подсоеди- нен к регистратору деформаций через разделительный конденсатор.585412 Составитель Г. КириленкоРедактор А,Морозову ТехредЗ, Фант:. Корректор И. ГоксичЗаказ 5039/3ШАТИИ ПИ .ССР 4 Тираж 865Государственного комитетапо делам изобретений113035, Москва, Ж,ПодписноеСовета Министров Ги открытийРаушская наб., д. 4 1 роектная, 4 Патент", г, Ужгоро нлиал П 1 3тора Й и компенсационного резистора Ч которые подключены к регистратору 1 деф)рмаций;через токосъемник 2 с немощью трехпроводноя линии связи 3 и 4. Активный и компенсационный проводники 3 выполнены из однородного термоэлектродного материала,...
Способ отжига стеклянных ампул

Номер патента: 1719326
Опубликовано: 15.03.1992
Авторы: Белоусов, Бративник, Мазурин, Скрипин, Фирсов
МПК: C03B 25/04
Метки: ампул, отжига, стеклянных
...максимальной температуре не обеспечивает снятие остаточных напряжений. Выдержка в течение более 160 с вызывает деформацию капилляра и сниМает производительность процесса,Охлаждение ампул до температуры отрезки колпачка со скоростью более 1500 град/мин вызывает появление в стекле остаточных напряжений со скоростью менее 600 град/мин снижает избыточное дэвление в ампуле и увеличивает вероятность попадания пыли в полость ампулы при отрезке колпачка.Отрезка колпачка при температуре выше Т затруднительна, так кэк при таких высоких температурах стекло теряет хрупкость и переходит в высоковязкое состояние. Отрезка колпачка при температуре ниже ТС не обеспечивает чистоты полости ампул от стеклянной пыли, так как снижается избыточное давление в...
Способ изготовления многожильной порошковой проволоки

Номер патента: 1754257
Опубликовано: 15.08.1992
Авторы: Варавин, Пилипенко, Степаненко, Хлебцевич, Шумский
МПК: B21C 1/00
Метки: многожильной, порошковой, проволоки
...втулкл 1 наборной оболочки, При этом необходимо, чтобы сопрягаемая поверхность соседней втулки С была гладкой (фиг. 4 и 5).Дпя увеличения количества токоведущих жил в порошковой провойокенарезка на боковыхповерхностях исходных втулок может быть выполнена многозаходной, При этом количество токоведущих жил, формуемых между сопрягаемыми поверхностями втулок, будет равно количеству заходов нарезки. Общее количество токоведущих жил о проволоке с - количество заходов нарезки винтовыхканавок на одной втулке;б - количество втулок в наборной оболочке,Для получения твистированной много жильной проволоки с различным направлением закручивзния жил следует чередоватьнаправление нарезки винтовых канавок навтулках в слоях наборной оболочки (фиг,...
Способ определения верхней и нижней границ отжига пеностекла

Номер патента: 1479877
Опубликовано: 15.05.1989
Авторы: Акулич, Демидович, Красько, Садченко, Титова
МПК: G01N 33/38
Метки: верхней, границ, нижней, отжига, пеностекла
...осциллограф и быстродействующий самопишущий прибор. Частотомером регистрируются интенсивность импульсов, осциллографом и са -мопишущим быстродействующим приборомамплитуда импульсов. Расчитываютсреднее значение произведения квадрата амплитуды на интенсивность импульсов (А 14), где А - амплитудасигналов АЗ, И - интенсивность исреднее значение частного от деления амплитуды к интенсивности (А/11)характеризующие проходящие процессыотжига. (А 1 и (А/И), соответственно составили 1500 усл, ед,(условных единиц) и 32010 усл. ед,Вторую серию образцов строительного пеностекла такой же плотности1 = 190 кг/м) помещают в муфельо,ную электропечь, нагревают до 550 С,выдерживают при этой температуре30 миц и равномерно охлахцают отоэтой температуры со...
Предыдущий патент: Способ реверсивной прокатки крупных заготовок
Следующий патент: Устройство для вертикальной регулировки валка прокатной клети
Случайный патент: Приспособление к осциллографу для записи кривых распределения электрических или магнитных полей в пространстве или электрического тока в проводнике