Способ прокалки керамических форм, получаемых по выплавляемым моделям
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 927411
Авторы: Бывальцев, Матвиевский, Руд, Танкелевич

Текст
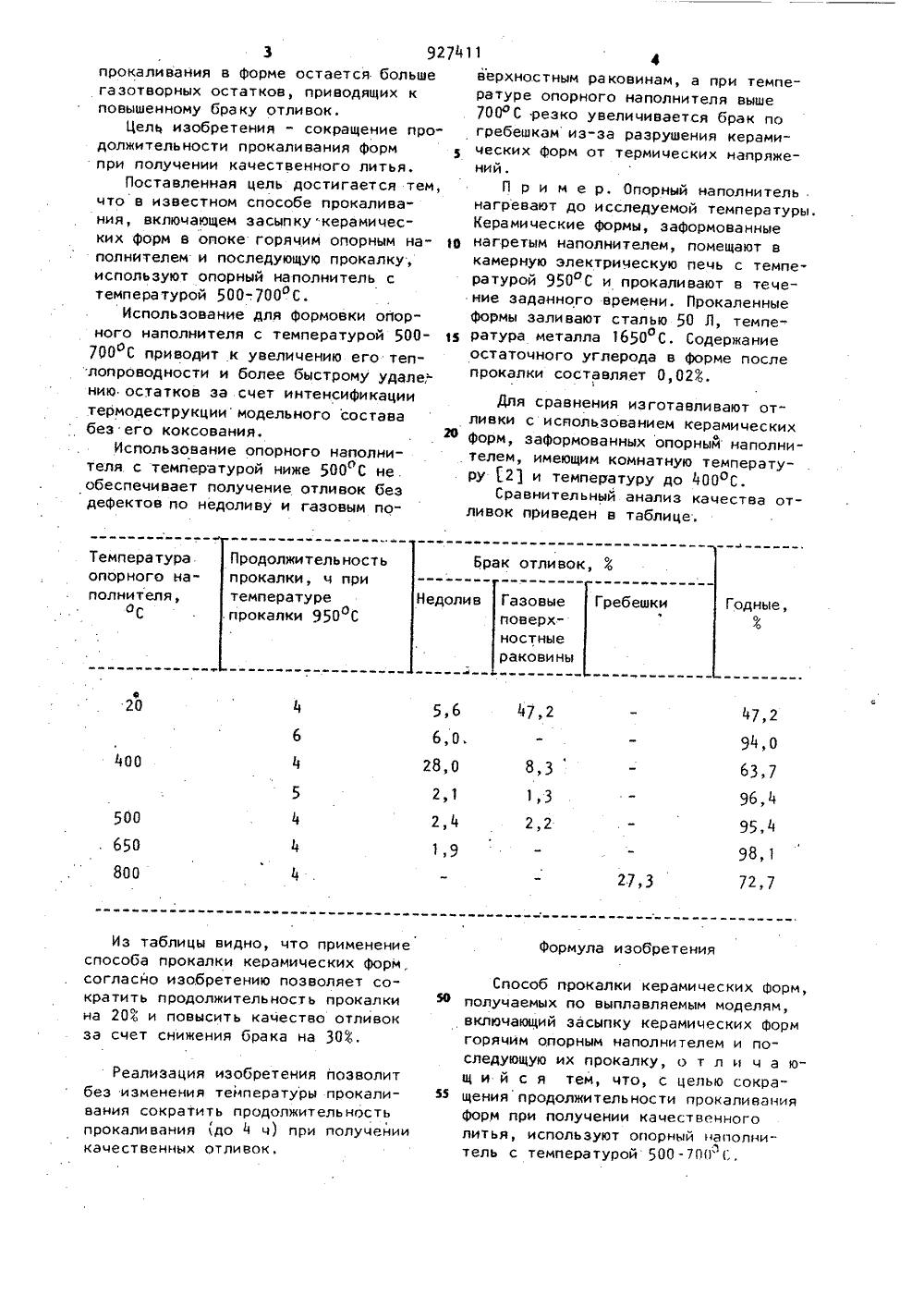
Союз СоветскикСоциапнстичеекинреспубики ОП ИСАНИЕИЗОБРЕТЕ Н ИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ и 927411з(51)М. Кл. В 22 С 9/12 с присоедннеинеат заявки М Гооударсткнай квинтет СССР оо данаи нзабоетеннй н отноытн 11(54) СПОСОБ ПРОКАЛКИ КЕРАМИЧЕСКИХ ФОРМ, ПОЛУЧАЕМЫХ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ Изобретение относится к литейному производству и может быть использовано при изготовлении отливок в формах, получаемых по выплавляемым моделям.Известен способ подготовки кера 5 мических литейных форм перед заливкой их металлом, путем засыпки предварительно прокаленных форм опорным наполнителем, нагретым до 600-800 оС 11.тоОднако из-за низкой термостойкости кварцевых форм и при засыпке форм опорным наполнителем, имеющим указанную температуру, с последующей их прокалкой получить в таких формах тонкостенные отливки развесом свыше 2-3 кг нельзя.Известен также способ прокалки керамических форм, по которому керамические формы устанавливают в опоку, засыпают опорным наполнителем и прокаливают при 900-950 ОСГ 21Этот способ требует продолжительного прокаливания керамических форм(4-20 ч) и характерен повышенным расходом энергии и высоким браком отли вокНаиболее близким по техническойсущности является способ прокалкикерамических форм, получаемых по выплавляемым моделям заформованных горячим наполнителем (до 300 С) 131Однако применение такого наполнителя не дает возможность сократитьпродолжительность прокаливания до4 ц из-за высокого брака отливок(более 36). Удалить остатки модельного состава за счет тепла опоро,ного наполнителя, нагретого до 300 С,не удается, ввиду того, что формазамедленно прогревается и в модельном составе протекают процессы коксования, которые особенно интенсивны при медленном нагреве в интервале 400-500 оС. Продукты же коксования удаляются (газифицируются) значительно медленнее, поэтому при тойже температуре и продолжитепьности47,2 47,2 94,0 63,7 96,4 95,4 98,1 20 6,0. 8,3 400 28,0 2,1 2,4 500 650 800 2,2 1,9 72,7 Формула изобретения 3 92 прокаливания в форме остается больше газотворных остатков, приводящих к повышенному браку отливок.Цель изобретения - сокращение продолжительности прокаливания форм при получении качественного литья.Поставленная цель достигается тем, что в известном способе прокаливания, включающем засыпку керамических форм в опоке горячим опорным наполнителем и последующую прокалку, используют опорный наполнитель с температурой 500-.700 ОС.Использование для формовки опорного наполнителя с температурой 500- 700 С приводит к увеличению его теплопроводности и более быстрому удалению остатков за счет интенсификации термодеструкции модельного состава без его коксования.Использование опорного наполнителя с температурой ниже 500"С не. обеспечивает получение отливок без дефектов по недоливу и газовым поИз таблицы видно, что применение способа прокалки керамических форм, согласно изобретению позволяет сократить продолжительность прокалки на 20, и повысить качество отливок за счет снижения брака на 30. Реализация изобретения позволит без изменения температуры прокаливания сократить продолжительность прокаливания до 4 ч) при получении качественных отливок. 7411 фверхностным раковинам, а при температуре опорного наполнителя выше700 дС резко увеличивается брак погребешкам из-за разрушения керамических форм от термических напряжений,П р и м е р, Опорный наполнительнагревают до исследуемой температурыКерамические формы, заформованные 1 в нагретым наполнителем, помещают вкамерную электрическую печь с температурой 950 С и прокаливают в течение заданного времени. ПрокаленныеФормы заливают сталью 50 Л, темпе ратура металла 1650 С. Содержаниеостаточного углерода в форме послепрокалки составляет 0,023.Для сравнения изготавливают отливки с использованием керамических 26форм, заформованных опорным наполнив.телем, имеющим комнатную температуру 1.21 и температуру до 400 оС.Сравнительный анализ качества отливок приведен в таблице. Брак отливок,Газовые Гребешки поверхностные раковины Способ прокалки керамических форм, в получаемых по выплавляемым моделям,включающий засыпку керамических формгорячим опорным наполнителем и последующую их прокалку, о т л и ч а ющ и й с я тем, что, с целью сокращения продолжительности прокаливанияформ при получении качественноголитья, используют опорный наполнитель с температурой 500-7 П) С.9274 Составитель И. КуницкаяТехред И. Надь Корректор А. Гриценко Редактор Н. Шильникова Тираж 853 ПодписноеВНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва, Ж, Раущская наб., д 4/5 Заказ 3075/14 филиал ППП "Патент", г, Ужгород, ул. Проектная,5 Источники информации,принятые во внимание при экспертизе 1. Авторское свидетельство СССР й 502691, кл. В 22 С 9/04, 1974. 2, Литье по выплавляемым моделям. Под ред, Я.И. Шкленника и В,А. Озе рова. Инженерная монография, МИаагиз, 1961, с. 296,3. Руссиян С.В. и Голованов Н.Н.Производство точного литья по выплавляемым моделям. Л "Судпром", 1958,с. 197.
СмотретьЗаявка
2623148, 02.06.1978
ПРЕДПРИЯТИЕ ПЯ М-5481
ТАНКЕЛЕВИЧ БОРИС ШОЛОМОВИЧ, БЫВАЛЬЦЕВ ЭРИК ПЕТРОВИЧ, РУДЬ АЛЕКСАНДР ВАСИЛЬЕВИЧ, МАТВИЕВСКИЙ АЛЕКСАНДР ИВАНОВИЧ
МПК / Метки
МПК: B22C 9/12
Метки: выплавляемым, керамических, моделям, получаемых, прокалки, форм
Опубликовано: 15.05.1982
Код ссылки
<a href="https://patents.su/3-927411-sposob-prokalki-keramicheskikh-form-poluchaemykh-po-vyplavlyaemym-modelyam.html" target="_blank" rel="follow" title="База патентов СССР">Способ прокалки керамических форм, получаемых по выплавляемым моделям</a>
Токопроводящее покрытие для изготовления керамических форм в производстве литья по выплавляемым или выжигаемым моделям методом электрофореза

Номер патента: 557862
Опубликовано: 15.05.1977
Авторы: Лучко, Некрасов, Рыжков, Солонский, Сыч
МПК: B22C 3/00
Метки: выжигаемым, выплавляемым, керамических, литья, методом, моделям, покрытие, производстве, токопроводящее, форм, электрофореза
...и до 45 - 55 кгс/см в обожженном состоянии.Входящая в состав суспензии кальцийалю мохромфосфатная связка плотности 1,65 г/смимеет следующий состав, вес, %:Фосфорный ангидрид 26,0 - 29,5 Хромовый ангидрид 9,6 - 13,0 Окись кальция 2,5 - 5,2 10 Окись алюминия 2,5 - 4,2Окись хрома 3,7 - 5,0 Вода Остальное. В таблице приведены составы 1, 2 и 3 пред лагаемого покрытия, причем основа состава1 - микропорошок электрокорунда, состава 2 - дистенсилиманитовый концентрат, состава 3 в сме микропорошка электрокорунда 50% и дистенсилиманитового концентрата 20 50%. Содержание вес оо Компонент 30 15 20 Кальцийалюмохромфосфатная связкаВодный раствор соляной кислотыПАВ контакт ПетроваОП20 ОО-ный 20 30%-ный 10 0,0525%-ный 13 0,03 0,083,0 ОП1,2 5 Глина...
Способ прокаливания керамических форм

Номер патента: 660773
Опубликовано: 05.05.1979
Авторы: Журавлев, Кириевский, Масленников, Чижов, Шипулин
МПК: B22C 9/12
Метки: керамических, прокаливания, форм
...форм при 550-600 С в течение 1,2-1,5 час, температуру прокаливания повышают до 870-900 оС и при этой температуре Форму выдерживают в течение 1,2-, 1,5 час.Процесс прокаливания форм состоим в следующем.Оболочковые керамические формы с наполнителем помещают в печь с температурой в печи около 600 С.о Форма прогревается до этой температуры, В период выдержки форм (0,5- 1 час) при 550-6000 С осуществляется приток воздушной смеси на поверхнос ти форм. Происходит интенсивное горение продуктов модельного состава.Увеличение температуры предварительной выдержки более ь 00 С нежелательно, так как это приводит к увеличению окисления всех металлических деталей, находящихся в полости печи.При уменьшении температуры предварительной выдержки в печи...
Способ стабилизации формы чугунных отливок

Номер патента: 428011
Опубликовано: 15.05.1974
МПК: C21D 7/10
Метки: отливок, стабилизации, формы, чугунных
...способ стабилизации формы чугунных отливок, включающий статическое нагружение, например 5 - 6-кратное, при продолжительности цикла обработки 20 - 30 мин. Однако известный способ не обеспечивает удовлетворительной производительности при обработке отливок с низким уровнем остаточных напряжений.С целью сокращения продолжительности обработки отливок с низким уровнем остаточных напряжений по предложенному способу нагружение производят напряжениями, превышающими остаточное в 3 - 6 раз, при продолжительности цикла обработки 0,0002 - 0,075 час.Предложенный способ, например, применительно к обработке чугунных отливок с величиной остаточных линейных напряжений не более 3 кг/ми 2, включает статическое нагружение напряжениями, превышающими...
Суспензия для изготовления керамических форм по выплавляемым моделям

Номер патента: 670373
Опубликовано: 30.06.1979
Авторы: Бредис, Середкин, Труфанов, Фирсов
МПК: B22C 1/02
Метки: выплавляемым, керамических, моделям, суспензия, форм
...при 28 - 30 С в течение 1 О 2 ч каждый слои. Вытопку модельного состава проводят в воде,Составы предложенной суспензии и физико-механические свойства приведены в таблице. Удельная прочность,ои кг/смясухих форм после вытопкиЭТС НО Упрочняющая добавка НС 1 79,6 72 0,3 80 70,9 74,2 0,6 20 84 68,4 75 10 20 0,6 88,4 70,9 75,1 0,6 20 82,3 732 20 70,9 0,6 83,2 75,0 20 0,6 70,9 86,0 20 0,6 70,9 76,0 89,0 Прочность сухих форм - 74,3 кг/см, 15прочность форм после вытопки модельногосостава - 90,0 кг/см,Таким образом, добавка в количестве0,1 - 1,0 вес,% в суспензию позволяет повысить прочность сухих форм до 72 - 2075 кг/см, а прочность форм после вытопкимодельного состава до 80 - 90 кг/см.Увеличение содержания добавки титанавыше 1,0 вес. с/в не...
Способ прокалки керамических форм, получаемых по выплавляемым моделям

Номер патента: 829316
Опубликовано: 15.05.1981
Авторы: Березовский, Кириевский, Марфунин, Цайзер, Чихачев, Шипулин
МПК: B22C 9/12
Метки: выплавляемым, керамических, моделям, получаемых, прокалки, форм
...или калиевой селитры, или пятиокись ванадия, приготавливают вемкости с подогревом. Температурараствора выбирается в интервале 20100 ОС в связи с необходимостью максимального увеличения содержанияокислителя в растворе, В зависимости от температуры раствора изменяется согласно данным растворимостии предложенное содержание растворителя (насыщенный раствор) . После выливания насыщенного раствора изполости оболочки последняя подаетсяна сушку. При этом часть насыщенного раствора остается на стенках формы и внутри ее, При сушке (нагреве)жидкость раствора испаряется и навнутренних стенках оболочки остаетсяслой окислителя. В процессе прокалкипри нагреве выше 300-700 С окислиотель разлагается с выделением кислорода. Остатки модельного состава...
Предыдущий патент: Механизм переноса звена цепи в цепевязальном автомате
Следующий патент: Способ нанесения покрытия на рабочую поверхность изложницы
Случайный патент: Счетчик отрезаемых талонов и т. п.