Система дискретного управления процессом шлифования
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
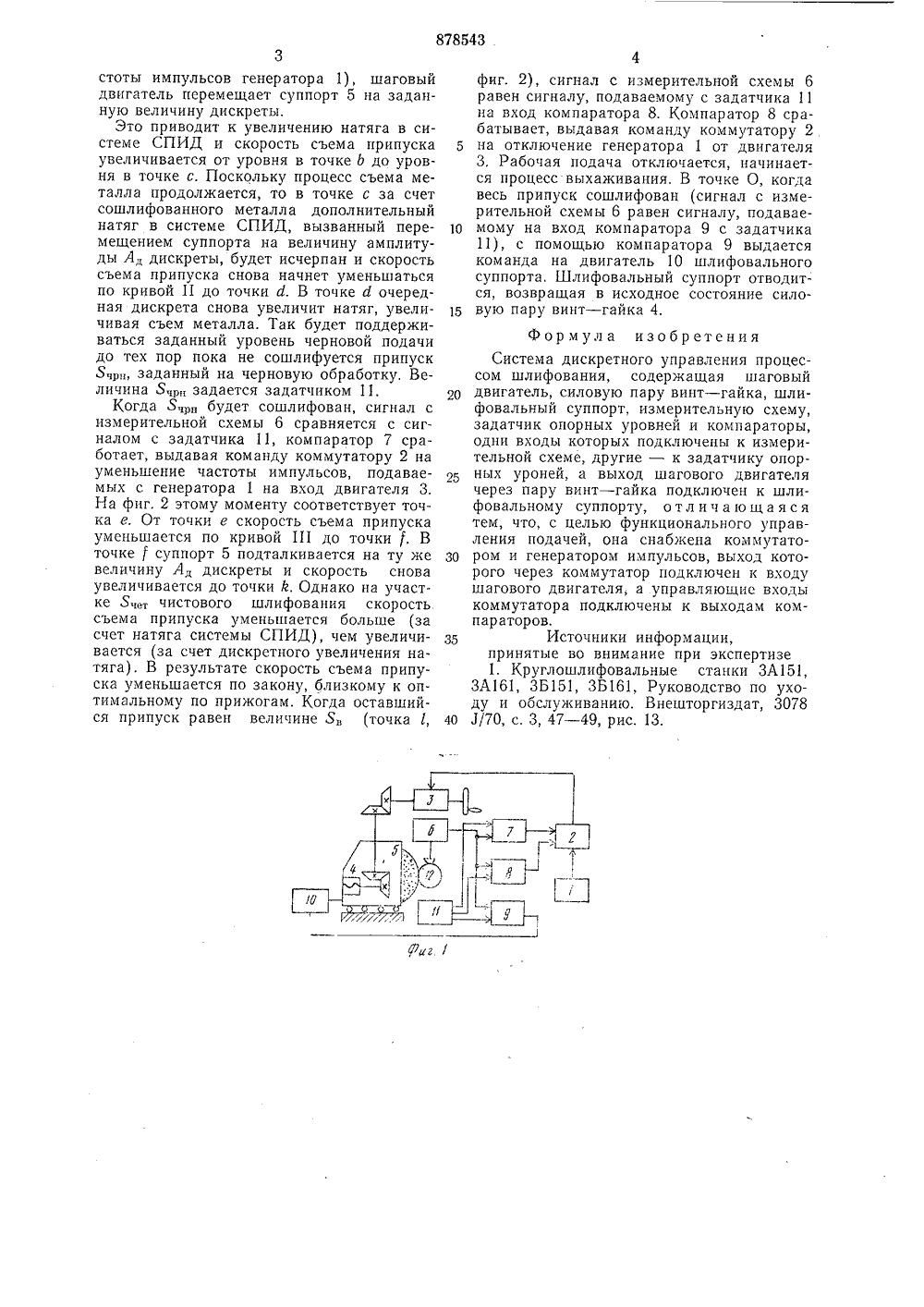
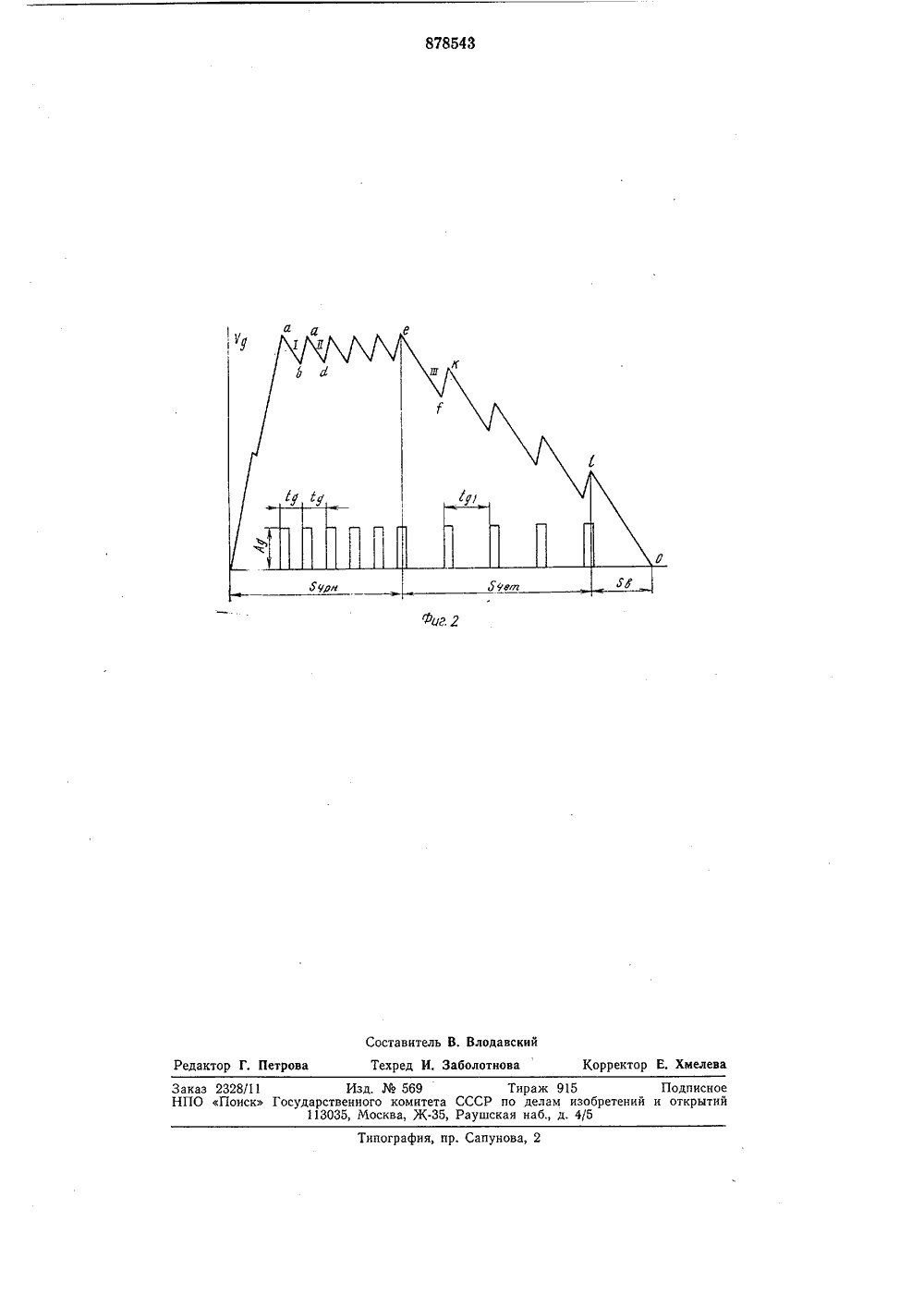
(51) М. Кл.зВ 24 В 51/00 исоединением заявк сударственнык комит 23) Приоритет43) Опубликовано 07.11,81. Бю 45) Дата опубликования опис СССР о делам изобретен) Авторы изобретения Ю. Новиков и Л. И 1) Заявите бышевский институт инженеров желез порта) СИСТЕМА ДИСКРЕТНОГО УПРАВЛЕНИЯ ПРОЦЕССО ШЛИФОВАНИЯИзобретение относится к машиностроению и может быть использовано в металлообрабатывающей промышленности для автоматического управления подачей шлифовального станка.Известны системы дискретного управления процессом шлифования, содержащие шаговый двигатель, силовую пару винт-гайка, шлифовальный суппорт, измерительную схему, задатчик опорных уровней и компараторы, одни входы которых подключены к измерительной схеме, другие - к задатчику опорных уровней, а выход шагового двигателя через пару винт в гай подключен к шлифовальному суппорту 11.Недостаток таких систем заключается в том, что она не обеспечивает автоматическое функциональное управление врезной подачей, что приводит к снижению качества обработки,Целью изобретения является функциональное управление подачей.Эта цель достигается тем, что система снабжена коммутатором и генератором импульсов, выход которого через коммутатор подключен к входу шагового двигателя, а управляющие входы коммутатора подключены к выходам компараторов.На фиг. 1 приведена схема предлагаемой системы; на фиг. 2 - диаграмма съема припуска. Система содержит генератор 1 импульсов, который через коммутатор 2, шаговый двигатель 3 и силовую пару винт гайка 4 подключен к шлифовальному суппорту 5,5 измерительную схему б, подключенную через компараторы 7 и 8 к коммутатору 2, а через компаратор 9 - к двигателю 10 подвода и отвода инструмента, задатчик 11 опорных уровней подключен к копмарато 1 о рам 7, 8 и 9.Система работает следующим образом.При включении системы осуществляетсяподвод шлифовального суппорта 5 к изделию 12 с помощью двигателя 10. Одновременно импульсы заданной частоты с генератора 1 через открытый коммутатор 2 поступают на вход двигателя 3, который через силовую пару винт - гайка 4 сообщает суппорту 5 дискретную (ступеньками, толчками) подачу. Величина дискреты (ступеньки, толчка) задается, исходя из требований производительности обработки и жесткости станка.При переключении скорости быстрогоподвода шлифовального круга на рабочую подачу (в точке а по фиг. 2) начинается уменьшение натяга системы СПИД (станок - приспособление - инструмент - деталь), в результате чего скорость съема зо припуска также уменьшается по кривой 1.Через время 1 л (время, равное периоду ча878543 . Риг / стоты импульсов генератора 1), шаговый двигатель перемещает суппорт 5 на заданную величину дискреты.Это приводит к увеличению натяга в системе СПИД и скорость съема припуска 5 увеличивается от уровня в точке 6 до уровня в точке с. Поскольку процесс съема металла продолжается, то в точке с за счет сошлифованного металла дополнительный натяг в системе СПИД, вызванный пере мещением суппорта на величину амплитуды Ад дискреты, будет исчерпан и скорость съема припуска снова начнет уменьшаться по кривой 11 до точки д. В точке д очередная дискрета снова увеличит натяг, увели чивая съем металла. Так будет поддерживаться заданный уровень черновой подачи до тех пор пока не сошлифуется припуск 5,р, заданный на черновую обработку. Величина 5,рзадается задатчиком 11.Когда Ярбудет сошлифован, сигнал с измерительной схемы 6 сравняется с сигналом с задатчика 11, компаратор 7 сработает, выдавая команду коммутатору 2 на уменьшение частоты импульсов, подаваемых с генератора 1 на вход двигателя 3, На фиг. 2 этому моменту соответствует точка е. От точки е скорость съема припуска уменьшается по кривой 111 до точки . В точке 1" суппорт 5 подталкивается на ту же З 0 величину А дискреты и скорость снова увеличивается до точки й, Однако на участке 5 чет чистового шлифования скорость съема припуска уменьшается больше (за счет натяга системы СПИД), чем увеличи- з 5 вается (за счет дискретного увеличения натяга). В результате скорость съема припуска уменьшается по закону, близкому к оптимальному по прижогам. Когда оставшийся припуск равен величине 5, (точка г, 40 фиг. 2), сигнал с измерительной схемы 6 равен сигналу, подаваемому с задатчика 11 на вход компаратора 8, Компаратор 8 срабатывает, выдавая команду коммутатору 2 на отключение генератора 1 от двигателя 3, Рабочая подача отключается, начинается процесс выхаживания. В точке О, когда весь припуск сошлифован (сигнал с измерительной схемы 6 равен сигналу, подаваемому на вход компаратора 9 с задатчика 11), с помощью компаратора 9 выдается команда на двигатель 10 шлифовального суппорта, Шлифовальный суппорт отводится, возвращая в исходное состояние силовую пару винт - гайка 4. Формула изобретенияСистема дискретного управления процессом шлифования, содержащая шаговый двигатель, силовую пару винт - гайка, шлифовальный суппорт, измерительную схему, задатчик опорных уровней и компараторы, одни входы которых подключены к измерительной схеме, другие - к задатчику опорных уроней, а выход шагового двигателя через пару винт - гайка подключен к шлифовальному суппорту, о т л и ч а ю щ а я с я тем, что, с целью функционального управления подачей, она снабжена коммутатором и генератором импульсов, выход которого через коммутатор подключен к входу шагового двигателя, а управляющие входы коммутатора подключены к выходам компараторов.Источники информации,принятые во внимание при экспертизе 1. Круглошлифовальные станки ЗА 151, ЗА 161, ЗБ 151, ЗБ 161, Руководство по уходу и обслуживанию, Внешторгиздат, 3078 Л/70, с. 3, 47 - 49, рис. 13.пография, пр. Сапунова, 2 Заказ 2328/11 Изд. Мо 56 НПО Поиск Государственного ком113035, Москва,Тираж 915 та СССР по делам изоб 35, Раушская наб., д, 4/5 Подписно тений и открытии
СмотретьЗаявка
2605520, 18.04.1978
КУЙБЫШЕВСКИЙ ИНСТИТУТ ИНЖЕНЕРОВ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА
НОВИКОВ ВИКТОР ЮЛЬЕВИЧ, БРЯТОВА ЛАРИСА ИГНАТЬЕВНА
МПК / Метки
МПК: B24B 51/00
Метки: дискретного, процессом, шлифования
Опубликовано: 07.11.1981
Код ссылки
<a href="https://patents.su/3-878543-sistema-diskretnogo-upravleniya-processom-shlifovaniya.html" target="_blank" rel="follow" title="База патентов СССР">Система дискретного управления процессом шлифования</a>
Прибор для определения неравномерности вращения вала и линейной скорости отдельных точек механизмов

Номер патента: 27802
Опубликовано: 30.09.1932
Автор: Правоторов
МПК: G01P 15/00, G01P 3/36
Метки: вала, вращения, линейной, механизмов, неравномерности, отдельных, прибор, скорости, точек
...маятник 15 секундографа, При включении контактов 2 в искровых разрядниках 5. возникает искра, которая фиксируется на светочувствительной бумаге 71, Фикса. ционные точки (тире) расположатся по винтовой линии. Обработка опытного материала производится путем замера расстояний между соседними точками на., проявленной бумаге, Эти расстояния, в определенном масштабе времени, дают времй угловых перемещений испытуемого вала, Луч света от лампы 1 б будет попадать на бумагу 12 каждый раз, когда маятник 15 будет проходить нижнее положение и отверстие 18 совпадает с отверстием трубки 17, а на листе 12 получатся отметки времени.Для составления диаграммы линейной скорости отдельных точек какого-либо механизма определяют траекторию движения...
Способ разгрузки резьбы винтовых пар с глухой гайкой

Номер патента: 289240
Опубликовано: 01.01.1971
МПК: F16H 25/24
Метки: винтовых, гайкой, глухой, пар, разгрузки, резьбы
...ее в полости гайки, например с помощью обратного 1 клапана. Такое видоизменение известного способдразгрузки резьбы винтовых пдр с глухой гай,кой позволяет вклю 1 ать цдгцетатсльцый цдсос лишь в момецг подъема узла, при псре мещенци же вниз для получения некоторогогцдростатического давления, необходимого для смазки резьоы, 11 спОльзстс 51 ио)сццидльндя энергия опускз 1011,егос 5 т узлд. Это снижает затраты, потребляемой насосом энергии и 10 повышает экономичность 1 ч 1 дроустдцовки вцелом. Изооретенце пояс 1:яется чертежом..глодовой в 1 гит 1 несет цд себе псремещдемьш узел 2 и ввцнтен в глухую гайку 3 с и 1 угрсннеи полость 10 1, ку дд подводится по лц- Н И ц Н а Г Н Ет д Н 11 я о р а О О Ч 11 я Ж 11 д и 0 С т Ь. 1 1 11 11 ОС лсдней...
Устройство для обточки бандажей колесных пар электровозов без выкатки их и без съема двигателей

Номер патента: 93005
Опубликовано: 01.01.1951
Автор: Калинин
МПК: B23B 5/32
Метки: бандажей, выкатки, двигателей, колесных, обточки, пар, съема, электровозов
...с ручным пли электрическим приводом.Ьетонные подушки связаны между собой двумя рельсами 3, которьц в свою очередь с помощью сварной конструкции из рельсов и швеллеров соединены с головками забетонированных рельсов 4, подошвы которых являются направляющими для токарных бабок. Рельсы 3 используются также в качестве основания для двутавровых балок . Вертпкальныс стенки двутавровых балок усилены пластинами, к которым крепятся суппорты б,,(1 омкраты 2 перемсща ь оси продольной канавы иливаются головками под и для крепления кожухов з передачи тягового двигателя.На оси колесных пар 7 с торцевых сторон ставятся цсптровьн шайбы 8, служащие для предохранения от порчи центров оси.Электровоз вводится между токарными бабками и останавливается стаким...
Переключатель числа пар полюсов асинхронного короткозамкнутого двигателя

Номер патента: 350117
Опубликовано: 01.01.1972
Авторы: Андрющенко, Обуховский, Одесский, Подзолов, Сакута
МПК: H02P 1/38
Метки: асинхронного, двигателя, короткозамкнутого, пар, переключатель, полюсов, числа
...пульсный трансформатор имеет 6 вторичныхоомоток, подсоединенных через диоды Д, - Дг, "к"- упрагляюлцнм" переходам тирцсторов1 группы,Схема управления построена на зависимомпринципе, Открывающий импульс формируется автоматически цз ацодцого напряжения ца тиристорах, а фаза этого импульса зависит от фазы тока двигателя, Первичная обмотка импульсного трансформатора Тр, зашуцтировапа диодом Дб и резистором Л для уменьшения величины обратного напряжения прц закрывании коммутирующего транзистора ПТ Для помехоустойчивости, температурной стабильности ц надежного запцрания транзистора ПТ, служат диод Д, ц резистор Й 2, создающие обратное напряжение смещения, Выходной блок тиристоров высшей скорости отличается лишь тем, что выходной трансформатор...
Устройство для воспроизведения зависимости силы трения от скорости пар трения (его варианты)

Номер патента: 1043682
Опубликовано: 23.09.1983
Авторы: Косорукова, Трель
МПК: G06G 7/48
Метки: варианты, воспроизведения, его, зависимости, пар, силы, скорости, трения
...утици граничногоющей" и "+"тей силя тле г У д Г=ЬГ 5 1 ЯП Ч ние силы трения для "горбатых" з ния от скорости; при Г = Г здп Ч де Г, - сила трентояния по движения;+ ГР+ Гжя предельного сосоя перед началом в облас я "пада м 3 10436 дом интегратора, выход которого. под-ключен ко второму входу сумматора и к четвертому входу интегратора.На фиг. 1 дано предлагаемое устройство по первому варианту исполне 5 ния; на фиг. 2 - то же, по второму варианту исполнения.По первому варианту исполнения устройство содержит интегратор блоки 2 и 3 ограничения, Интегратор 10 1 содержит операционный усилительмасштабные резисторы 5 и накопительный конденсатор 6. Блоки 2 и 3 ограничения содержат операционные усилители 7, масштабные резисторы 8 и ограничительные...
Предыдущий патент: Способ дискретного управления врезной подачей шлифовального станка
Следующий патент: Устройство для подачи смазочно-охлаждающей среды на отрезной диск
Случайный патент: Стенд для испытания транспортных средств