Способ изготовления холоднодеформированных труб
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
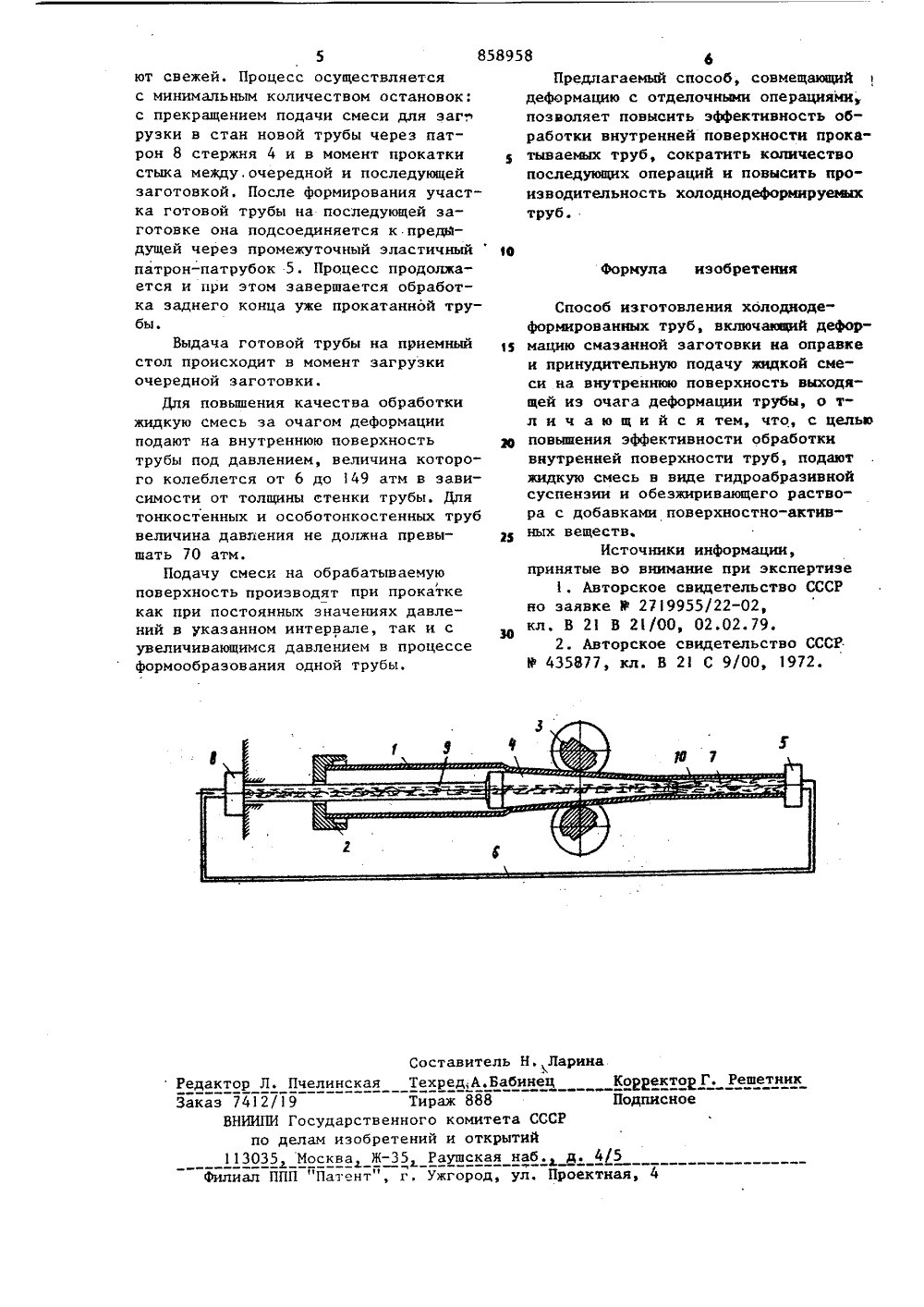
.М. Друян, В.ф. Балакин, А,Г. Карпов Ю.Г. Гуляев и Ю.Б, Жуковский 72) Авторы изобретеии пропетровский ордена Трудового металлургический инсти Заявите 54) СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОДЕФОРМИРОВАННЬ ТРУБИзобретение относится к способам получения холоднокатанных труб методом периодической валковой либо роликовой прокатки и может быть использовано при производстве труб в поточных линиях.Известен способ изготовления хо" лоднодеформируемых труб, включающий предварительное нанесение на поверхность заготовки смазки, ее прокатку в очаге деформации на оправке с удлиненной выходной частью, на которой происходит шлифовка внутренней поверхности выходящей из очага деформации трубы, что позволяет в некоторой степени снизить операции по отделке труб 1 .Однако способ шлифовки с перемещением продуктов абразивной очистки против хода прокатки и их накоплением в специальных проточках снижает эффект от перекрытия времени прокатки и шлифовки иэ-эа частых остановок стана для механического удаления продуктов очистки, При прокатке труб со смазочными покрытиями на внутренней поверхности смазки могут забивать участок с абразивным покрытием, что снижает качество шлифовки. Кроме того для удаления смазки и продуктов шлифовки, которые, увлекаемые смазкой при заполнении проточек-накопителей, могут остаться на внутренней поверхности труб, требуется дополнительная операция промывки.Наиболее близок к предлагаемому способ изготовления холоднодеформированных труб, включающий нанесение смазки на поверхность заготовки, ее деформацию волочением на оправке и принудительную в процессе волочения струйную подачу жидкой смазки под давлением на внутреннюю поверхность трубы за очагом деформации через оправку 21.Недостаток этого способа состоит в том, что применяемая жидкая смазка не обеспечивает одновременногомеханико-химического воздействия на внутреннюю поверхность трубы, т.е. не позволяет при химическом воздействии снять с внутренней поверхности дефектные слои, что снижает эффективность обработки внутренней поверхности.Цель изобретения - повьппение эффективности обработки внутренней поверхности труб.Для достижения этой цели в способе изготовления холоднодеформированных труб, включающем деформацию смазанной заготовки на оправке и принудительную подачу жидкой смеси на внутреннюю поверхность выходящей из очага деформации трубы, жидкую смесь подают в виде гидроабразивной суспенэии и обезжиривающего раствора с добавками поверхностно-активных веществ,Подача такой жидкой смеси за очагом деформации на внутреннюю поверх.ность труб обеспечивает гидроабразивную обработку ее, Одновременно со шлифовкой, а при определенном подборе величины зерна абразива полировкой внутренней поверхности труб, происходит и снятие дефектного слоя, что позволяет исключать из последующей обработки операции травления.Применение смеси гидроабразивной суспензии с обезжиривающим раствором позволяет одновременно с операцией деформирования помимо дополнительной отделочной операции по ремонту внутренней поверхности готовых труб осуществлять ряд операций химической обработки: снятие технологической смазки, обезжиривание, промывку, снятие тонкого слоя поверхностных окислов для нанесения подсмаэочного технологического покрытия у предельных труб и т.д.Совместное механико-химическое воздействие смеси на внутреннюю поверхность труб с повышением эффективности воздействия добавками поверхностно- активных веществ (ПАВ), способствующими смачиванию поверхности и проникновению обезжиривающего раствора вмикроскопические поры и трещины, атакже повышенной температуры раствора и его активной циркуляции позволитуменьшить время протекания процесса и повысить скорость операций обработки, т.е, повысить эффективность обработки внутренней поверхности труб55 бора, карбид титана, борид титана,алмазный порошок, шлифовальная пыльи т,д. с размером частиц в эависимости от требуемого класса обработки впределах 0,01-1,5 мк. Жидкая смесь .используется многократно до повышения концентрации продуктов очисткивыше допустимой, после чего ее эаменя 58958 фНа чертеже представлена схема осуществления способа.Способ заключается в том, что наисходную трубную заготовку наносятсмазку и ее прокатывают на оправкесо смазкой в очаге деформации и спринудительной подачей на внутреннюю поверхность выходящей иэ очагадеформации трубы жидкой смеси в видегидроабразивной суспенэии и обеэжиривающего раствора с добавками поверхностно-активных веществ.Предлагаемый способ осуществляется следующим образом,15 Заготовку 1 пРедваРительно смазанную, устанавливают в патроне 2 идеформируют ручьевыми валками 3 илироликами (на чертеже не указаны)на оправке 4 до момента, когда с оправки сходит участок сдеформировавшейся трубы, затем к торцу ее подсоединяют подвижный патрон-патрубок 5,который подключают в общую систему6 циркуляции жидкой смеси 7. После25 подсоединения патрона-патрубка 5 через неподвижный патрон 8 стержня 9 иосевой канал оправки на внутреннююповерхность выходящей из очага деформации трубы 10 в процессе деформации принудительно подают жидкуюсмесь в виде гидроабразивной суспензии и обеэжиривающего раствора с добавками. ПАВ, Подачу смеси осуществляют струями направленными под острым35углом (10-75 ) к оси трубы,В качестве обезжиривающего (либотравильного) раствора предлагаетсяиспользовать применяемые на современных трубных заводах растворы,содержащие, например, силикаты, фосфаты натрия, едкий натр, растворыазотной, соляной, плавиковой кислоти их солей и т,д. с добавками ПАВ порядка 0,5-1,52 (могут быть использованы диоктилсульфосукцинат натрия,4сульфонат и т.д.). Концентрация растворов подбирается в производственныхусловиях для каждого конкретногослучая.В качестве абразивных частиц могутбыть использованы карборунд, нитрид858958 5ют свежей. Процесс осуществляется с минимальным количеством остановок: с прекращением подачи смеси для заг рузки в стан новой трубы через патрон 8 стержня 4 и в момент прокатки стыка между, очередной и последующей заготовкой. После формирования участка готовой трубы на последующей заготовке она подсоединяется к.предйдущей через промежуточный эластичныйпатрон-патрубок 5. Процесс продолжается и прн этом завершается обработка заднего конца уже прокатанной трубы.Выдача готовой трубы на приемный стол происходит в момент загрузки очередной заготовки.Для повышения качества обработки жидкую смесь за очагом деформации подают на внутреннюю поверхность трубы под давлением, величина которого колеблется от 6 до 149 атм в зависимости от толщины стенки трубы, Для тонкостенных и особотонкостенных труб величина давления не должна превышать 70 атм.Подачу смеси на обрабатываемую поверхность производят при прокатке как при постоянных значениях давлений в указанном интервале, так и с увеличивающимся давлением в процессе формообразования одной трубы. 6Предлагаемый способ, совмещающий деформацию с отделочными операциями позволяет повысить эффективность обработки внутренней поверхности прока" тываемых труб, сократить количество последующих операций и повысить производительность холоднодеформируемых труб. Формула изобретения Способ изготовления холоднодеформированиых труб, включающий дефор 1 Ю мацию смазанной заготовки иа оправкеи принудительную подачу жидкой смеси на внутреннюю поверхность выходящей из очага деформации трубы, о тл и ч а ю щ и й с я тем, что, с цельющ повышения эффективности обработкивнутренней поверхности труб, подаютжидкую смесь в виде гидроабразивнойсуспензии и обезжиривающего раствора с добавками поверхностно-активных веществ.Источники информации,принятые во внимание при экспертизеАвторское свидетельство СССРно заявке В 2719955/22-02,кл. В 21 В 21/00, 02.02.79.2. Авторское свидетельство СССРВ 435877, кл. В 21 С 9/00, 1972.Составитель Н. ЛаринаРедактор Л. Пчелинская Техред,А.Бабинец Корректор Г. РешетникПодписное Заказ 7412/19 Тираж 888 ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035 Иосквад Ж 35 д Раушская наб. д. 4/5
СмотретьЗаявка
2873836, 29.11.1979
ДНЕПРОПЕТРОВСКИЙ ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ МЕТАЛЛУРГИЧЕСКИЙ ИНСТИТУТ
ДРУЯН ВЛАДИМИР МИХАЙЛОВИЧ, БАЛАКИН ВАЛЕРИЙ ФЕДОРОВИЧ, КАРПОВ АЛЕКСАНДР ГЕОРГИЕВИЧ, КИРИЧЕНКО ВИКТОР ВАСИЛЬЕВИЧ, ГУЛЯЕВ ЮРИЙ ГЕННАДИЕВИЧ, ЖУКОВСКИЙ ЮРИЙ БОРИСОВИЧ
МПК / Метки
МПК: B21B 21/00
Метки: труб, холоднодеформированных
Опубликовано: 30.08.1981
Код ссылки
<a href="https://patents.su/3-858958-sposob-izgotovleniya-kholodnodeformirovannykh-trub.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления холоднодеформированных труб</a>
Устройство для измерения угла конуса внутренних конических поверхностей деталей

Номер патента: 932224
Опубликовано: 30.05.1982
Автор: Бочарников
МПК: G01B 11/26
Метки: внутренних, конических, конуса, поверхностей, угла
...продольную каретку 4,40выполненную с возможностью перемещения по направляющим 3 стойки 2 и имеющую направляющие 5, поперечную каретку 6, выполненную с возможностьюперемещения по направляющим 5, приз 45му 7 для установки контролируемойдетали 8, автоколлимационный теодолит 9 и плоское зеркало 10,Устройство работает следующимобразом.При юстировке установки автоколлимационный теодолит 9 устанавливается таким образом, чтобы при измерениях ось его зрительной трубы перемещалась бы в вертикальной плоскости,перпендикулярной отражательной поверхности плоского зеркала 10, а принулевом отсчете на вертикальном круге автоколлимационного теодолита 9 указанная ось должна быть горизонтальна,Плоскость симметрии призмы 7 дляустановки контролируемой...
Устройство для обработки внутренней цилиндрической поверхности

Номер патента: 1450932
Опубликовано: 15.01.1989
Авторы: Нагайцев, Хуснутдинов
МПК: B23C 3/12
Метки: внутренней, поверхности, цилиндрической
...зазора Ь,. Величина зазора о, такова, что позволяет шариковой (роликовой) обойме уменьшаться до размера диаметра ДФ (диаметра фрезы). Шариковые (роликовые) втулки опираются на разрезную фиксируемую выступом от поворота упругую втулку 10, компенсирующую износ шариков (роликов) при их наработке. Зазор Ь, аналогичен указанному зазору Ь , что позволяет увеличить долговечность шариковой (роликовой) обоймы. Лопасти турбины 3 установлены на ступице 11,которая придает им жесткость. Лопасти турбины 3 связаны с корпусом узла 2 упрочнения кольцевой перемычкой 12. Устройство работает следующим образом.В устройстве для обработки внутренней цилиндрической поверхности, выполненном в виде цилиндрического тела, под требуемый диаметр трубопровода...
Устройство для электроэрозионной обработки внутренней цилиндрической поверхности корпуса распылителя

Номер патента: 1143538
Опубликовано: 07.03.1985
Авторы: Галушин, Журавлев, Страдов, Харькова
МПК: B23H 1/00
Метки: внутренней, корпуса, поверхности, распылителя, цилиндрической, электроэрозионной
...относительно оси оправки, а нерабочие поверхности измерительного контакта расположены параллельно стенкам паза.Такое выполнение устройства позволяет полностью исключить вибрацию оправки, заменить пластическую деФормацию измерительного контакта и оправки упругой деформации в пределах допуска и установить изделие на оправке соосно с электродом-инструментом, а положение измерительного контакта стабилизировать относительно обрабатываемого изделия. Тем самым стабилизируется межэлектродный промежуток в пределах +107 от оптимального, увеличивается площадь живого сечения оправки при одновременном снижении коэффициента заполненности. Турбулентное течение диэлектрической жидкости заменяется ламинарным, что улучшает условия удаления продуктов...
Устройство для подогрева горючей смеси в двигателе внутреннего сгорания

Номер патента: 1321886
Опубликовано: 07.07.1987
Авторы: Куличев, Семерня, Федянов
МПК: F02M 31/04
Метки: внутреннего, горючей, двигателе, подогрева, сгорания, смеси
...по впускному трубопрово лу м1.олагают, что5 у =- опл +3 - 4):0, (1)где (34) 10 в . расстояние от поверхностивпускного трубопровода го ловки 6 блока цилиндрало линии боковой стенки 16 кольцевого углубления 14, в которую попадает свободная поверхность топливной пленки, гарантирующее не перехлестывание топливаза пределы кольцевого углубления, м.Из известных формул движения под действием силы тяжести с начальной скоростью в горизонтальном направлении составляют систему двух уравненийФорлула изобретения 50 55 ос =0,02 Такое изменение температуры воздуха влечет за собой изменение коэффициента наполнения двигателя с предлагаемым устройством Чв сравнении с коэффициентом наполнения двигателя без устройства Ч, при- чем или в процентном...
Устройство для очистки внутренней цилиндрической поверхности

Номер патента: 1498568
Опубликовано: 07.08.1989
МПК: B08B 9/04
Метки: внутренней, поверхности, цилиндрической
...работе устройство вводится без вращения в отверстие 6, происходит первоначальный контакт части витка пружины с очищаемой поверхностью. Прн этом происходит не только очистка поверхности пружиной 1, но иочистка противоположного участка поверхности отверстия прижатым режущим инструментом 5, При дальнейшем движении устройства контакт с очищаемой поверхностью осуществляется по другим участкам витков пружины и инструмента, а сам режущий инструмент полностью обходит контур очищаемого отверстия при перемещении устройства 10 на величину, большую или равную шагу пружины 1 в отверстии.Для надежной работы устройства следует применять плавающее соединение привода перемещения и средства 15 перемещения очистного элемента или такое средство...
Предыдущий патент: Клеть прокатного стана
Следующий патент: Патрон поворота заготовки стана холодной прокатки труб
Случайный патент: Вихревой движитель