Способ реверсивной горячей прокатки листов и полос преимущественно из латуни
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
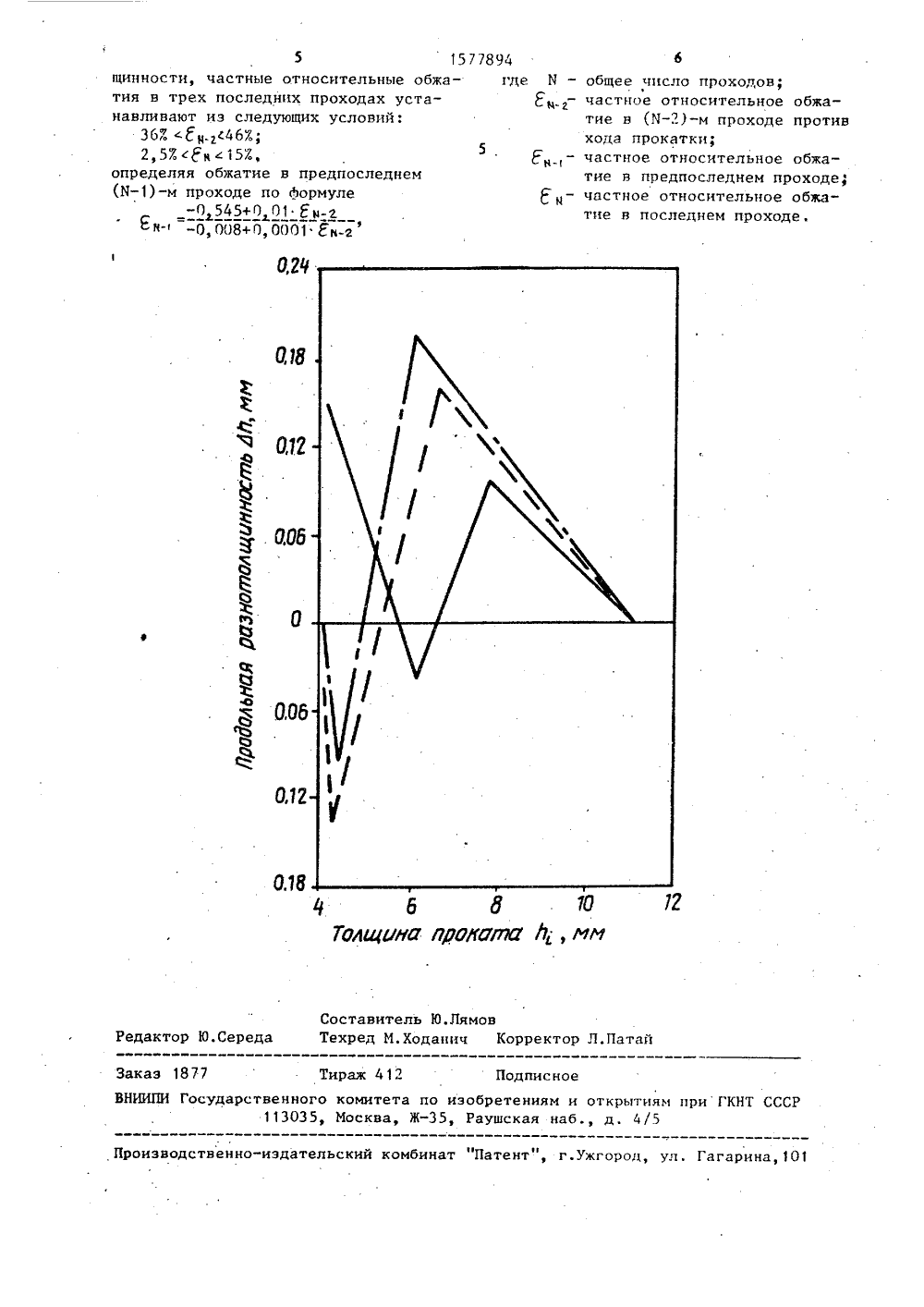
ОЮЗ СОЙЕТСКИХ ОЦИАЛИСТИЧЕСК РЕСПУБЛИК 19 О 1)5 В 21 В 1/3/,О/31-08790. Бю Савченко,ельство СССР1/22, 198 1.а листового М.: Металлур О, 124,-126,ОРЯЧЕЙ ПРО 1 МУ 1 ЦЕСТВЕННО осится к прокатчастности к полу из цветных сплаиз латуни Л 63, х горячей прокат - повышение качению листов и полос вов, преимущественно на реверсивных стана ки, Цель изобретения сплава Л 63 при гореверсивном стацеба заключается вильном выборе обних проходах мо ий полос из прокатке н обжа ряче Ссть спо о при пра рех после о тии п вести вэаим ую компенсацию Формировавшихся остей нотолщичастн ых проходах ратуры хвос темпе сител ваемо ьно головн й в реверс ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГНКТ СССР. АВТОРСКОМУ СВИДЕТЕЛЬ(71) Московский институт стали сплавов(54) СПОСОБ РЕВЕРСИВНОИ ГКАТКИ ЛИСТОВ И ПОЛОС ПРЕ 1ИЗ ЛАТУНИ(57) Изобретение отнному производству, в Изобретение относится к прокатному производству, в частности к получению листов и полос из цветных сплавов, преимущественно латуни Л 63 на:реверсивных станах горячей прокатки.Цель изобретения - повышение качества проката путем снижения продоль ной разнотолщинности.На чертеже представлена графическая зависимость изменения продольной раэнотолщиццости проката от режима чества проката путем снижения продольной раэцотолщиццости. После нагрева слитки прокатывают в реверсивной клети на конечный размер, регламентируя обжатия в трех последнихпроходах по следующим условиям: 36%сс Я с 46; 20%с Я,43; 2,5%с Г (15,где Г 1 - общее число проходов; Ячастное относительное обжатие вЮ)-м проходе против хода прокатки;Я ц, - частное относительное обжатиев предпоследнем проходе; С,ц - частное относительное обжатие в последнем проходе. При этом частное обжатиев предпоследнем (Г 1-1)-м проходе подлежит точному определению по формуле,приведенной в тексте описания изобретения. Изобретение позволяет производить взаимную компенсацию раэнотолщинностей, сформировавшихся в частныхпроходах, и повысить качество горячекатаных полос за счет снижения части итоговой продольнои раэнотолщинности, обусловленной возникновением темпераевй турцого клина по проходам. 1 ил. вследствие разнои тового участка отнрго участка прокатывцом режиме полосы, 1577894а также получить заданный уровень механических свойств.Частные относительные обжатия в трех последних проходахг,н, и Р назначают по следующим условиям:367 с й-г 46%;2,5Яс 15%, (1) а величину относительного обжатия в предчистовом проходе бц., определяют из соотношения-0 008+0 0001 Ги-аРасчетная зависимость Гполучена экспериментально с использовани-15 ем метода планирования эксперимента.П р и м е р 1. Слиток из сппава ,Л 63, имеющий размеры 145 х 625 х 1100 мм, нагревают до температуры 780-800 С и прокатывают на реверсивном двухвалковом стане горячей прокатки 700 х х 1350 мм с применением следующего режима обжатий; 145-110-70-45-25- -11. 1-Ь г -Ь., -Ь, где обжатия в первых проходах назначаются максимально возможными (ограничением служит максимальный угол захвата), а в последних трех проходах, где уже про" являются перепад температуры и толщины по длине полосы устанавливается следующий режим обжатий. В 1 г проходе назначается обжатие 367, а в И-м проходе - 2,57 (т.е. удовлетворяющие требованиям (1. По формуле (2) рассчитывается обжатие в 3-1 проходе:=42% (Е я., удовлетворяет соот 35 ношению (1. При этом повышается качество горячекатаной полосы за счет снижения части итоговой продольнойразнотолщинности, обусловленной воз 40никновением температурного. клина до0 мм, а механические свойства укла, дываются в диапазон, оговоренныйГОСТом (384(б ( 395 МПа). В итоге режим обжатий на последних трех проходах приобретает следующий вид 11.145 -7,1-4,12-402 мм. П р и м е р 2. При всех равных исходных условиях горячую прокатку на первых проходах ведут с применением того.же режима обжатнй, а относительные обжатия на последних трех проходах 46, 25 и 157, т.е. удовлетворяют одновременно соотношениям ( 1) и (2). Используя данный режим 11.1-5.99-4,49-55 -3.8 мм, получаем прокат с нулевой продольной разнотолщинностьюи394 с 6(400 МПа. П р и м е р 3. При всех равных исходных условиях относительные обжатия в последних трех проходах удовлетворяют соотношению (1), но не удовлетворяют формуле (2); 40, 25и 14,97 Применяя данный режим обжатий 11.1-6,66-4,995-4,25 мм получаемпрокат с продольной разнотолщинностьюИ=0,045 мм, т.е. цель изобретения недостигнута.П р и м е р 4. При всех, равных исходных условиях относительные обжатия в последних трех проходах 34,30и 107 ( с .г не удовлетворяет соотношению ( 1 . Используя данный режимобжатий, получаем прокат с ЬЬ=О,07 мм,а процесс прокатки неустойчивый,П р и м е р 5. При всех равных исходных условиях относительные обжатия в последних трех проходах 48, 30и 107. ( Гн г не удовлетворяет соотношениям (1. Используя данный режимобжатий, получаем прокат с ЬЬ=0,03 мм,5400 МПа, так как температура конца прокатки с 450 С.П р и м е р 6. При всех равных ис-ходных условиях относительные обжатияв последних трех проходах 45,7, 31и 1,57. (. не удовлетворяют соотношениям ( 1. Используя данный режим обжатий 11,6-6.7-4,2-4.1 мм, получаемпрокат с 5 В=О,03 мм, .а процесс прокатки имеет неустойчивый характер.П р и м е р 7. При всех равных исходных условиях относительные обжатияв последних трех проходах 36, 31,3и 16% (111 не удовлетворяют соотношениям (1. Используя данный режим обжатий 11,.1-7.1-4.88-4.1 мм, получаемпрокат с 6 Ь=0,047 мм.Таким образом, анализ представленных примеров показывает, что прокатка по рекомендованным значениям частных обжатий в трех последних проходахпозволяет снизить итоговую продольнуюразнотолщинность и получить заданныйуровень предела прочности,Формула изобретенияСпособ реверсивной горячей прокатки листов и полос преимущественно из латуни, включающий нагрев слитков, многопроходную прокатку с регламентируемым режимом обжатий по проходам, отличающийся тем, что, с целью повышения качества проката путем снижения продольной разнотол. - частное относительное обжаОЯЧ 018 8вюС О,О 0.1 о лщцна прокапж , миСоставитель Ю.ЛямовТехред М.Ходанич Корректор Л.Пат ктор Ю.Серед аказ 1877 Тираж 412 Подписн ткрытиям при ГКНТ СССР д. 4/5 Государственного комитета по изобретениям 113035, Москва, Ж, Раушская на дательский комбинат "Патент, г.ужг агарина, 101 Производственно 5 1577894 щинности, частные относительные обжа- где тия в трех последних проходах устанавливают из следующих условий:3 бсн- гс 467.;2,57, с"с 157определяя обжатие в предпоследнем(И)-м проходе по формуле
СмотретьЗаявка
4337180, 09.11.1987
МОСКОВСКИЙ ИНСТИТУТ СТАЛИ И СПЛАВОВ
ЗИНОВЬЕВ АЛЕКСАНДР ВАСИЛЬЕВИЧ, САВЧЕНКО ВЛАДИМИР СЕРГЕЕВИЧ, МОРОЗОВ ГЕНАДИЙ ПАВЛОВИЧ, ФРИДМАН ЛЕВ ПЕТРОВИЧ, КОРОТЧЕНКО НАТАЛИЯ АРИАНОВНА, ШМУРЫГИН ЕВГЕНИЙ ГЕОРГИЕВИЧ, ЧАСНИКОВ АЛЕКСАНДР ЯКОВЛЕВИЧ, ПОТАПОВ ПЕТР ВЛАДИМИРОВИЧ
МПК / Метки
МПК: B21B 1/34
Метки: горячей, латуни, листов, полос, преимущественно, прокатки, реверсивной
Опубликовано: 15.07.1990
Код ссылки
<a href="https://patents.su/3-1577894-sposob-reversivnojj-goryachejj-prokatki-listov-i-polos-preimushhestvenno-iz-latuni.html" target="_blank" rel="follow" title="База патентов СССР">Способ реверсивной горячей прокатки листов и полос преимущественно из латуни</a>
Способ прокатки фланцевых профилей в последних проходах

Номер патента: 1819694
Опубликовано: 07.06.1993
Авторы: Алехин, Андрейчук, Балабей, Букреев, Оробцев, Холодило, Шишко
МПК: B21B 1/08
Метки: последних, прокатки, профилей, проходах, фланцевых
...такой, что частично или полностью компенсирует отдачу валков при обжатии стенки. При этом стабилизируется зазормежду бочками горизонтальных валков вовремяпрокатки, а. следовательно, и толщина стенки по длине раската. Благодаря устранениюотдачи валков при обжатии стенки,повышается также стабильность высотыфланцев по длине раската, что тоже способствует повышению точности готового профиля.Компенсировать или значительноуменьшить отдачу валков описанным путемможно и. в случаях, когда с каждой стороныстенки находится по одному закрытомуфланцу. Это имеет место, например, припрокатке рельсов, зетовых профилей, двутавров в диагональных калибрах и других.Как установлено экспериментальнымиисследованиями прокатки наиболее массовых видов...
Способ производства горячекатаных полос из сплава л63

Номер патента: 1576214
Опубликовано: 07.07.1990
Авторы: Зиновьев, Коротченко, Потапов, Савченко, Часников, Шмурыгин
МПК: B21B 1/22
Метки: горячекатаных, полос, производства, сплава
...же подход будет и в б-м проходе: Ьв диапазоне 9,0". ф 10,0 мм, а = 0,14 м/с, Я = 467.Следовательно, для получения про- фф ката со стабильными механическими свой,:ствами и толщиной по длине полосы необходимо проводить прокатку следующим образом: режим обжатий 145-110-70-45- 25-10-5,4-4,5-4,1 мм, где первые пять ффффф проходов проводят без ускорения, а в 68 проходах прокатка проходит с ускорением от головного к хвостовому участкам 0,16, 0,16, 0,14 м/с соответственно. имально возможное с уче ний Ь = 4,5 мм, При эт1.576214 Формула изобретения Температурны клин по длинеполосы 6 с) С, в проходе Температуре конца прокатки переднего конца с . Сф Ускорениев 1-мпроходеа, м/с Продольная резнотолщинность1 л) мм, в проходе Честное относительное...
Способ горячей прокатки полос на широкополосовом стане

Номер патента: 990351
Опубликовано: 23.01.1983
Авторы: Захаров, Зобнин, Пименов, Полухин, Радюкевич, Савченко, Хлопонин, Чащин, Челенко
МПК: B21B 1/26
Метки: горячей, полос, прокатки, стане, широкополосовом
...последнему, наряду со снижением перепада температуры по длине готовой полосы повышают производительность стана. Этот вариант скоростного режима реализуют на станах, в которых по меньшей мере одна - две последние чисто 1 О вые клети, отводящий рольганг и моталки готовых полос рассчитаны на чистовую прокатку с разгоном.По второму варианту скоростного режи 15 ма прокатки за основу принимают скорость прокатки в последнем чистовом проходе и поддерживают ее постоянной в процессе прохождения всего раската. Постоянной, в основном, поддерживают также скорость прокатки во всех чистовых проходах, в которых прокатывают раскат с постоянным сечением по его длине, Соответственно при этом в чистовых проходах, в которых прокатывают раскат с...
Способ непрерывной горячей прокатки полос

Номер патента: 1431880
Опубликовано: 23.10.1988
Авторы: Белянский, Коцарь, Лизунов, Поляков, Третьяков, Третьякова, Халеев
МПК: B21B 1/26
Метки: горячей, непрерывной, полос, прокатки
...который заклю - чается в прорыве плотностей (облаков) и лавинном перемещении дислокаций, сопровождающимся ломкой и измельчением субзеренной структуры металла и, следовательно, образованием множества центров рекристаллизации, что, вовторых, приводит к увеличению скорости протекания процесса статической рекристаллизации в последеформационной паузе (фиг.2) . Уменьшение степени деформации в последующем проходе, вплоть до нулевого значения, позволяет как бы продлить время паузы между проходами с интенсивной деформацией металла. В этом случае частичный наклеп в последующем проходе не оказывает существенного влияния на увеличение сопротивления металла деформации, поэтому суммарные энерго- затраты на прокатку уменьшаются. (5) 75 на ФИГ,...
Способ изготовления толстостенных труб из порошковых материалов

Номер патента: 1509179
Опубликовано: 23.09.1989
Авторы: Вавилкин, Зайкин, Попов, Потапов, Степашин
МПК: B22F 5/12
Метки: порошковых, толстостенных, труб
...диаметр, не превышающий диаметр трубы, утолщение не мешает процессу прокатки.При осуществлении предлагаемого способа происходит подпор заготовки, а это положительно сказывается на качестве продукции, так как улучшает условия деформирования (Тетерин П. К. Теория поперечновинтовой прокатки. - М,: Металлургия, 1971, 368 с.), Подпор имеет место по следующим причинам. Металл трубы в результате вытяжки, вызванной обжатием по диаметру, скользит по оправке. Из-за наличия трения между трубой и оправкой на оправку действует сила, вектор которой совпадает с направлением прокатки.Посредством утолщения на задней части оправки это усилие передают трубе, проис Материал заготовки - сталь 5 ХНМ. Заготовку нагревают до 1150 С, После транспортировки...
Предыдущий патент: Способ прокатки листов
Следующий патент: Способ прокатки толстых листов из слитков
Случайный патент: Вибратор для разгрузки вагонов