Установка для изготовления полимерных изделий
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
(91 (11 4 6 5114 В 2 ГО ОПИСАНИЕ ИЗОБРЕТЕ ИДЕТ ЕЛЬСТВ ТОРСК 03/23-06 86 соединены ви в виде тепчотикальные камеры 1 верхней части перех изолированного тунн часть каждой прессс наружным диаметро ра формующейполо в последней с возмо ля 3, Верхняяормы 5 выполненменьшим диане тао и, и уст.ановл остью аксиал еи 1 го п част сило полн ы 1 выжней час". к 12ры 2нижней рмы пе" а вкати п сило выло реме мере дуща вит прес предыью дающейна маДАРСТВЕННЫЙ КОМИТЕТ СССР ЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТ(71) Петрозаводское машиностроительное производственное объединение ,им, В,И.Ленина(56) Авторское свидетельство СССР 9 477002, кл. В 29 С 43/02, 1973.Авторское свидетельство СССР У 4120091 кл. В 29 С 43/34, 1966. (54) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ(57) Изобретение относится к области переработки полимерных материалов в изделия и может быть использовано . для изготовления изделий иэ вы.окомолекулярного полиэтилена спеканием. Цель изобретения - расширение техно-. логических воэможностей установки за счет обеспечения возможности ее использования для изготовления полимерных изделий спеканием, Для этого верремещения относительно нижпресс-формы, Опорный дисого цилиндра 9 для камерн меньшим по диаметру ниесс-формы 5, Опорный дисого цилиндра 1 О для каменен болыдим по диаметрупресс-формы 5. Пресс-фоаются в камере 1 вверх,2 вниз. При этом каждаяпресс-форма нижней часта верхнюю часть последу-форьы. Вследствие этого териал в формующих полостях прессформ оказывается постоянное давленив течение всего процесса спекания иохлаждения. 2 ил.Изобретение относится к переработ,ке полимерных материалов в иэделияи может быть использовано для изготовления изделий из высокомолекуляр 5ного полиэтилена спеканием,Цель изобретения - расширение технологических воэможностей установкиза счет обеспечения возможности ееиспользовании для изготовления поли рмерных изделий спеканием.На фиг.1 изображена предлагаемаяустановка; на фиг.2-пресс-форма.Установка для изготовления полимерных иэделий содержит теплоизолированные вертикальные камеры 1 и 2,соединенные между собой. в верхнейчасти переходом, который выполнен ввиде теплоизолированного туннеля 3,Камера 1 снабжена нагревателем 4 и 20загрузочным окном "а" и предназначена для нагрева, а камера 2 имеетразгрузочное окно "Ь" и предназначена для охлаждения пресс-Форм 5, расположенных стопками в камерах, Каждая .пресс-форма 5 выполнена состоящей из нижней 6 и верхней 7 частей.Верхняя часть 7 выполнена по диамет 1 ру меньшей нижней части 6 и установлена в формующей полости 8 с воз 30можностъю аксиального перемещенияотносительно нижней части 6, Подкамерами 1 и 2 соосно им установлены силовые цилиндры 9 и 1 О для ша гового перемещения пресс-Форм 5 в, Силовой цилиндр 9 имеет опорный диск11, меньший по диаметру нижней части6 пресс-форм 5Силовой цилиндр 1 Оимеет опорный диск 12, больший по ди" раметру нижней части 6 пресс-форм 5.У нижнего торца камер 1 и 2 расположены средства для фиксации стопокпресс-форм, выполненные в виде радиально подвижных элементов 13 и 14.У верхнего торца камеры 1 горизонтально размещен толкатель 15 дляперемещения пресс-форм 5 из камеры 1в камеру 2.50У нижнего торца камеры 2 размещен выталкиватель 16 для выгрузки прессформ из установки.Установка имеет систему автоматического управления которая обеспечиФ55 вает заданную последовательность работы всех механизмов и поддержание заданного температурного режима (не показана),Установка работает следующим образомПресс-формы 5 заполняются порошковым полимерным материалом, в частности высокомолекулярным полиэтиленом (БМПЭ).Сначала загружаются пресс-формы 5 в камеру 2 при помощи силового ци-:. линдра 10, у которого вместо опорного диска 12 установлен технологический диск (не показан), Этот диск не действует на элементы 14. Через разгрузочное окно "Ъ"пресс-формы 5 цилиндром 1 О набираются в стопку. При обратномходе плунжера цилиндра 10 стопка удерживается элементами 14. После неполного заполнения камеры 2 технологический диск снимается и устанавливается опорный диск 12, который своей боковой поверхностью воздействует на элементы 14, Камера 2 заполняется до такой степени, чтобы сверху осталось место для одной 1пресс-формы, поступающей из камеры 1, Аналогично заполняется камера 1.Опорный диск 11 не воздействует на элементы 13, Пресс-формы 5 загружаются через загрузочное окно "а" и формируются в стопку.Общее количество пресс-Форм тако. во, что они могут полностью заполнить обе камеры от элементов 13 и 4 до стенки туннеля 3.3 атем включается нагреватель 4, контролируемый известным образом при помощи средств автоматики. Силовыми цилиндрами 9 и 10 стопки пресс-форм 5 прижимаются к крышкам камер с заданным давлением. При этом каждая предыдущая пресс-форма нижней частью 6 давит на верхнюю часть 7 последующей пресс-Формы, вспедствие чего на материал в формующих полостях 8 пресс-форм 5 действует постоянное дав" ление в течение всего процесса спекания при нагреве в камере 1 или охлаждении в камере 2, После заданной выдержки плунжеры цилиндров 9 и 10 возвращаются в исходное положение. При этом в камере 2 при опускании . плунжера с опорным диском 12, воздействующим на элементы 14, пропускается пресс-Форма, лежащая на диске 12, Следующая пресс-форма задерживается элементами 14. Это происходит из-эа того, что диаметр верхней части 7 пресС-формы меньше диаметра ее нижней части 6. Пресс-Форма опускается40 Формула из обретения Установка для изготовления полимерных изделий, содержащая две тепло- изолированные вертикальные камеры, соединенные между собой в верхней части переходом, размещенные стопкащСоставитель В.БатуроваТехред Л.Олейник Корректор Л.Пилипенко Редактор В.Ковтун Заказ 3427/17 Тираж 559 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д, 4/5Производственно-полиграфическое предприятие, г. Ужгород, ул, Проектная, 4 на уровень разгрузочного окна Ъкамеры 2. Включается выталкиватель1 б, которым выталкивается пресс-форма 5 из камеры 2. Одновременно толкатель 15 перемещает верхнюю прессформу стопки иэ камеры 1 по туннелю3 в камеру 2. Одновременно подается заполненная пресс-форма в загрузочное окно "а" камеры . В последней стопка пресс-Форм, удерживаетсяэлементами 13. Вновь включаются вработу цилиндры 9 и 1 О. Цилиндром 9проталкивается пресс-форма 5, лежащая на диске 11, через элементы 13,и стопка пресс-форм поднимается к крышке камеры 1. Процесс непрерывноповторяется. Первоначально загруженные пресс-формы 5 в камеру 2 послевыгрузки загружаются в камерудляобогрева. В установке изделия впресс-формах 5 обрабатываются в соответствии с графиком спекания и охлаждения ВМПЭ. Периодическая,подпрес"совка изделий в пресс-формах способствует выравниванию внутренних напряжений при спекании. 9 Л 62ми в камерах пресс в Фо).), усталенные под камерами соосно с нимисиловые цилиндры с опорными дискамидля шагового перемещения пресс-форм Ьв первой камере вверх, во второй -вниз, расположенный у верхнего торца первой камеры толкатель для пере.мещения пресс-Форм из первой камеры О во вторую, средства для нагрева исредства для Фиксации стопок прессформ в камерах, размещенные у нижнихторцов последних, о т л и ч а ю -щ а я с я тем, что, с целью расшц рения эксплуатационных возможно" с,установки за счет обеспечения возможности использования ее для изготовления полимерных изделий спеканием, псреход выполнен в виде теплоизолиро О ванного туннеля, равного по высотепресс-форме, а верхняя часть каждойпресс-Формы выполнена меньшей подиаметру нижней ее части и установлена в формующей полости с возмож постыл аксиального перемещения относительно нижней части, причем сред"ства для фиксации стопок пресс-формвыполнены в виде радиально подвижныхэлементов, опорный диск силового ци- ЗО линдра для первой камеры выполненпо диаметру, меньшим нижней частипресс-формы, а опорный диск силовогоцилиндра для второй камеры выполненбольшим по диаметру нижней частипресс-Формы.
СмотретьЗаявка
4114203, 02.06.1986
ПЕТРОЗАВОДСКОЕ МАШИНОСТРОИТЕЛЬНОЕ ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ ИМ. В. И. ЛЕНИНА
УСТИНОВ ВЛАДИМИР ИВАНОВИЧ, МИХАЛКИН ВЛАДИМИР ПЕТРОВИЧ
МПК / Метки
МПК: B29C 43/04, B29C 67/04
Метки: полимерных
Опубликовано: 15.07.1988
Код ссылки
<a href="https://patents.su/3-1409462-ustanovka-dlya-izgotovleniya-polimernykh-izdelijj.html" target="_blank" rel="follow" title="База патентов СССР">Установка для изготовления полимерных изделий</a>
Способ получения отливок в оболочковой форме и литейная форма для его осуществления

Номер патента: 1197767
Опубликовано: 15.12.1985
Авторы: Ефремов, Пушкарев, Ткаченко
МПК: B22C 9/04, B22D 18/06
Метки: литейная, оболочковой, отливок, форма, форме
...отливок методом вакуумноговсасывания или под низким давлениемв газопроницаемых формах по выплавляемым моделям,Целью изобретения ярляется повышение производительности, расширениеноменклатуры получаемых отливок имногоразовое использование керамического металлопровода.На чертеже показана литейная фор"ма после заполнения ее расплавленным металлом методом вакуумного всасывания и отключения вакуума.Литейная .форма содержит рабочиеполости 1 для получения отливок,внутреннюю часть металлоподводящегостояка 2 и наружную часть металлоподводящего стояка 3.Форму помещают в герметичную каме"ру. 4 и опускают металлоподводящим стояком 3 в тигель 5 с расплавленным металлом 6. В камере 4 создают вакуум,под действием. которого расплавленныйметалл 6...
Способ тепловой защиты элементов камеры сгорания огнеструйной горелки

Номер патента: 945343
Опубликовано: 23.07.1982
Авторы: Дьяков, Козлов, Милов, Москалев, Смагер, Степанюк, Танцура, Ходаков
МПК: E21B 7/14
Метки: горелки, защиты, камеры, огнеструйной, сгорания, тепловой, элементов
...удерживается у стенки камеры 1 сгорания по всей ее длине.Так как в кольцевом потоке 4 нет ядра, на его внутренней стороне происходит. турбулизация смеси, сбразуютая обратные потоки, скорость смеси снижается, Этот процесс усиливается в направлении к соплу горелки, поэтому в центральной части камеры 1 создаются благоприятные условия для35 сжигания топливной смеси, В этом случае в камере 1 сгорания образуются в радиальном направлении от стенок камеры к центру в виде вытянутых подо всей длине камеры зоны смесеобразования, испарения и горения.Так как процессы испарения и горения усиливаются в направлении к соплу камеры сгорания, то и радиус этих зон увеличивается в этом же направле 45 нии. В результате ядро 5 горения и стенка камеры 1...
Пресс-форма для горячего прессования керамических дисков
Номер патента: 321382
Опубликовано: 01.01.1971
Авторы: Гадалов, Желудков, Семернев
МПК: B28B 3/02
Метки: горячего, дисков, керамических, пресс-форма, прессования
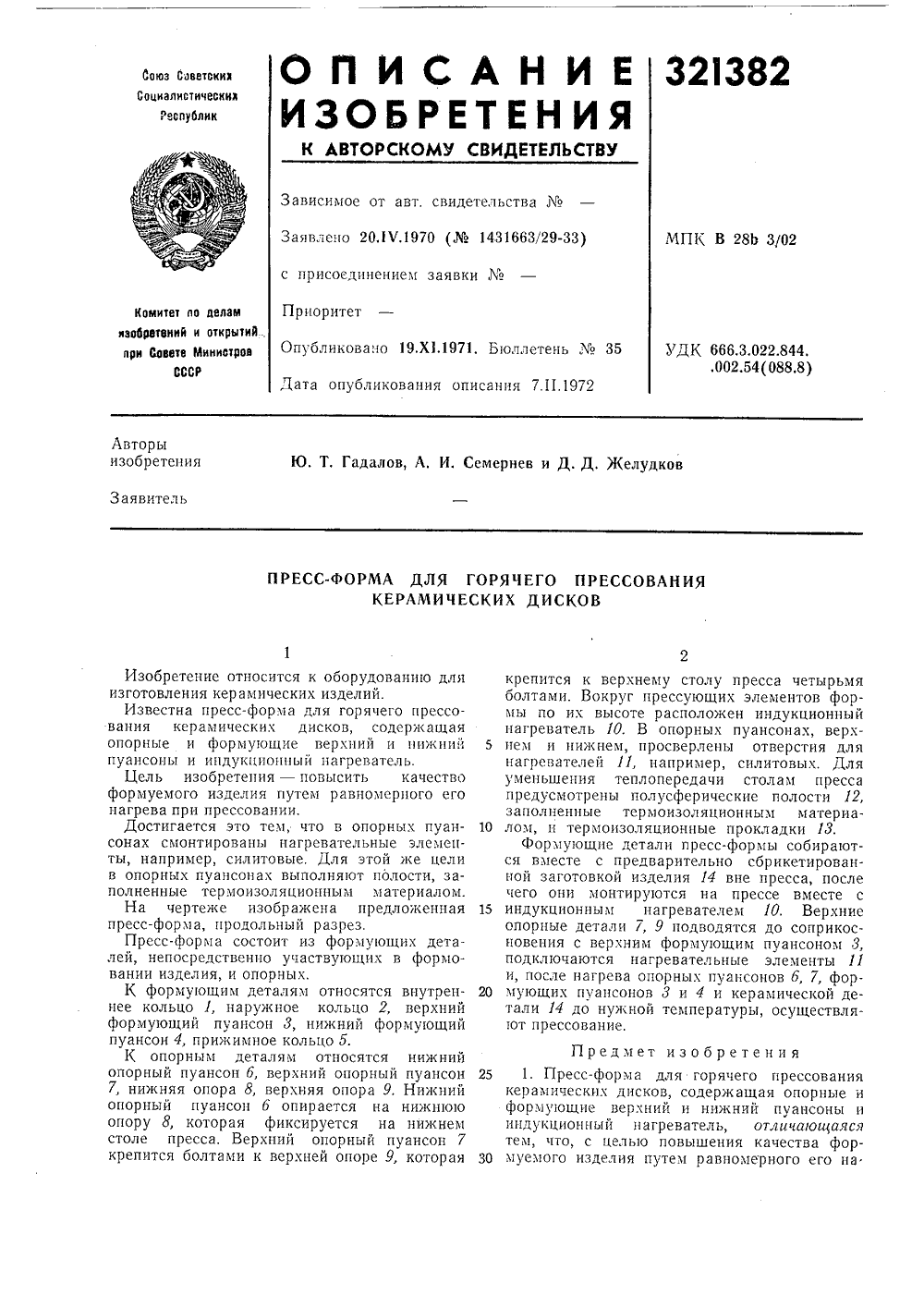
...опорным деталям относятся нижнийопорный пуансон 6, верхний опорный пуансон7, нижняя опора 8, верхняя опора 9. Нижнийопорный пуансон 6 опирается на нижнююопору 8, которая фиксируется на нижнемстоле пресса. Верхний опорный пуансон 7крепится болтами к верхней опоре 9, которая крепится к верхнему столу пресса четырьмя болтами. Вокруг прессующих элементов формы по их высоте расположен индукционный нагреватель 10. В опорных пуансонах, верх пем и нижнем, просверлены отверстия длянагревателей 11, например, силитовых, Для уменьшения теплопередачи столам пресса предусмотрены полусферические полости 12, заполненные термоизоляционным материа лом, и термоизоляционные прокладки 13,Формующне детали пресс-формы собираются вместе с предварительно...
Устройство для одновременного изготовления сопряженных частей литейной формы с горизонтальной плоскостью разъема

Номер патента: 1579447
Опубликовано: 15.07.1990
МПК: B22C 15/23
Метки: горизонтальной, литейной, одновременного, плоскостью, разъема, сопряженных, формы, частей
...другойформовочный материал подается черезотверстия в прессовых плитах в этиформовочные пространства путем импульсной подачи, Впуск или подача будут осуществляться в результате создания вакуума через модельную плитуи/или боковые стороны формовочнойкамеры.После введения Формовочного материала производится последующее прессование путем перемещения прессовых конец 11 - с прессовой плитой 7 внижней формовочной камере 5. В нижнем углуЬ-образной трубы 9 имеетсяпо крайней мере одно отверстие 10для впуска (забора) воздуха. Воздух,всасываемый через отверстия 10, снижает трение между формовочным материалом и трубой в зоне, где формовочный материал имеет тенденцию кобразованию комков. 1 ил,плит 6 и 7 в направлении модельной плиты.Прессовые...
Способ изготовления форм для литья передних частей оправ очков

Номер патента: 674657
Опубликовано: 15.07.1979
Авторы: Вильям, Гьи, Жан-Франсуа
МПК: B29C 1/02
Метки: литья, оправ, очков, передних, форм, частей
...9, опирающиеся на вспомогательные линзы 5.Полуформы 1, 2 применяют для литьясерии передних частей закрытых оправ. 25Способ изготовления форм осуществляют следующйм образом.В форму впрыскивают массу, напри"мер полиамид, и получают одну илипредпочтительно несколько закрытых 30оправ 10, Каждая закрытая оправа содержит два круга 11, заполненных материалом, образующим вспомогательныелинзы 5, Каждая закрытая оправа имеетусадку литья В, показанную на фиг. 3. 35В закрытых передних частях оправ10 вырезают серию пар вспомогательных линз 5, входящих в круги 11 таким образом, что каждая вспомогательная линза имеет выступающую периферию 12 с двойной Фаской,Проводят тогда восстановление поверхностей разъема б и 7 на полнуюглубину Р, по...
Предыдущий патент: Форма для центробежного формования слоистых изделий из термопластичных материалов
Следующий патент: Пресс-форма для изготовления объемных изделий с профильной боковой поверхностью
Случайный патент: 173586