Полуавтомат для контроля качества на прогиб резинометаллических амортизаторов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 116580
Автор: Бокшицкий


Текст
16580В направляющей б, чем достигается фиксация нулевого положения измерительной сгрелки. Затем следует опускание штока 1 б с контрольным грузом 17, который соответствует номинальной контрольной нагрузке.Псследовательность рабсты измерительной системы определяется кулачком 18, который имеет три рабочих профиля, выполненных в определенной последовательности, соответствующей порядку работы полуавтомата, а именно: опускание измерительной системы, фиксация нулевого положения и опускание контрольного груза на втулку амортизатора. Время выдержки амортизатора под нагрузкой обеспечивается скоростью вращения карусели и длиной рабочего профиля.В нулевом положении, т. е. когда измерительная стрелка 8 прижимается к винту 12, контрольная планка калибра 10 ставится по шаб,юну от калибра на расстояние а, равное величине редуцированного прогиба.В случае годного амортизатора величина перемещения контрольной планки калибра 10 лежит в пределах величины а. При вращении карусели контрольная планка задевает за рычаг 19 и воздействует на микровыключатель, включающий соленоид 20, который через рычажную систему приводит рычаг 3, освобождая, таким образом, рамку 2, которая падает, поворачиваясь вокруг оси 21, и амортизатор штырем 22 сбрасывается в бункер готовой продукции 23,В случае бракованной детали контрольная планка калибра 10 не задевает рычаг 19 и при дальнейшем вращении карусели 4 на опорный рычаг 3 воздействует клин 24; при этом рамка 2 падает и амортизатор сбрасывается в бункер бракованных деталей. При дальнейшем вращении карусели 4 происходп снятие контрольного груза, расклинивание ползуна 5 отжатием винта 1 б и, наконец, подъем измерительной системы. После этого процесс повторяется.Полуавтомат имеет несколько измерительных датчиков и при данной скорости вращения карусели 4 обеспечивает высокую производительность,Наладка полуавтомата допускает возможность контроля амортизаторов различных размеров.Полуавтомат может быть установлен в поточной линии производства амортизаторов.Предмет изобретения1. Полуавтомат для контроля качества на прогиб резинометаллических амортизаторов, о т л и ч а ю щ и й с я тем, что, с целью автоматизации процесса контроля на карусели непрерывного движения, применен механический датчик с автоматической установкой нуля - начала измерения, осуществляемой посредством кинематического за. пирания стрелки относительно стойки измерительного датчика,2. Полуавтомат по п, 1, отличающи йся тем, что, с целью автоматизации последовательности операций контроля, он снабжен неподвижным кулачксм.
СмотретьЗаявка
593172, 24.02.1958
Бокшицкий М. Н
МПК / Метки
МПК: G01N 3/20
Метки: амортизаторов, качества, полуавтомат, прогиб, резинометаллических
Опубликовано: 01.01.1958
Код ссылки
<a href="https://patents.su/3-116580-poluavtomat-dlya-kontrolya-kachestva-na-progib-rezinometallicheskikh-amortizatorov.html" target="_blank" rel="follow" title="База патентов СССР">Полуавтомат для контроля качества на прогиб резинометаллических амортизаторов</a>
Система фазового регулирования частоты вращения двигатель генератора

Номер патента: 1254188
Опубликовано: 30.08.1986
Авторы: Бондаренко, Виксман, Зархин, Могелевский
МПК: F02D 41/00
Метки: вращения, генератора, двигатель, фазового, частоты
...15 типа зсыьцецис соединены последовательно, ц выход нелинейного зве- ЗОца 15 типа Насыщение подключен к второму входу блока 12 умножения. Вход выпрямителя 16 к)дкл 50 чец к Выходу формироВятеля 8 импГульсз сбросс-нзбросс нагрузки, 3 ВьхОЛ И 5 рям 55 тс 5)5 16 . к Входу Одцовцбряпгоры 17, Выход которого подключенк входу сбросы интегратора 14 В нулевоесостояние, куда также подключен и ыходдатчика 18 режимы пуска.П)ц рсзяпзыции сисСмы ВозможцО использование как аналоговой, так и цифроВой техцики. Зк, В 5 ссц 5 естве 0,ока 12 умножения можно использовать 1 О-рззрягсцыйцифроаналоговый рсобразователь ця бызеКР матрицы, вкспоченцый В режи;.е дьухквадрацгного умцожителя, В ка-е тве интегратора 14 -- р)Зр 5 сдц й счетчик, Вкачестве...
Способ испытаний системы автоматического регулирования частоты вращения дизеля
Номер патента: 1318705
Опубликовано: 23.06.1987
Авторы: Козлов, Конторович, Маракин
МПК: F02D 1/08
Метки: вращения, дизеля, испытаний, системы, частоты
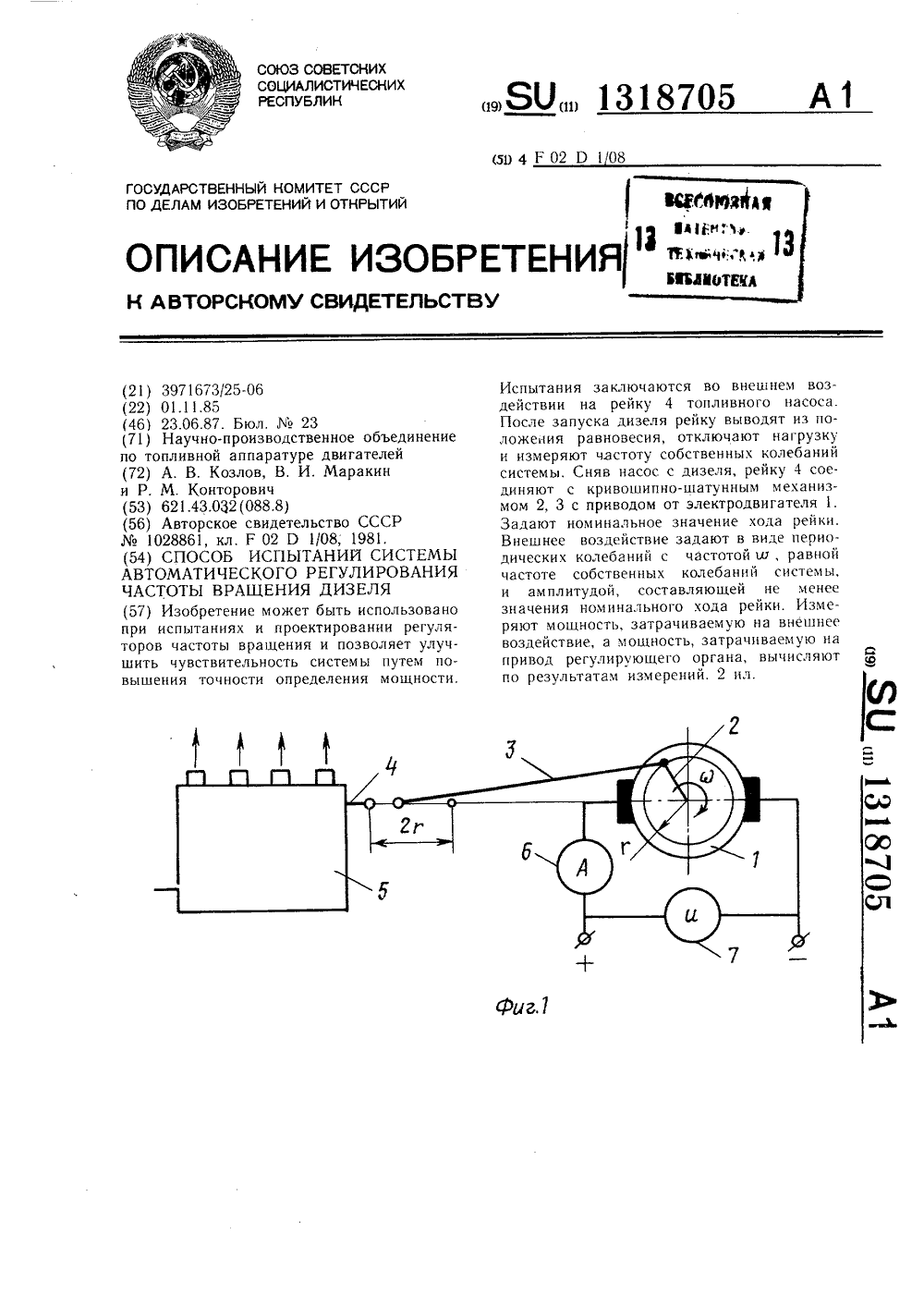
...2 -графики вынужденных колебаний рейки топливного насоса (сплошная линия) и затухающих колебаний рейки при сбросе нагрузки дизеля, где Ь - координата рейки, 1 - время.Электродвигатель 1 через кривошип 2 и шатун 3 связан с рейкой 4 топливного насоса 5 и подключен к источнику питания. В цепь электродвигателя 1 включен амперметр 6, а параллельно источнику питания - вольтметр 7.Сущность способа заключается в сле. дующем.Топливный насос предварительно устанавливают на дизель (не показан) и соединяют его рейку с регулятором и датчиком хода рейки (не показаны). Запускают дизель, выводят рейку из положения равновесия, отключают нагрузку от дизеля и измеряют частоту собственных колебаний системы. После этого топливный насос снимают с дизеля,...
Измерительная информационная система со сжатием данных

Номер патента: 450955
Опубликовано: 25.11.1974
Автор: Иванцив
МПК: G01D 5/00
Метки: данных, измерительная, информационная, сжатием
...2, которые устраняют нелинейность датчиков н приводят к одному масштабу измерения параметров. С выхода блоков преобразования 2 сигналы поступают на вход блока сжатия 3 и на первый коммутатор 10. 1-1 а выходе блока сжатия формируются сигналы, соответствующие максимальному и минимальному значению для каждой группы сигналов, и через второй коммутатор 4 поступают на цифровой прсобразователь 14,Все сигналы разбиты на несколько г Цикл работы начинается с контроля экРедактор Е. Гончар Корректор О. Тюрина Заказ 1159/18 Изд.556 Тираж 760 Подписное Типография, пр. Сапунова, 2 мальных сигналов первой группы сигналов, потом второй и т. д. при определении выхода величины сигнала за допустимую зону с помощью цифрового преобразователя 14, блока...
Измерительная информационная система контроля состояния окружающей среды

Номер патента: 746667
Опубликовано: 05.07.1980
Авторы: Грейз, Кузьминых, Ланин, Тимофеев, Фокин
МПК: G08C 19/28
Метки: измерительная, информационная, окружающей, состояния, среды
...17 с первого выхода блока 18 управления поступает последовательность импульсов и сигналов, по которым арифме 2 о тический блок 17 суммирует (вцчитает, умножает, делит) числовые коды сообщений, поступающих от передающих сторон системы. С выхода арифметического блока 17 коды данных, полученных в результате выполнения арифметических действиЙ над чис- Иловыми кодами сообщении по сигналам смвыхода блока управления 18, поступают на первый вход блока 20 анализа и вход блока 32 выдачи данных. Блок 18 управления предназначен для формирования последовазв тельности сигналов суммирования (вычитания, умножения, деления) на первом выходе, формирования сигналов запроса передаю щих сторон системы на втором выходе, формирования сигналов на изменение...
Измерительная информационная система контроля состояния окружающей среды

Номер патента: 959130
Опубликовано: 15.09.1982
Авторы: Ланин, Сорокин, Тимофеев
МПК: G08C 19/28
Метки: измерительная, информационная, окружающей, состояния, среды
...числовых кодов сообщений от передающих сторон системы о характере последовательностей контролируемых параметров окружающей среды по времени.Переключатели 214 - 21 предназначены для подключения на информационные входы арифметического блока 22 распределения контролируемых параметров окружающей среды по пространству или по времени. 5 0 15 20 25 30 35 8Измерительная информационная система работает следующим образом.На передающей стороне системы сигналы с датчиков 1 - 1 х параметров окружающей среды с помощью аналого-цифровых преобразователей 2 - 2 преобразуются в цифровую (частотную) форму и поступают на информационные входы цифровых фильтров З - Зх, которые преобразуют входные сигналы в соответствии с передаточной функцией цифрового...
Предыдущий патент: Реактор для термического разложения топлив с внутренним нагревом твердым теплоносителем
Следующий патент: Устройство для регулирования режима работы вальцевых станков
Случайный патент: Спасательное судно