Способ изготовления корпуса судна
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1011441
Автор: Кан



Текст
СОЮЗ СОВЕТСНИХСОЦИАЛИСТИЧЕСКИРЕСЧУБЛИН З(5 п В 63 В 9 ГОСУДАРСТВЕННЫЙ НО ПО ДЕЛАН ИЗОБРЕТЕНИ ТЕТ ССС И ОТНРЬ ОПИСАНИЕ ИЗОБРЕТЕНК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ становки басмещенныминищ, о т лчто. с цельодни концысмещают загие - в пролотнища стные балкдруга. лок набора с относительно и ч а ю щ и ю снижения т балок каждог кромку полот тивоположную орону, взаимн относительн 757(088.8) ельство СССР б, 1980 ЛЕНИЯ КОРПУСА . полотнищ, поФаа 4 1(72) Кан Чун Вон(54) (57) СПОСОБ ИЗГОТОСУДНА путем соецинения концами,кромок полотс я тем.удоемкости,полотнищаища, а друот кромки поо смещая смежо другИзобретение относится к судостроению и может быть использовано при изготовлении корпусов для судов.Известен способ изготовления корпуса судна путем соединения полотнищ, постановки балок набора с концами, смещенными относительно кромокполо т нищ Г 1 3.Однако при изготовлейии корпусасудна по известному способу существенную сложность вносит операция сов мещения находящихся в одной плоскости. кромок полотнищ и концов балок набора, что увеличивает трудоемкостьработ по подбору, установке и удалению приспособлений и оснастки. 5Цель изобретения - снижение трудоемкости изготовления корпуса судна,Поставленная цель достигаетсятем, что согласно способу изготовления корпуса судна путем соединенияполотнищ, постановки балок наборас концами, смещенными относительнокромок полотнищ,одни концы балоккаждого полотнища смещают за кромку полотнища, а другие - в противоположную от кромки полотнища сторону, взаимно смещая смежные балки относительно друг друга,На Фиг.1 показаны полотнища с набором балок; на фиг.2 - укрупненныеполотнища с набором балок.Изготовление корпусных конструкций осуществляется следующим образом.На механизированных поточных линиях на соответствующих позициях изготавливают полотнища 1 балок набора 2-5, затем балки набора 2 и 3 устройством поточной линии устанавливаютна полотнище 1, концы балок 2 - сосмещением за кромку б, а концы балок 3 - в противоположную от кромки 640полотнища 1 сторону, прижимают этимже устройством к полотнищу 1 и приваривают сварочными головками, установленными на портале устройства. Перекресные балки набора 4 и 5 устанав-.ливают со смещением концов балок 4за кромку 7 полотнища 1, а концыбалки 5 смещают в противоположнуюсторону от кромки 7 полотнища 1 и приваривают с применением известныхсварочных полуавтоматов.Так же изготавливают конструкциюс полотнищем 8 и балками набора 9и 10 с концами балок набора 9, смещенными на кромку 11 полотнища 8 и.концами балок набора 10, смещенными впротивоположную от кромки 11 сторону полотнища 8. Конструкции перемещают краном на участок укрупнения,например участок изготовления блоков. 60На опорное устройство, напримерна опорную тележку, устанавливаюткраном закладную конструкцию, обычно днищевую секцию, с полотнищем 8и балками набора 9 и 10, конструкцию 65 раскрепляют растяжками за опорныетележки, устанавливают краном присоединяемую конструкцию с полотнищем 1 и балками набора 2-5, при этомвыведенные за кромку б полотнища 1концы балок набора 2 выравнивают кромку 11 полотнища 8. а выведенные закромку 11 полотнища 8 концы балок набора 9 выравнивают кромку б полотнища 1, и конструкцию закрепляют,например, оттяжками,Выведенные за кромку б концы балок набора 2 стыкуют с недоведенными до кромки 11 концами балок набора 10 при помощи известного инструмента, например домкрата и закрепляют электроприхватками, Невыровненные при установке присоединяемойконструкции места в кромках б и 11стыкают друг с другом при помощи известной оснастки, например, с применением гребенок и клиньев илиприжимов, При этом применяемая оснастка гребенки ) уменьшается по количеству на столько. сколько балокнабора 2 и 9 пересекают стыкуемыекромки б и 11, Так же устанавлйваютпоследующие конструкции ( бортовые,палубные секции)до полного изготовления укрепленной конструкцииблока, блок-модуля).После проверок состыкованныекромки полотнищ и концы балок набора соединяют, например, электросваркой.Укрупненные таким образом корпусные конструкции 12 и 13 подаются наопорных тележках на;.построечное место. На построечном месте устанавливают базовую укрупненную конструкцию 12, как правило блок машинногоотделения. После проверки положенияи прикрепления тягалки и талрепамибазовой конструкции подают смежную укрупненную конструкцию 13; сближают с базовой конструкциЕй 12 иосуществляют доводочное перемещение,например, талрепами. При этом выведенные за кромку 14 полотнищ (обшивки,настила) конструкции 12 концы балок,набора 4 и 15 выравнивают кромку 16полотнищ конструкции 13, а выведенные за кромку 1 б концы балок набора17 и 18 выравнивают кромку 14 полотнищ конструкции 12, После проверокразмеров монтажной шпации и сварочного зазора невыровненные места кромок 14 и 16 подгоняют встык и закрывают с помощью гребенок, а выведенные за кромки 14 и 16 концы балокнабора 4, 15, 17 и 18 подгоняют встыкс недоведенными до кромок 14 и 16концов балок набора 15, 19. 20, 21с помощью домкратов и закрепляютэлектроприхватками. Затем свариваютэлектросваркой монтажные стыки; сначала состыкованные кромки 14 и 16полотнищ, последними - балки набора.а 1011441 ецовКорректор, А.ТЯское Ф Составитель И.Кехред С.Мигунова едактор Н.Швыдк Заказ 265 б Подписноекомитета СССРткрытийушская наб., д. 475 Тираж 458 ВНИИПИ Государственног по делам изобретений и 113035, Москва,Ж, Р шал ППП "Патент", г, Ужгород, ул. Проехтная, 4 Таким образом, изготавливают всю цилиндрическую часть корпуса судна.Использование предлагаемого способа изготовления корпусных конструкций обеспечивает по сравнению с известными снижение трудоемкости сборочных работ по стыкованию кромок корпуса, сокращение продолжительности формирования корпуса на построечном месте и уменьшение количества применяемой оснастки и удельноезначение тяжелого физического трудапо подбору, установке и удалению.оснастки и приспособлений. Экономический эффект от внедрения предлагаемого способа изготовления корпусных конструкций состав, ляет 0,6 тыс. рублей на одном судне мощностью до 440 кВт.
СмотретьЗаявка
3400277, 01.03.1982
ПРЕДПРИЯТИЕ ПЯ В-2330
КАН ЧУН ВОН
МПК / Метки
МПК: B63B 9/06
Опубликовано: 15.04.1983
Код ссылки
<a href="https://patents.su/3-1011441-sposob-izgotovleniya-korpusa-sudna.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления корпуса судна</a>
Конструкция залитого конца арматуры в отливках из легких сплавов, выполняемая в виде треугольной нарезки на поверхности арматуры

Номер патента: 131870
Опубликовано: 01.01.1960
Автор: Винюков
МПК: B22D 19/02
Метки: арматуры, виде, выполняемая, залитого, конструкция, конца, легких, нарезки, отливках, поверхности, сплавов, треугольной
...заливаемого соединения,В описываемой конструкции этот недостаток устранен тем, что заливаемый конец выполнен сужающимся внутрь отливки по форме параболы. На чертеже показана форма нарезки конца арматуры. Сечение залитого конца арматуры уменьшается вглубь по параболе, что обеспечивает равномерную удельную нагрузку по всей длине арматуры. Треугольная нарезка выполняется с переменным шагом 1 толщиной Ьи высотой хЫпри которых каждый виток нарезки, работая на изгиб, становится равнопрочным слою отливки 1 работающему на срез.Минимально допустимым шагом нарезки 1, обеспечивающим хорошую заполняемость канала жидким сплавом, является 1=4 лл.Предмет изобретенияКонструкция залитого конца арматуры в отливках из легких сплавов, выполняемая в виде...
Устройство для установки балок набора на полотнище обшивки корпуса судна

Номер патента: 1135686
Опубликовано: 23.01.1985
МПК: B63B 9/06
Метки: балок, корпуса, набора, обшивки, полотнище, судна, установки
...содержащее кондуктор в виде прямоугольной рамы с разметочными отверстиями и снабженное. упорами, установленными на раме кондуктора, и поворотными заслонками, образующими щель для позиционирования балок набора кондуктором на полотнище обшивки корпуса судна 11.Однако для известного устройства характерна недостаточная точность наводки кондуктора на полотнище. 15Целью изобретения является повышение точности наводки кондуктора на полотнище.Поставленная цель достигается тем, что в устройстве для установки балок на полотнище обшивки корпуса судна, содержащем кондуктор в виде прямоугольной рамы с разметочными отверстиями и снабженном упорами, установленными на раме кондуктора, и поворотными заслонками, образую- шими щель для позиционирования...
Агрегат для сборки и сварки балок корабельного набора с полотнищем

Номер патента: 295640
Опубликовано: 01.01.1971
Авторы: Адаменко, Байков, Боголюбов, Кабиров, Капранцев, Паллер, Ситников
МПК: B23K 37/04
Метки: агрегат, балок, корабельного, набора, полотнищем, сборки, сварки
...ползуна, зубчатой рейки 25, привода 2 б перемещения рейки, приводного барабана 27 для возвращения с помощью троса ползуна 22 в исходное положение и пневмоцилиндра 28, который соединен с подъемной планкой 29.На оси барабана 27 установлен датчик 80 импульсов, а на ползуне 22 - поднимающиеся с помощью планки 29 зубья-упоры 81. Механизм остановки и направления движения полотнища размещен на балках 82, укрепленных между рольгангами 1 и 2,Работа механизма осуществляется следующим образом.Полотнище 4 закрепляется захватным элементом 28. После установки полотнища по контрольной линии относительно механизма 10 для автоматической приварки балки к полотнищу зуб рейки 25 подводится к зубу-упору Л, Затем приваривается первая балка набора к...
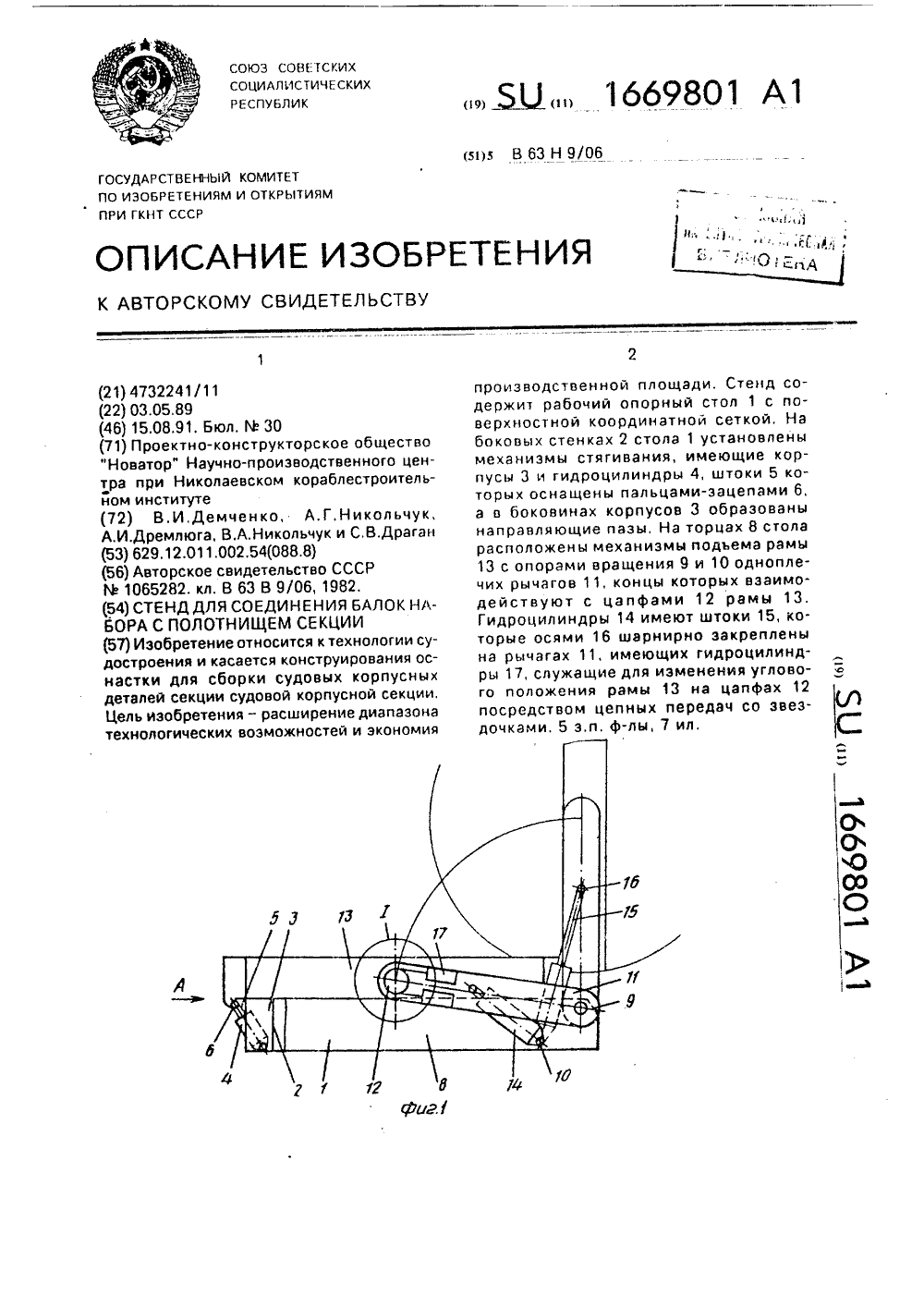
Стенд для соединения балок набора с полотнищем секции
Номер патента: 1669801
Опубликовано: 15.08.1991
Авторы: Демченко, Драган, Дремлюга, Никольчук
МПК: B63H 9/06
Метки: балок, набора, полотнищем, секции, соединения, стенд
...фиксируются в держателях 28 одним из известных способов, например механизмами или магнитными зажимами. На фиг.5 фиксирование балки набора выполнено, в частности посредством клинового зажима 35.Включением первого тумблера на пульте приводится в действие привод гидростанции, Включением второго тумблера приводится в действие механизм подьема штока 15 гидроцилиндров 14, соединенные осями 16 с рычагами 11. вращают их и совокупно с ними раму 13 относительно оси 9 наугол около 90, переводя раму 13 в нерабочее положение, Противоположные концы рычагов 11 соединены с цапфами 12, зафиксированными от свободного проворота установленными на рычагах 11 гидроцилиндрами 17, связанными цепными передачами 18 со звездочками 19, образующими дно целое с...
Агрегат для сборки и сварки балок корабельного набора с полотнищем

Номер патента: 238048
Опубликовано: 01.01.1969
Авторы: Дрожжеников, Поль
МПК: B23K 37/00, B23P 19/00
Метки: агрегат, балок, корабельного, набора, полотнищем, сборки, сварки
...опор размещены на одном крыле поворотной балки н восемь комплектов - на другом крыле. Пластины каждого ряда в каждом крыле поворотной балки выдвигаются в рабочее положение с помощью тяг 9 (см. фиг, 5) с рычагами 10 от пневмоцилиндра 11. Возврат тяг. рычагов пластин выдвижных опор в исходное положеЗаказ 1664/16 Тираж 480 ПодписноеЦНИИПИ Комитета по делам изобретений и открытий при Совете Министров СССРМосква, Ценгр, пр. Серова, д. 4Типография, пр. Сапунова, 2ОПИСАНИ ИЗОБРЕТЕНИ К АВТОРСКОМУ СВИДЕТЕЛЬСТВ Союз Советских Социалистических РеспубликЗависимое о вт, свидетельства че Заявлено 31 Х.196 1173/25-27 с присоединением заявки МПриоритет Комитетизобретений еламткрытий Ьюллстснь Ъо.1.19 публикован при Совете Министров СССРата...
Предыдущий патент: Способ ремонта корпуса судна
Следующий патент: Устройство для сборки балок набора с обшивкой корпуса судна
Случайный патент: Устройство для определения прочностимежфазной пленки