Патенты опубликованные 30.03.1975
Устройство для герметизации камеры прессования, заполняемой расплавом путем вакуумного всасывания

Номер патента: 465268
Опубликовано: 30.03.1975
Авторы: Гребешков, Сарафанова
МПК: B22D 17/14
Метки: вакуумного, всасывания, герметизации, заполняемой, камеры, прессования, путем, расплавом
...крышка 6 с набивным уплотнителем 5 7. Стакан 3 камеры прессования закреплен внеподвижной плите 8 машины для литья под давлением и связан снизу с металлопроводом, а сверху - с пробойником (на чертеже показаны без выносных позиций, прочищаю щим после каждой запрессовки впускное отверстие в стакане, заполняемом расплавом путем вакуумного всасывания.Работа устройства заключается в следую 15 Путем вакуумного всасывания расплав подается снизу в стакан 3 камеры прессования.После подачи в стакан необходимой порции расплава включается цилиндр прессования.В начале хода прессования уплотнитель 7 20 уплотняет шток 1, выполненный ступенчатыми служащий одновременно дросселем. При дальнейшем движении прессующего поршня 2 влево шток 1 сообщает...
Способ получения литых постоянных магнитов

Номер патента: 465269
Опубликовано: 30.03.1975
МПК: B22D 27/04
Метки: литых, магнитов, постоянных
...30 На чертеже схематично изображено устройство для осуществления данного способа.Форму 1, изготовленную, например, по выплавляемой модели, устанавливают в опоке 2, отделяя ее от последней слоем материала 3 с малой теплопроводностью. Корковая форма 1 состоит из двух полостей. Полость 4 служит для заливки металлом, формирующим магнит, а полость 5 служит для залив. ки металлом, являющимся источником тепла в центре формы. При кристаллизации ликвидируют поток тепла, направленный по вертикали вниз, увеличением толщины теплоизоляционного слоя. Поясок заготовки снизу высотой 10 - 15 мм, имеющий равноосную структуру, отбрасывается при резке полученной втулки на кольцевые магниты,Собранная форма перед заливкой нагревается до температуры 900 в 15...
Способ обработки металлических порошков

Номер патента: 465270
Опубликовано: 30.03.1975
Авторы: Арбузова, Данилкин, Крыкина, Мусиенко, Тюльпакова, Черных
МПК: B22F 1/00
Метки: металлических, порошков
...ость увеличить учаемых из по б позво ислород вес,%, азможн сть пол ет изобрете ских порошков, рев в вакууме, целью повыше- изделий из поагрев осущестжкой 4 - 5 час, жкой 3 - 5 час вают до 1050 - й температуре отки металличе упенчатый наг ся тем, что, с и и плотности ых сплавов, н - 450 С с выдер - 750 С с выдер порошки нагре жкой при это Изобретение относится к области порошковой металлургии, в частности к способам обработки металлических порошков перед их формованием.Известен способ обработки порошков титана перед их формованием, заключающийся в том, что порошки подвергают ступенчатому нагреву в вакууме 1 10-4 мм рт. ст. с промежуточными выдержками до окончательной температуры отжига 780 С в течение 2 час.Предлагаемый способ отличается...
Вакуумная трубчатая печь сопротивления

Номер патента: 465271
Опубликовано: 30.03.1975
Авторы: Бунин, Гостев, Данилов, Керштейн, Купцов, Перец, Попова, Сенчихин, Сумина
МПК: B22F 3/10, F27B 5/04, F27D 1/12 ...
Метки: вакуумная, печь, сопротивления, трубчатая
...системой через вакуумный электромагнитный затвор 25, а с атмосферой - через воздушный клапан (на чертеже не обозначен). Камера загрузки установлена на подвижной тележке 26, снабженной монтажными приспособлениями (на чертеже не обозначены). Стол 13, торец штока толкателя 16 и вакуумный затвор снабжены электроизоляционными насадками для предотвращения электрического замыкания печного трансформатора при соприкосновении лодочек с металлическими элементами печи.На выходе из камеры 1 установлен холодильник 27, соединенный с верхнсй полостью шлюзовой камеры выгрузки 28, которая выполнена аналогично камере загрузки и снабжена вакуумным затвором (на чертеже не обозначен), воздушным клапаном 29, толкателем выгрузки 30, электропрнводами 31 и 32,...
Способ изготовления спеченных изделий

Номер патента: 465272
Опубликовано: 30.03.1975
МПК: B22F 3/15
Метки: спеченных
...время нагрева объем оболочки вакуумируют. Способ предусматривает охлаждение стенок оболочки, например водой, во время нагрева контейнера,После достижения заданной температуры5 сборку переносят в изостат, в котором создают заданное давление, и осуществляют горячее прессование порошкового материала,При изготовлении крупногабаритных изделий равномерность нагрева обеспечивают за10 счет применения подвижного индуктора, перемещающегося вдоль оси заготовки, или многосекционного индуктор а.Режим нагрева может быть форсированнымс последующим выравниванием температуры15 по сечению прессуемого материала, причемвремя выравнивания температуры должнобыть равно или больше времени между окончанием нагрева и началом прессования, тоесть времени переноса...
Способ соединения спеченных изделий

Номер патента: 465273
Опубликовано: 30.03.1975
Авторы: Лебедь, Марчик, Муха, Филонич
МПК: B22F 3/24
Метки: соединения, спеченных
...изделий диффузионную сварку проводят в постоянноммагнитном поле 1000 в 40 э при облученииизделий интегральным потоком нейтронов106 - 10 о нейтр/см с энергией 1 - 10 мэв.Сущность способа заключается в следующем.Соединяемые поверхности ферритовыхизделий полируют до 13 - 14 класса чистоты,прикладывают друг к другу, помещают в постоянное магнитное поле 1000 - 4000 э и одновременно облучают вдоль соедпнясмых поверхностей изделий интегральным потокомнейтронов 10" - 10" нейтр/см 2 с энергией1 - 7 мэв.Совместное гоздействие магнитнои пучка нейтронов приводит к взпроникновению атомов ферритовых через границу раздела и обуславливает их прочное соединение.При использовании описываемого способадля соединения ферритовых изделий измене ние...
Способ токарной обработки

Номер патента: 465274
Опубликовано: 30.03.1975
МПК: B23B 1/00
Метки: токарной
...12, установленным на неподвижной части станка. осится к области металлоВалы 6 и 7 имеют различное смещение на расстояния а и 6 относительно центра шпинделя, но их наружная поверхность равно удалена от центра шпинделя на расстояние Р. Соответственно привод валов 6 и 7 состоит из зубчатых передач 4 и 5, обеспечивающих необходимое межцентровое расстояние а и 6.Обработка происходит следующим образом. При вращении шпинделя 1 в направлении стрелки У корпус 2 и валы 5 и 6 вращаются совместно в направлении стрелки Рь При этом валы получают дополнительное вращение Г 2 и з относительно собственных осей за счет зубчатых передач 4 и 5.Резец 11 получает подачу в направлении 5 и, следуя профилю копира 12, обрабатывает соответствующий контур на...
Способ фасонной обработки

Номер патента: 465275
Опубликовано: 30.03.1975
МПК: B23B 1/00
Метки: фасонной
...Изделие 1 вращается в направлении стрелки п со скоростью резания. Инструмент 2 имеет фасонный профиль 3, расположенный по винтовой линии с шагом 1, равным ширине профиля, или больше ширины профиля при многозаходном инструменте, Инструмент 2 вращается со скоростью круговой подачи Ьр относительно оси, наклонной к оси изделия 1 на угол р подъема винтовой линии профиля инструмента. При этом направление наклона выбрано из расчета поперечного вхождения режущих лезвий инструмента в обрабатываемое изделие.Изделие 1 подается непрерывно вдоль своей оси со скоростью Ь, ооеспечивающеи перемещение его на шаг 1 за один оборот инструмента 2,Наклон инструмента 2 на угол р обеспечивает формирование профиля изделия к концу обработки. Тем самым...
Механизм подачи металлорежущего станка

Номер патента: 465276
Опубликовано: 30.03.1975
Автор: Кондратьев
МПК: B23B 25/02
Метки: металлорежущего, механизм, подачи, станка
...при обработке с малыми подачами процесс резания происходит при завышенных значениях амплитуды возвратно-поступательного движения.Описываемое устройство отличается от известных тем, что с целью дробления стружки путем сообщения инструменту возвратно-поступательного движения в направлении подачи кулачок подачи дополнительно снабжен приводом колебательного движения.На чертеже представлена схема описываемого устроиства применительно к роторному станку.При обработке ступенчатых отверстий сверлами 1 в заготовках 2 подача при сверлении первой ступени отверстия выбирается максимальной и определяется углом наклона кривойкулачка подачи 3 (угол а),При обработке второй ступени отверстия5 подача уменьшается за счет изменения угланаклона кривой...
Устройство для автоматической подналадки рабочего органа станка

Номер патента: 465277
Опубликовано: 30.03.1975
Автор: Рюмкин
МПК: B23B 25/06
Метки: автоматической, органа, подналадки, рабочего, станка
...источником питания (сжатым воздухом) и атмосферой, и через клапаны 8 и 9 с камерами 10 и 11 пятимембранного элемента 12 сравнения. Выход элемента сравнения соединен с пневмоэлектропреобразователем 13. На входах клапанов 6 и 7 установлены дроссели 14 и 15, Настройка сравнивающего устройства, образованного элементом 12 и преобразователем 13, осуществляется регулировкой вентиля 16 противо- давления. Командное устройство 4 закреплено на рабочем органе 17 станка, Величина перемещения упора 1 прямопропорциональна давлению воздуха в полости сильфона 2,По результатам контроля обработанных деталей подается команда на перемещение упора 1 в ту или другую сторону для корректировки момента выключения подачи рабочего органа 17 станка. При перемещении...
Головка

Номер патента: 465278
Опубликовано: 30.03.1975
Автор: Шпетный
МПК: B23B 29/00
Метки: головка
...В пазах поршня 5 находятся шпонки 5 6 и уплотненное кольцо 7.Стопорное кольцо 8 служит для ограничения движения вверх поршня 5, В нижней части корпуса 1 помещен шток 9 с уплотнительным кольцом 10, Шток 9 с помощью винта 11 20 жестко связан с резцедержателем 12, в котором с помощью винтов 13 закреплен резец 14.Между передней стенкой нижнего цилиндра 3 и штока 9 помещена пружина 15. Днищем нижнего цилиндра 3 служит резьбовая проб ка 16, Центр 17 установлен в радиальном 18и упорном 19 шарикоподшипниках.Работа головки осуществляется следующимобразом.Установленная в шпиндель станка головка 30 первоначально имеет два движения - вращательное и поступательное вдоль оси шпинделя. Когда центр 17 дойдет до упора приспособления (на чертеже не...
Патрон для зажима инструмента

Номер патента: 465279
Опубликовано: 30.03.1975
Авторы: Коровинский, Школа
МПК: B23B 31/04
Метки: зажима, инструмента, патрон
...виде проволо двух паралле отверстии кор торых имеет н зажима инструмент мм, выполненного, н и, зажимаемой по льно расположенных пуса пар кулачков, о аружную цилиндр ич а диаметпример, в средством в осевом дна из коескую поИзобретение относится к области металлообработки.Известны патроны для зажима инструмента диаметром менее 0,6 мм, выполненного, например, в виде проволоки, зажимаемой посредством двух параллельно расположенных в осевом отверстии корпуса пар кулачков, одна из которых имеет наружную цилиндрическую поверхность,Описываемый патрон отличается от извест ных тем, что вторая пара кулачков имеет наружную коническую поверхность, а осевое отверстие, боковая поверхность которого взаимодейсгвует с кулачками, выполнено ступенчатым,...
Зажимной патрон

Номер патента: 465280
Опубликовано: 30.03.1975
МПК: B23B 31/26
...зубчатых колес 12, закрепленных на плите 3. Зубчатые колеса 12 находятся в постоянном зацеплении с пересекающимися (расположенными в одной плоскости) рейками 13 и 14, которые вставлены в пересекающиеся пазы, выполненные в плите 3.В рейках 13 и 14 прорезаны пазы 15, обеспечивающие расположение реек в одной плоскости.Патрон работает следующим образом.Деталь 16 устанавливается на упоры 6 губок 5. При этом внутренний торец 17 детали 16 не соприкасается с базовыми опорами 11, находящимися в исходном положении, т. е. внутри диаметра центрирования (см. фиг. 1, где исходное положение опор показано тонкими линиями). К торцу 18 рейки 13 прикладывается усилие (вручную, пневмо- или гидроцилиндром), базовые опоры 11 поворачиваются вокруг своей оси...
Приспособление для закрепления поршней

Номер патента: 465281
Опубликовано: 30.03.1975
Авторы: Гольдрайх, Ласкер, Праницкий, Сирота, Шехтер
МПК: B23B 31/40
Метки: закрепления, поршней
...фиг. 2) с кольцевой внутренней канавкой 7. Съемный зажимной палец 8 взаимодействует с отверстием обрабатываемого поршня 9. В пальце 8 выполнен продольный паз 10 (см. фиг, 2), в котором смонтирован двуплечий рычаг 11, по.- 0 воротный вокруг оси 12, перпендикулярнойпродольному пазу 10. Рычаг 11 представляет собой пластину, на одном из его плеч находится выступ 13, являющийся фиксатором.На каждом из плеч имеются упорные площад ки 14, на которые воздействуют при принудительном выводе фиксатора. Плоская пружина 15 удерживает рычаг в рабочем положении и закреплена в пальце с помощью усиков 16, закрепленных в теле пальца 8. 0Обрабатываемый поршень 9 при установкев приспособлении базируется по направляющему пояску корпуса 1. Съемный зажимной...
Планшайба вихрекопировального станка

Номер патента: 465282
Опубликовано: 30.03.1975
Авторы: Геворкян, Кандаян, Коджиброян
МПК: B23Q 1/25
Метки: вихрекопировального, планшайба, станка
...через промежуточные салазки и два слоя расположенных взаимно перпендикулярно роликов.Цель изобретения - повышение крутильной жесткости.Это достигается тем, что промежуточные салазки снабжены дополнительно двумя парами роликовых направляющих, размещенных соответственно между боковыми поверхностями планшайбы и салазок и боковыми поверхностями салазок и неподвижных направляющих.На фиг. 1 показана предлагаемая пл ба, вертикальный разрез; на фиг. 2 - по А - А на фиг. 1; на фиг. 3 - разрез п на фиг. 1; на фиг. 4 - разрез по В фиг 1 Салазки 4, в свою очередь, опираются нанеподвижные направляющие 7 при помощи роликов направляющих 9, перпендикулярных к роликам 8. Направляющие 7 жестко уста навливаются на корпусе 10 вихрекопировальной...
Способ обработки радиусных сопряжений

Номер патента: 465283
Опубликовано: 30.03.1975
Авторы: Бурсов, Горячев, Домрачев, Левчук
МПК: B23C 3/00
Метки: радиусных, сопряжений
...сопряжений прямолинейных участков при внутреннем контурном фрезеровании с использованием концевой фрезы,С целью уменьшения погрешностей обработки, вызванных упругими перемещениями системы СПИД, согласно описываемому способу, обработку осуществляют фрезой, радиус которой равен радиусу сопряжения, и сообщают ей осевое перемещение.На чертеже показана схема обработки радиусного сопряжения согласно описываемомуспособу.На прямолинейном участке концевую фрезу 1 (или заготовку 2) перемещают со скоростью Рили 1, При переходе на радиусный участок фрезе (или заготовке) сообщают скодновременно ью 1,. При контуру соувеличения ее уменьшействия силы я силы трескоростльной кия за счесируетсяпротиводводейств ния тем значительнее, чем ольш едм ет и ретен...
Устройство для крепления в шпинделе станка инструмента

Номер патента: 465284
Опубликовано: 30.03.1975
Авторы: Вильский, Лебедев, Третьяков, Чечин
МПК: B23C 5/26
Метки: инструмента, крепления, станка, шпинделе
...головка 3 с пинолью20 2 и шпинделем 1 перемещается в крайнееверхнее положение до упора резьбовой втулки12 в торец шестерни 13 электромеханическогопривода, который жестко закреплен на станине станка. При этом зубчатый венец резьбо 25 вой втулки входит в зацепление с шестерней,а торец резьбового валика 5 перемещает шток14, который нажимает на микровыключатель(на чертеже не показан), блокирующий включение рабочего вращения шпинделя. ИнструЗО мент с резьбовым хвостовиком 15 и переход 466284ной втулкой 16 вставляется и конусное отверстие шпинделя 1 до полной посадки на конус, При этом резьбовой хвостовик инструмента нажимает на подпружиненную втулку 7 и перемещает ее вверх, сжимая пружину 8.При включении электромеханический привод вращает...
Способ получения микропередач
Номер патента: 465285
Опубликовано: 30.03.1975
Автор: Григорьев
МПК: B23C 9/00
Метки: микропередач
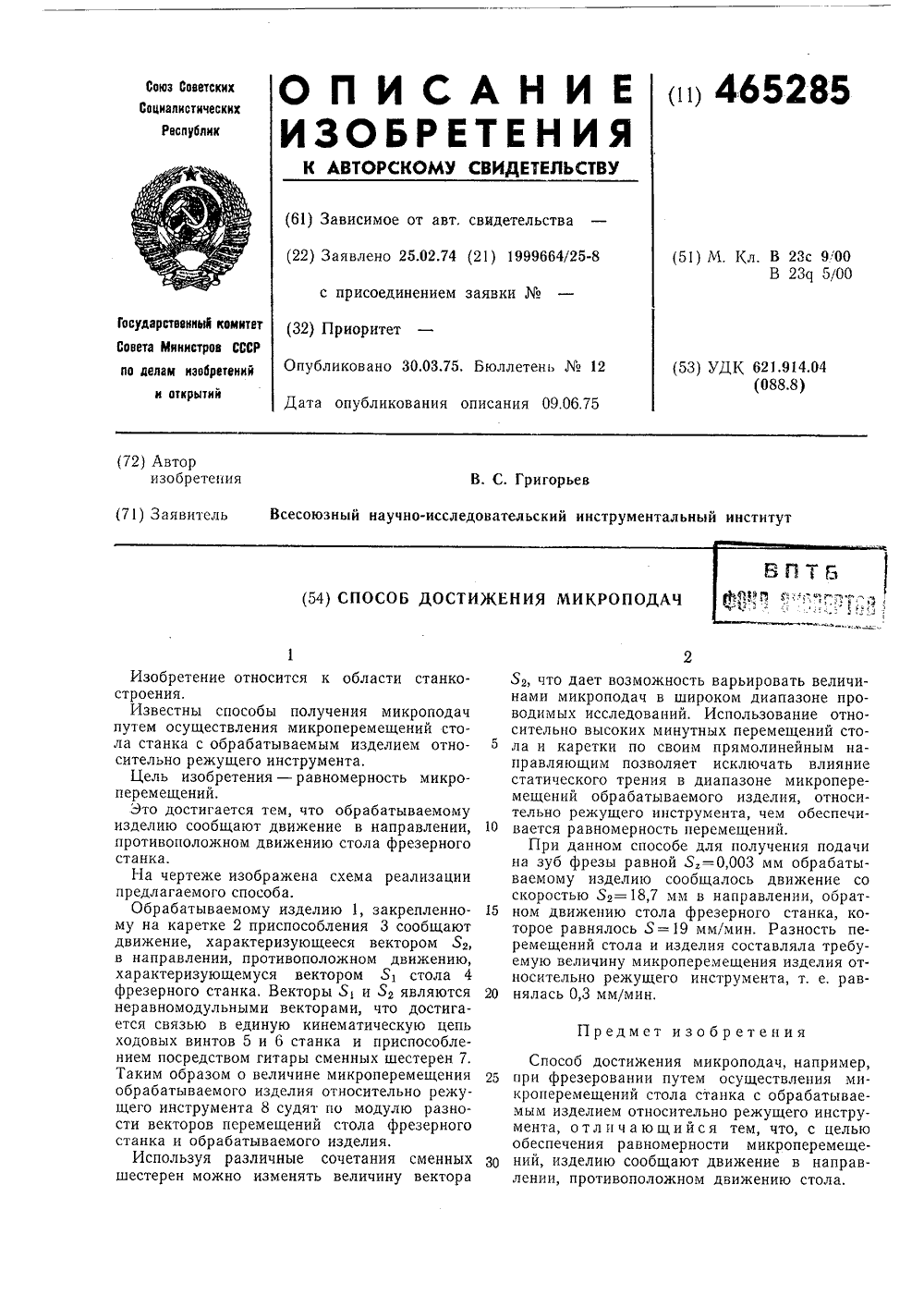
...гитары сменных шестерен 7. Таким образом о величине микроперемещения обрабатываемого изделия относительно режущего инструмента 8 судят ио модулю разности векторов перемещений стола фрезерного станка и обрабатываемого изделия.Используя различные сочетания с х шестерен можно изменять величину в а 5 з, что дает возможность варьировать величинами микроподач в широком диапазоне проводимых исследований. Использование относительно высоких минутных перемещений стола и каретки по своим прямолинейным направляющим позволяет исключать влияние статического трения в диапазоне микроперемещений обрабатываемого изделия, относительно режущего инструмента, чем обеспечи вается равномерность перемещений.При данном способе для получения подачина зуб фрезы...
Устройство для безупорочной резки проката на мерные длины ножницами

Номер патента: 465286
Опубликовано: 30.03.1975
Авторы: Агурбаш, Будницкий, Дмитриев, Мануйлов
МПК: B23D 25/16
Метки: безупорочной, длины, мерные, ножницами, проката, резки
...возможными отклонениями скорости и темпа замедления от заданных значений.Информация о фактическом перемещениивыдается импульсным датчиком 4, связаннымперемещаемым механизмом посредством;рпжимного ролика.При получении команды на первое перемещение (ключи 7 - 9 замкнуты) счетные импульсы поступают одновременно в счетчики 15 1 и 3. Импульсы в счетчик 3 поступают домомента срабатывания элемента 5, который при равенстве сигнала задания скорости фактической скорости привода, контролируемой тахогенератором 6, вызывает размыкание 20 клюа 7Таким образом, в счетчик пути торможениядополнительно записывается число, соответствующее пути, пройденному механизмом за время разгона для первого цикла перемеще ния (участком ОА на фиг. 2).По мере...
Устройство для резки круглых заготовок

Номер патента: 465287
Опубликовано: 30.03.1975
Авторы: Бейзерман, Зейликман, Смиркина
МПК: B23D 45/04
Метки: заготовок, круглых, резки
...относительно которой поворачивает 10 ся вилка 19, соединенная со скользящей муфтой 6. Второй конец вилки 19 присоединен кштоку пневмоцилиндра 20, осуществляющеговключение и выключение муфты 6.С торца планшайба 4 с размещенными на15 ней ползунами 10 закрыта защитной крышкой 21. Стаканы 7, в которых размещены грузы 9, закрыты резьбовыми пробками 22, исключающими вылет грузов 10 при случайнойполомке рычагов 13 и 14.20 Устройство работает следующим образом.Заготовка подается в зажимное устройствочерез полый шпиндель 2 и зажимается припомощи пневмоцилиндра, Включается электродвигатель, и планшайба 4 начинает вра 25 щаться. Муфта б находится в положении,изображенном на чертеже. Включением пневмоцилиндра 20 вилка 19 поворачивается...
Способ активного контроля профиля зуба колеса

Номер патента: 465288
Опубликовано: 30.03.1975
Авторы: Аверин, Зубрович, Лисиченко, Петренко, Старостин
МПК: B23D 45/04
Метки: активного, зуба, колеса, профиля
...одновременном сложном движении профиля зуба по отноше.нию к контролируемому лучу. Поступательное и вращательное движения контролируемого профиля зуба колеса обеспечиваются кинематической цепью обката зубошлифовального станка, Зафиксированная суммарная по грешность профиля зуба и цепи обката станка преобразуется бесконтактным датчиком 2 в электрический сигнал, поступающий в блок обработки 3 и содержащий погрешность собственно профиля эвольвенты и кинематичес кую погрешность цепи обката станка. Последняя непрерывно контролируется посредством датчика 4 угла поворота стола (колеса), бесконтактного датчика 5 линейного перемещения при непосредственном участии 15 блоков б формирования сигналов и блока 7 отсечки измерительных импульсов, и путем...
Реверсивная резьбонарезная головка

Номер патента: 465289
Опубликовано: 30.03.1975
МПК: B23G 5/00
Метки: головка, реверсивная, резьбонарезная
...11 и неподвижные регулируемые упоры 12. Подвижный упор 7 сблокирован с кулачком 13, взаимодействующим с роликом 5 14 подпружиненной пиноли 3.На фиг. 2 обозначено:1 - зона ускоренных перемещений;l1 - зона рабочей подачи;1 з - резервная зона;10 Й - длина ускоренного хода пинали,Работает резьбонарезная головка следующим образом.Вращаясь, шпиндель 1 получает осевое перемещение за счет резьбового копира 2. Одно временно через масштабную зубчатую передачу 8 получает перемещение подвижный упор 7 с расположенными на нем переставными кулачками 9 и кулачком 13. Линейное перемещение упора 7 превосходит осевое перемещение 20 шпинделя 1 в число раз, равное масштабупередачи 8.В исходном положении ролик 14 занимаетнижнее положение во...
Устройство для пайки и откачки электровакуумных изделий

Номер патента: 465290
Опубликовано: 30.03.1975
Автор: Агафонов
МПК: B23K 1/12
Метки: откачки, пайки, электровакуумных
...кольцевуюпроточку 9 оправки 8 уложен термобиметаллический вкладыш 3 активным слоем 6 наружу10 и установлена запорная крышка 2,Соединение цилиндрической обоймы 1 с запорной крышкой 2 типа байонетного, это позволяет при скреплении предварительно выбирать зазоры между собранными деталями15 электровакуумного прибора. Керамическиекольца 10 и 11 предохраняют детали прибораот прилипания к металлическим частям зажима в период пайки. Скрепленный таким образом электровакуумный прибор поступает в зо 20 ну откачки. Процесс бесштенгельной откачкискрепленного, но не зажатого прибора осуществляется через микрозазоры по контактирующим поверхностям деталей,В зоне пайки, куда прибор поступает после25 откачки, повышается температура, в результате чего...
Способ дуговой сварки

Номер патента: 465291
Опубликовано: 30.03.1975
Авторы: Гордонный, Дибец, Макара, Назарчук
МПК: B23K 9/08
...придавать ей вращательное движениепо часовой стрелке. Если же порядок подключения изменить на обратный (1, 4, 3, 2), то20 дуга будет вращаться против часовой стрелки,Изменяя порядок подключения характерныхточек на изделия, можно добиться движениядуги по самым разнообразным траекториям,которые будут обеспечивать наиболее высокое25 качество сварного шва. С целью обеспеченияодинакового отклонения дуги поперек шва независимо от местоположения дуги места подключения тока к изделию (точки 2 и 4,фиг. 2 а) целесообразно перемещать синхро30 но с дугой с помощью скользящих контактоВ некоторых случаях рекомендуется подключать сварочный ток к изделию одновременно в нескольких точках (фиг, 2 б) от одного контактора.Схема, позволяющая изменять место...
Способ контроля качества соединений при контактной стыковой сварке оплавлением

Номер патента: 465292
Опубликовано: 30.03.1975
Авторы: Грабчев, Кривонос, Солодовников
МПК: B23K 11/04
Метки: качества, контактной, оплавлением, сварке, соединений, стыковой
...12 25 осадки и корпуса 13 золотника со штоком 14,На штоке золотника установлена упорная шайба 15, ограничивающая перемещение штока при осадке, при этом расстояние между корпусом золотника и упорной шайбой опре деляет величину заданного припуска наосадку. Корпус 13 золотника жестко связан с подвижной частью 5 машины, а шток 14 золопника с редуктором 11 гидроследящей системы и электромагнитом 12 осадки - с неподвижной частью 16 машины.Датчик проскальзывания 1 или 2 может быть выполнен в виде подпружиненного колеса с насечкой, ось которого механически связана с движком линейного потенциометра 17 или 18. Датчик 4 рассогласования представляет собой линейный потенциометр 19, установленный на корпусе следящего золотника, причем движок...
Машина для контактной точечной сварки

Номер патента: 465293
Опубликовано: 30.03.1975
Автор: Донец
МПК: B23K 11/10
Метки: контактной, сварки, точечной
...отрезка осуществляется с внешней стороны.Машина работает следующим образом.По окончании приварки поперечных стержней 23 к продольным стержням 24 сварочные электроды 12 поднимаются в верхнее положение. В этот момент между корпусами 5 и 10 образуется зазор, в который вводятся вилки 13, перемещаемые через толкатели 14 балкой 15, связанной с приводом 17,Затем подается воздух одновременно в верхние полости приводов 2, и ножи 6 под действием суммарного усилия, передаваемогочерез поршни 3 и 9, отрезают готовую сетку, т. е. в этот момент на корпусы 5 ножей 6 передается дополнительное усилие от поршней 9 через промежуточные вилки 13, что позволяет уменьшить диаметр приводов 2.После отрезки воздух подается в нижние полости приводов 2, электроды...
Устройство для подачи поперечной проволоки под электроды сварочной машины

Номер патента: 465294
Опубликовано: 30.03.1975
Авторы: Евсеев, Зайцев, Залуцкий, Цымбалюк
МПК: B23K 11/10
Метки: подачи, поперечной, проволоки, сварочной, электроды
...работает следующим образом.Поперечная проволока 7 сматывается с бухтодержателя 1, проходит через роликовое правильное устройство 2 и при помощи цангового подающего устройства 3 с пневмоцилпндром подается во втулки направляющего и режущего приспособления на всю его длину. ПневРедактор Н. Сухано Корректор В. Брыксин Изд. Мо 1348 НИИПИ Государственного комите по делам изобретений Москва, Ж, Раушскказ 16 Тираж 1069а Совета Министрои открытийя наб., д. 4/5 ПодписноеССР пография, пр. Сапунова, 2 моцилиндр 6 срабатывает, и подвижные втулки 4, сдвигаясь относительно неподвижных втулок 5, перерезают поперечную проволоку на несколько одинаковых по длине прутков, количество которых соответствует количеству втулок. Затем подвижные втулки 4...
Машина для контактной точечной сварки

Номер патента: 465295
Опубликовано: 30.03.1975
Автор: Донец
МПК: B23K 11/10
Метки: контактной, сварки, точечной
...4 в 25 положение отрезки сетка цангами 16 перемещается на тот же шаг. 30 Машина для контактной точечной сварки, содержащая станину, на которой смонтироваИзобретение относится к сварочным маши-.нам, предназначенным для сварки арматурных сеток,Известна машина, содержащая станину, накоторой смонтированы общие приводы давления сварочных головок и ножей и привод продольной подачи.Цель изобретения - упрощение. конструк-ции машины.Это достигается тем, что в предлагаемоймашине каждый сварочный электрод и соответствующий ему нож смонтированы в общемкорпусе, установленном на траверсе, связанной с приводом возвратно-поступательного перемещения в направлении подачи изделия,для попеременной подачи электрода и ножапод привод давления.На чертеже...
Клещи для контактной точечной микросварки

Номер патента: 465296
Опубликовано: 30.03.1975
Авторы: Ворона, Шинкаренко
МПК: B23K 11/28
Метки: клещи, контактной, микросварки, точечной
...6 закреплен микропереключатсль 9.В корпусе 4 над неподвижной консолью 2 на 10 оси-шарнире 10 установлена верхняя подвижная консоль 11 с электродом 12, На подвижной консоли 11 консольно закреплены плоская рабочая пружина 13 и возвратная пружина 14.Подвижная консоль 11 соединена гибким то коподводом 15 с шиной 6, На ось-шарнир 10независимо от подвижной консоли 11 посажен рычаг 16 с выступающей из корпуса рукояткой 17. В последней размещен винт 18, упирающийся полукруглой головкой в консольный 20 конец плоской рабочей пружины 13, Внутрикорпуса на рукоятке 17 закреплена контактная пружина 19.Клещи для точечной контактной мпкросваркн работают слсдующпм образом,25 Выставляют трсбуемое положение винта 18относительно рукоятки 17, чем...
Устройство для холодной сварки

Номер патента: 465297
Опубликовано: 30.03.1975
Авторы: Глаголев, Гурский, Кононец, Шульман
МПК: B23K 21/00
...8 можно выпнить с одинаковым шагом резьбы.При сварке образцов 9 усилие Р прессалагается на нормальную Л составляющсжимающую образцы, и составляющуюгенцильную Т, смещающую один образецносительно другого. раз- ую нПредмет изобреУстройство для холоднойсодержащее клинья для фикстельного перемещения образцщееся тем, что, с целью осгулировки угла сдвига, каждьнен из двух частей, шарнирнмежду собой. тения сварки сдации иов, отлуществленй клино соеди вигом, тноси- ичаюия ревы пол- ненных Известно устройство для холодной сварки металлов сдвигом, содержащее клинья для фиксации и относительного перемещения образцов,Однако в известном устройстве нельзя регулировать угол сдвига.В предлагаемом устройстве с целью регулировки угла сдвига каждый клин...