Установка для изготовления изделий гальванопластикой
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки





Текст
Союз Советск илСоциаписткческикРеспублик ОП ИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(51)М. Кл. С 25 0 1/10 С 25 П 17/02 РВударстеанныИ кемнтет СССР дв делам нзееретеннй н открытийОпубликовано 07. 05. 82 Бюллетень 17 Дата опубликования описания 07,05.82(72) Авторы изобретения Б,М.Брайнман и Ю,А.Пономарев Опытный завод Всесоюзного научно-исэкспериментально-конструкторского институтаэлектробытовых машин и приборов ского(5) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ГАЛЬ ВАНОПЛАСТ ИКОЙ1Изобретение относится к изготовлению изделий из металлов, в частности методом гальванопластики и может быть использовано для изготовления матриц технологической оснастки, сопел для гидрорезания и других изделий сложной конфигурации и различных размеров.Для технологической оснастки сопел. для гидрореэания и других выбирают достаточно твердый металл, например,то сплав никель-кобальт. Такой сплав является хрупким, ввиду чего изготовленные из него изделия разрушаются не толь.ко при эксплуатации, но и при предварительной обработке и нагреве.15Известны установки для гальванического осаждения, состоящие иэ нескольких ванн, в которых последовательно наращиваются слои различных метал 20 лОВ. В таких установках мОжнО вна чале, в первой ванне, на форму-модель нарастить твердый рабочий слой никпь-кобальт, а затем во второй более мягкий и эластичный конструкци" онный слой (например, никель или медь), Перенос изделий из одной ванны в другую осуществляется либо непосредственно при помощи подвесок, на которых изделия крепятся к штангам, либо при помощи крюков, вручную или механизированно. Изготовление изделий в такого рода установ" ках устраняет образование трещин, облегчает механическую обработкутыльной поверхности изделий 11.Однако в данной установке при переносе изделия из ванны в ванну оно находится вне контакта с электролитом. Процесс электролитического осаждения металла на изделие в это время прерывается, что создает предпосылки для пассивации поверхности и, следовательно, для расслоения вдоль границы между рабочими конструкционными слоями металла, Во избежание расслонения рекомендуется переве. шивание иэделия из первой ванны во3 92608вторую производить без длительногоперерыва тока,а при длительном лерерыве тока изделие рекомендуется протравить в растворе соляной кислоты,Однако в условиях промышленного проБизводства в изделиях, имеющих сложнуюконфигурацию, наблюдаются случаирасслоения на границе между слоями,в цастности при механической обработке. Расслоение в этих изделияхне удавалось исключить несмотря наминимальное время перерыва тока(1-2 сек) при быстром переносе изделия из одной ванны в другую, протрав"ливание в растворе соляной кислоты,применение твердосплавных режущихинструментов и мягкие режимы механической обработки. В результате изде"лие, на изготовление которого былозатрачено много времени и средств,оказывалось бракованным,Цель изобретения - повышение качества изделий путем исключения расслоения.Поставленная цель достигается темчто в установке, содержащей ванныдля последовательного наращиванияразличных слоев металла и элемент переноса изделий из одной ванны в другую, узел переноса изделий выполненв виде емкости, содержащей анодныйотсек с анодом и катодный отсек дляизделия, разделенные перфорированнойперегородкой, причем отношение объема емкости к объему ванны не более1:20.35Благодаря этому создается возмож"ность производить перенос изделияиз одной ванны в другую при непрерывном электролитическом осажденииаометалла на всех участках иэделия,без нарушения контакта поверхностиизделия с электролитом,На фиг. 1 изображена предложеннаяустановка в момент начала переносаиэделия, общий вид; на фиг. 2 - тоже, в момент переноса изделия изпервой ванны во вторую; на Фиг,3то же, после переноса иэделия во вторую ванну на фиг. 1 - переноснаяемкость,50Установка содержит первую ваннус анодными штангами 2, на которыхподвешены аноды 3, и катодной штангой 1, на которой могут подвешиваться изделия 5 при помощи подвесок б,и вторую ванну 7 с анодными штанга"ми 8 для подвешивания анодов 9 и катодной штангой 10 для подвешивания 1 физделий 5 при помощи подвесок б. Элемент переноса изделий из одной ванны в другую выполнен в виде емкости 11, изготовленной из диэлектрика и имеющей анодный отсек 12, с анодом 13 и катодный отсек 1 ч, куда может помещаться изделие 5. Отсеки 12 и 11 разделяет перфорированная перегородка 15 с отверстиями 16 для возможности перемещения ионов электролита внутри емкости 11. К аноду 13 присоединен гибкий изолированный провод 17. Перфорированная перегородка 15 предназначена для исключения короткого замыкания между анодом и катодом, Емкость 11 снабжена также коромыслом для ее погружения и извлечения из электролитов ванн 1 и 7. Габариты емкости 11 соответствуют размерам изделия и в 20 и более раз меньше емкости первой или второи ванн.Установка работает следующим образом,При изготовлении матриц литьевых Форм в первой ванне 1 и в течение 2-1 сут наращивают твердый рабочий слой (например сплава никель -кобальт а во второй ванне 7 в течение -15 сут на них наращивают более мягкий и эластичный слой (например никель), После наращивания рабочего слоя толщиной 0,5-2 мм изделие переносят из первой во вторую ванну, Для этого подвеску 6 изделия 5 в первой ванне соединяют гибким изолированным проводом 18 с катодной штангой 10 второй ванны 7, а гибкий изолированный провод 17 анода 13 соединяют с анодной штангой 8 второй ванны 7 (см.фиг,1) . На штанги 8 и 10 второй ванны подают электрическое напряжение, Емкость 11, предварительно обезжиренную и промытую, за коромысло 13 осторожно погружают в первую ванну и .подводят катодным отсеком 1 М под переносимое изделие, а затем вместе с ним поднимают и осторожно извлекают из первой ванны (см,фиг,2), В этот период электрицеское осаждение металла на изделие продолжается, контакт с электролитом не нарушен, а ток циркулирует от анодной штанги 8 второй ванны через гибкий провод 17 к аноду 13 емкости 11 и через электролит в анодном и катодном отсеках сквозь отверстие 16 в перфориоованной и регородке 15 к изделию 5 и далее че9260реэ подвеску 6 и другой гибкий провод 18 - к катодной штанге 10 второй ванны,Затем. емкость 1, осторожно погружают во вторую ванну 7, подвеску 6изделия 5 закрепляют на катоднойштанге 10, оба провода 17 и 18 отсоединяют от штанги и извлекают емкость11 из второй ванны 7 (см.фиг.3),Затем, если во второй ванне. 7 наращивается никель, электролит из емкости 11 сливают в ванну 1, а есливо второй ванне 7 наращивается медь,электролит из. емкости 11 сливаютв ванну 7 так как попадание ионовмеди из ванны 7 в ванну 1 недопустимо.Как показывают проведенные опытные работы по изготовлению гальванопластикой сложных матриц на предлагаемой установке, изменения в составе электролитов после переноса оказываются незначительными (не более1-24 от общего количества по слоямникеля и кобальта при переносе изделий площадью 1 дм"- и емкости ванн100 л ). При этом в первой ванненезначительно уменьшается содержание .соли кобальта, а во второй она появляется в незначительных количествах.Через 1-2 сут эта соль практическиисчезает в результате электроосаждения металла. Внесение незначительного количества соли кобальта в ваннунИкеля не показывает вредного воздей 5ствия на процесс электроосажденияконструкционного слоя никеля, поскольку никелевый электролит соответствуетэлектролиту никель-кобальт. Внесениенезначительного количества солей кобальта и никеля в ванну меди такжене оказывает вредного воздействия напроцесс электроосаждения меди.Использование предлагаемого изобретения позволяет повысить качество45и монолитность изделий, полученных 81.бгальванопластикой, полностью исключить их расслоение, расширить возможное применение гальванопластики, резко снизить процент брака изделий и получить значительный экономический эффект,В установке предлагаемой конструкции изготовлены следукщие сложные и ответственные иэделия: матрицы с резной гравированной поверхностью на таблички к холодильникам, на корпуса электробритв и активаторы посудомоечных машин, а также фигурные сопла для гидрорезания сложной конфигурации. Если в прежних установках процесс брака из-за расслоения составлял не менее 35-40, то при изготовлении в предлагаемой установке случаев брака из-за расслоения не наблюдалось,.Зкономический эффект по предприятию при годовом выпуске методом гальванопластики 90 матриц средней сложности около 23 тыс.руб.Формула изобретенияУстановка для изготовления изделий гальванопластикой преимущественноопутем осаждения никель-никель-кобальтовых сплавов, содержащая ванныдля последовательного наращиванияразличных слоев металла и узел переноса иэделий, о т л и ч а ю щ а я с ятем, что, с целью повышения качестваизделий путем исключения расслоения,узел переноса изделий выполнен в виде емкости с анодным и катодным отсеками, разделенными перфорированнойперегородкой, причем отношение объемаемкости к объему ванны не более 1:20.Источники инФормации,принятые во внимание при экспертизе1. Ямпольский А,М., Ильин В.А.Краткий справочник гальванотехника,.М Машгиз, 1962, с, 55-61, 926081Тиражосударсам изобМосква,87венногоретений иЖ, Ра Подмитета СССткрытийская наб.,
СмотретьЗаявка
2925852, 04.06.1980
ОПЫТНЫЙ ЗАВОД ВСЕСОЮЗНОГО НАУЧНО-ИССЛЕДОВАТЕЛЬСКОГО ЭКСПЕРИМЕНТАЛЬНО-КОНСТРУКТОРСКОГО ИНСТИТУТА ЭЛЕКТРОБЫТОВЫХ МАШИН И ПРИБОРОВ
БРАЙНМАН БОРИС МИХАЙЛОВИЧ, ПОНОМАРЕВ ЮРИЙ АЛЕКСАНДРОВИЧ
МПК / Метки
МПК: C25D 1/10
Метки: гальванопластикой
Опубликовано: 07.05.1982
Код ссылки
<a href="https://patents.su/5-926081-ustanovka-dlya-izgotovleniya-izdelijj-galvanoplastikojj.html" target="_blank" rel="follow" title="База патентов СССР">Установка для изготовления изделий гальванопластикой</a>
Способ нагрева металлических изделий в электрической соляной ванне

Номер патента: 68383
Опубликовано: 01.01.1947
Автор: Тир
МПК: C21D 1/46
Метки: ванне, металлических, нагрева, соляной, электрической
...изделий диаметром от б до 60 мм: обычное погружение изделия в расплавленную соль, погружение изделия в расплавленную соль с сообщением ему непрерывной вибрации для улучшения теплообмена с солью и погружение изделия в расплавленную соль с подводом тока к нему от одного из вторичных выводов питающего трансформатора.Испытания производились в печи типа СП-35 при температуре расплавленной соли в 1200 С.Второй способ дал незначительное по сравнению с первым ускорение нагрева изделия до температуры ванны,Третий способ позволил получить весьма высокие скорости нагрева поверхности изделия. Через 2 - 20 сек. после погружения в расплавленную соль (в зависимости от диаметра изделия и подведенного напряжения) температура поверхности изделия...
Способ упрочнения изделий из никеля и его сплавов

Номер патента: 1820916
Опубликовано: 07.06.1993
Авторы: Ветлянская, Нагирный, Приходько
Метки: никеля, сплавов, упрочнения
...к системе гидроиспытаний.Для обработки образцов и деталей по прототипу применялась горизонтальная трубчатая муфельная печь, через которую пропускался водород. поступающий от электролизера с пористым никелевым катодом с запирающим слоем.Насыщение образцов и деталей по предлагаемому способу осуществлялось в термостатированной винипластовой ванне емкостью 10 дм, Анодами применялисьпластины из свинца, легированного 1-3по массе висмутаОхлаждение в жидком азоте осуществ 5 лялось путем погружения в специальные резервуары, применяемые для его транспортирования и хранения.Сравнительная оценка качества производилась путем определения механической.10 прочности образцов-лопаток при испытаниях нэ растяжение и предельного, давленияразрыва...
Способ снятия окалины с изделий из никеля и его сплавов

Номер патента: 148320
Опубликовано: 01.01.1962
Авторы: Богомолова, Калиниченко, Каширо, Лекаренко, Покровская
МПК: C23G 1/28
Метки: никеля, окалины, снятия, сплавов
...травления предлагается применить в качестве тщелочно-боратный расплав с низкой температурой плавления.Сущность способа заключается в следующем. Изделия, подлщие травлению, погружают в щелочно-боратный раствор следуюсостава: ХаОН 40 - 50/о, КОН 60 - 50/о, КазВ 40 т (обезноженная)30/о. По истечении определенного времени изделия вынимаются изплава и погружаются в холодную воду для охлаждения и растворс поверхности металла солей. После промывки изделия сушатсяэтом травления в кислотах не требуется.Рабочая температура расплава и время выдержкзависят от марки никелевого сплава и приведены в ице.148320Обработанный металл имеет серую матовую поверхность.Таким образом, предложенный способ обработки для снятия окали:ы с изделий из никеля и его...
Способ обработки изделий из никеля

Номер патента: 1236007
Опубликовано: 07.06.1986
Авторы: Апыхтина, Бабаева, Еленская, Зиновьева, Нагирный
Метки: никеля
...упрочнеио Оксцдцой пленки д тяэ )Гповьппает ге корроцопцую и ьехдпи Яс -кую прочность.При 51 анесециэ толсослойцх ) )п.елевых покрытий (до 0,3 мм) цд Уц:утренцюо сложцоп)Оф)иронаццу о ность детали оказывается Эозмо)(:ц)ц 2-3-кратное использование цикелсзы; ЯНОДОН ) ПООЦЕДЦП 1 гХ ОГГОТО 3 КУ ) Гложенцому способу. При этом н -сзультате незцачцтел ного ц эя 3 ПГме ) -НОГО стр 1 В 5 Иняния поверхцо("тц Белчина которого пе и 03 шает бол-е ч:0,1-0,2 мм, удается сохранить цсстоянстно мРж"элект)Г)дцого расст 0511(П 5 )3процессе длительного электролиза итем самым улучшить качество покрытия за счет с)го равномерного осдждец я,( 116) т Р )1 и Г р д т 5;) и 0- Б г) ( и Р 1 "г) ь х р Р жив мо 3 Обрдботкц ццс),);д (бусло 3 пеи тем) Ч) О Прц...
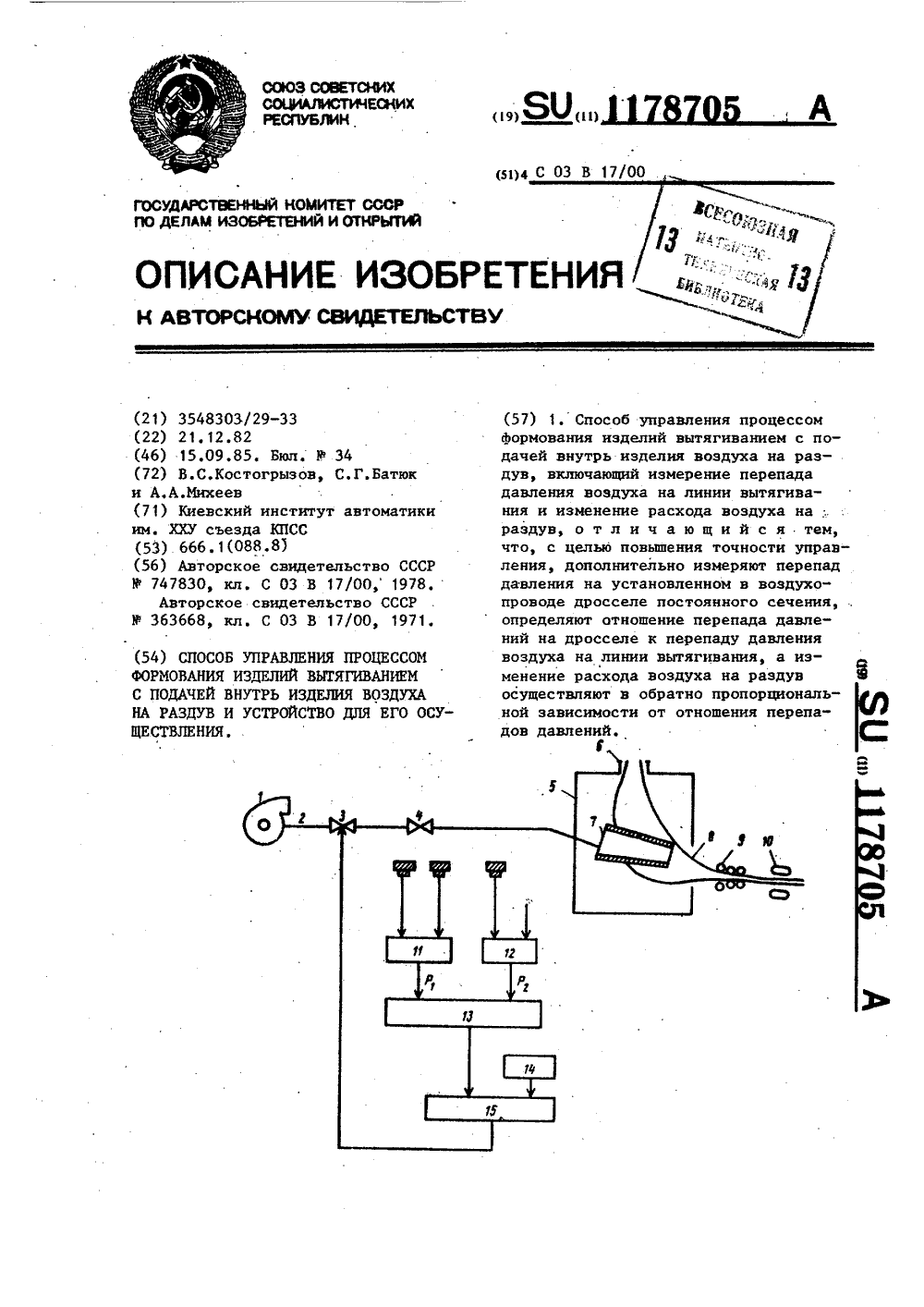
Способ управления процессом формования изделий вытягиванием с подачей внутрь изделия воздуха на раздув и устройство для его осуществления
Номер патента: 1178705
Опубликовано: 15.09.1985
Авторы: Батюк, Костогрызов, Михеев
МПК: C03B 17/00
Метки: внутрь, воздуха, вытягиванием, изделия, подачей, процессом, раздув, формования
...которое представляет собой отношение перепадов давления на различных гидравлических сопротивлениях - на постоянном сопротивлении, характеризуемом величиной ар , и на переменном сопротивлении линии вытягивания, изменяющимся при изменении среднего по длине линиивнутреннего диаметра и характеризуемом величиной Ьр, Так как расход воздуха по длине воздухопровода и линии вытягивания одинаковый, отношение ар /Ьр не зависит от расхода воздуха и определяется только геометрическими характеристиками сопротивлений и температурами воздуха Т и Т 2. При постоянных температурах, что яв1178705 4 Заказ 5604/19 . Тираж 457 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб д. 4/5Филиал ППП...
Предыдущий патент: Способ автоматического регулирования алюминиевого электролизера
Следующий патент: Способ получения железоцинкового покрытия
Случайный патент: Установка для массового культивирования одноклеточных и колониальных зеленых водорослей