Способ управления процессом формования изделий вытягиванием с подачей внутрь изделия воздуха на раздув и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1178705
Авторы: Батюк, Костогрызов, Михеев
Текст
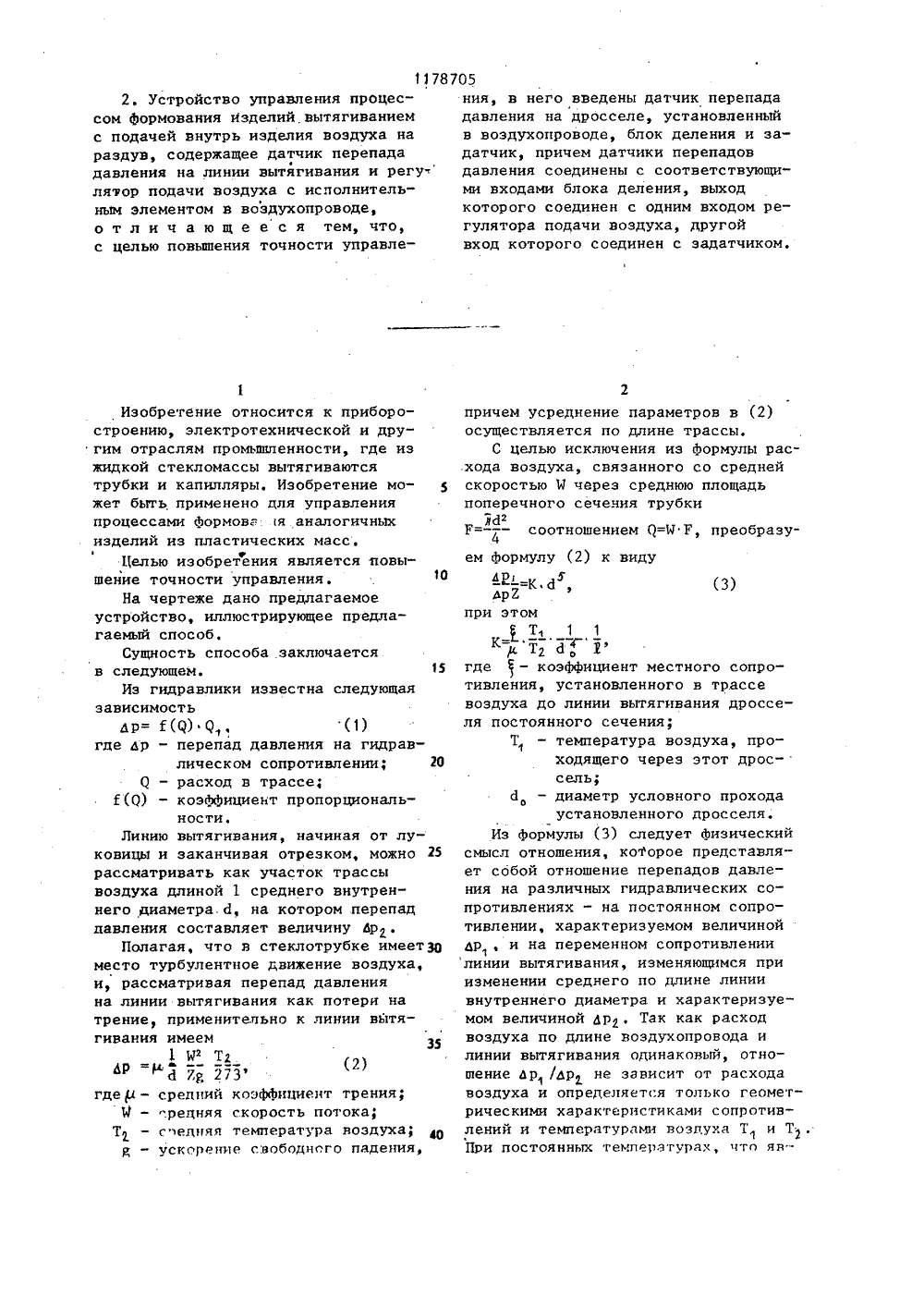
(9) (1) 51) 4 ОПИСАНИЕ ИЗОБРЕТ В втоматики ГОСУДАРСТВЕННЫЙ КОМИТЕТ ССОРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКР втсвсва вв сввввтвсь(71) Киевский институт аим. ХХУ съезда КПСС(56) Авторское свидетельство СССРУ 747830, кл. С 03 В 17/00, 1978.Авторское свидетельство СССРУ 363668, кл, С 03 В 17/00, 1971.(54) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМФОРМОВАНИЯ ИЗДЕЛИЙ ВЫТЯГИВАНИЕМС ПОДАЧЕЙ ВНУТРЬ ИЗДЕЛИЯ ВОЗДУХАНА РАЗДУВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ,(57) 1, Способ управления процессом формования изделий вытягиванием с подачей внутрь изделия воздуха на раздув, включающий измерение перепада давления воздуха на линии вытягивания и изменение расхода воздуха нараздув, о т л и ч а ю щ и й с я тем, что, с целью повышения точности управления, дополнительно измеряют перепад давления на установленном в воздухопроводе дросселе постоянного сечения, определяют отношение перепада давлений на дросселе к перепаду давления воздуха на линии вытягивания, а изменение расхода воздуха на раздув осуществляют в обратно пропорциональной зависимости от отношения перепадов давлений.С11787052Устройство управления процес- ния, в него введены датчик перепада сом Формования изделий,вытягиванием давления на дросселе, установленный с подачей внутрь иэделия воздуха на в воздухопроводе, блок деления и зараздув, содержащее датчик перепада датчик, причем датчики перепадов давления на линии вытягивания и регу давления соединены с соответствующиляор подачи воздуха с исполнитель- ми входами блока деления, выход ным элементом в воздухопроводе, которого соединен с одним входом реотличающееся тем, что, гулятора подачи воздуха, другой с целью повышения точности управле- вход которого соединен с задатчиком,10 Изобретение относится к приборостроению, электротехнической и другим отраслям промышленности, где изжидкой стекломассы вытягиваютсятрубки и капилляры. Изобретение может быть применено цля управленияпроцессами формова. я аналогичныхизделий из пластических масс,1Целью изобретения является повышение точности управления.На чертеже дано предлагаемоеустройство, иллюстрирующее предлагаемый способ.Сущность способа заключаетсяв следующем. 15Иэ гидравлики известна следующаязависимостьЬР= Г(Ц) Р (1)где ьр - перепад давления на гидравлическом сопротивлении; 20Я - расход в трассе;Е(0) - коэффициент пропорциональности.Линию вытягивания, начиная от луковицы и заканчивая отрезком, можно 25рассматривать как участок трассывоздуха длиной 1 среднего внутреннего диаметра.Й, на котором перепаддавления составляет величину бр.Полагая, что в стеклотрубке имеетЗ 0место турбулентное движение воздуха,и, рассматривая перепад давленияна линии вытягивания как потери натрение, применительно к линии вытягивания имеем351 Р Т 2ЬР =Ра 2 р 273(2)где с - средний коэффициент трения;И - ".рецняя скорость потока;Т - с ецняя температура воздуха;я - ускорение свободного падения,причем усреднение параметров в (2) осуществляется по длине трассы.С целью исключения иэ формулы расхода воздуха, связанного со средней скоростью Я через среднюю площадь поперечного сечения трубкиИГ= -- соотношением =И Г, преобразуем формулу (2) к виду"=к,а (3)др 2 фпри этомТ., 1 1где- коэффициент местного сопротивления, установленного в трассе воздуха до линии вытягивания дросселя постоянного сечения;Т - температура воздуха, проходящего через этот дроссель;с 1 - диаметр условного проходаустановленного дросселя,Из формулы (3) следует физический смысл отношения, которое представляет собой отношение перепадов давления на различных гидравлических сопротивлениях - на постоянном сопротивлении, характеризуемом величиной ар , и на переменном сопротивлении линии вытягивания, изменяющимся при изменении среднего по длине линиивнутреннего диаметра и характеризуемом величиной Ьр, Так как расход воздуха по длине воздухопровода и линии вытягивания одинаковый, отношение ар /Ьр не зависит от расхода воздуха и определяется только геометрическими характеристиками сопротивлений и температурами воздуха Т и Т 2. При постоянных температурах, что яв1178705 4 Заказ 5604/19 . Тираж 457 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб д. 4/5Филиал ППП "Патент", г.Ужгород, ул.Проектная, 4 ляется в первом приближении справедливым для условий линии вытягивания,отношение др 1/Ьр в соответствиис формулой (3) прямо пропорциональносреднему по длине линии вытягивания 5внутреннему диаметру.Таким образом, для управления процессом формования изделий вытягиванием с подачей воздуха внутрь формуемого изделия на раздув возможно исполь Озовать отношение перепадов давлений.Стабилизация величины ь р ЙР 2,а не перепада давления на линии вытягивания Ьр, устраняет статическуюнеравномерность регулирования при 15прохождении возмущения по температуре луковицы, так как величина ар /Лрзависит только от геометрических параметров линии вытягивания (см. (3,а параметры в коэффициенте К формулы (3) можно считать постоянными.Устройство для управления процессом формования изделий вытягиваниемс подачей внутрь изделия воздуха нараздув представлено на чертеже и со-. 25держит вентилятор 1, воздухопровод 2,регулирующую заслонку 3, дроссельпостоянного сечения 4, рабочую камеру 5, лоток 6, мундштук 7, вырабатываемую стеклотрубку 8, рольганг 9,тянульную машину 10, датчик 11 перепада давления на дросселе постоянного сечения, датчик 12 перепададавления на линии вытягивания,блОк 13 Деления, ВХОД котОРОГО соединен с выходами датчиков 11 и 12перепадов давлений, задатчик 14,регулятор 15 подачи воздуха, входкоторого соединен с выходами блока 13и задатчика 14.40Устройство работает следующимобразом.Нагнетаемый вентилятором 1 воздухпо воздухопроводу 2 поступает в полыймундштук 7, расположенный в обогреваемой камере 5, в которую через лоток 6 на мундштук сливается из печирасплав стекла, из которого тянульной машиной 10 вытягивается стеклотрубка 8, прокатываемая по рольганСоставитРедактор М,Недолуженко Техред И гу 9, Информация о Параметрах технологического процесса-перепаде лрдавления воздуха на дросселе постоянного сечения 4 от датчика 11 и перепаде др давления воздуха на линиивытягивания от датчика 12 - поступает в блок 13 деления, определяющий текущее значение регулируемойвеличины, и выход задатчика 14,определяющий требуемой значение регулируемой величины, поступают навход регулятора 15, перемещающегов соответствии с требуемым алгоритмомуправления регулирующую заслонку 3,обеспечивая изменение расхода воздуха, а значит и давления в зоне формования стеклотрубки в направлении,приводящем регулируемую величинук заданному значению. В общем. случае в качестве управляющего воздействия может быть выбрано не только изменение расхода воздуха, подаваемого на раздув, но и изменение скорости вытягивания, изменение температуры расплава стеклаи температуры вытягивания, т.е. любое изменение режима формования, приводящее к изменению диаметра.Техническое исполнение устройства,реализующее предлагаемый способуправления формованием изделий,производится на стандартной аналоговой аппаратуре. Например, в качестведатчиков перепадов давлений могутбыть использованы дифманометрыДКО 3702, блока деления - блок БВО,системы АКЭСР, эадатчика - блок РЗДсистемы АКЭСР, регулятора - регуляторы РБИ системы АКЭСР в комплектес исполнительным механизмом типа МЭО.Способ управлЕНия процессом формования изделий обеспечивает повышениеточности поддержания требуемых геометрических размеров стеклотрубки,что приводит к увеличению выходагодных изделий и повышению производительности линии вытягивания, следовательно, к снижению себестоимостиединицы изделия,ель А.Кузнецов
СмотретьЗаявка
3548303, 21.12.1982
КИЕВСКИЙ ИНСТИТУТ АВТОМАТИКИ ИМ. ХХУ СЪЕЗДА КПСС
КОСТОГРЫЗОВ ВЛАДИМИР СТЕПАНОВИЧ, БАТЮК СЕРГЕЙ ГЕОРГИЕВИЧ, МИХЕЕВ АНАТОЛИЙ АЛЕКСЕЕВИЧ
МПК / Метки
МПК: C03B 17/00
Метки: внутрь, воздуха, вытягиванием, изделия, подачей, процессом, раздув, формования
Опубликовано: 15.09.1985
Код ссылки
<a href="https://patents.su/3-1178705-sposob-upravleniya-processom-formovaniya-izdelijj-vytyagivaniem-s-podachejj-vnutr-izdeliya-vozdukha-na-razduv-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления процессом формования изделий вытягиванием с подачей внутрь изделия воздуха на раздув и устройство для его осуществления</a>
Роторно-конвейерная линия для формования керамических изделий типа керамических сосудов и фрикционный привод роторно-конвейерной линии

Номер патента: 1839147
Опубликовано: 30.12.1993
Авторы: Ворошнин, Езепс, Конюшевская, Миесниекс, Шведов
МПК: B28B 11/08
Метки: керамических, линии, линия, привод, роторно-конвейерная, роторно-конвейерной, сосудов, типа, формования, фрикционный
...цепью 50. Звездочка 135 блока 49 соединена цепью 51 со звездочкой 136, установленной на двигателе 52, На диске 44 между валом 32 и каждой фрикционной передачей 45 при помощиосей 137 установлены качающиеся рычаги138, подпружиненные пружинами 139. Наконцах рычагов установлены ролики 140,Роторно-конвейерная линия для формования керамических изделий работает следующим образом,Для роторов 3-5 существует общий принцип подвода и распределения сжатого воздуха к пневмоцилиндрам 25, 37 и 73, Сжатый воздух подается от магистрали к штуцерам 27, 39 и 75 в верхней части подшипниковых узлов 17, 33 и 69, откуда посту- пает в глухие отверстия 28, 40 и 76 вращающихся валов 15, 32 и 68. Через соединенные с этими осевыми отверстиями радиальные...
Форматор-перезарядчик к автоматической линии для формования и вулканизации покрышек

Номер патента: 994291
Опубликовано: 07.02.1983
Авторы: Кольман-Иванов, Круглов, Легостаев
МПК: B29H 5/02
Метки: автоматической, вулканизации, линии, покрышек, форматор-перезарядчик, формования
...вертикального 4 и бокового 5 перемещения траверсы 6, выполненные в виде пазов Траверса 6 установлена в направляющих 3.на роликах 1, На траверсе смонтированы ключи 8 для. открывания и закрывания пресс-формы, Траверса 6 имеет привод в виде двух параллельных рычаж" но-кулачковых механизмов 9 и зубчатых кривошипных колес 1 О, которые с помощью зубчатых передач 11 приводятся во вращение от электродвигателя 12. Форматор-перезарядчик имеет приспособление, для фиксации траверсц от поворота относительно ее продольной оси, которое выполйено в виде установленных у торцов травер оы 6 и связанных между собой посредством штанг 13 подвижных кулис 1 4 с вертикальными пазами 15 и установленных в последних ползунов 16, жестко1, форматор- нерезарядчик к...
Устройство для контроля скорости вращения вала турбобура с наклонной линией давления

Номер патента: 444870
Опубликовано: 30.09.1974
Авторы: Варламов, Иоанесян, Козырев, Кузин
МПК: E21B 3/12
Метки: вала, вращения, давления, линией, наклонной, скорости, турбобура
...блок-схема описываемого устройства для контроля скорости вращения вала турбобура с наклонной линией давления.В гидравлическую линию 1 связи последовательно с турбобуром 2 включен измерительный элемент 3, выполненный в виде турбины, характеристики ступеней которой соответствуют характеристикам ступенеи турбины турбобура. Полости над измерительной турбиной 3 и под ней подключены к элементу 4 сравнения, например гидроэлектрическому. Ско рость вращения измерительной турбины 3определяют посредством датчика 5 скорости, выход которого через усилитель б подключен к третьему входу элемента 4 сравнения.При нагрузке турбобура 2 изменяется дав ление над и под измерительной турбиной 3,работающей постоянно в режиме холостого хода. Под...
Устройство для регулирования расхода газа с малым перепадом давления

Номер патента: 477398
Опубликовано: 15.07.1975
Авторы: Гребенщиков, Жалин
МПК: G05D 7/01
Метки: газа, давления, малым, перепадом, расхода
...дав ) в горных выработках- упрощение и повышеройства при малых пере ия засикои 8 ок троиство под ада давлениявновешивания падом давлеПоддержаниеечпвается за14 по заданЭто достигается тем, что в предлагаемом устройстве клапан выполнен в виде створки с противовесом и отклоняющим рычагом, а противоположная свободному торцу створки стенка - из шарнирно закрепленных пластин,На чертеже показано предложенное устройство.Устройство состоит из корпуса 1, в котором на шарнире 2 закреплена створка 3 с противовесом 4 и отклоняющим рычагом 5, снабженным грузом 6 с фиксатором 7, Противоположная свободному торцу створки стенка 8 выполнена из пластин 9 с шарнирами 10, установленными в гнездах 11 боковых стенок корпуса 12, Со стороны входа потока...
Устройство для стабилизации давления воздуха

Номер патента: 551631
Опубликовано: 25.03.1977
Авторы: Куратцев, Цырульников
МПК: G05D 16/02
Метки: воздуха, давления, стабилизации
...для обеспечения высокой точности (несколько мм, вод. ст,) поддержанияэталонного уровня давления маломощный за датчик питается от давления на выходе устройства через повторитель со сдвигом, который создает перепад давления 0,15 кг/смнеобходимый для нормальной работы маломощного задатчика. ЯЗадатчик 15 выполнен, например, из маломощного задатчика мод. П 23 ДЗ и мощного повторителя мод, П 2 П.7.Из межсопловой камеры 17 прибора давление поступает в делитель с дросселями 9, 4010 и далее на вход элемента 8 сравнения.С выходов элементов 8 и 11 сравнениясигналы, пропорциональные разности Р ,-Ро поступают в сумматор 16, а йзнего - в герметичную входную камеру 5 45усили теля мощности,Эталонный уровень давления устанавливается задатчиком 14 таким...
Предыдущий патент: Способ окрашивания стекломассы
Следующий патент: Устройство для резки капилляров ампул
Случайный патент: Компенсационный преобразователь давления в скорость вращения вала