Центратор для сборки под сварку цилиндрических изделий
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 897448
Автор: Глазунов








Текст
ОПИСАНИЕ 89744 В ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЮТИЯЬСТВУ Союз СоввтскнкСоциапистичвскккРеспублик(51)М. Кл. В 23 К 37/04 с прнсоеднненнеее заявки М 1 ооударстееннай комнтет СССР оо делан нааоретеннй н открытнй(23)приоритетОпубликовано 15,01.82. Ьнтллетень Рй 2 Дата опубликования описания 18,01 82(7) Заявитель КИ ПОД СВАРКУИХ ИЗДЕЛИЙ 4) ЦЕНТРАТОР ДЛЯСЕОЦИЛИНДРИЧЕС Изобретение частности к уст ния при сборке ких изделий тип метров (2-10 мностроении, суд ной промышленн относится к сварке ройствам для центр под сварку пилинд а обечаек больших ), используемых встроении и в ави ости., вировадиамашиацион-Известно устройство для центровки цилиндрических оболочек, содержащее расположенную по оси ободочек штангу, нао которой соосно оппозитно установлены два пневматических привода, а на подвижных элементах шарнирно закреплены ра- . диально расположенные шатуны с толкателями. Данное устройство обеспечивает5 требуемую точность центровки цилиндрических ободочек большого диаметра, например напорных водоводов ГЭС 11.Недостатками этого устройства явля ются отсутствие формирующих сварной шов элементов, большие габариты в осьвом направлении и невозможность монтажа любого числа устройств в параллельных плоскостях при сварке близколежащих сварных швов.Известен внутренний центратор для сборки стыков цилиндрических изделий под сварку, содержащий корпус, в направляющих которого установлены с зозможностью радиального перемещения штоки, оснащенные центрирующими; сегментами и роликами, взаимодействующими с подвижной конусной втулкой, установленной в упомянутом корпусе. Данный центратор обеспечивает раздвижение центрирующих сегментов на значительную величину, что позволяет производить сварку обеча ек, имеющих проходной диаметр меньше разжимного диаметра, и обеспечивает формирование сварного шва 2 .Недостатками центратора являются бо льшие габариты в осевом напоавлении, невозможность монтажа любого числа центраторов в параллельных плоскостях при сварке близколежаптих сварных швов, а так же то, что центрирующие сегменты не образуют в разжатом состоянии по окруж 807448ности безэазорное кольцо с канавкой, и поэтому сварной шов формируется не по всей окружности, а имеет участки без формирования, что сказываегся на качестве сварного шва. 5Известен также внутренний центратор, состоящий из корпуса, отдельных формирующих швов сегментов, устанавливаемых с воэможностью радиального перемещения в направляющих, и привода, Привод толкатеО лей сегментов выполнен в виде пологовинта, установленного на оси поворотного диска и гайки с наклонными плоскостями, взаимодействующими с упомянутыми толкателями. Панный центратор позволяет 15 производить сварку обечаек, имеющих проходной диаметр меньше разжимного диамегра, обеспечивает формирование сварного щва по всему стыку свариваемых обечаек, позволяет производить монтаж 20 любого числа центраторов в параллельных плоскостях при сварке близколежащих сварных швов3.К недостаткам центратора относится сложность и громоздкость конструкции 35 при сварке обечаек большого диаметра (до 10 м), малое усилие разжима сегментов, недостаточное для устранения эллипсности жестких обечаек большогодиаметра, невозможнос гь использования данной конструкции для закрепления и центрирования изделий снаружи, не позволяет производить сборку под сварку большой номенклатуры обечаек различных форм и размеров. Наиболее близкий к изобретению по технической сущности является центратор для сборки под сварку цилиндрических изделий, содержащий корпус, разжимные сегменты для внутреннего центрирования с приводами, установленные с возможностью радиального перемещения в направляющих, и механизм продольного перемещения центратора 41.45Недостатки данного центратора заключаются в невозможности его использования для закрепления и центрирования изделий большой номенклатуры различных форм и размеров, а также для центрирования по наружной поверхности изделий.Цель изобретения - расширение диапазона типоразмеров свариваемых изделий.Поставленная цель достигается тем, что центратор для сборки под сварку цилиндрических изделий, содержащий корпус, 55 разжимные сегменты для внутреннего центрирования с приводами, установленные с возможностью радиального перемещения в направляющих, и механизм продольногоперемещения центратора, снабжен механизмами продольного перемещения сегментовдля внутреннего центрирования, каждыйиз которых выполнен в виде основания,жестко закрепленного на штанге, установленной с возможностью осевого перемещения в направляющей стойке, при этомнаправляющие с разжимными сегментамии приводами смонтированы каждая на соответствующем основании механизма продольного перемещения сегментов, а направляющая стойка жестко закрепленана корпусе.Кроме того, центратор снабжен дополнительными приводными разжимными сегментами для наружного центрирования, смонтированными так же как основные сегменты,На фиг. 1 изображен предлагаемыйцентратор, общий вид; на фиг. 2 - сечение А-А на фиг. 1 на фиг. 3 - сечениеБ-Б на фиг, 1 ь; на фиг. 4 - вид В нафиг, 1 . фиг. 5 - узел 1 на фиг. 1;на фиг, 6 - разрез Г-Г на фиг, 4,Центратор состоит из сменных сегментов 1 и 2 для внутреннего центрирования и сменных сегментов 3 и 4 для наружного центрирования. Внутренние сегменты 1 и 2 обеспечивают центрирование обечаек 5 и 6 изнутри, а сегменты 3 и 4 - центрирование обечаек 6 и 7 снаружи. Сегменты 1 и 2 так же, как и сегменты 3 и 4,образуют в разжатом состоянии по окружности беззазорное кольцо с канавкой 8 для формирования проплава сварного щва. Каждый из сегментов 1 - 4 установлен в направляющих 9 с возможностью только радиального перемещения в плоскости разжима (при центрировании обечаек изнутри) и сжатия (при центрировании обечаек снаружи) свариваемых обечаек 5-7, Сегменты 1-4 имеют каждый свой привод (механический, электромеханический, пневматический или гидравлический ), конец радиально перемещающейся части которого выполненный со сферической головкой 10 и кольцевой канавкой 1 1, подвижно соединен с Тобразным пазом 12 в сегмен-. ге, причем при центрировании обечаек 5 и 6 изнутри каждый привод 13 сегмента 1 имеет радиальный ход больше, чем привод 14 сегмента 2 на величину И равную радиальному расстоянию между контактирующими с обечайками 5 и 6 поверхностями сегмента 2 и 1 в крайнем сведенном их положении, а при центриро89745вапщ обечаек 6 и 7 снаружи все приводы 15 сегментов 3 и 4 имеют одинаковый радиальный ход.Каждый сегмент с направляющей и приЬод размещен на своем основании, сегменты 1 и 2 размещены на основаниях 16, а сегменты 3 и 4 размещены на основаниях 17. К каждому основанию 16 жестко прикреплена штанга 18, перемещающаяся в направлении, параллельном оси 1 О свариваемых обечаек 5-7, с возможностью фиксации в направляющей стойке 19 при помощи зажима 20, а к каждому основанию 17 жестко прикреплена штанга 21, перемещающаяся также в направлении,15 параллельном оси свариваемых обечаек 5-7, с возможностью фиксации в направляющей стойке 22 при помощи зажима 23. Конструкция и размеры штанг 18 и 21 так же, как и направляющих стоек 19 и 20 22 с зажимами 20 и 23 одинакова, Направляющие стойки 19 и 22 жестко закреплены на корпусе 24 центратора с возможнос тью последующего передешения в радиальном направлении по отношению 25 к оси свариваемых обечаек 5-7, Все основания 16 жестко соединены между собой сменными панелями 25, а все основания 17 жестко соединены между собой сменными планками 26, образуя жесткую З 0 кольцевую конструкцию.центратор работает следующим образом. П р и м е р, Необходимо сварить кон 35 струкцию из трех обечаек 5-7, которая имеет внутренний проходной диаметр 0 меньше внутреннего центрируемого диаметра Ч 3,1 Макс, и которая имеет наружный диаметр З больше наружного центрируемого диаметра Э 11 нСначала подготавливают центратор для сборки обечаек 6 и 7, используя для этого сегменты 3 и 4, которые служат для наружного центрироващя, Корпус 2445 центратора устанавливают базируюшим диаметром Э на сварочном устройстве. На корпусе 24 жестко закрепляют направляющие стойки 22 со штангами 21 и основаниями 17 на которых размещены сегменты 3 и 4 со своими направляющими 9 и50 приводами 15, Основания 17 жестко соединяют планками 26. Перемещая штанги 21 в направляющих стойках 22 устанавливают центр формирующей канавки 8 сегментов 3 и 4 на высоту стыка свариваемых обечаек 6 и 7 и фиксируют штанги 21 в направляющих стойках 22 при помощи зажимов 23. Сегменты 3 и 4 дол 48 6жны находиться в крайнем разведенном положении, это соответствует Р с 1 а,который всегда больше наружного диаметра Э свариваемой конструкции, На подготовленный таким образом к работе центратор устанавливают обечайки 6 и 7, готовые к сварке, Сначала устанавливают обечайку 7, а на нее устанавливают обечайку 6, После этого при помощи приводов 15 сводят сегменты 3 и 4 к центру с силовым сжатием обечайки 6 и 7 до диаметра д , Затем изнутри производят сварку кольцевого шва, после чего при помощи приводов 15 разжимают сегменты 3 и 4 и разводят до диаметра 1с , т.е. пеРеводлт в исходное по 2 МаКСложейне. Гсли требуется сварить не одну конструкцию из обечаек 5-7 а партию, то сначала сваривают обечайки 6 и 7 всей партии пли необходимое количество от нее, а затем производят сварку сваренных обечаек 6 и 7 с обечайкой 5, Такая последовательность сварки обечаек: оптимальная и наиболее технологичная, так как затрачивается наименьшее времй на сварку всей партии на одной сварочной установке, Сваренные обечайкн 6 и 7 снимают и устанавливают другие обечайки 6 и 7, после чего рабочий цикл повторяется.Сварив необходимое количество обечак 6 и 7, приступают к подготовкецентратора для сборки сваренных обечаекс обечайкой 5 в порядке, описанном приподготовке центратора для сборки обечаек 6 и 7, используя для этого сегден-,ты 1 и 2, которые служат для внутреннего центрирования, а сегменты 3 и 4 соснованиями 17, штангами 21 и направляющими стойками 22 с корпуса 24 снимают. Сегменты 1 и 2 должны находиться в крайнем сведенном положении, обеспечивая тем самым наложение сегментов2 па сегменты 1. Это соответствуетЗ,1 М,н, который всегда меньше внутреннего проходного диаметра Дсвариваемой конструкции,Н а подго товленн ый таким образом кработе центратор устанавливают сваренныеобечайки 6 и 7, а на них устанавливаютобечайку 5, После чего при помощи приводов 14 производят разведение сегментов 2 с силовыд разжимом обечаек 5 и6 до диаметра Х)1 МГ 1 С . Затем припомощи приводов 13, которые имеют радиальный ход больше, чем приводы 14 навеличину Ь, производят разведение сегментов 1 с силовым разжимом обечаек 58974 7и 6 до диаметра Р цсс . После этого снаружи производят сварку кольцевого шва. Закончив сварку, производят разжатие и сведение к центру сначала сегментов 1, а затем сегментов 2 до диаметра 5 р обеспечивая тем самым наложение сегментов 2 на сегменты 1. Сваренную конструкцию снимают и устанавливают другую, после чего рабочий цикл повторяется.Если необходимо перейти на сборку обечаек с большим диаметром центрирования, то сегменты 1-4 заменяются на новые, Основания 16 так жекак и основания 17, жестко соединяются между собой новыми планками 25 и 26, а направляющие стойки 19 и 22 устанавливают на корпусе 24 в нужном положении.При необходимости монтажа любого числа центраторов в параллельных плоско костях при сварке близколежаших сварных, швов на основаниях 16 и 17, посредством стоек, закрепляют новые такие же основания с сегментами, которые переме 25 шают в направляющих при помощи своих приводов, а на их основания следующие и гдеИспользование центратора для сборки под сварку цилиндрических изделий, по сравнению с существующими позволяет:30 производить центровку большой номенклатуры обечаек различных форм и размеров как изнутри, так и снаружи; сократить номенклатуру применяемой оснастки для сборки под сварку упомянутых обечаек за счет расширенных технологических возможностей и универсальности центратора, так как он содержит сменные сегменты для внутреннего и наружного центрирования; повысить качество сборки за счет о увеличения усилия разжатия (сжатия) сегментов, так как каждый сегмент содержит свой привод; расширить диапазон сборки диаметров свариваемых обечаек (2-10 м) за счет того, что каждый сег мент с направляющей и приводом размещен на своем основании, которое имеет возможность перемешаться в радиальном направлении по отношению к оси свариваемой конструкциипроизводить точную на стройку сегментов на стык свариваемых обечаек за счет того, что сегменты имеют дополнительное перемещение в напра 48 8влении параллельно оси свариваемой койструкции; повысить производительностьтруда в 2-3 раза за счет упрощения конструкции, удобства в эксплуатации и сокращения времени на установку и сборкуобечаек различных форм и размеров, таккак центратор обеспечивает возможностьих сварки на одной сварочной установке,а это позволяет высвободить некотороеколичество сварочных установок и использовать их для сварки других изделий. формула изобретения 1. Центратор для сборки под сваркуцилиндрических изделий, содержащий корпус, разжимные сегменты для внутреннего центрирования с приводами, установленные с возможностью радиального перемещения в направляющих, и механизм продольного перемещения центратора, о т л ич а ю щ и й с я тем, что, с целью расширения диапазона типоразмеров свариваемых изделий, центратор снабжен механизмами продольного перемещения сегментов для внутреннего центрирования, каждый из которых выполнен в виде основания, жестко закрепленного на штанге,установленной с возможностью осевогоперемещения в направляющей стойке, приэтом направляющие с разжимными сегментами и приводами смонтированы каждая на соответствующем основании механизма продольного перемещения сегментов, а направляющая стойка жесткозакреплена на корпусе.2. Центратор по и, 1, о т л и ч а -ю щ и й с я тем, что он снабжен дополнительными приводными разжимными сегментами для наружного центрирования,смонтированными гак же, как основныесегменты.Источники информации,принятые во внимание при экспертизе1, Авторское свидетельство СССРМо 542608, кл. В 23 К 37/04, 1972.2. Авторское свидетельство СССРИо 500959, кл. В 23 К 37/04, 1974.3, Авторское свидетельство СССРВо 569421, кл. В 23 К 37/04, 1976.4, Патент США Мо 3369725,кл. 228-50, 1968 (прототип).897448 иг трМ,рре Подписное аказ 11818/17 Тираж 13.50 ВНИИПИ Государственного комитета СС по делам изобретений и открытий 113038, Москва, Ж, Раушская наб., ГГ Г-Г0 У Составитель Л. Назарондура Техред А, Бабинец П 4 Патентф, г. Ужгород, ул, Проектная,
СмотретьЗаявка
2732345, 05.03.1979
ПРЕДПРИЯТИЕ ПЯ М-5836
ГЛАЗУНОВ ГЕННАДИЙ ФЕДОРОВИЧ
МПК / Метки
МПК: B23K 37/04
Метки: сборки, сварку, центратор, цилиндрических
Опубликовано: 15.01.1982
Код ссылки
<a href="https://patents.su/8-897448-centrator-dlya-sborki-pod-svarku-cilindricheskikh-izdelijj.html" target="_blank" rel="follow" title="База патентов СССР">Центратор для сборки под сварку цилиндрических изделий</a>
Установка для сборки и сварки обечаек из сегментов

Номер патента: 1816255
Опубликовано: 15.05.1993
Авторы: Каика, Меркин, Остиловский, Шахов
МПК: B23K 37/04
Метки: обечаек, сборки, сварки, сегментов
...раму 59, на которой в средней частирасположен привод 60, на выходном концекоторого закреплена ведущая звездочка 61,45 расположенная в горизонтальной плоскости. По углам рамы установлены четыре ложемента обечайки, представляющие собойвинтовые стойки 62, в торце которых уста 1816255(на фиг. 1) продольная направляющая 11 и каретки 12 в положении (на фиг. 2), каретка 15 со сварочной головкой 16 также в положении (на фиг; 1), ложементы подъемника 7 опущены.Установка для сборки и сварки обечаекиз сегментов работает следующим образом.Оператор пульта управления 1.7 включает вначале привод перемещения 5 центратора 1, при этом каретка 45, соединенная через пластины 48 с центратором вначале доходит до крайнего положения , затем включается цилиндр...
Устройство для сборки и сварки обечаек из сегментов
Номер патента: 574296
Опубликовано: 30.09.1977
Авторы: Зубриенко, Измайлова, Неговора, Тэненбаум
МПК: B23K 37/04
Метки: обечаек, сборки, сварки, сегментов
...1.Сварка обечаек выполняется в следующем порядке.В зависимости от размеров и формы обечаек 16 (диаметр, длина, конусность) устанавливают сменные тяги 4 соответствующей длины. Вертикальным перемещением разъемного подшипника 7 подкладную балку 1 приводят в горизонтальное положение. Зажимы 2 устанавливают в положение, соответствующее длине обечайки 16. Вал 6 поворачивают на 90 (верхнее положение одной из планок 3).Сегмент обечайки 16 укладывают на опорную планку 3, совмещают его кромки с центром формирующей канавки на подкладной балке 1 и фиксируют прижимами 2. Затем вал 6 поворачивают на 180 и аналогичные операции проводят со вторым сегментом. Вал 6 вновь поворачивают на 90 (подкладная балка в верхнем положении). Прижимную балку 11...
Устройство для сборки, сварки и торцовки обечаек из сегментов

Номер патента: 1131622
Опубликовано: 30.12.1984
Авторы: Иванов, Машура, Огарева, Пережогин, Самохвалов
МПК: B23K 37/04
Метки: обечаек, сборки, сварки, сегментов, торцовки
...обечайки на станках карусельного типа и сборки под сварку сегментов обечайки в вертикальном положении, на фиг.4 - узел фиксации сегментов обечайки в положении для торцовки обечайки на станках токарного типа,Устройство содержит поворотную раму 1, установленную на тележку 2, с узлом З.ориентирования и фиксации, съемный барабан 4 с одной перемещающейся кольцевой опорой 5, имеющей узел 6 стопорения, с осью 7 вращения, с транспортировочным узлом 8, с узлом 9 кантования и опорой 10 вертикального положения, которые размещены в опорах 11 и 12. Рукоятка 13 редуктора 14 служит для вра622 4 45 3 1131 щения барабана 4.,Прижимные балки 15, подкладные балки 16 с устройством 17 их отвода закреплены на съемных узлах 18.Узлы 19 для вварки деталей...
Устройство для сборки и сварки обечаек из сегментов
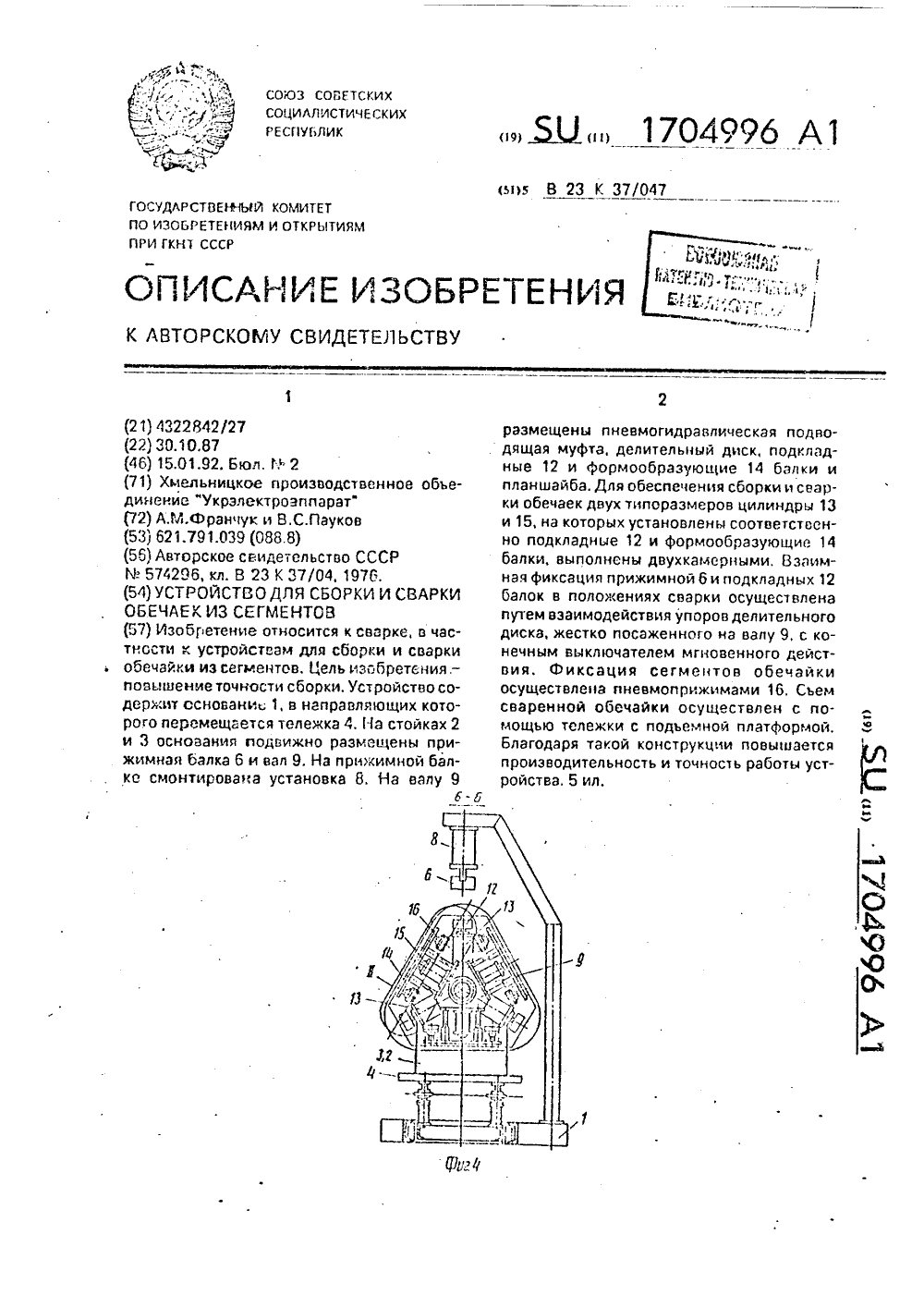
Номер патента: 1704996
Опубликовано: 15.01.1992
МПК: B23K 37/047
Метки: обечаек, сборки, сварки, сегментов
...к 55 подкладной балке 12 и осуществляют соаркувторого шоа. Посла оцполненця втор.ого шоа повторяют предыдущие опсрации. осуществляют сварку третьего шоа и подниглают балку 6, После выполнения третьего шоа поднимают подьемиую платформу 37 тс. 102030 Тел.жку 4 персмс; ают по осиооэиео 1 электромсхаиическигл приводом 31. На корпусв приводной тслсжкй 4 размещены подъемная платфоргла 32 с электроглсханич "схим приводом 33 подьсма и жестко закрепленная опора 34, Опора 35 снабжена коническим г ращающиглся центром 36, взаимодействующим с конусным отссрстием19 вала 9. Установку уровня подьсма платформы 32 и остановку тележки 4 в моментвзаимодействия конического центра 36 с конусным отверстием 19 осушествлгиот при помощи конечных выключателей 37 и...
Наружный центратор для сборки стыков труб малого диаметра под сварку

Номер патента: 478703
Опубликовано: 30.07.1975
Авторы: Болматенков, Ковалевский
МПК: B23K 37/04
Метки: диаметра, малого, наружный, сборки, сварку, стыков, труб, центратор
...трубах, имеющих значительную длину и изгибы, или невозможен, если трубы имеют выступы на наружной поверхности, так как 20 жесткая цилиндрическая обойма с роликами не позволяет производить снятие центратора в поперечном направлении относительно оси труб.Цель изобретения - улучшение демонтажа 25 центратора.Это достигается тем, что в предлагаемом центраторе обойма выполнена из двух шарнирно связанных между собой полуколец, одно из которых смонтировано с возможностью ЗО свободного перемещения относительно другого.На фиг. 1 изображен предлагаемый центратор, вид сверху; на фиг, 2 - разрез по А - А на фиг. 1; на фиг. 3 - центратор, вид сбоку.Обойма содержит верхнюю 1 и нижнюю 2 полуобоймы, которые соединены между собой и с поворотным рычагом...
Предыдущий патент: Автомат для сварки под флюсом
Следующий патент: Горизонтально замкнутая поточная линия для сборки и сварки ферм из профильного проката
Случайный патент: Детектор огибающей