Устройство для сборки, сварки и торцовки обечаек из сегментов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1131622
Авторы: Иванов, Машура, Огарева, Пережогин, Самохвалов




Текст
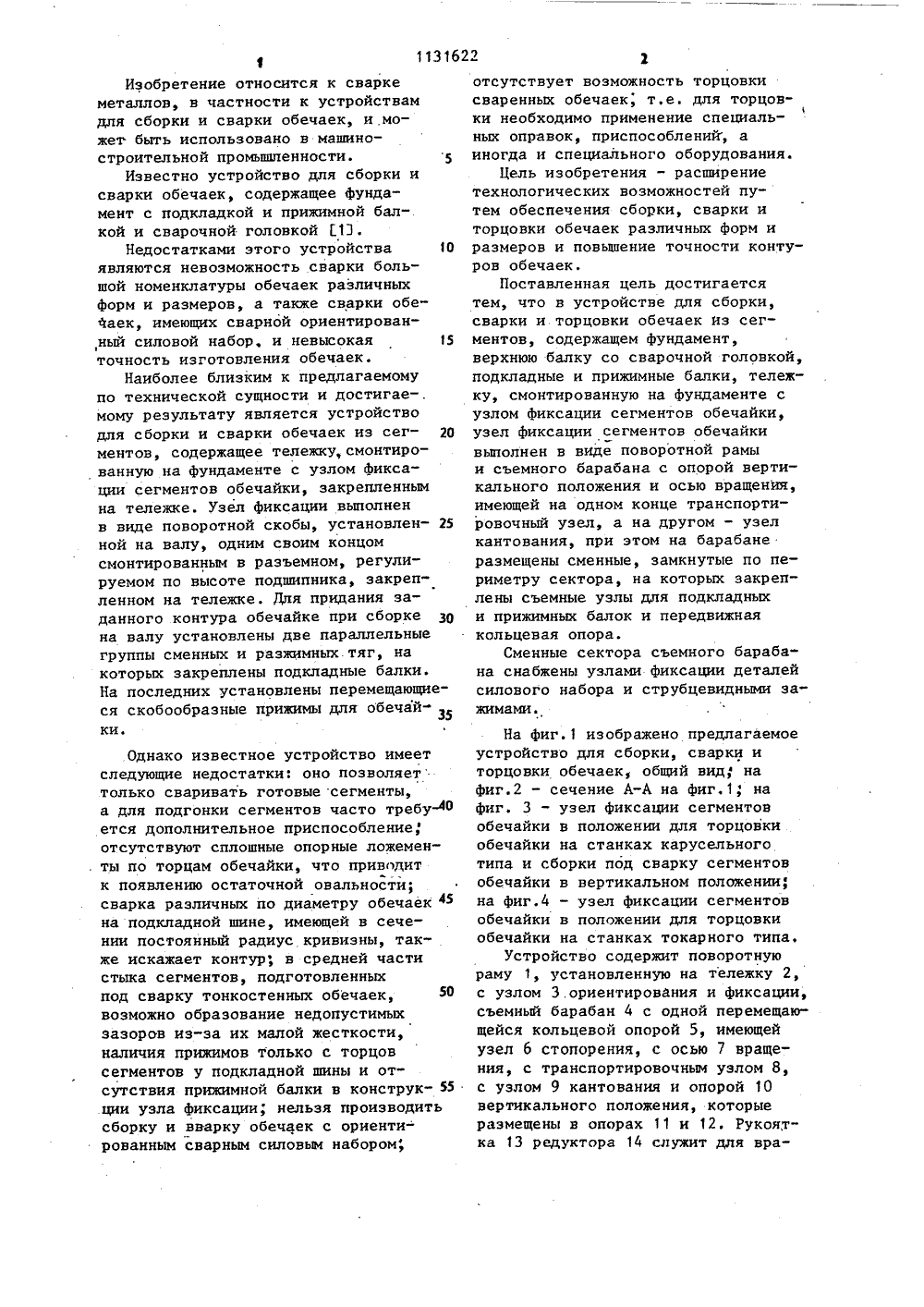
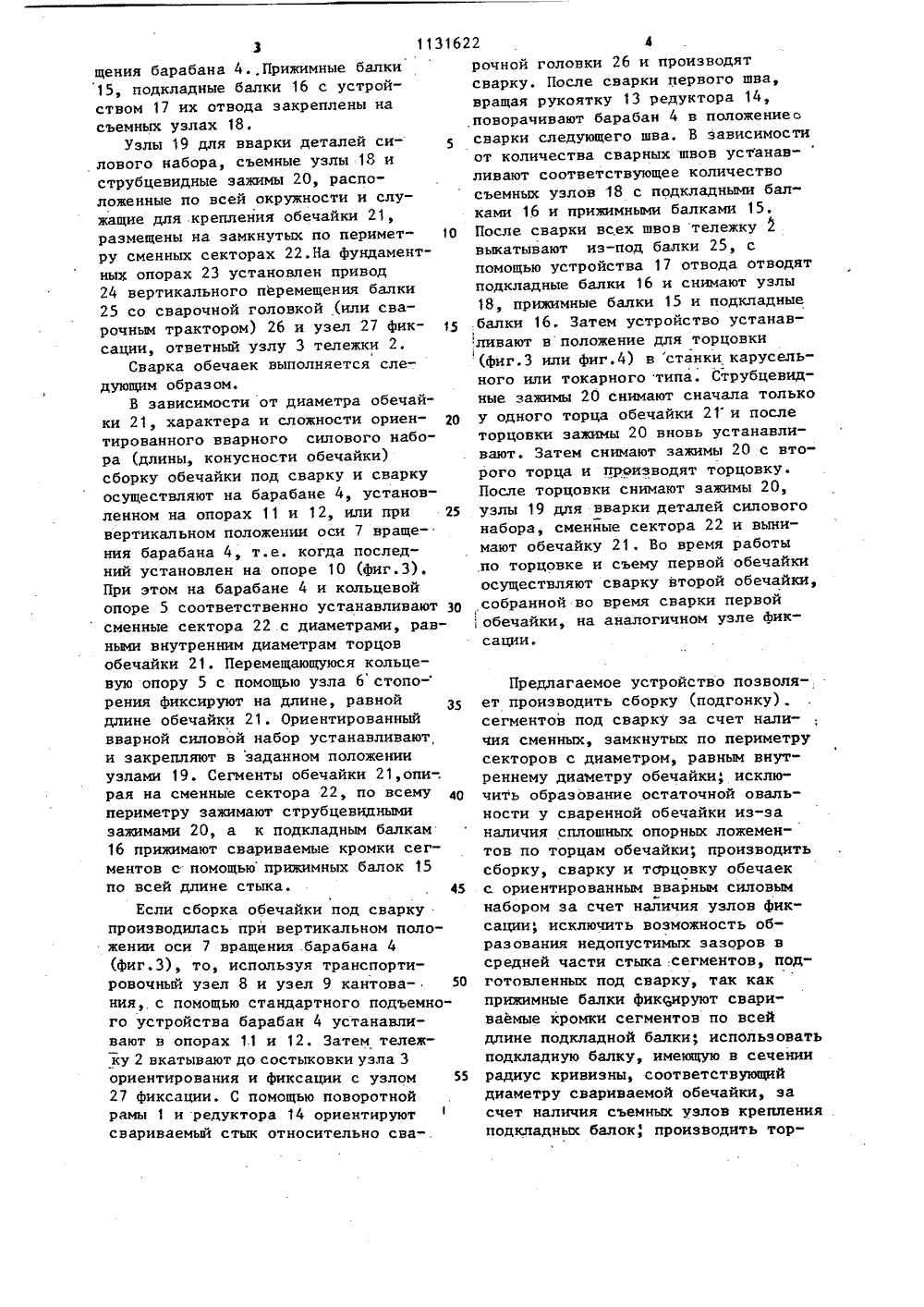
СОЮЗ СОВЕТСНИХИжРЕСПУБЛИН зш В 23 К 37/04 АНИЕ ИЗОБРЕТЕНИЯ ЕТЕЛЬСТВУ ВТОРСКОМУ(54)(57) 1. УСТРО СВАРКИ И ТОРЦОВКИ МЕНТОВ, содержащ верхнюю балку со подкладные и пр ку, смонтированн узлом фиксации с ЙСТВО ДЛЯ СБОИ, ОБЕЧАЕК ИЗ СЕГ- е фундамент, сварочной головкой, ижимные балки, тележую на фундаменте сгментов обечайки,Эвами ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ 2. Авторское свидетел574296, кл . В 23 К 37рототип). ЯО 1131622 А о т л и ч а ю щ е е с я тем, что, с целью расширения технологических возможностей путем обеспечения сборки, сварки и торцовки обечаек различных форм и размеров и повышения точности контуров обечаек, узел фиксации сегментов обечайки выполнен в виде поворотной рамы и съемного барабана с опорой вертикального положения и осью вращения, имеющей на одном конце транспортировочный узел, а на другом - узел кантования, при этом на барабане размещены сменные, замкнутые по периметру сектора, на которых закреплены съемные узлы для подкладных и прижимных балок и передвижная кольцевая опора.2. Устройство, по п, 1, о т л ич а ю щ е е с я тем, что сменные сектора съемного барабана снабжены узлами фиксации деталей силового набора и струбцевидньми зазимами.1131622Изобретение относится к сварке металлов, в частности к устройствам для сборки и сварки обечаек, и,можег быть использовано в машиностроительной промьппленности. 5Известно устройство для сборки и сварки обечаек, содержащее Фундамент с подкладкой и прижимной балкой и сварочной головкой 13.Недостатками этого устройства 1 О являются невозможность сварки большой номенклатуры обечаек различных Форм и размеров, а также сварки обеФаек, имеющих сварной ориентирован,ный силовой набор, и невысокая 15 точность изготовления обечаек.Наиболее близким к предлагаемому по технической сущности и достигае-. мому результату является устройство для сборки и сварки обечаек из сег О ментов, содержащее тележку, смонтированную на фундаменте с узлом фиксации сегментов обечайки, закрепленным на тележке. Узел фиксации выполнен в виде поворотной скобы, установлен ной на валу, одним своим концом смонтированным в разъемном, регулируемом по высоте подшипника, закрепленном на тележке. Для придания заданного контура обечайке при сборке на валу установлены две параллельные группы сменных и разжимных.тяг, на которых закреплены подкладные балки. На последних установлены перемещающиеся скобообразные прижимы для обечайки. Однако известное устройство имеет следующие недостатки: оно позволяет только сваривать готовые сегменты, а для подгонки сегментов часто требуО ется дополнительное приспособление; отсутствуют сплошные опорные ложемен. ты по торцам обечайки, что приводита к появлению остаточной овальности; сварка различных по диаметру обечаек 45 на подкладной шине, имеющей в сечении постоянный радиус кривизны, также искажает контур; в средней части стыка сегментов, подготовленных под сварку тонкостенных обечаек, 5 О возможно образование недопустимых зазоров из-эа их малой жесткости, наличия прижимов только с торцов сегментов у подкладной шины и отсутствия прижимной балки в конструк .ции узла фиксации; нельзя производить сборку и вварку обечаек с ориентированным сварным силовым набором,отсутствует возможность торцовкисваренных обечаек, т.едля торцовки необходимо применение специальных оправок, приспособлений, аиногда и специального оборудования.Цель изобретения - расширениетехнологических возможностей путем обеспечения сборки, сварки иторцовки обечаек различных форм иразмеров и повышение точности контуров обечаек.Поставленная цель достигаетсятем, что в устройстве для сборки,сварки и торцовки обечаек иэ сегментов, содержащем фундамент,верхнюю балку со сварочной головкой,подкладные и прижимные балки, тележку, смонтированную на фундаменте сузлом фиксации сегментов обечайки,узел фиксации сегментов обечайкивыполнен в виде поворотной рамыи съемного барабана с опорой вертикального положения и осью вращения,имеющей на одном конце транспортировочный узел, а на другом - узелкантования, при этом на барабанеразмещены сменные, замкнутые по периметру сектора, на которых закреплены съемные узлы для подкладныхи прижимных балок и передвижнаякольцевая опора.Сменные сектора съемного барабана снабжены узлами фиксации деталейсилового набора и струбцевидными зажимами. На фиг. 1 изображено предлагаемое устройство для сборки, сварки и торцовки обечаек, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг. 3 - узел фиксации сегментов обечайки в положении для торцовки обечайки на станках карусельного типа и сборки под сварку сегментов обечайки в вертикальном положении, на фиг.4 - узел фиксации сегментов обечайки в положении для торцовки обечайки на станках токарного типа,Устройство содержит поворотную раму 1, установленную на тележку 2, с узлом З.ориентирования и фиксации, съемный барабан 4 с одной перемещающейся кольцевой опорой 5, имеющей узел 6 стопорения, с осью 7 вращения, с транспортировочным узлом 8, с узлом 9 кантования и опорой 10 вертикального положения, которые размещены в опорах 11 и 12. Рукоятка 13 редуктора 14 служит для вра622 4 45 3 1131 щения барабана 4.,Прижимные балки 15, подкладные балки 16 с устройством 17 их отвода закреплены на съемных узлах 18.Узлы 19 для вварки деталей силового набора, съемные узлы 18 и струбцевидные зажимы 20, расположенные по всей окружности и служащие для крепления обечайки 21, размещены на замкнутых по перимет ру сменных секторах 22.На фундаментных опорах 23 установлен привод 24 вертикального перемещения балки 25 со сварочной головкой (или сварочным трактором) 26 и узел 27 фиксации, ответный узлу 3 тележки 2.Сварка обечаек выполняется следующим образом.В зависимости от диаметра обечайки 21, характера и сложности ориен тированного вварного силового набора (длины, конусности обечайки) сборку обечайки под сварку и сварку осуществляют на барабане 4, установленном на опорах 11 и 12, или при 25 вертикальном положении оси 7 вращения барабана 4, т.е. когда последний установлен на опоре 10 (фиг.З). При этом на барабане 4 и кольцевой опоре 5 соответственно устанавливают 30 сменные сектора 22 с диаметрами, равными внутренним диаметрам торцов обечайки 21. Перемещающуюся кольцевую опору 5 с помощью узла 6 стопо- рения фиксируют на длине, равной длине обечайки 21. Ориентированный вварной силовой набор устанавливают и закрепляют в заданном положении узлами 19. Сегменты обечайки 21,опи-. рая на сменные сектора 22, по всему 40 периметру зажимают струбцевидными зажимами 20, а к подкладным балкам16 прижимают свариваемые кромки сегментов с- помощьюприжимных балок 15 по всей длине стыка.Если сборка обечайки под сваркупроизводилась при вертикальном положении оси 7 вращения .барабана 4(фиг.З), то, используя транспортировочный узел 8 и узел 9 кантования, с помощью стандартного подъемного устройства барабан 4 устанавливают в опорах 1.1 и 12. Затем тележку 2 вкатывают до состыковки узла 3ориентирования и фиксации с узлом 5527 фиксации. С помощью поворотнойрамы 1 и редуктора 14 ориентируютсвариваемый стык относительно сва-. рочной головки 26 и производятсварку. После сварки первого шва,вращая рукоятку 13 редуктора 14,поворачивают барабан 4 в положениессварки следующего шва. В зависимостиот количества сварных швов устанавливают соответствующее количествосъемных узлов 18 с подкладными балками 16 и прижимными балками 15,После сварки всех швов тележку 2выкатывают из-под балки 25, спомощью устройства 17 отвода отводятподкладные балки 16 и снимают узлы18, прижимные бапки 15 и подкладные,балки 16, Затем устройство устанавливают в положение для торцовки(фиг.З или фиг.4) в станки карусельного или токарного типа, Струбцевидные зажимы 20 снимают сначала толькоу одного торца обечайки 21 и послеторцовки зажимы 20 вновь устанавливают. Затем снимают зажимы 20 с второго торца и производят торцовку.После торцовки снимают зажимы 20,узлы 19 для вварки деталей силовогонабора, сменные сектора 22 и вынимают обечайку 21, Во время работы.по торцовке и съему первой обечайкиосуществляют сварку второй обечайки,собранной во время сварки первой1обечайки, на аналогичном узле фиксации,Предлагаемое устройство позволяет производить сборку (подгонку) . сегментов под сварку за счет наличия сменных, замкнутых по периметру секторов с диаметром, равным внутреннему диаметру обечайки, исключить образование остаточной овальности у сваренной обечайки из-за наличия сплошных опорных ложементов по торцам обечайки; производить сборку, сварку и торцовку обечаек с ориентированным вварным силовымФнабором за счет наличия узлов фиксации, исключить возможность образования недопустимых зазоров в средней части стыка сегментов, подготовленных под сварку, так как прижимные балки фиксируют свариваемые кромки сегментов по всей длине подкладной балки; испольэовать подкладную балку, имеющую в сечении радиус кривизны, соответствующий диаметру свариваемой обечайки, эа счет наличия съемных узлов крепления подкладных балок, производить тор1131622 3цовку сваренных обечаек на универсальном оборудовании благодаря наличию оси вращения барабана и опоры вертикального положения. Благодаря этим преимуществам можно изготавливать обечайки различных Форм и размеров иэ сегментов без дополнительного применения специальных приспособлений.для сборки подгонки) сегментов между собой, без изготовления специальных приспособлений (оправок) и применения специаль ного оборудования для торцовки обечаек, производить сварку на одной сварочной установке и повысить точность контура обечаек.1131622 Составитель К, Быковец Техред Ж,Кастелевич К ктор Л, Пилипенко едактор С. Лисин каз 9691/7 Филиал ППП "Патент", г. Ужгород, ул. Проектная,4 Тираж 1036 ВНИИПИ Государственного комите по делам иэобретений и открыт 113035, Москва, Ж, Раушская н
СмотретьЗаявка
3605473, 16.04.1983
ПРЕДПРИЯТИЕ ПЯ М-5836
ИВАНОВ ВАЛЕРИЙ СТЕПАНОВИЧ, МАШУРА АЛЕКСАНДР ЕВГЕНЬЕВИЧ, ОГАРЕВА ЛАРИСА КОНСТАНТИНОВНА, САМОХВАЛОВ ПЕТР ИВАНОВИЧ, ПЕРЕЖОГИН НИКОЛАЙ ВАСИЛЬЕВИЧ
МПК / Метки
МПК: B23K 37/04
Метки: обечаек, сборки, сварки, сегментов, торцовки
Опубликовано: 30.12.1984
Код ссылки
<a href="https://patents.su/6-1131622-ustrojjstvo-dlya-sborki-svarki-i-torcovki-obechaek-iz-segmentov.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для сборки, сварки и торцовки обечаек из сегментов</a>
Стапель для сборки-сварки продольных швов

Номер патента: 1757834
Опубликовано: 30.08.1992
Авторы: Двуреченский, Капустин, Ляпин
МПК: B23K 37/04
Метки: продольных, сборки-сварки, стапель, швов
...концом изогнутых рычагов 22, Эти рычаги установлены на осях 23. Рычаги 22 вторым концом связаны с пнеамоцилиндрами 24, установленными в цапфах на кронштейнах 16.Устройство работает следующим образом.На откидную опорную балку 1, повернутую на оси 3 тумбы 4, устанавливается предварительно вальцованная оболочка.Опорная балка возвращается в исходное положение до фиксации ее на тумбе 5. Кромку оболочки, которая находится под прижимной балкой 8, совмещают с осью проплавоформирующей прокладки 2 и прижимают клавишными прижимами прижимной балки 8 посредством подачи воздуха в резинотканевый пневморукав 12, который раздуваясь, воздействует на одно плечорычага 11, а другое плечо этого рычага воздействует на клавишный прижим.Пневмоприводом 14 через...
Полуавтоматическая установка для сборки и сварки цилиндрической обечайки с днищем

Номер патента: 1454630
Опубликовано: 30.01.1989
Авторы: Гавва, Домио, Задорожный, Иванов, Костин, Коцюбинский, Марченко
МПК: B23K 37/04
Метки: днищем, обечайки, полуавтоматическая, сборки, сварки, цилиндрической
...8 (обечайка 47 и днище 48) устанавливают на транспортное средство 9, находящееся в положении "Вне линии центров установки" или "Загрузка" (фиг.3) и базируют на ложементы 24 к 25 полэуна 20 (фиг.4). Изделие 8 находится в собранном состоянии благодаря сжатию его между подпружиненным 23 и неподвижным 21 зажимными упорами вПри включении пневмоцилиндра 33 полэун 20 транспортного средства 9 с изделием 8 перемещается на линию центров установки или в положение "Выгрузка" по направляющим 34 (фиг.1, 4), после чего включается пневмоцилиндр 10, который перемещает заднюю бабку 4 с торцовым прижимом 5, клином 31 и узлом 7 съема по направляющим 11, одновременно прижимом 5 осуществляется перемещение изделия 8 к внутреннему центратору 3 со скольжением на...
Устройство для сборки под сварку двутавровой балки из стенки и двух полок

Номер патента: 872140
Опубликовано: 15.10.1981
Авторы: Дубинский, Котляркер, Ялкут
МПК: B23K 37/04
Метки: балки, двутавровой, двух, полок, сборки, сварку, стенки
...с траверсами 8, Сварочное оборудование, например сварочная клеть 9,имеет подающие обжимные ролики 10 и торцовые упоры 11, взаимо 15 20 25 30 35 40 45 4действующие с элементами собраннойбалки 12,Тележки 1 состояит из станины 13 сустановленными на ней формующими элементами в виде, например, кантователей4, причем кантователи одной стороныустановлены с возможностью поперечного перемещения в направляющих 15.Кантователи снабжены толкателями 6,снабженными роликами 17 и Фланцами 18,взаимодействующими соответственно супорными планками 19 и кронштейнами20, установленными на траверсах 8,причем кронштейны одной стороны установлены с возможностью поперечногоперемещения в направляющих 21. Кантователи снабжены установленными кулачками 22 опорными...
Электродный узел для шовной электроконтактной сварки

Номер патента: 776817
Опубликовано: 07.11.1980
Автор: Зотиков
МПК: B23K 11/06
Метки: сварки, узел, шовной, электродный, электроконтактной
...втулка 1 с роликовым электродом 2 и подшипниковой втулкой 3 из электроизоляционного материала установлена с возможностью вращения на неподвижном токоподводящем хоботе 4 со стальной закаленной рубашкой 5. С помощью пружины б и шайбы 7 втулка 1 постоянно поджата своей торцевой поверхностью к торцевой поверхности контактного диска,776817 Формула изобретения ставитель Н. Тютченкова Редактор Т. Зубкова Корректор М. Гаврилов Заказ 2540/13 Изд570НПО Поиск Государственного комитета ССС113035, Москва, Ж, Рауш Тираж 1160 Подписно о делам изобретений и открытий я наб., д. 4/5 ипография, пр, Сапунова, 2,состоящего нз двух секторов 8 и 9. Сектора 8 и 9 скреплены друг с другом и одновременно закреплены на хоботе с помощью болтов 10. Торцевые...
Транспортное устройство роботизированной линии сборки сварки крупногабаритных деталей
Номер патента: 1737838
Опубликовано: 09.06.1995
Автор: Чивилихин
МПК: B23Q 41/02
Метки: крупногабаритных, линии, роботизированной, сборки, сварки, транспортное
1. ТРАНСПОРТНОЕ УСТРОЙСТВО РОБОТИЗИРОВАННОЙ ЛИНИИ СБОРКИ-СВАРКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ, содержащее основание, две разнесенные транспортные штанги с призмами под деталь, механизмы подъема и продольного перемещения транспортных штанг, включающие приводы, зубчато-реечные передачи, связанные с подвижными частями, и ролики, отличающееся тем, что, с целью расширения технологических возможностей и повышения производительности, оно снабжено уравновешивателями и дополнительными штангами с копирными пазами и приводом, установленными вдоль транспортных штанг с возможностью возвратно-поступательного перемещения и фиксации в трех положениях относительно последних, а на основании выполнены поперечные пазы, при этом механизмы подъема установлены в...
Предыдущий патент: Устройство для обработки сварочных материалов
Следующий патент: Питатель заготовок
Случайный патент: Устройство для зачистки конца проволоки