Способ изготовления литейных форм вакуумной формовкой и оснастка для испытания формовочных материалов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки





Текст
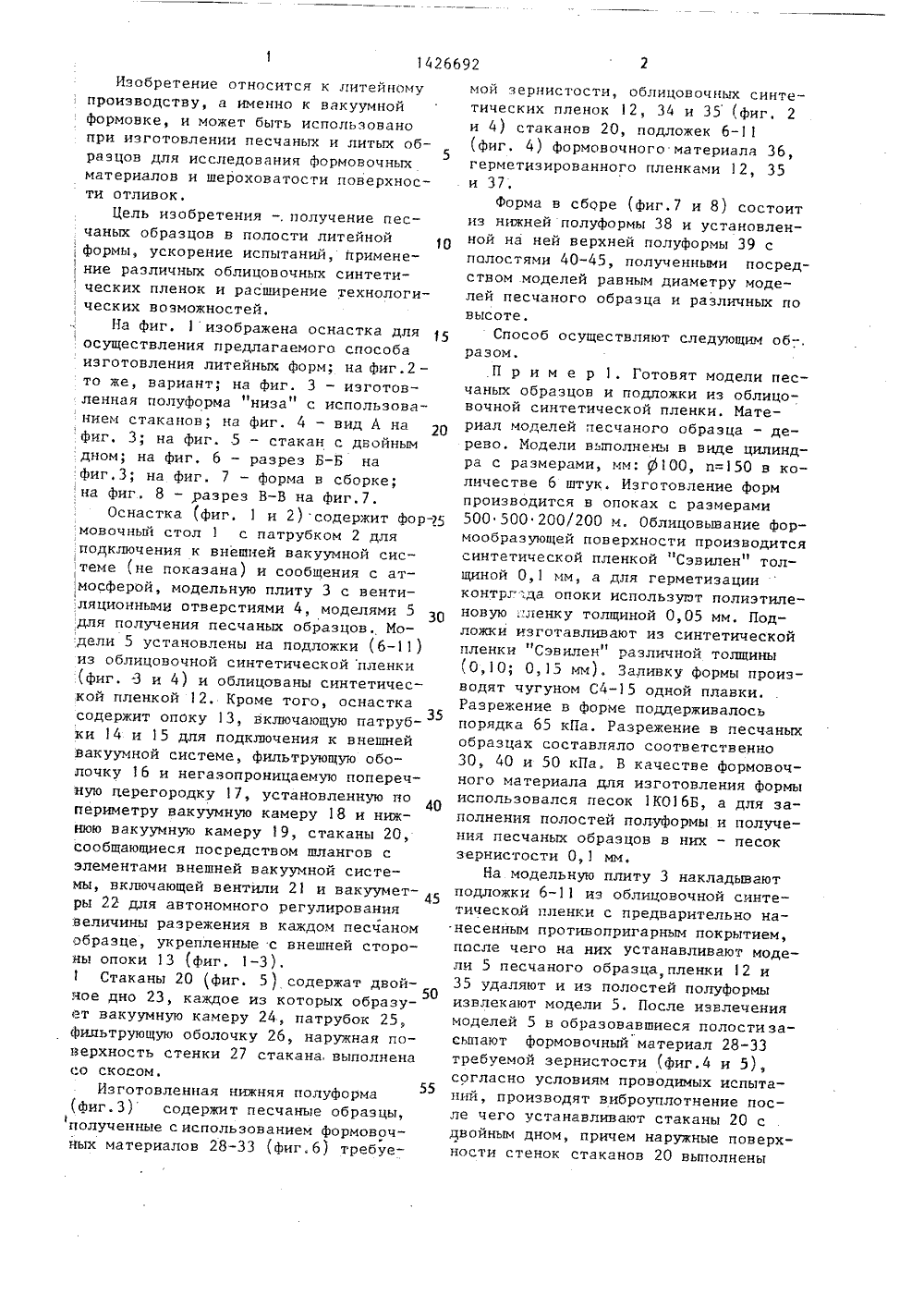
СОЮЗ СОВЕТСНИХСОЦИАЛИСТИЧЕСНИХРЕСПУБЛИН1426 51)4 В 2 02, С 5 58 ГОСУД ПО ДЕ БРЕТ ваку форм и лл 2 ЕННЫЙ КОМИТЕТ СССРЗОБРЕТЕНИЙ И ОТНРЫТИИ АВТОРСКОМУ СВИДЕТЕЛЬСТВ(56) Авторское свидетельство СССР В 1186358, кл. В 22 С 9/02, 1984.Авторское свидетельство СССР У 1061909, кл. В 22 С 9/02, 1982.(54) СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ВАКУУМНОЙ ФОРМОВКОЙ И ОСНАСТКА ДПЯ ИСПЫТАНИЯ ФОРМОВОЧНЫХ МАТЕРИАЛОВ (57) Изобретение относится к литейному призводству, а именно к вакуумной формовке, и может быть использо" вано,при изготовлении песчаных и литых образцов для исследования формовочных материалов и шероховатости поверхности отливок, Цель изобретения - получение песчаных образцов в полости литейной формы, ускорение испытаний, применение различных облицовочных синтетических пленок и расширение технологических возможностей, Модели 5 устанавливают на подложки из облицовочной синтетической пленки, предварительно положенные на модель-. ную плиту 3, затем облицовывают модели 5 и модельную плиту 3 синтетической пленкой с последующим заполнением опоки формовочным материалом 36 до верхнего уровня моделей 5 песчаных образцов, наложением пленки 35, вакуумированием полости опоки 13, удалением пленок с верхней торцовой поверхности .моделей 5 песчаных образцов, удалением моделей 5 образцов, заполнением полостей полуформы формовочным материалом 36 необходимой зернистости, уплотнением, автономным вакуумированием песчаных образцов посредством стаканов, соединенных с системойумирования, заполняют опоки 13 овочным материалом 36 до уровня контрлада, накладывают пленки и вакуумируют полости опоки 13. Кроме того, ф верхнюю полуформу выполняют с полос тям различной высоты, равными диаметру песчаных образцов и расположенными над ними, в полости заливают мета , 2 с. и 3 з.п. ф-лы, 8 ил.18Изобретение относится к литейному производству, а именно к вакуумной формовке, и может быть использовано при изготовлении песчаных и литых об 5 разцов для исследования Формовочных материалов и шероховатости поверхности отливок.Цель изобретения в , получение песчаных образцов в полости литейной , :формы, ускорение испытаний, применение различных облицовочных синтети ческих пленок и расширение технологи:, ческих воэможностей.На Фиг. 1 изображена оснастка для осуществления предлагаемого способа изготовления литейных Форм; на фиг.2 - то же, вариант; на фиг. 3 - изготовленная полуформа "низас использованием стаканов; на фиг. 4 - вид А на 20 Фиг, 3; на Фиг. 5 - стакан с двойным дном; на фиг. 6 - разрез Б-Б на фиг,З; на фиг. 7 - форма в сборке; .на Фиг. 8 - разрез В-В на фигОснастка (фиг. 1 и 2) содержит Формовочный стол 1 с патрубком 2 для подключения к внешней вакуумной сис;теме (не показана) и сообщения с атмосферой, модельную плиту 3 с вентиляционными отверстиями 4, моделями 5 для получения песчаных образцов. Модели 5 установлены на подложки (6-11) из облицовочной синтетической пленки (ФигЗ и 4) и облицованы синтетической пленкой 12. Кроме того, оснастка содержит опоку 13, включающую патрубки 14 и 15 для подключения к внешней вакуумной системе, фильтрующую оболочку 16 и негазопроницаемую поперечную церегородку 17, установленную по 40 периметру вакуумную камеру 18 и нижнюю вакуумную камеру 19, стаканы 20, сообщающиеся посредством шлангов с элементами внешней вакуумной системы, включающей вентили 21 и вакууметры 22 для автономного регулирования величины разрежения в каждом песчаном образце, укрепленные с внешней стороны опоки 13 (Фиг. 1-3).Стаканы 20 (фиг. 5) содержат двой 50 ное дно 23, каждое из которых образует вакуумную камеру 24, патрубок 25, Фидьтрующую оболочку 26, наружная поверхность стенки 27 стакана, выполненасо скосом.Изготовленная нижняя полуформа (Фиг.З) содержит песчаные образцы,полученные с использованием формовочных материалов 28-33 (фиг.6) требуемой зернистости, облицовочных синтетических пленок 12, 34 и 35 (фиг. 2и 4) стаканов 20, подложек 6-11(фиг. 4) формовочного материала 36,герметиэированного пленками 12, 35и 37.форма в сборе (фиг.7 и 8) состоитиз нижней полуформы 38 и установленной на ней верхней полуформы 39 сполостями 40-45, полученными посредством .моделей равным диаметру моделей песчаного образца и различных повысоте.Способ осуществляют следующим об-,разом,П р и м е р 1. Готовят модели песчаных образцов и подложки из облицовочной синтетической пленки. Материал моделей песчаного образца - дерево. Модели выполнены в виде цилиндра с размерами, мм: ф 00, п=150 в количестве 6 штук. Изготовление формпроизводится в опоках с размерами500 500 200/200 м. Облицовывание Формообразующей поверхности производитсясинтетической пленкой Сэвилен" толщиной 0,1 мм, а для герметизацииконтрл:да опоки используют полиэтиленовую пленку толщиной 0,05 мм. Подложки изготавливают иэ синтетическойпленки "Сэвилен" различной толщины(0,10; 0,15 мм). Заливку формы производят чугуном С 4-15 одной плавки.Разрежение в форме поддерживалосьпорядка 65 кПа. Разрежение в песчаныхобразцах составляло соответственно30, 40 и 50 кПа. В качестве формовочного материала для изготовления формыиспользовался песок 1 КО 16 Б, а для заполнения полостей полуформы и получения песчаных образцов в них - лесокзернистости 0,1 мм,На модельную плиту 3 накладываютподложки 6-11 из облицовочной синтетической пленки с предварительно нанесенным противопригарным покрытием,после чего на них устанавливают модели 5 песчаного образца, пленки 2 и35 удаляют и из полостей полуформыизвлекают модели 5, После извлечениямоделей 5 в образовавшиеся полости засыпают формовочный материал 28-33требуемой зернистости (Фиг,4 и 5),согласно условиям проводимых испытаний, производят виброуплотнение после чего устанавливают стаканы 20 сдвойным дном, причем наружные поверхности стенок стаканов 20 выполнены3 14266 со скосом (фиг. 3), благодаря которым стаканы легко и с достаточным уплотнением к боковым стенкам полости полуформы внедряют в формовочный материал 28-33 песчаных образцов. После установки стаканов 20 произво- дят дальнейшее заполнение формовочным материалом 36 полости опоки 13 до уровня контрлада, наложение пленки 37 и вакуумирование полости опоки посредством подключения верхней вакуумной камеры 19 к внешней вакуумной системе через патрубок 15 и вакуумирование формовочного материала 28-33 в полостях полуформы путем откачки воздуха через фильтрующую оболочку 26, вакуумную камеру 24, патрубок 25, соединенный с внешней вакуумной системой, при этом формовочный стол 20 отключают от внешней вакуумной системы. Вакуумированием завершается процесс изготовления песчаного образца и в целом полуформы, причем регулирование величин разрежения в каждом 25 песчаном образце производится автономно посредством вентилей 21 и вакууметров 22, укрепленных с внешней стороны опоки 13 и соединенных со ста. канами 20 шлангами. Полуформа "низа" готова. После этого производят съем полуформы "низа" с модельного стола 1.После изготовления полуформы 38 "низа" изготавливают верхнюю полуфор му 39 по традиционной технологии, при этом полости для заливки металла выполняют различной высоты (50, 70, 90, 110, 130 и.150) с целью измерения величины металлостатического давления расплава на песчаные образцы и рав 40 ными диаметру 10 мм песчаных образ. - цов, расположенных над ними.После изготовления нижней 38 и . верхней 39 полуформ производят сборку формы и заливку расплавом (фиг.7).П р и м е р 2. Полуформа "низа" может быть изготовлена также с применением одного целого куска синтетической пленки вместо нескольких подложек, выполненных из пленки равной толщины и химсостава. При этом моде 50 ли 5 песчаного образца устанавливают на модельную плиту 3, накрытую целым куском пленки 34 (фиг.2),после чего в ней выполняют отверстия вдоль внешнего контура модели песчаного образ 55 ца и производят облицовку моделей пленкой согласно предлагаемому способу, при этом отсос воздуха из про 92странства, заключенного между плен"кой 34, уложенной под моделями 5 песчаного образца и пленкой 12, котораяоблицовывает модели 5 и модельнуюплиту 3, производят сквозь отверстия4, выполненные в модельной плите 3и уложенной на ней пленке 34. Причемперед установкой моделей песчаногообразца локально наносят противопригарное покрытие.Дальнейшие технологические операции по изготовлению формы и получениюотливок анаЛогичны примеру 1,Использование предлагаемого способа и оснастки по сравнению с прототи-,пом позволяет получать песчаные об "раэцы в полости литейной формы, ускорить испытания, снизить их :трудоемкость в 2-3 раза, получать стабильные результаты за счет изучения в одинаковых условиях синтетических пленок различной толщиныи возможности регулирования глубиныразрежения в песчаных образцах припостоянных условиях формовки и заливки расплавом.Кроме того при испытаниях возможно одновременное изучение влиянияна шероховатость поверхности отливкиметаллостатического напора, путем изменения высоты полостей в верхней полуформе, толщины подложки, толщиныпротивопригарного покрытия, величинызерна песка, глубины разреженияв песчаном образце яетоцгми математического планирования экспериментов.Формула изобретения1. Способ изготовления литейных форм вакуумной формовкой, включающий установку модели на модельную плиту, облицовку модели пленкой, установку опоки, заполнение опоки формовочным материалом, уплотнение, наложение пленки на кбнтрлад опоки, вакуумирование опоки, извлечение модели из полуформы и сборку форы, о т л и ч а ю щ и й с я тем, что, с целью получения песчаных образцов в полости литейной формы, ускорения испытаний, применения различных облицовочных синтетических пленок и расширения тех-" нологических возможностей, установку моделей песчаного образца производят на подложки из облицовочной синтетической пленки, предварительно положенные на модельную плиту, затем облицо 142вывают модели и модельную плиту синтетической пленкой, заполняют опоки формовочным материалом до верхнего уровня моделей песчаных образцов, после чего накладывают пленку, вакуумируют полость опоки, удаляют пленку с верхней торцовой поверхности моделей песчаных образцов, удаляют модели образцов, заполняют полости полуформы формовочным материалом, уплотняют, производят автономное вакуумирование песчаных образцов, дальнейшее заполнение опоки формовочным материалом до уровня контрлада и вакуумирование полости опоки.2. Способ по и. 1, о т л и ч а ющ и й с я тем, что, с целью создания различного металлостатического давления расплава на песчаные образцы, верхнюю полуформу выполняют с полостями различной высоты, равными диаметру песчаных образцов и расположенными над ними.3. Оснастка для испытаний формо-. вочных материалов, содержащая формовочный стол с вакуумной полостью, модель с модельной плитой и опоку с патрубком и вакуумной камерой, о т - л и ч а ю щ а я с я тем, что, с це 6692 6лью получения песчаных образцов в полости литейной формы, ускорения испытаний, применения различных облицо 5вочных синтетических пленок и,расширения технологическхи воэможностей,она снабжена стаканами с двойным дном,каждый из которых образует вакуумнуюкамеру, которая в нижней части автономно от опоки соединена патрубкомс внешней вакуумной системой, а верхняя часть двойного дна отделена отрабочей полости опоки фильтрующейоболочкой, кроме того, наружная поверхность стенки стакана выполнена соскосом,4. Оснастка по п. 3, о т л и -ч а ю щ а я с я тем, что внешняя вакуумная система выполнена с воэможностью регулирования давления автономно для каждого патрубка вакуумной камеры стакана.5, Оснастка по и. 3, о т л и -ч а ю щ а я с я тем, что опока по2 Б периметру вакуумной камеры снабженанегаэопроницаемой поперечной перегородкой, образующей верхнюю и нижнюювакуумные камеры, в каждой из которыхустановлены патрубки для соединения30 с внешней вакуумной системой.Фае а В аа ФВФ а ФеаФи евюаеьаВе фе В ВВ
СмотретьЗаявка
4170892, 17.11.1986
СПЕЦИАЛЬНОЕ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОЕ БЮРО "ИСКРА" ВОРОШИЛОВГРАДСКОГО МАШИНОСТРОИТЕЛЬНОГО ИНСТИТУТА, ПРЕДПРИЯТИЕ ПЯ Г-4932
СЫТНИКОВ ВАЛЕНТИН ВЛАДИСЛАВОВИЧ, ПУЧКОВ ВИКТОР ГЕННАДИЕВИЧ, КУЗНЕЦОВ ВАЛЕНТИН ПЕТРОВИЧ, ГОЛОФАЕВ АНАТОЛИЙ НИКИТОВИЧ
МПК / Метки
МПК: B22C 9/03, G01N 25/58
Метки: вакуумной, испытания, литейных, оснастка, форм, формовкой, формовочных
Опубликовано: 30.09.1988
Код ссылки
<a href="https://patents.su/7-1426692-sposob-izgotovleniya-litejjnykh-form-vakuumnojj-formovkojj-i-osnastka-dlya-ispytaniya-formovochnykh-materialov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления литейных форм вакуумной формовкой и оснастка для испытания формовочных материалов</a>
Способ облицовки пленкой модели при вакуумной формовке

Номер патента: 1276425
Опубликовано: 15.12.1986
Авторы: Кутовой, Новиков, Салтыков, Чистухин, Шувалов, Щербаков
МПК: B22C 9/03
Метки: вакуумной, модели, облицовки, пленкой, формовке
...причем чемвыше температура теплоносителя (дооТ= 80 С), тем лучше, Однако оптимальная температура из данного интервалазависит от схемы устройства подогрева пленки, величины ошибки в регулировании датчика температуры и других.35Температурный интервал нагревателей дистанционного нагрева, равный700-900 С, выбран из условия использования оптимального спектральногоизлучения нагретого тела, так как известно, что синтетические пленки имеют максимум поглощения энергии приспектре частот от излучения нагретого тела с температурой 700-900 С. 425 2грева до 60-80 С, а термокамеры до700-900 С. Синтетическую пленку изрулона 1 разматывают и накладываютна стол предварительного подогрева2, где пленка разогревается до тем -пературы стола за 5-8...
Способ облицовки модели пленкой и устройство для его осуществления

Номер патента: 1049167
Опубликовано: 23.10.1983
Авторы: Крутиков, Москалец, Хмелев
МПК: B22C 9/03
Метки: модели, облицовки, пленкой
...модельи последующая окраска пленки противопригарной краской осуществляются последовательноодна за другой, что приводит к значительнымзатратам времени на облицовку модели плен.кой.Целью изобретения является сокращениевремени облицовки.Для достижения указанной цели согласноспособу облицовки модели пленкой, включающему нагрев пленки, наложение пленки на мо.дель, вакуумирование полости модели и нанесение противопригарного покрытия на пленку,противопригарное покрытие перед нанесениемна пленку разогревают до температуры пластичности пленки, а перед вакуумированиеммодель совместно с пленкой погружают впротивопригарное покрытие.Причем в устройстве для облицовки моделипленкой, содержащем модель, рамку-держательпленки, емкость для...
Устройство для облицовки модели пленкой

Номер патента: 1369851
Опубликовано: 30.01.1988
Авторы: Косенко, Мишин, Плаксин, Плаксина
Метки: модели, облицовки, пленкой
...действием атмосферного давлениялист 8 обжимает со всех сторон планки 18 и 19, включая их торцовые час ти на участках а , и втягивается вканавку 15, фиксируясь на присосе,При этом планки 18 и 19 сжимаются всторону стенки 21 присоса, посколькуони герметизированы листом 8 пленки ЗО (отсасывается воздух из пор). В итоге, между планками 18 и 19 присоса 7и планками 16 и 17 рамки 1 образуется зазор Ь (пунктиром обозначено положение планок 18 и 19 перед вакуумированием). Цепь 6, обкатываясь позвездочкам 4 и 5, перемещает к рамке1 присос 7, который тянет за собойлист 8 пленки, сматывая его с рулона 9. Благодаря наличию образовавше-40 гося зазора ь присос 7 с листом 8проходит вдоль рамки 1, не касаясьпланок 16 и 17 рамки 1. После...
Устройство для облицовки модели пленкой

Номер патента: 772684
Опубликовано: 23.10.1980
Авторы: Арзамасов, Курков, Москалец
МПК: B22C 9/03
Метки: модели, облицовки, пленкой
...7. Высота патрубков выбирается взависимости от формы к модели.На торцах патрубков выполнены либоотверстия малого диаметра, исключающие 10прорыв пленки, либо установлены пористыевкладыши, например иэ спеченных гранул.Устройство работает следующим образом,На участок пленки 8, подлежащий нанесению на модель, устанавливают устройство. В рамочной присоске 1 создают разрежение, пленка 8 прижимается к рамочнойприсоске 1 и удерживается на ней. Затемвключают нагреватель 3, нагревающий 20воздух между кожухом 2 и пленкой 8.Одновременно включают вентилятор 4 дляциркуляции горячего воздуха.Под действием горячего воздуха пленканагревается, приобретая необходимую алас тичность. После этого к источнику разрекения (на чертеже не показано)...
Устройство для обработки и перемещения образцов в вакуумной камере

Номер патента: 979999
Опубликовано: 07.12.1982
Авторы: Бергер, Зашквара, Ибрагимов, Ильин, Фархутдинова
МПК: G01N 35/02
Метки: вакуумной, камере, образцов, перемещения
...образом.Образец 1 вставлен рабочей частьюв паэ 2 подвижной штанги 3. Вращение карусельного держателяосуществляется по часовой стрелке отввода вращения 5. При этом поворачиваются против часовой стрелки поводок 6, имеющий штифт 7 и ведущеезубчатое колесо 29, находящееся всцеплении с большим зубчатым колесом 28, находящимся на карусели. Зуб.чатые колеса хорошо видны на Фиг.2, 979999того, чтобы образец при вращении держателя без помех мог войти в вырезы захватов 14 и 15, радиус кулачка 11 вблизи этой позиции таков, цто ось45 образца движется по среднему радиусу вырезов, пересекающему ось захватов. В момент остановки карусельного держателя ось образца совпадает с осью захватов. Конфигурация кулачка 11 такова, цто резкое уменьшение его ра 50...
Предыдущий патент: Механизм выталкивания автоматов для объемной штамповки
Следующий патент: Контейнер для заливки оболочковых форм
Случайный патент: Предохранительная муфта