Устройство для автоматического слежения направления и совмещения срезов соединяемых деталей швейных изделий
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки





Текст
О П И С А Н И Е и 918224ИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз СоветеимкСоциалнетнчееинкРеспублнн) Дополнительное внд Кл. 3 65 Н 9 05 В 2(5 )М 0 00 ударстванный комитат СССР рисоелиненнем заявклете 10.04,82 ата ояублнковання оп ткин, 3. С. Чубар Шмаков, П. П(54) УстРОЙСтВО ДЛЯ АвтОМАтИЧЕСКОГО СЛЕЖЕНИЯНАПРАВЛЕНИЯ И СОВМЕЩЕНИЯ СРЕЗОВ СОЕДИНЯЕМЫДЕТАЛЕЙ ШВЕЙНЪХ ИЗДЕЛИЙ 103 расп чем1 и тинь2 и Изобретение относится к швейной йромышленности и может быть использованодля автоматического направления и совмещения срезов деталей при смешивании.Известно устройство для автоматического направления и совмещения срезовсоединяемых деталей швейных изделий,содержащее датчики положения деталей,усилители мощности и исполнительныймеханизм, выполненный в виде параллельно установленных одна над другой пластинимеющих исполнительные сопла 111,Недостатком данного устройства является невозможность обработки щвей-.ных деталей со срезами различной конфигурации и кривизны,Целью изобретения является расширение технологических возможностей обработки швейных деталей со срезами раз.личной конфигурации и кривизны независимо от жесткости деталей.Поставленная цель достигается темчто в каждой иэ пластин имеются иэслированные каналы, соединяющие выходные каналы исполнительных сопел с со ответствующими выходами усилителей мощности, а оси выходных каналов исполнительных сопел каждой пластины расположены в плоскостях, перпендикулярных направлению движения деталей и направлены навстречу друг другу под углом к поверхности пластин, при этом точки пересечения осей выходных каналов исполнительных сопел, расположенных друг над другом; находятся на рабочих поверхностях пластин.На фиг, 1 изображено предлагаемое устройство разрезанное по фронтали; на фиг, 2 - то же, вид сверху; на фиг, 3- разрез А-А на фиг 2 на фиг, 4 - пнев матическая схема устройства,Между пластинами 1 - 3 (фиг. 1) оложены швейные детали 4 и 5, придеталь 4 находится между пластинами 2, на рабочей поверхности 6 пласт 2, а деталь 5 - между пластинами 3, на рабочей поверхности 7 пласта ны 3. Пластины 2 и 3 снабжены изотнутыми в сторону подачи направляющими с целью снижения функцианного взаимодействия деталей 4 и 5 в процесоз обработки. Кроме. этого, противоположный край средней пластины 2 имеет плавный сход 5 по направлению к прижимной лапке 8. Стрелкой Б показано основное направление перемещения деталей 4 и 5 при . их соединении.Как показано на фиг, 2, воздух к ис полнительным.соплам 9 и 10, выполненным в виде наклонных отверстий (фиг. 3), верхней пластины 1 подводится соответственно с помощью изолированных каналов 11, 12, которые соединяются с уси лителем мощности, воздух к которому подводится по трубопроводу 13 (фиг. 4).К исполнительным соплам пластин 2 и 3 воздух подводится аналогично.Изолированные каналы 11, 14, под-, 20 водящие воздух к соплам 9 и 15 пластин 1 и 2, соединяются воэдухопроводом 16 с выходом 17 усилителя мощности 18 (фиг. 3, 4), а каналы 12, 19, подводящие воздух к соплам 10, 20 плас тин 1, 2, соединяются воэдухопроводом 21 с выходом 22 усилителя мощности 18. Изолированные канады 23, 24, под- З 0водящие воздух к соплам 25, 26 пластин 2, и 3, соединяются воэдухопроводом27 с выходом 28 усилителя мощности29, а каналы 30, 31, подводяшие воздух к соплам 32, 33 пластин 2, 3, со. единяются воздухопроводом 34 с выхсьдом 35 усилителя мощности 29.Подвод сжатого воздуха питания кусилителям мошности 18 и 29 осуществляется посредством воздухопроводов 36 через регуляторы давления 37,38, фильтр 39, запорный клапан 40 отисточника питания 41,Датчик положения 42 (фиг. 3) дета 45ли 4 состоит из питающего сопла 43,вмонтированного в пластину 1, и приемного сопла 44, вмонтированного в пластину 2,Датчик положения 45 детали 5 состоитиз сопла питания 46, вмонтированного в50пластину 2 и приемного сопла 47,вмонтированного в пластину 3.Питающие сопла 43, 46 датчиков положения 42, 45 соединяются воздухопроводом 48,(фиг, 4) через редуктор 49 систочником питания 41, а приемные сопла44, 47 соединяются соответственно воздухопроводвми 50, 51 с чувствительными элементами 52, 53 усилителей мощности .18, 29.Пластины 1, 2, 3 монтируются сзазором причем рабочая поверхностьпластины 3 лежит в одной плоскости состолом 54, и закрепляются на столе спомощью винтов .)5 56,Устройство работает следующим образом.Оператор, совместив сопряженные точки начала стачивания деталей 4 и 5,вводит детали между пластинами 1, 2,3 таким образом, чтобы деталь 4 уложилась между пластинами 1, 2, а деталь5 между пластинами 2 и 3, Одновременно с этим совмещенные части деталей4 и 5 оператор вводит под прижимнуюлапку 8 (фиг, 1). Далее нажатием накнопку Пуск" (на чертежах не показана)оператор включает в работу стачиваюший механизм полуавтомата и устройствоавтоматического слежения, направленияи совмещения срезов соединяемых деталей швейных изделий.В процессе стачивания корректировкуположения дзтвлей 4 и 5 относительношьюшего механизма машины осуществляют струи воздуха, вытекающие из групп)сопел 9-10, 15-20 и 25-26, 32-33,Так, например, при смещении детали4 влево (вправо) от середины приемногосопла 44 (фиг, 4) датчика 42 (фиг. 3)проходное сечение этого сопла увеличивается (уменьшается), то есть увеличивается (уменьшается) количество воздуха,попадаюшего из сопла питания 43 (фиг,4) в приемное сопло 44. Вследствиеэтого в приемном сопле 44 увеличивается (уменьшается) давление воздуха, который по воздухопроводу 50 поступаетк чувствительному эпементу 52 усилителя мощности, 18, который срабатываеттаким образом, что воздух от источникапитания 41 через клапан 40, фильтр 39,регулятор давления 37 поступает на выход 22 (17) усилителя мощности 18и далее по всздухопроводу 21(16), каналам 12, 19(11, 14) к исполнительным соплам 10, 20 (9, 15), Благодаряэтомудеталь 4 смешается вправо (влево) до середины приемного сопла 44датчика 42 (фиг, 3),Аналогично работает система слежениязв срезом детали 5,Роль оператора при работе с этимустройством заключается лишь в заправке деталей швейных изделий в него инажатии на кнопку Пуск.918Иными словами, положительный эффект определяется, прежпе всего, тем, Вчто процесс слежения, направления и совмещения срезов соединяемых деталей осуществляется автоматически, Вследствие этого происходит совмещение машинного и вспомогательного времени, т,е. в процессе обработки оператор подго тавпивает последующие детали дпя их заэаправки в устройство.Кроме сказанного, за счет того, что отсутствует прямая зависимость качества обработки от индивидуальных способностей оператора, - оно повышается,15Использование в качестве исполнительного органа открытой счруи сжатого воздуха позволяет обрабатывать детали различной жесткости, так как отсутству , ет взаимодействие детали с различного . рода механическими приспособлениями, а использование в данном устройстве следящей системы позволяет расширить (по сравнению с существующими устройствами) его технологические возможности, обрабатывать детали с различной конфигурацией и кривизной, так как сам контур детали является своеобразной программой лпя данного устройства, т.е, нет необходимости в предварительной подготовке производства, которая требуется в цифровых устройствах. Ввиду сказанного, предлагаемое устройство может быть использовано на многофасонных потоках. 224 6формула изобретения1, Устройство дпя автоматического слежения, направления и совмещения срезов соединяемых деталей швейных изделий, содержащее датчики положения деталей усилители мощности и исполнительный механизм, выполненный в виде параллельно установленных одна над другой плас-тин, имеющих исполнительные сопла, о тл и ч а ю щ е е с я тем, что, с целью расширения технологических возможностей обработки швейных деталей со срезами различной конфигурации и кривизны, каждая из пластин имеет изолированные каналы, соединяющие каждый выходной . канал соответствующего исполнительногосопла с выходом соответствующего усилителя мощности, а оси выходных каналовисполнительных сопел каждой пластины расположены е плоскостях, перпендикулярных направлению движения средствдля крепления деталей, и направлены одна навстречу другой под равным угломк поверхности пластин, при этом точкипересечения осей выходных каналов испопнительных сопел расположены на рабочих поверхностях пластин,2. Устройство по п.1, о т л и ч аю щ е е с я тем, что, с целью снижения,фрикционного воздействия деталей, средняя и нижняя пластины снабжены изогнутыми в сторонуподачи деталей направьляющими,Источники информации,принятые во внимание при экспертизе1,ве 1 9 йп Ма 6 Ъ 1974, Мю 11.Коляда 026/26ВНИ шиал Составитель Н. Ханамирян Техред М. Тепер КорректорУ Тираж 584 Подписное И Государственного комитета делам изобретений. и открытий 5, Москва, Ж, Раушская ПП фПатентф, г. Ужирод, ул
СмотретьЗаявка
2407284, 28.09.1976
ЦЕНТРАЛЬНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ШВЕЙНОЙ ПРОМЫШЛЕННОСТИ
ДЕБУШЕВСКИЙ ВЛАДИМИР ЕФИМОВИЧ, ШМАКОВ ИГОРЬ АЛЕКСЕЕВИЧ, КОКЕТКИН ПЕТР ПЕТРОВИЧ, ЧУБАРОВА ЗОЯ СТЕПАНОВНА, ДРОЖЖИН ВЛАДИМИР ИВАНОВИЧ, ВОРОНИН БОРИС ИВАНОВИЧ, ТАТАРИНОВ ЕВГЕНИЙ ЛЕОНИДОВИЧ, КОЗЫРЕВ ВАЛЕРИЙ ВЛАДИМИРОВИЧ, ЕМЕЛЬЯНОВ АЛЕКСЕЙ МИХАЙЛОВИЧ
МПК / Метки
МПК: B65H 9/00
Метки: направления, слежения, совмещения, соединяемых, срезов, швейных
Опубликовано: 07.04.1982
Код ссылки
<a href="https://patents.su/5-918224-ustrojjstvo-dlya-avtomaticheskogo-slezheniya-napravleniya-i-sovmeshheniya-srezov-soedinyaemykh-detalejj-shvejjnykh-izdelijj.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для автоматического слежения направления и совмещения срезов соединяемых деталей швейных изделий</a>
Устройство для автоматического направления и совмещения срезов соединяемых деталей швейных изделий

Номер патента: 971753
Опубликовано: 07.11.1982
МПК: B65H 9/00
Метки: направления, совмещения, соединяемых, срезов, швейных
...органа. 20Каждая из пластин 1, 2, 3 имеет исполнительные сопла 9, 10 выполненные в виде наклонных отверстий. При этом оси этих сопел 9, 10 расположены в плоскостях, перпендикулярных направлению движения деталей, и напранлены под равными углами к поверхности пластин, навстречу друг другу. Причем точки пересечения осей исполнительных сопел 9, 10 расположены на рабочих поверхностях пластин 2 и 3. Воздух к исполнительным соплам 9 и 10 подводится соответстненно с помощью изолированных каналов 11, 12, которые соединяются соответственно с усилителями мощности..Датчик положения детали 5 состоит нз сопла питания 13, вмонтированного в пластину 1, и приемного сопла 14, вмонтированного в пластину 2, а дат чик положения детали 6 состоит из...
Приемное сопло струйного усилителя

Номер патента: 1657781
Опубликовано: 23.06.1991
Авторы: Бадах, Беленький, Бочаров, Гейчук, Струтинский, Федорец
МПК: F15C 5/00
Метки: приемное, сопло, струйного, усилителя
...кривой 13 обозначен контур струи, натекающей на приемное сопло.Приемное сопло струйного усилителя работает следующим образом,При натекании струи 13 на отверстие приемного сопла в диффуэорном канале 3 происходит преобразование кинетической энергии струи в потенциальную энергию жидкости, При этом средняя скорость потока по длине канала 3 уменьшается, а давление повышается. Жидкость под давлением отводится через выходное отверстие 2,Часть жидкости просачивается между сопрягаемыми поверхностями в карманы 9, а затем стравливается через дроссель 10. В зависимости от величины давления в источнике 11 и сопротивления дросселя 10 воэ 40 45 50 55 Формула изобретения Приемное сопло струйного усилителя, содержащее корпус с выходным отверстием в...
Устройство для контроля и сортировки сопл

Номер патента: 1623799
Опубликовано: 30.01.1991
МПК: B07C 5/06
Метки: сопл, сортировки
...перестанзвливаечыг датчики 31 и 32, выходы кторых полклюцецы к блоку 33 логики. К этму же блоку 33 логики подключены выходы датциков 13, а также датчик 34 наличия детали нд цзмерительцой юзиии.Устройство работает слечукщим обра)чКнтронруемые соп.ча 8 из механизма згрузки 1 оштучц постуцак)т в ориентированном положении во входной канал 1.(,опло 8 транспортируется на заплечиках по 1"-образному пазу. Поступившее в транспортирующий кана.ч 2 контролируемое сопло 8 потоком воздуха, вытекаюцего из .оцЛа 6, ПЕрЕМЕца(тгя На ИЗМЕрИтЕЛЬНуЮ 1 о И- цию. При поступлении информации от датчи ка 34 о нахождении детали на измерительной поиции подается команда на переме)цение втулки 17 к торцу контропируемого сяпа 8. ермицность между торч соп,з 8 и...
Всасывающее сопло пневмотранспортной установки
Номер патента: 1318494
Опубликовано: 23.06.1987
Авторы: Кунавин, Моськин, Соляев
МПК: B65G 53/14
Метки: всасывающее, пневмотранспортной, сопло, установки
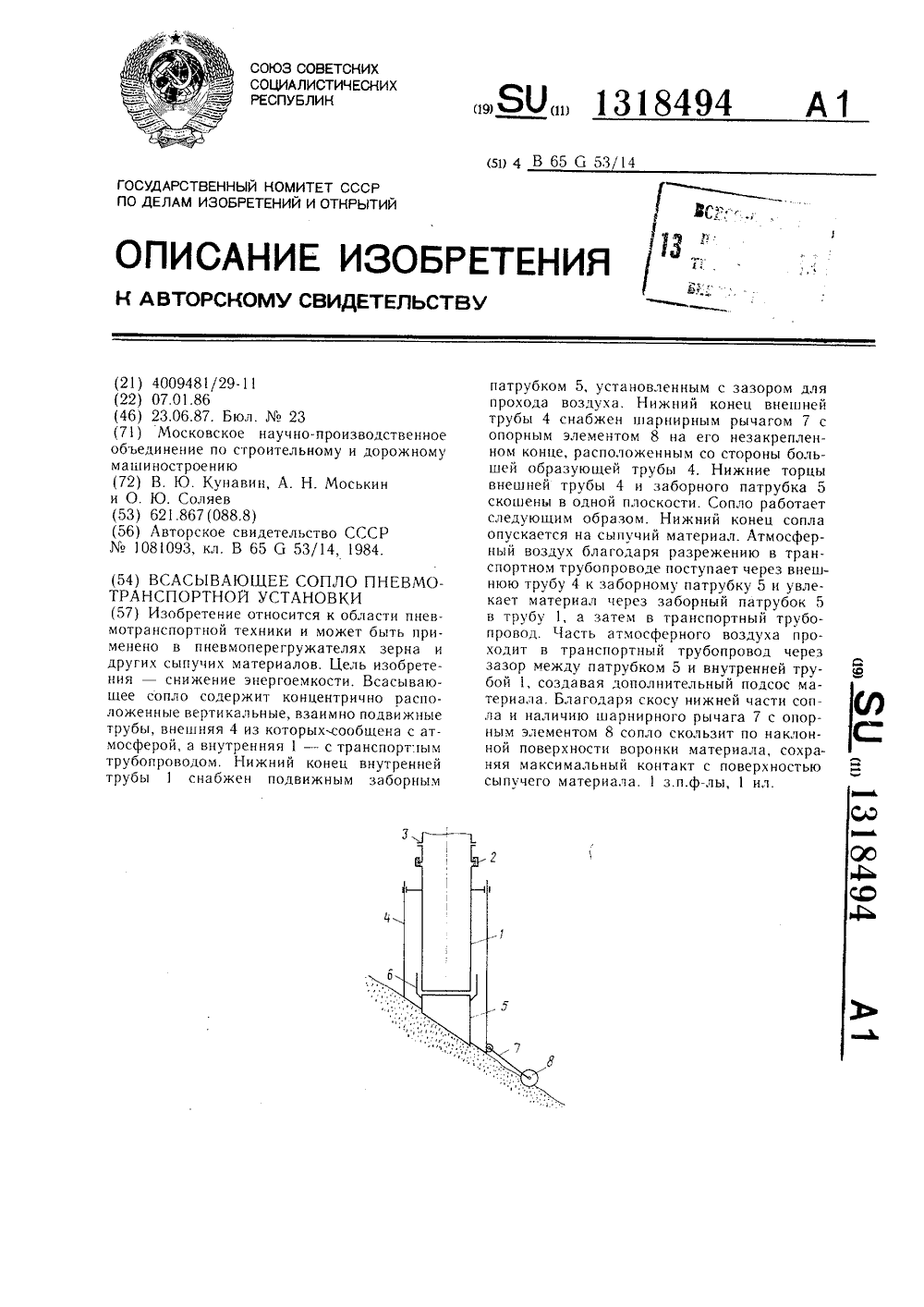
...сопла.На чертеже схематично изображено предлагаемое всасывающее соплообщий вид.Сопло содержит внутреннюю трубу 1, соединенную подвижным соединением 2 с транспортным трубопроводом 3, внешнюю трубу 4, концентрично расположенную относительно внутренней трубы и закрепленную на ней с возможностью осевого перемещения, имеющую в нижней части скос. На конце внутренней трубысоосно с возможностью осевого перемещения и зазором для прохода воздуха установлен патрубок 5 со скосом, параллельным скосу внешней трубы 4, в нижней части и раструбом 6 вверху, На внешней трубе 4 со стороны ее большей образующей соосно большей оси сечения ее скошенного торца шарнирно закреплен рычаг 7 с опорным элементом, выполненным, например, в виде колеса 8....
Блок воздушного охлаждения фильерной пластины с отверстиями

Номер патента: 938738
Опубликовано: 23.06.1982
МПК: C03B 37/00
Метки: блок, воздушного, отверстиями, охлаждения, пластины, фильерной
...выполнены из металла, например из меди, алюминия, латуни, стали или нержавеющей стали (фиг. 5), Оптимальный эффект охлаждения обеспечивается при помощи поперечного сечения трубчатых сопел7 от 40 до 100 мм, Если площадь попе речного сечения слишком мала, некоторые участки фильерной пластины будут подвергаться излишнему охлаждению, в результате чего будет созда9387 но неравномерное распределение температуры на поверхности фильерной пластины 5. Если площадь поперечного сечения сопел будет слишком велика, то не будет достигнуто удовлетворительное охлаждение, и расход потока воздуха должен быть увеличен, чтобы компенсировать неудовлетворительное охлаждение. Однако, если слишком повысить расход воздуха в струях охлаж дения, вытягивание нити...
Предыдущий патент: Устройство для береговой сплотки лесоматериалов в пучки
Следующий патент: Устройство для подачи рулонного материла
Случайный патент: Смесь для изготовления литейных форм