Устройство для набора остовов бочек
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
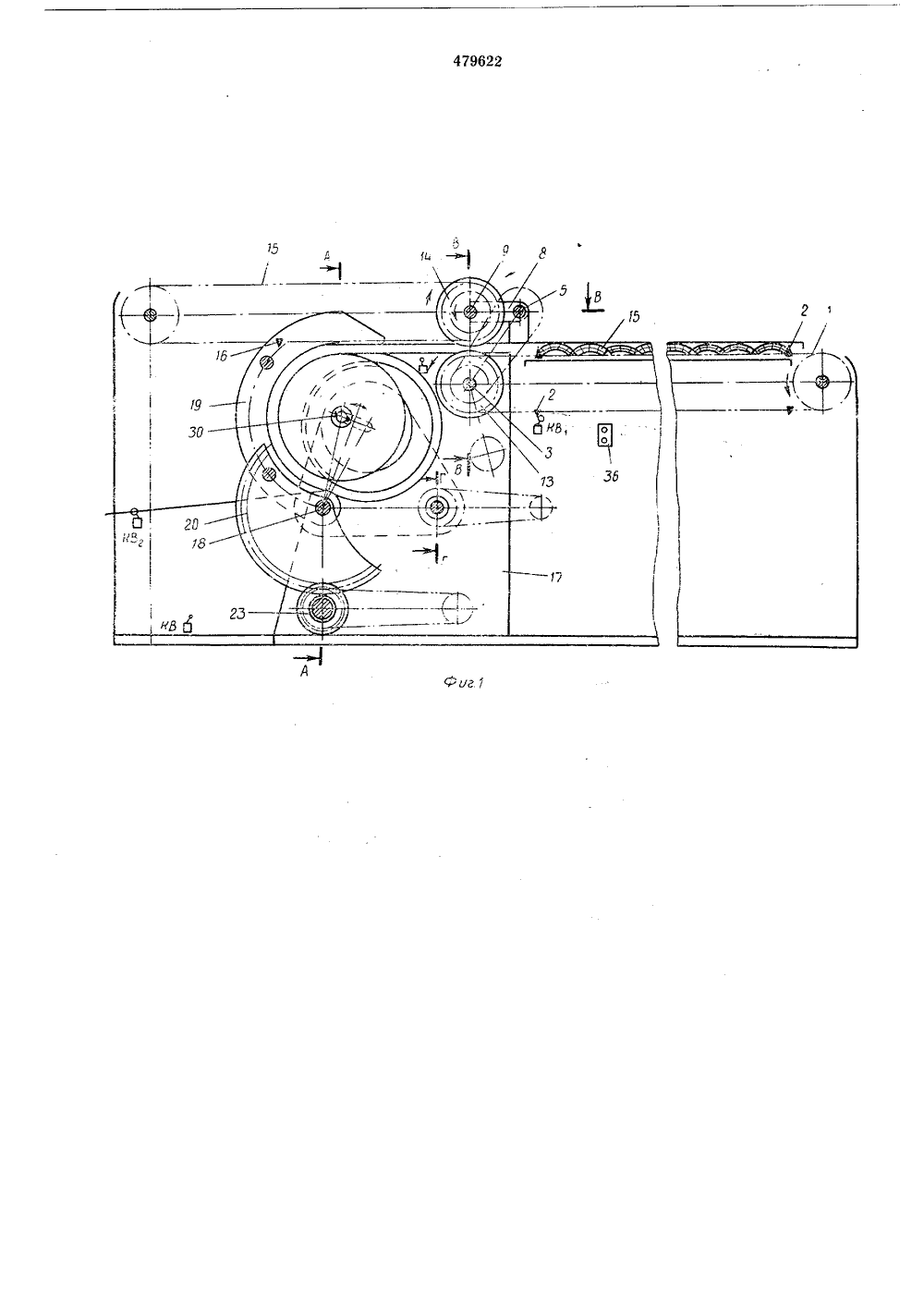
АНИ оюз Советскнн ониалистнческ Республик ИЗОБВЕТЕН АВТОРСКОМУ СВИДЕТЕЛЬСТВ,07.73 (21 1) М.К явлено единением заявки-Государственный комнт 23) Приорите вета й 1 инистров СССРо делам изобретенийи открытий УДК 674.416.002, .5(088,8) юллетень29 публиковано 05,08.75,та опубликования описания 12.12,7(71) Заявител аучно-исследовательский и экспериментальукторский институт тары и упаковки сесоюзныи конс54) УСТРОЙСТВО ДЛЯ НАБОРА ОСТОВОВ БОЧ Известное устройство для набора остовов бочек, вкл;очающее с 1 анину, транспортер для подачи клепок, механизм формирования остова, механизмы выравнивания провесов, прижима клепок и вывода остовов бочек, а также систему автоматических выключателей, не обеспечивает высокой,производительности.С целью повышения производительности в предлагаемом устройстве механизм формирова 1 ния оставов выполнен в виде щек, неподвижно закрепленных на станине и снабженных,дугообразными прорезями и закрепленных на одежном,валу со щеками дугообразных поворотных рычагов, а механизм прижима клепок выполнен в виде дисков, установленных соосно с неподвижными щека 1 ми и поворотными рычагами.На фиг. 1 изображено предложенное устройство, продольный разрез; на фиг. 2 - разрез ло А - А:на;фиг. 1; на фиг. 3 - разрез по Б - Б на фиг. 2; на фиг. 4 - ,разрез по В - В на фиг. 1; на фиг, 5 - разрез по Г - Г на фиг. 1; на фиг. б - продольный разрез устройства в момент формирования остове,Принудительная загрузка клепок в формообразующий механизм осуществляется спаренными верхним и нижним транспортерами с общим приводом.По длине каждой цели 1 нижнего транс- партера расположены две пары ограничителей 2 (фиг. 1), Расстояние между каждой паройограничителей 2 равно развернутой длине диаметра бочки по пусковой части,плюс допуск нарасхождение разверток минимальных и макб симальных допускаемых диаметров, На конце ведущего, вала 3 (фиг. 1, 4) нижнего транспортера жестко сидит звездочка 4, передающая вращение на вал 5 через жестко сидящую на нем звездочку б (фиг. 4). Вал 5 вра 1 О щается в подшипникахрасположенных настани не.На кольцевой выточке кронштейна 7 имеются кулисы 8, на концах которых в подшипниках установлен вал 9 (фит. 1, 4).15 На валах 5 и 9 жестко закреплены две пары шестерен 10 и 11 (фиг. 4) с одинаковымколичеством зубьев, передающих вращение свала 5 на вал 9. На валу 9 жестко закреплены ведущие звездочки 12 верхнего цепного20 транспортера. На валах 3 и 9 жестко закреплены две пары фрикционных дискав 13 и 14,на цепи 15 верхнего транспортера находитсяодин упор 1 б, Длина каждой цепи верхнеготранспортера в два раза меньше длины каждой цепи нижнего транспортера,Формообразующий механизм состоит издвух щек 17 (фиг. 1 н 2), в которых выполнены вырезы в виде полуокружностей, Под нижней частью вырезов в щеках устано 1 влен валЗО 18 на котором жестко закреплены рычаги 19(фиг. 1 и 2). Внутренняя часть рычагов 19.выпалиена в виде, полуокружностей, равных полуокружнсстям,вырезав в щеках. На валу 18 в средней части жестко заюреплен зубчатый сектор 20, находящийся в зацеплении с шестерней 21, соединенной со звездочкой 22 (фиг. 2), посаженной на ось привода 23.Вал 18,на консольно выходящих из щек ца 1 пфах имеет поддерживающие расстил клепок механизмы, каждый из которых состоит из щеки 24 (фиг. 2), способной совершать возвратно-поступательное движение благодаря червяку 25 (фиг. 1, 5) и гайке 2 б (фиг. 5), жестко закрепленной на щеке 24. К щеке 24 жестко прикреплена винтами 27 пластина 28, имеющая фасакный вырез, обеспечивающий движение, верхней части рычага 29 (фиг. 2) со свободно, качающейся втулкой 30. Снизу рычаг 29.нагружен пружиной 31 (фиг. 3).К верхнему концу рычага 29 консольно прикреплена ось. 32, которая может перемещаться в,пазу опорной прокладки 33 (фиг. 2), прикрепленной к пластине 28 винтами 27.На конце оси 32 авабодно вращается диск 34, а .на опорной прокладке 33 - диск 35 (фиг. 2)Этот механизм может совершать, возвратно-поступательное движение на консольной части вала 18 при:взаимодействии червяка 25 с гайкой 2 б,Привод транспортеров аключается кнопкой КУ.Устройство работает следующим образом.Клепки укладьгвают,на щеки нижнего транспортера между упорами 2. Наиатием на выключатель Зб спаренные транспортеры приводятся в движение. Набор клепок перемещается,к формообравующему механизму. Когда заднгие упоры 2 начинают опускаться вниз, набор клепок подхватывает упор 1 б, так как количество звеньев цепей верхнего и нижнего транспортеров подобрано таким образом, чтобы при совершении задним упором нижнего транспортера полуоборота, упор верхнего транапортера делал один оборот. Для предотвращения,вапучизания расстила клепки при загрузке в форму образующий механизм настил дополнительно досылается фрикционными дисками 13;и 14.Когда упор 16, сделав полный оборот, занимает положение, показанное на фиг. 1, настил клепки полностью заходит в полость между наружными эллипсами, образованными вырезами в щеках 17 и рычагами 19, м,внутренними эллиптическими поверхностями, образованными двумя парами дисков 34, 35.В это время козинцевой,выключатель 3 б, накоторый действует упор 2, останавливает транспортеры и включает иривод,рычагав 19.10 Поворачиваясь в сторону ненодвижныхщек, рычаги формируют настил клепок (фиг.б), превращая эллиптическое сечение настила в сечение правильной окруженности, с образовакием остова бочкообразной формы. Когда ры чаги, повернувшись на заданный угол, останавливаются концевым выключателем (фиг, 6), одно)временно включается привод червяка 25, который выводит, диски 34, 35 из остова.Дойдя до .концевого выключателя, поддер живающие механизмы останавливаются, После уставоаки,на стянутый остав обручей включается привод рычагов, Рычаги, поворачиваясь,в обратном направлении, открывают окно для выгруз 1 ки готаваго остова, а сектор 25 20 принудительно выталкивает остов из формообразующего механизма (фиг. 6).Остоввыкативпгись из зоны действия рычатав устройства, нажимает на концевой выключатель, который включает привод лоддерЗ 0 живающего механизма и рычагов, занимающих исходное положение.К этому моменту настил клепак снова улогжен, и весь цикл повторяется.Предмет изобретенияУстройспво для набора астаховов бочек,выключающее станину, транспортер для подачи клепок, механизм формирования Остова, меха низмы выравнивания,правеоов, прижима клепок и вывода остова бочки, а также систему автоматических выключателей, отличающееся тем, что, с целью повышения Производительности, механизм формирования остава выполнен.в виде щек, неподвижно закрепленных на станине и снабженных дугообразными прорезями и закреплеиных на одном валу со щеками дугообразных поворотных рычагов, а механизм прижима клепок выполнен в виде дис ков, установленных соасно с неподвижнымищеками и поворотными рычатами.479622 орректор И. Симкин Братчикова ед ПодписиССР ка и. Харьк. фнл. пред. Патен ставитель Э. Бегельман Техред Т. Курилко5/1596 Изд.926 ТЦНИИПИ Государственного комитета Советпо делам изобретений и отк Москва, Ж, Раушская наб аж 619Министртнйд. 4/5
СмотретьЗаявка
1942745, 10.07.1973
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И ЭКСПЕРИМЕНТАЛЬНО КОНСТРУКТОРСКИЙ ИНСТИТУТ ТАРЫ И УПАКОВКИ
КУРДЮКОВ ВЛАДИМИР ГРИГОРЬЕВИЧ, СТОРОЖЕК ИГОРЬ ФЕДОРОВИЧ
МПК / Метки
МПК: B27H 5/02
Опубликовано: 05.08.1975
Код ссылки
<a href="https://patents.su/5-479622-ustrojjstvo-dlya-nabora-ostovov-bochek.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для набора остовов бочек</a>
Приспособление для управления включением и выключением сцепных муфт на валу динамо-машины могущей приводиться в движение от турбины и от вагонной оси

Номер патента: 29485
Опубликовано: 31.03.1933
Автор: Воротников
МПК: B60K 25/08, B61D 29/00
Метки: вагонной, валу, включением, выключением, движение, динамо-машины, могущей, муфт, оси, приводиться, сцепных, турбины
...с приводом передачи от колеса вагона.На чертеже фиг. 1 схематически изображает вид сбоку предлагаемого при- способления; фиг. 2 - то же, вид сверху.На впускной трубе паровой турбины установлен цилиндр 22, который вмещает в себе поршень 23, шток 24 коего связан с отводками 2 и 2, при чем с отводкой муфты 3 на валу между динамомашиной и турбиной он связан при посредстве тяг 5 и 7, а с отводкой муфты 3, расположенной на валу между динамомашиной и приводом от колеса вагона, - непосредственно.Во время хода поезда, шток поршня отжимается пружиной 25, и тогда муфта 3 сцепляет вал динамомашины с приводом от колеса вагона, а муфта 3 расцепляет вал динамомашины с валом турбины. В случае же остановки поезда производится впуск в турбину пара,...
Устройство для передачи подкладных досок с нижней ветви канатного транспортера на верхнюю его ветвь

Номер патента: 21120
Опубликовано: 31.07.1931
Автор: Бирюков
МПК: C10F 7/04
Метки: верхнюю, ветви, ветвь, досок, канатного, нижней, передачи, подкладных, транспортера
...лопастное колесо 13 вращаемое движением торфяной массы: и передающее это вращение колесу 12,. насаженному на ведущую ось транспортера 10, Холесо 17 канатного транспор тера 2 - 2 может быть связано с колесом 12 транспортеоа 10 посредством. цепной передачи и колеса 15, насаженного на ось 1 б колеса 17,Подаваемые под нагрузку торфомассой подкладные доски 1 снабжены передними лапками 3 и задними 3, посредством которых они опираются наканаты 2 транспортера и передвигаются вместе с ними в направлении слева направо по фиг, 1 и 2, Поднимаясь по направляющим 4, доски подхватываются транспортером 5 и увлекаются вплоть, до упора б, при чем, подходя к этомуупору, передние лапки 3 каждой доски поднимают направляющие 7, вращая их на осях 8,....
Устройство для передачи подкладных под торфяные кирпичи досок с нижней ветви канатного транспортера на верхнюю его ветвь

Номер патента: 21121
Опубликовано: 31.07.1931
Автор: Реутт
МПК: C10F 7/04
Метки: верхнюю, ветви, ветвь, досок, канатного, кирпичи, нижней, передачи, подкладных, торфяные, транспортера
...его сверху; фиг. 3 - поперечный разрез по подъемнику; фиг. 4 - деталь захватной полки подъемника; фиг, 5 - то же, в поперечном разрезе,Устройство для передачи подкладных под торфяные кирпичи досок с нижней ветви канатного транспортера на его верхнюю ветвь предусматривает применение между транспорт лок 4, вмещающих в себе выступающие над поверхностью полок свободно вращающиеся ролики, На уровне верхних частей бесконечных цепей 3 подъемника и посередине между ними передвигается зубчатыми колесами 5 по направлению продольной оси канатного транспортера горизонтальная бесконечная цепь б, несущая на себе кулаки 7, предназначенные захватывать поднимаемые доски и скатывать их по роликам полок 4 в направлении наклонного рольного спуска 8,....
Нижняя опора вертикального вала для центробежного сепаратора

Номер патента: 213478
Опубликовано: 01.01.1968
МПК: F16C 35/04
Метки: вала, вертикального, нижняя, опора, сепаратора, центробежного
...2 от проворачивания. Пробка 16 закрывает канал для слива масла из нижней опоры. Нижняя опора вертикального валя для центробежного сепаратора, содержащая корпус опоры, сферическую обойму с радиальноИзвестны опоры вертикальных валов дляцентробежных сепараторов, состоящие из корпуса опоры, сферической обоймы с радиальноупорными шарикоподшипниками и демпфера,содержащего стакан, регулировочный винт сгайкой, подпятник с основанием и пружину.В таких опорах для регулирования вертикального вала по высоте передвигают демпфервдоль оси, ввинчивания (или вывинчивания)стакан демпфера в корпус опоры сепаратора. 10Однако вследствие затрудненного доступа кстакану демпфера не удается точно отрегулировать положение вертикального вала.Предложенная нижняя...
Блок цилиндров двигателя внутреннего сгорания с нижним расположением распределительного вала

Номер патента: 1622602
Опубликовано: 23.01.1991
Авторы: Есипович, Кохановский, Муханько, Степанов
МПК: F02F 1/00
Метки: блок, вала, внутреннего, двигателя, нижним, расположением, распределительного, сгорания, цилиндров
...11 равны большему из корней у равнения41 - (г+г - 1 гй+4(г+г ) 1 г - г++2/ггЯ - 1+21- +г ) - г; - г,-)- - 4 г 6 = - О,но плоскости 12, параллельной осям цилиндров и проходящей через середину ребра 2 на уровне горизонтальной плоскости 8. Радиусы Я кривизны поверхностей 10 и 11 равны большему из корней уравнения: Ц 1 - (г-г г) - ЬР +4(г+г )- 1(г - г)+Юг Я - 1+ 2 Н г;+ г) - (Г, - г,) - 4-й= О, где 1 расстояние между центрами отверстия 3 и шаровидной бобышки 5; г - радиус наружной боковой поверхнос. ти 9; г.радиус шаровидной бобышки 5; й расстояние от центра бобышки 5 до горизонтальной плоскости 8. 1 ил. гд 1 расстояние между центрами отверстия 3 и шаровидной бобышки 5;г радиус наружной боковой поверхности Ч;г. радиус шаровидной бобышки 5;й...
Предыдущий патент: Полуавтоматическая линия для склеивания досок по длине на шип
Следующий патент: Огнезащитное покрытие древесины
Случайный патент: Фильтровальная ткань