Устройство для регулирования размеров концов горячекатаной полосы
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
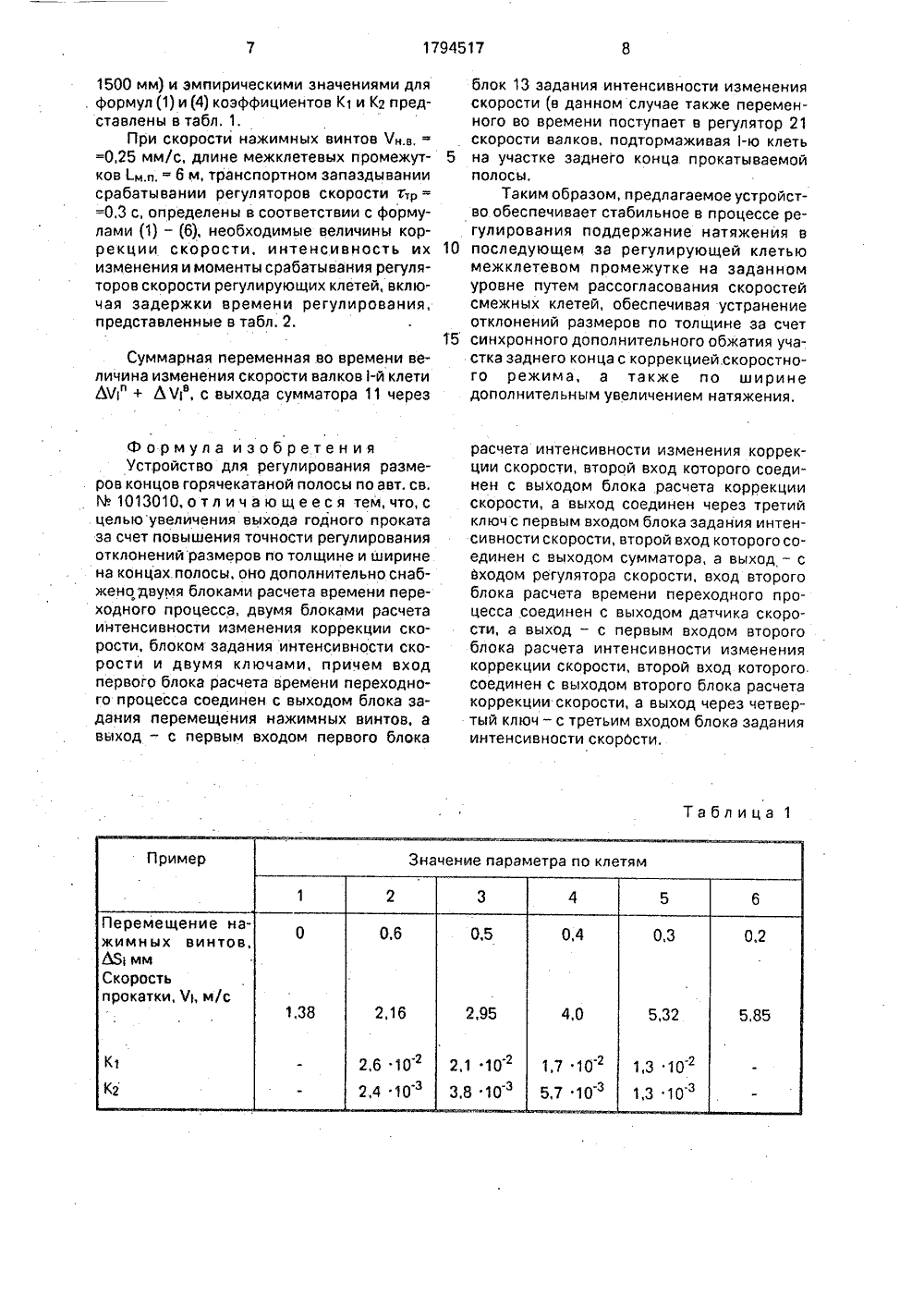
/02, 37 1 В 2 НИЕ ИЗОБРЕТ ЛОС 4 О ОСУДАРСТВЕННОЕ ПАТЕНТНОЕЕДОМСТВО СССРГОСПАТЕНТ СССР) К АВТОРСКОМУ СВИДЕТЕЛЬСТ(71) Донецкий научно-исследовательский институт черной металлургии и Череповецкий металлургический комбинат(56) Авторское свидетельство СССР М 328964, кл, В 21 В 37/06, 1970 г.Авторское свидетельство СССР М. 738709, кл, В 21 В 37/06, 1978 г.Авторское свидетельство СССР М. 1013010, кл. В 21 В 30/06, 1981 г. (54) УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ РАЗМЕРОВ КОНЦОВ ГОРЯЧЕКАТАНЫХ Ы 21794517 А 2(57) Использование: автоматизация непрерывных чистовых групп широкополосных станов горячей прокатки, Сущность изобретения: блок задания перемещения нажимных винтов (1), система управления перемещением нажимных винтов клети (2), 5 ключей (3, 10, 14, 17, 20), датчик наличия металла (4), 2 блока расчета коррекции скорости (5, 16), 2 блока задания коэффициентов (6, 15), измеритель скорости валков клети (7), 2 блока расчета времени переходного процесса (8, 19), 2 блока расчета интенсивности изменения скорости валков клети (9, 18), сумматор (11), блок регулируемого запаздывания (12), блок задания интенсивности (13), регулятор скорости валков клети (21), 4-10-11-13-21-7-19-18-20-13, 15-16-18- 20-13, 16-17-12-11, 7-5-9-14-13, 1-8-9, 1-5, 6- 5, 4-17, 4-3-2-, 1-2. 1 ил., 2 табл.Изобретение относится к металлургии,конкретнее к автоматизации прокатногопроизводства, и может быть использованопри разработке систем автоматического регулирования размеров полосы на непрерывных станах горячей прокатки,Цель изобретения - увеличение выходагодного проката за счет повышения качества регулирования отклонений размеров потолщине и ширине на концах полосы от раз- "0меров ее средней части.Указанная цель достигается тем, что вустройство для регулирования размеровконцов горячекатаных полос по авт, св. М1013010 дополнительно введены блоки расчета времени переходного процесса, блокирасчета интенсивности изменения коррекции скорости, блок задания интенсивностиизменения коррекции и ключи, причем входпервого блока расчета времени переходного процесса соединен с выходом блока задания перемещения нажимных винтов, авыход - с первым входом первого блокарасчета интенсивности изменения коррекции скорости, второй вход которого соединен с выходом блока расчета коррекциискорости, а выход соединен через ключ спервым входом блока задания интенсивности скорости, второй вход которого соединен с выходом сумматора, а выход - с 30входом регулятора скорости, вход второгоблока расчета времени переходного процесса соединен с выходом датчика скорости, а вход - с первым входом второго блокарасчета интенсивности изменения коррекции скорости. второй вход которого соединен с выходом второго блока расчетакоррекции скорости, а выход соединен через второй ключ с третьим входом блоказадания интенсивности скорости. 40На чертеже приведена структурная схема устройства регулирования размеров концов полос,Устройство содержит блок 1 задания перемещения нажимных винтов, систему 2 управления перемещением нажимных винтовклети, ключ 3, датчик 4 наличия металла, .блок 5 расчета коррекции скорости, блок 6задания коэффициентов, измеритель 7 скорости валков клети, блок 8 расчета времени 50переходного процесса, блок 9 расчета интенсивности изменения скорости валковклети, ключ 10, сумматор 11, блок 12 регулируемого запаздывания, блок 13 задания ин-тенсивности, ключ 14, блок 15 задания 55коэффициентов, блок 16 расчета коррекциискорости, ключ 17, блок 18 расчета интенсивности изменения скорости валков клети;блок 19 расчета времени переходного процесса, ключ 20, регулятор 21 скорости валков клети,Блок 1 задания перемещения нажимных винтов соединен с системой 2 управления перемещением нажимных винтов, второй вход которой через ключ 3 соединен с датчиком 4 наличия металла. Второй выход блока 1 соединен с блоком 5 расчета, соединенного в свою очередь с блоком 6 задания коэффициентов и с измерителем 7 скорости валков клети. Третий выход блока 1 соединен с первым блоком 8 расчета времени переходного процесса, выход которого соединен с первым блоком 9 расчета интенсивности изменения скорости рабочих валков клети, Один выход блока 5 через ключ 10, второй вход которого соединен с датчиком 4 наличия металла, соединен с первым входом сумматора 11, второй вход которого,соединен с выходом блока 12 регулируемого запаздывания, а выход - с первым входом блока 13 задания интенсивности. Выход блока 9 через ключ 14 соединен со вторым входом блока 13 задания интенсивности. Второй блок 15 задания коэффициентов соединен со вторым блоком 16 расчета коррекции скорости, второй вход которого соединен с измерителем 7 скорости клети, а один выход - с входом ключа 17, соединенного в свою очередь с датчиком 4 наличия металла, Второй выход блока 16 соединен со вторым блоком 18 расчета интенсивности изменения скорости рабочих валков клети, второй вход которого соединен со вторым блоком 19 расчета времени переходного процесса, а выход - через ключ 20 соединен с третьим входом блока 13 задания интенсивности, выход которого соединен с регулятором 21 скорости валков клети, Вход блока 19 расчета времени переходного процесса соединен с измерителем 7 скорости валков клети,Устройство работает следующим обра зом.В момент выхода заднего конца полости из ( - 1)-й клети по сигналу датчика 4 наличия металла, в качестве которого может служить датчик тока главного привода клети либо месдоза, замыкаются ключи 3, 10 и 17. При замыкании ключа 3 срабатывает система 2 управления перемещением нажимных винтов 1-й клети и нажимное устройство пе. ремещает винты "вниз" на величину, опре. деляемую блоком 1 задания перемещения нажимных винтов, дополнительно обжимая задний конец полосы, В этот же момент при замыкании ключа 10 из блока 5 расчета на вход сумматора 11 и далее через блок 13 задания интенсивности в регулятор 21 скорости валков 1-1 клети поступает сигнал на(4) где ЛЧ - изменение скорости валков 1-й клети, обеспечивающее рассогласование 5 скорости в межклетевом промежутке длякомпенсации отклонения ширины;Л в - 1,Кг- - р - - коэффициент пропорцио.К б,+1нальности;- отклонение ширины полосы на заднем конце полосы между (1-1)-й и 1-й клетями;К 3,+1- коэффициент передачи влия ния натяжения между 1-й и(1+1)-й клетями наизменение ширины полосы.Через ключ 17 и блок 12 регулируемогозапаздывания, в котором в функции скорости валков 1-й клети поступающей от изме рителя 7, происходит задержка сигнала навремя прохождения сечения полосы от 1-й до (+1)-й клети, рассчитанная в блоке 16 величина коррекции скорости поступает на вход сумматора 11. Одновременно в блоке 25 18 по данным блоков 16 и 19 производитсярасчет интенсивности дополнительного изменения скорости (дЬЧ), компенсирующей отклонение ширины на заднем конце полосы, по выражению ь ЛЗ(2) 30 где гп - время переходного процесса изменения межвалкового зазора;Чн,в. - скорость перемещения нажимных винтов,Н блоке 9 по данным блоков 5 и 8 рас считывается интенсивность изменения скорости (д Ч) по формуле д ЛЧ - 1 Л"в оп(б) С помощью ключа 14, одновременно с заданием на изменение скорости валков на величину ЛЧ , в блок 13 поступаетзада ние на интенсивность изменения скорости, обеспечивающая постоянство секундного объема металла в переходном режиме,При срабатывании ключа 17 замыкается цепь между вторым блоком 16 расчета кор-рекции скорости и блоком 12 регулируемого запаздывания, В блоке 16 по данным второго блока.15 задания коэффициентов и измерителя 7 скорости валков 1-й клети 55 рассчитывается дополнительное изменениЕ скорости валков 1-й клети, направленное на увеличение натяжения в промежутке между 1-й и (1+1)-й клетями для компенсации отклонения ширины на конце полосы от ширины ее средней части по выражению изменение скорости валков 1-й клети, рассчитанный в блоке 5 пропорционально величине перемещения нажимных винтов по данным блоков: 1 - задания перемещения нажимных винтов, 6 - задания коэффициентов и измерителя 7 скорости валкой 1-й клети по выражениюДЧ 1 = - К Л 5 Ч (, (1) где ЛЧ - изменение скорости валков, обеспечивающее сохранение постоянства секундного объема металла в 1 й клети;Л Я - перемещение нажимных винтов;КьК 1 =- коэффициент пропорциоЧк ."кнальности;К в - коэффициент передачи влияния перемещения нажимных винтов на изменение толщины полосы;Ч, и 1 - соответственно скорость валков последней клети стана и тОлщина полосы на выходе из последней клети.По данным блока 1 в блоке 8 производится расчет времени переходного процесса при перемещении нажимных винтов на заданную величину по зависимости где т вп - время переходного процесса регулирования отклонения ширины рассогласованием скорости валков.Величина г вп рассчитывается в блоке 19 по данным измерителей 7 следующим образом гдемп - длина межклетевого промежутка;Ч- скорость валков (1 - 1)-й клети.Через ключ 20 рассчитанное в блоке 18 задание интенсивности дополнительного изменения скорости поступает в блок 13.П р и м е р. Для шестиклетевой непрерывной группы широкополосного стана горячей прокатки, оснащенной устройствами дополнительного обжатия задних концов всеми клетями, кроме первой, и устройствами коррекции скорости валков четырех клетей 2-5, заданы величины дополнительного перемещения нажимных винтов, которые с исходной информацией по скоростям прокатки( например, для прокатки полосы 4 х1794517 Таблица 1 1500 мм) и эмпирическими значениями для . формул (1) и (4) коэффициентов К 1 и К 2 представлены в табл, 1.При скорости нажимных винтов Ч- =0,25 мм/с, длине межклетевых промежутков Е - 6 м, транспортном запаздывании срабатывании регуляторов скорости ттр = =0,3 с, определены в соответствии с формулами (1) - (6), необходимые величины коррекции скорости, интенсивность их изменения и моменты срабатывания регуляторов скорости регулирующих клетей, включая задержки времени регулирования, представленные в табл. 2. Суммарная переменная во времени величина изменения скорости валков 1-й клети ЬЧ" + Л%, с выхода сумматора 11 через Формула изобретения Устройство для регулирования размеров концов горячекатаной полосы по авт, св. М 1013010, о т л и ч а ю щ е е с я тем, что, с целью увеличения выхода годного проката зэ счет повышения точности регулирования отклонений размеров по толщине и ширине на концах полосы, оно дополнительно снабжено двумя блоками расчета времени переходного процесса, двумя блоками расчета интенсивности изменения коррекции скорости, блоком задания интенсивности скорости и двумя ключами, причем вход первого блока расчета времени переходного процесса соединен с выходом блока задания перемещения нажимных винтов, а выход - с первым входом первого блока блок 13 задания интенсивности изменения скорости в данном случае также переменного во времени поступает в регулятор 21 скорости валков, подтормаживая 1-ю клеть 5 на участке заднего конца прокатываемойполосы.Таким образом, предлагаемое устройство обеспечивает стабильное в процессе регулирования поддержание натяжения в 10 последующем. за регулирующей клетьюмежклетевом промежутке на заданном уровне путем рассогласования скоростей смежных клетей, обеспечивая устранение отклонений размеров по толщине за счет 15 синхронного дополнительного обжатия участка заднего конца с коррекцией скоростного режима, а также по ширине дополнительным увеличением натяжения. расчета интенсивности изменения коррекции скорости, второй вход которого соединен с выходом блока расчета коррекции скорости, а выход соединен через третий ключ с первым входом блока задания интенсивности скорости, второй вход которого соединен с выходом сумматора, а выход - с входом регулятора скорости, вход второго блока расчета времени переходного процесса соединен с выходом датчика скорости, а выход - с первым входом второго блока расчета интенсивности изменения коррекции скорости, второй вход которого. соединен с выходом второго блока расчета коррекции скорости, а выход через четвертый ключ - с третьим входом блока задания интенсивности скорОсти.1794517 10 Таблица 2 Величина параметров по клетям Параметры работыустройства Коррекция скорости ЛЧ м/с-0,073 0,11 0,11 0,091 Интенсивность изменения скоростидЧ м/с 0,046 0,07 0,092 0,03 Момент измененияскорости 0 Коррекция скорости Л Ч м/с Интенсивность иэменения скоростиЧ 8, м/с 0,083 0,003 0,021 0,0074 Выход полосы изМомент измененияскорости ЛЧ кл, М 2+1,7 с кл. М 2 +1,2 с Примечание: Задание блоку регулируемого запаздывания Составитель А.ОстапенкоТехред М.Моргентал Корректор О.Густе Редактор Заказ 385 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб., 4/5 Производственно-иэдательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101 Выход полосы иэ кл, М 1Выход ПОЛОСЫ Из кл. М 2Выход полосы из кл, МЗВыход полосы из кл. М 4
СмотретьЗаявка
4896244, 25.12.1990
ДОНЕЦКИЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ЧЕРНОЙ МЕТАЛЛУРГИИ, ЧЕРЕПОВЕЦКИЙ МЕТАЛЛУРГИЧЕСКИЙ КОМБИНАТ
ОСТАПЕНКО АРНОЛЬД ЛЕОНТЬЕВИЧ, ОРОБЦЕВ ВЛАДИМИР ВИКТОРОВИЧ, КУЖЕЛЬ АНАТОЛИЙ КАРПОВИЧ, КИСИЛЬ ВИКТОР ВЛАДИМИРОВИЧ, ТАЛЛЕР ОЛЕГ ЕВГЕНЬЕВИЧ, ТИШКОВ ВИКТОР ЯКОВЛЕВИЧ, МЕДЕНКОВ АЛЕКСЕЙ АЛЕКСЕЕВИЧ, ЗИЛЕ АЛЕКСАНДР ВАЛЕНТИНОВИЧ, БОЖКО ЮРИЙ ПАВЛОВИЧ, МАСАЛЬСКИЙ ЯРОСЛАВ СТАНИСЛАВОВИЧ
МПК / Метки
МПК: B21B 37/02, B21B 37/06
Метки: горячекатаной, концов, полосы, размеров
Опубликовано: 15.02.1993
Код ссылки
<a href="https://patents.su/5-1794517-ustrojjstvo-dlya-regulirovaniya-razmerov-koncov-goryachekatanojj-polosy.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для регулирования размеров концов горячекатаной полосы</a>
Способ регулирования скорости электроприводов реверсивного прокатного стана с вертикальными и горизонтальными валками

Номер патента: 1360834
Опубликовано: 23.12.1987
МПК: B21B 37/46
Метки: валками, вертикальными, горизонтальными, прокатного, реверсивного, скорости, стана, электроприводов
...сравнение токов прекращается и дальнейшая прокатка происходит в горизонтальных валках, Вчетных проходах до захвата металлавалками вертикальной клети происходит согласование скорости металла ивертикальных валковСигнал с выходаблока 26 задания поступает на входблока 27 выделения четности проходачерез сумматоры 12 и 21 на входыблоков 4 и 15 управления электроприводами валков, Сигнал с выхода блока 27 открывает ключ 16 и закрываетключ 6, кроме того, на вход блока15 управления электроприводами вертикальных валков поступает сигнал сдатчика 3 частоты вращения горизонтальных валков через блок 18 установки соотношения диаметров валков, множительно-делительный блок 17, ключ16 и сумматор 21.Коэффициент передачи множительноделительного блока 17...
Устройство для определения наличия металла в валках прокатной клети

Номер патента: 1544515
Опубликовано: 23.02.1990
Автор: Коваленко
МПК: B21B 38/00
Метки: валках, клети, металла, наличия, прокатной
...несимметрией нли неравномерностью нагрузки, что позволяет оценить наличие конструктивно-технологического отказа. Превышение заданного модуля может, в частности, говорить об изгибе полосы или ее несимметричном положении в валках, что приводит кданного уровня уставки, а нулевой -в противном случае, Сигналы от блоков 5-7 поступают в мажоритарный элемент 9, который позволяет получитьдостоверный СНМ, При наличии двух кпитрех нулевых нли единичных сигналовот блоков 5 н 6 на выходе мажоритарного элемента 9 появляется нулевойили единичный сигнал, соответствующий отсутствию.нли наличию металлав данной клети, независимо от сигнала на входе блока 7, т.е. обеспечивается отказоустойчивость по максимальному рассогласованию давлений.При отказе на...
Устройство контроля положения металла в клети прокатного стана

Номер патента: 986529
Опубликовано: 07.01.1983
Автор: Вульфов
МПК: B21B 38/00
Метки: клети, металла, положения, прокатного, стана
...20 И. При появлении "на входахэлемента 20 И сигналов уровня "О"сигнал на его выходе меняет свой уровень на "1". При переходе сигнала на .входе формирователя 21 с уровня "О"на уровень "1" он срабатывает. и выдает одиночный импульс. Высота усеченного тубуса 57 и размеры щелевидной диафрагмы 58 выбираются на основании опыта для соз-.дания зой засветки размером вдоль оси прокатки 0,4-0,5 м. 5При выполнении этих условий слиток при прокатке всегда будет засвечивать одну из зон засветки, пока полностью не выйдет из зоны зреч ния фотоголовки. При двухслитковой в прокатке фотоголовка обнаружит вто рой слиток даже при его отстоянии от первого на расстоянии, равном его исходной длине.Устройство работает следующим об ф разом.При включении...
Устройство задания скорости в системах числового программного управления

Номер патента: 1211695
Опубликовано: 15.02.1986
Авторы: Балагов, Мурза, Нешвеев, Простаков, Раисов, Спасский, Тройников
МПК: G05B 19/18
Метки: задания, программного, системах, скорости, числового
...4 сравнения вырабатывает сигнал, который поступит на вход 18 блока 6 управления, При наличии синхронизации в работе блоков 2, 5 и 9 это произойдет точно в тот момент, когда будет отработан последний шаг заданного перемещения, С приходом сигнала с выхода блока 4 сравнения в блок 6 управления работа устройства прекращается.Режим разгона и торможения в одном кадре. В этом режиме от программы в блок 6 управления поступают команды "Разгон", "Торможение", и код скорости, до которой необходимо осуществить разгон, Торможение происходит в конце кадра до скорости, с которой начинался разгон. При наличии команд "Разгон" и "Торможение", выход 14 блока 6 управления с выхода остается закрытым, а 15 в регистр (скорости) 7 записывается код скорости, до...
Устройство задания скорости в системах числового программного управления

Номер патента: 1328793
Опубликовано: 07.08.1987
Авторы: Простаков, Раисов, Середкин, Спасский, Тройников
МПК: G05B 19/18, G05B 19/416
Метки: задания, программного, системах, скорости, числового
...1 21 оэгде Е, - выходная частота делителя 2,и - число разрядов сумматоранакопителя 3.Через делитель 9 выходные делители 2 поступают также на делитель 15. Однако, так как элементы И 10 и 11 закрыты, то выходной .импульс делителя на счетчики 12 и 13 не поступает, В зависимости от установленного оператором или ранее в программе закона изменения скорости выходной импульс5 13287 делителя 15 передает через элементы И блока 14 или 16 обратный код содержимого счетчика 13 или регистра 17 в делитель 15, устанавливая коэффициент деления делителя 15, что определяет длительность интервала 7,В режиме экспоненциального изменения скорости от программы поступают команды "Разгон" (" Торможение" ), в счетчик 13 вводится код начального10 ускорения ц , в...
Предыдущий патент: Система программного управления механизмами установки валков обжимной клети винтовой прокатки
Следующий патент: Устройство для регулирования толщины полосы на прокатном стане
Случайный патент: Пороговое устройство