Способ контроля распределения плотности по высоте в длинномерных прессовках
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1720796
Авторы: Аронин, Бондаренко

Текст
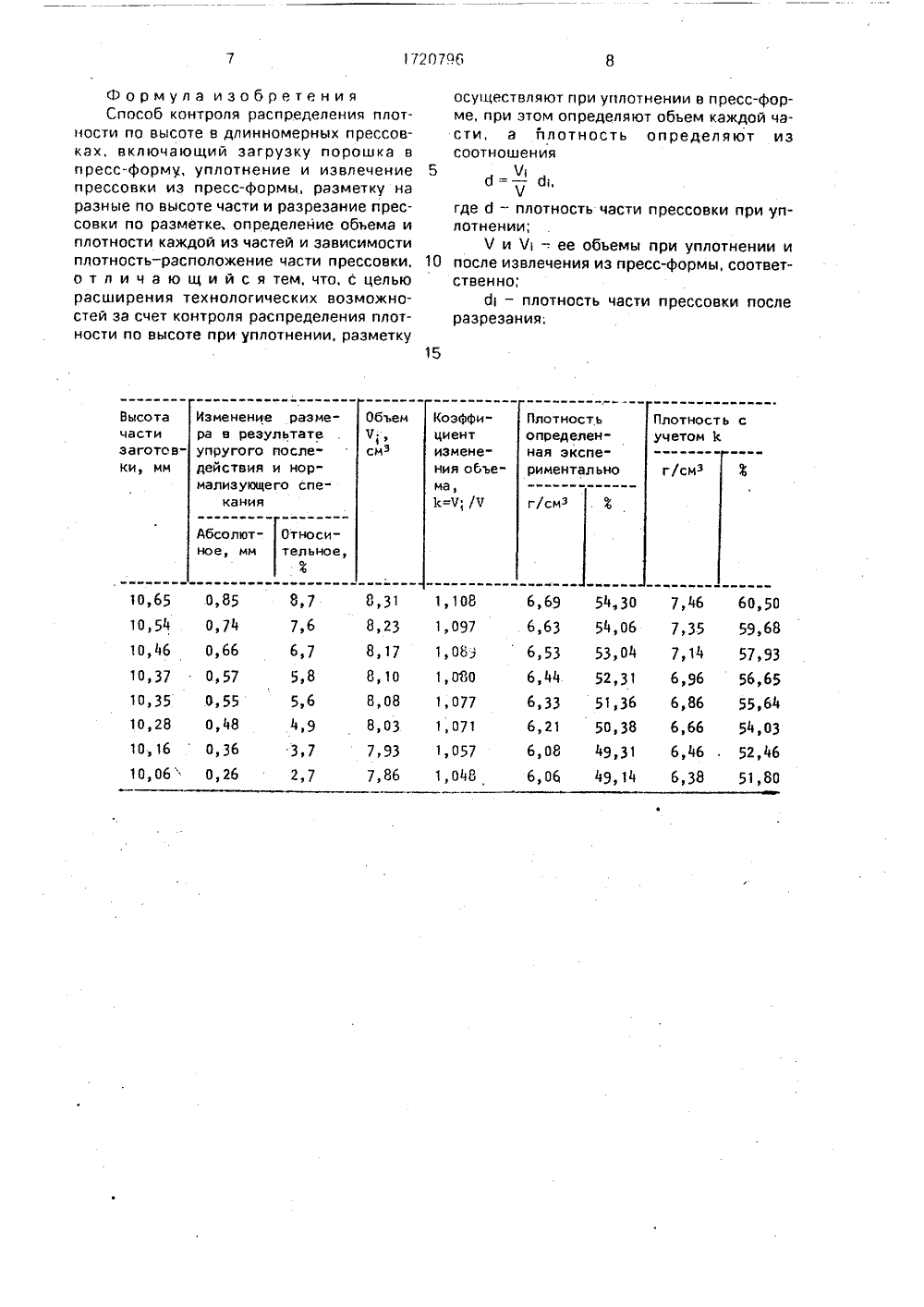
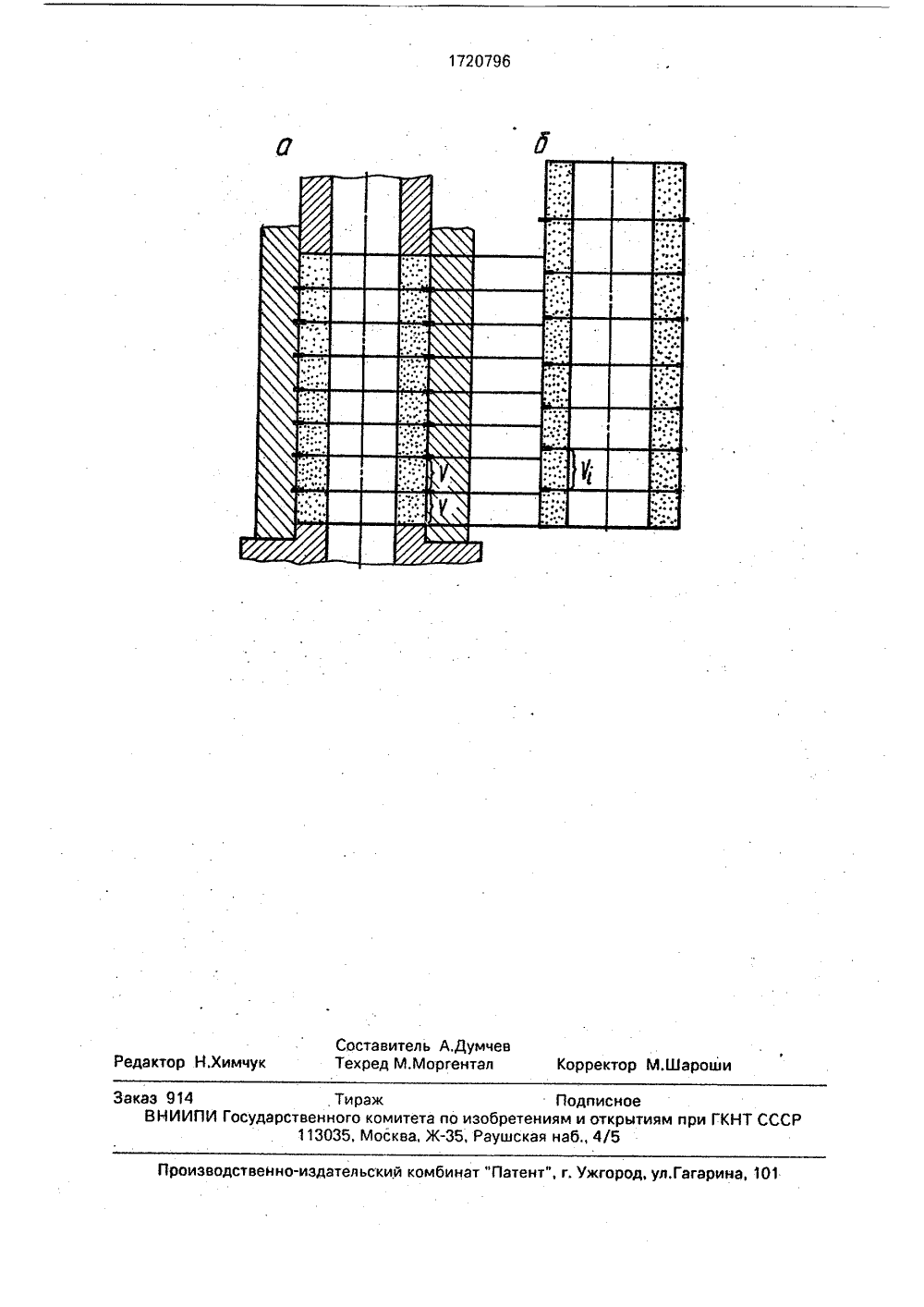
(55 В 2 ИЗОБРЕТЕНИЯ ОПИС АВТОРСКО ВИДЕТЕЛ ЬС(71) Институт сверхтвердых материалов АН УССР(56) Меерсон Г.АРаскаэов Н,Н., Чулков В.П. Экспериментальное исследование процесса прессования порошкообразных материалов. Порошковая металлургия, 1970, М 1, с.21-28.Федорченко И,М., Андриевский Р.А. Основы порошковой металлургии. Металлургия, Киев, 1961, с, 161.(54) СПОСОБ КОНТРОЛЯ РАСПРЕДЕЛЕНИЯ ПЛОТНОСТИ ПО ВЫСОТЕ В ДЛИН- НОМЕРНЫХ ПРЕССОВКАХ(57) Изобретение относится к способам контроля распределения плотности по высоте в .длинномерных прессовках, Цель изобретения - расширение технологических возможностей за счет контроля распределения плотности по высоте при уплотнении. Определяют распределение плотности по высоте втулок, спрессованных из твердого сплава марки ВН 20 Гр 2. Размеры втулки в прессфооме имеют следующие значения: наружный диаметр 55 мм, внутренний 45,3 мм, высота 78,5 мм. Порошок загружают в пресс-форму Изобретени металлургии, в роля распредел длинномерных Известны м ния плотностие относится к порошковой частности к способам конт- ения плотности по высоте в прессовках,етоды контроля распределео высоте заготовки, включаение в процессепрестензодатчиков дефорщих участков стенки по эталонам можно ление давления по вым с помощью уравнеГОСУДАРСТВЕ ННЫ Й КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИПРИ ГКНТ СССР и уплотняют пуансоном, В и ресс-форме втулка размечается на 8 разных по высоте частей, - высота каждой части 9,8 мм, с помощью. нанесенных на стенки матрицы рисок, которые отпечатываются на прессовке, Объем каждой частисоставляет Ч=7,5 см, После извлечения прессовки из пресс-формы и ее нормализующего спекания (для упрочнения) размеры втулки следующие: наружный диаметр 54,8 мм, внутренний 44,8, высота 83,2 мм. По разметке (отпечаткам рисок) втулка разрезается на части алмазным обрезным кругом, Высота частей измеряется микрометром, вычисляются значения объемов Ч и определяются гидро- статическим взвешиванием плотности, Плотности частей при уплотнении опредеЧляются из соотношения б = - бь Для верхЧ8,31 ней части прессовки определяли б =х7,5 х 669 = 746 (г/см ), для нижней б =х3 7,86 х 6,06 = 6,38 (г/смз). По полученным для каждой части данным в табличном виде определяют зависимость плотность - расположение части прессовки. При этом определяют распределение плотности по высоте при уплотнении. 1 табл., 1 ил ющие в себя определ сования с помощью мации соответствую матрицы, После чего определить распреде соте заготовки, а зате5 10 15 20 Наиболее близким к изобретению является способ контроля распределения плотности в длинномерных прессовках, включающий в себя загрузку порошка в пресс-форму, уплотнение и извлечениепрессовки иэ пресс-формы, разметку нэравные по высоте части; разрезание прессовки по разметке, определение объема и плотности каждой из частей и зависимости плотность - расположение части прессовки,Недостатком способа является искажение реальной картины распределения плотности по высоте заготовки при уплотнении; особенно в случае ее изготовления из материала, подверженного после прессованиязначительным упругим расширениям, что приводит к неправильному расчету пресс- инструмента.Цель изобретения - расширение технологических воэможностей способа путемконтроля распределения плотности по высоте заготовки при уплотнении,Указанная цель достигается тем, что в способе контроля распределения плотности по высоте в длинномерных прессовках,включающем загрузку в пресс-форму, уплотнение и извлечение прессовки из прессформы, разметку на равные по высоте части и разрезание прессовки по разметке. определение объема и плотности каждой из частей и зависимости плотность 30354550 ний прессования перейти к распределению плотности.Недостатком метода является значительный разброс показаний датчиков сопротивления, так как матрица при прессовании деформируется неодинаково, а затем деформация при таких методиках осуществляется не по всей окружности, Кроме того, при прессовании длинномерных тонкостенных втулок прикладываются значительные усилия, поэтому матрица пресс-формы должна иметь достаточно толстые стенки, В случае наличия толстых стенок трудно замерять деформацию.Известен способ контроля распределения плотности по высоте в длинномерных прессовках, включающий засыпку. в прессформу одинаковых по массе и высоте слоев порошка, разделенных прокладками из тонкой фольги, прессование, извлечение прес- совок из пресс-формы и определение плотности каждой методом гидростатического взвешивания. Недостатком метода является искажение реальной картины распределения плотности по высоте заготовкипри уплотнении, что приводит к неправильному расчету прессующего инструмента (изза упругих расширений после сброса,давления прессования),расположение части прессовки, разметку осуществляют при уплотнении в пресс-форме, при этом определяют объемкаждой части, а плотность определяют из соотноше- ния д = - дь.Чгде д - плотность части прессовки при уплотнении;Ч и Ч - ее объемы при уплотнении и после извлечения иэ пресс-формы соответственно;д - плотность части прессовки после разрезания,.Разметка прессовки при уплотнении в пресс-форме с определением объема каждой части и вычислением плотности из соотношенияЧ 1д= - дьЧгде д - плотность части прессовки при уплотнении;Ч и Ч 1 - ее объемы при уплотнении и после извлечения из пресс-формы соответственно;д - плотность части прессовки после разрезания,позволяют получить реальную картину распределения плотности по высоте прессовки (без искажений, вызываемых упругими последействиями, которые как и плотность, изменяются по высоте заготовки) при уплотнении. Одни лишь экспериментально определенные значения плотности д различных частей заготовки не могут достоверно характеризовать картину распределения плотности по высоте заготовки на конечном этапе ее уплотнения по той причине, что отдельные части прессовки в результате неравномерного упругого расширения значительно различаются по высоте как между собой, так и от тех значений, которые они имели непосредственно в пресс-Форме на конечном этапе уплотнения, при этом масса частей соответствует тем значениям, которые они имели в пресс-форме. Таким образом, для того, чтобы получить достоверные результаты по распределению плотности необходимо откорректировать экспериментально полученные значения плотности с помощью соответствующих коэффициентовЧЧхарактеризующих степень изменения (увеличения) объема отдельных частей прессовки по сравнению с первоначальными в пресс-форме на конечном этапе уплотнения) в результате неравномерного упругогоформе) расширения после сброса давления и извлечения из пресс-формы,На чертеже изображены: а - втулка, находящаяся в пресс-форме перед сбросомдавления прессования, размеченная на и 5равных частей; б - эта же втулка после извлечения пресс-формы.Способ заключается в следующем.Формующую камеру матрицы, состоящую из трех частей с вертикальными плоскостями разьема, размечают по высоте наи равных частей. Разметку производят нанесением рисок, ширина и глубина которыхсоставляет, примерно 0,1 ммПосле этого впресс-форму засыпают порошок и производят прессование втулки. При этом риски,нанесенные ранее на формующую плоскость матрицы, отпечатываются на прессовке.После сброса давления прессования и извлечения прессовки из пресс-формы положение отпечатанных рисок на прессовкеменяется. Это изменение происходит, главным образом, из-за действия упругого последействия, величина которого, какизвестно, зависит от.приклады ваемого давления прессования; Так как при прессовании длинномерной заготовки перепаддавлений по ее высоте является значительным, можно предположить, что и величинаупругого последействия по высоте прессовки будет неодинаковой. Она максимальна вверхней, части прессовки и минимальна в ееенижней части,Разрезав по разметке прессовку на ичастей, определяют объем каждой части Ч;, 35плотность д методом гидростатическоговзвешивания. Объем каждой части прессовки, находящейся в пресс-форме Ч определяют еще до проведения эксперимента, Такимобразом, каждая 1/и часть прессовки, находящаяся в пресс-форме с объемом Ч, имеетмассу равную Чбь а ее плотность равна б =Ч б- . Обозначив отношение Ч б как К получают д = Иь 45П р и м е р, Определяют распределениеплотности по высоте втулок, спрессованныхиз твердого сплава марки ВН 20 Гр 2. Размеры втулки в пресс-форме определяют поразмерам формующей камеры: наружный 50диаметр ф = 55 мм;,внутренний диаметрЩ == 45,3 мм; высота Н = 78,5 мм. В пресс-форме втулка размечается рисками на восемьравных частей, высота кажздой из которых -9,8 мм, а объем Ч - 7,5 см, После извлечения прессовки из пресс-формы и ее нормализующего спекания (для упрочнения)= 44,8; Н = 83,2. По разметке (отпечаткам рисок) втулку разрезают на части алмазным от резн ы м к ругом.В таблице представлены высота каждой из частей (начиная с верхней части втулки), измеряемая микрометром вычисленные значения Ч и Ч(Ч; абсолютное и относительное изменения высоты частей втулки, а также значение плотности каждой из частей втулки определяемое методом гидростатического взвешивания и умйожения на коэффициент 1 = Ч/Ч.Из результатов, приведенных в таблице, видно. что экспериментально определенное распределение плотности по высоте втулки, не может достоверно характеризовать истинную ситуацию на конечном этапе уплотнения, так как отдельные части прессовки в результате неравномерного упругого расширения значительно отличаются по высоте как между собой, так и от тех значений, которые они имели непосредственно в пресс-форме на конечном этапе уплотнения. (При этом масса частей соответствует тем значениям, которые она имела в прессТаким образом, для того, чтобы получить достоверные результаты по распределению плотности, необходимо откорректировать экспериментально полученные значения плотности с помощью соответствующих коэффициентов характеризующих степень увеличения объе-. ма части прессовки(уменьшения плотности) по сравнению с первоначальным (в прессформе на конечном этапе уплотнения) в результате неравномерного упругого расширения после сброса давления и извлечения из пресс-формы.По сравнению. с известным, предлагаемый способ дает возможность выяснить реальную картину распределения плотности по высоте прессовки в последний момент прессования (т.е. до сброса давления), Это позволяет сделать правильные выводы о процессе прессования длинномерных изделий из материалов, обладающих после прессования значительным упругим последействием, что в свою очередь дает возможность оптимизировать конструкции пресс-форм для прессования подобного рода изделий. Эта оптимизация может выражаться как в уточненном расчете толщины стенки матрицы пресс-формы и величины ее загрузочной камеры, так и в изменении самой конструкции пресс-формыС помощью оптимизированных пресс-форм становится возможным сокращение брака при прессовании примерно на 10 ф,1720716 Формула изобретенияСпособ контроля распределения плотности по высоте в длинномерных прессовках, включающий загрузку порошка в пресс-форму, уплотнение и извлечение 5 прессовки из пресс-формы, разметку на разные по высоте части и разрезание прессовки по разметке, определение обьема и плотности каждой из частей и зависимости плотность-расположение части прессовки, 10 о т л и ч а ю щ и й с я тем, что, с целью расширения технологических возможностей за счет контроля распределения плотности по высоте при уплотнении, разметку15 осуществляют при уплотнении в пресс-форме, при этом определяют обьем каждой части, а йлотность определяют из соотношенияЧб= - дьЧгде б - плотность части прессовки при уплотнении;Ч и Ч в . ее объемы при уплотнении и после извлечения из пресс-формы, соответственно;б - плотность части прессовки после разрезания. Изменение размера в результате упругого после" действия и нор" мализующего спе- кания Обьем7;,смЗ Коэффициентизменения ооъе" Высотачастизаготовки, мм Плотность Плотность сучетом 1 с определенная зкспег/смз риментально ма,1 с=у, /Ч г/см Относительное,Ябсолютное, мм 8,31 1,108 8,23 1,097 8,17 1,ОВЭ 8, 10 1, О 80 8,08 1,077 8,03 1 071 7,93 1, 057 7,86 1,048 10,65 0,85 10) 54 0,74 10,46 0,66 10,37 О, 57 10,35 .О, 55 10,28 0,48 1 о 16036 10, 060,26 3,7 7,6 6,7 5,8 5,6 4,9 3,7 2,7 6,69 54,30 7,46 6,63 54,06 735 6,53 5304 7,14 6,44 52 у 31 6,96 6 33 51,36 6,86 6,21 50,38 б,бб 6,08 49,31 6,46 6 06 49 14 б 38 60,50 59,68 57,93 56,65 55,64 54,03 52,46 51,801720796 Шар едактор Н.Химчук Корре роизводственно-издательский комбинат "Патент", г. Ужгород, ул,Гагарина, Ю 1 Заказ 914 ВНИИПИ Госу оставитель А.Думч хред М,Моргентал Тираж Подписноерственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб., 4/5
СмотретьЗаявка
4824974, 14.05.1990
ИНСТИТУТ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ АН УССР
АРОНИН ИЗЯСЛАВ ЯКОВЛЕВИЧ, БОНДАРЕНКО ВЛАДИМИР ПЕТРОВИЧ
МПК / Метки
МПК: B22F 3/02
Метки: высоте, длинномерных, плотности, прессовках, распределения
Опубликовано: 23.03.1992
Код ссылки
<a href="https://patents.su/5-1720796-sposob-kontrolya-raspredeleniya-plotnosti-po-vysote-v-dlinnomernykh-pressovkakh.html" target="_blank" rel="follow" title="База патентов СССР">Способ контроля распределения плотности по высоте в длинномерных прессовках</a>
Способ определения распределения плотности по высоте в прессовках
Номер патента: 1712830
Опубликовано: 15.02.1992
Авторы: Аронин, Бондаренко
МПК: G01N 9/00
Метки: высоте, плотности, прессовках, распределения
...прессовки из пресс-формы и ее нормализующего спекания положение отпечатанных рисок на прессовке меняется, Это изменение происходит, главным образом, изза действия упругого последействия, величина которого зависит от прикладываемого давления прессования. Так как при прессовании длинномерной заготовки перепад давлений по ее высоте является значительным, можно предположить, что и величина упругого последействия по высоте прессовки будет неодинаковой. Оно максимально в верхней части прессовки и минимально в ее нижней части (табл. 1),Разрезав по разметке прессовку на п частей, определяют объем каждой части Ч, плотность б (методом гидростатического взвешивания). Объем каждой части прессовки, находящейся в пресс-форме (Ч), определяют еще до...
Устройство к прессу для обеспечения равномерной плотности формуемых изделий, в частности, абразивных кругов

Номер патента: 113993
Опубликовано: 01.01.1958
Автор: Савченко
МПК: B24D 3/14
Метки: абразивных, кругов, обеспечения, плотности, прессу, равномерной, формуемых, частности
...рабочих дисков и сообщает формуемому кругу одинаковое удельное давление во всех точках поверхности.Устройство показано на чертеже в осевом разрезе.К пуансону пресса крепится плита 1, несущая корпус 2 предлагаемого устройства. В корпусе 2 имеется паз для манжета о, в который входит кольцо 4, уплотняющие слой масла б, залитого в чашу б. Чаша б подвешена на болтах 7 к корпусу 2 и может относительно него в некоторых пределах качаться, благодаря наличию резиновых прокладок 8. Вместе с чашей б может качаться на пуансоне и рабочий диск 9, соединенный с нею полой деталью 10 и иой 11,;1 11 З 9 с 13 Прсдмст изобретения 7 3 Комитет по делам изобретений и открытий при Совете Министров СССРОтв. редактор Л, Г. Голандский...
Способ контроля плотности прессовки из порошков двуокиси урана

Номер патента: 873024
Опубликовано: 15.10.1981
Авторы: Баланкин, Башлыков, Гуничев, Скоров, Ярцев
МПК: G01N 9/00
Метки: двуокиси, плотности, порошков, прессовки, урана
...контролировать распределение плотности по высоте прессовки,которое может быть неравномерно,Цель изобретения - контроль равномерности распределения плотности в заданномнаправлении в прессовке из порошка двуокиси урана. Сущностьрении электпрессовки поного режимадующих оперокиси урана вного материалэлектродов пусование при дэлектродов кжени я через лючается в измех характеристик ления стационар- и состоит из слеки порошка дву- неэлектропроводс торцов втулки ностороннее пресПа, подключение стоянного напрясопротивление и873024 15 Формула изобретения Составитель В. Ермаков Редактор И. Касарда Техред А. Бойкас Корректор Н. Степ Заказ 9016/64 Тираж 910 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035,...
Продольное уплотнение верхней части газоотвода конвейерных агломерационных и обжиговых машин

Номер патента: 1663359
Опубликовано: 15.07.1991
Авторы: Костромской, Скачкова, Сулин
МПК: F27B 21/08
Метки: агломерационных, верхней, газоотвода, конвейерных, машин, обжиговых, продольное, уплотнение, части
...8, смещенная от центра тяжести секции на величину К фиг,2), Смазка подводится через эластичный шланг 9, подсоединенный к бонке 8. В горизонтальной площадке кронштейна 7, под каждой секцией желоба сделан паз 10 (фиг,З), в который свободно входит бонка 8, Длина паза, размер П (фиг,З) больше, чем возможное боковое смещение тележки на рельсах, размер С, фиг,1, Устройство монтируется таким образом, чтобы между верхним элементом и желобом был зазор Г, фиг,1, В головной части машины, где тележки переходят с кривых направляющих на рельсы, секции желоба жестко крепятся к кронштейну 7, что необходимо для правиль- ной укладки (центровки) тележек на рельсы, Правильное ориентирование и смещение секции по отношению к тележке обеспечивается также...
Прибор стандартного уплотнения грунта

Номер патента: 1828478
Опубликовано: 15.07.1993
Авторы: Беденко, Калинин, Маркин, Матвеев
МПК: E02D 1/00
Метки: грунта, прибор, стандартного, уплотнения
...грунта 27 в процессе уплотнения в виде мерных шкал. 28, установленных на плунжерах 13 и 15, с указателями 29, закрепленными на обоймах 17 (фиг.2. 4, 6 и 7). Для удобства регистрации отсчетов в обоймах 17 выполнены вырезы 30(фиг.4 и 7), Верхняя пресс-форма 12 снабжена предварительно растянутыми упругими элементами 31, один конец которых закреплен к винту 32 обоймы 17; а другой - к винту 33 плунжера 13. Ограничительный. упор 4, содержащий винт 5, обеспечивает фиксацию стандартного груза на направляющих стойках 3 на различных расстояниях от основания 1, а также предохраняет его от динамических ударов при подъеме верхней пресс-формы 12, при помощи амортизирующих прокладок 34,Прибор стандартного уплотнения груза приготавливают к работе...
Предыдущий патент: Устройство для обработки отливок
Следующий патент: Способ химико-термической обработки твердосплавного режущего инструмента
Случайный патент: Цепь переноса параллельного двоичногосумматора