Способ управления подачей при зубофрезеровании и система для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
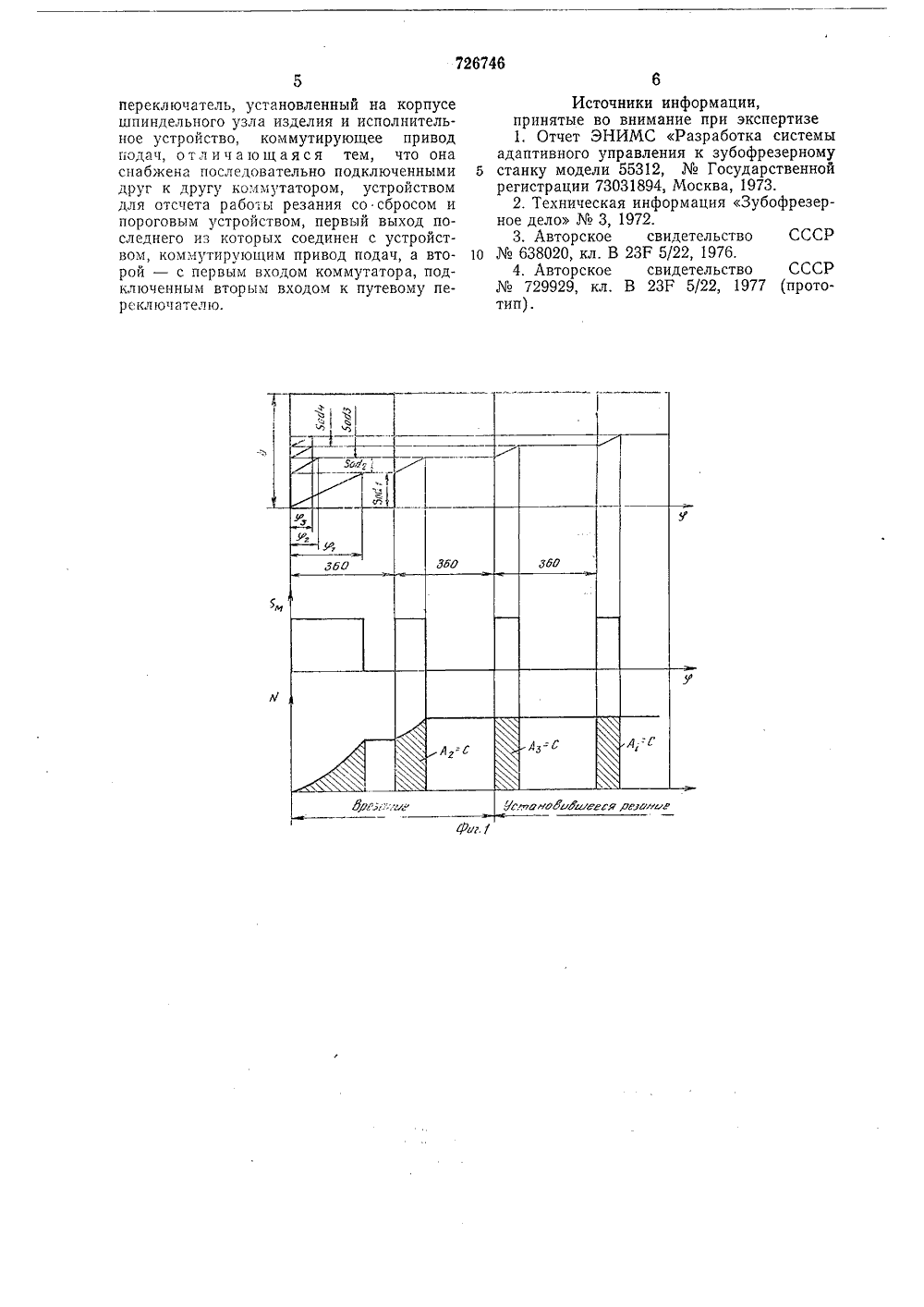
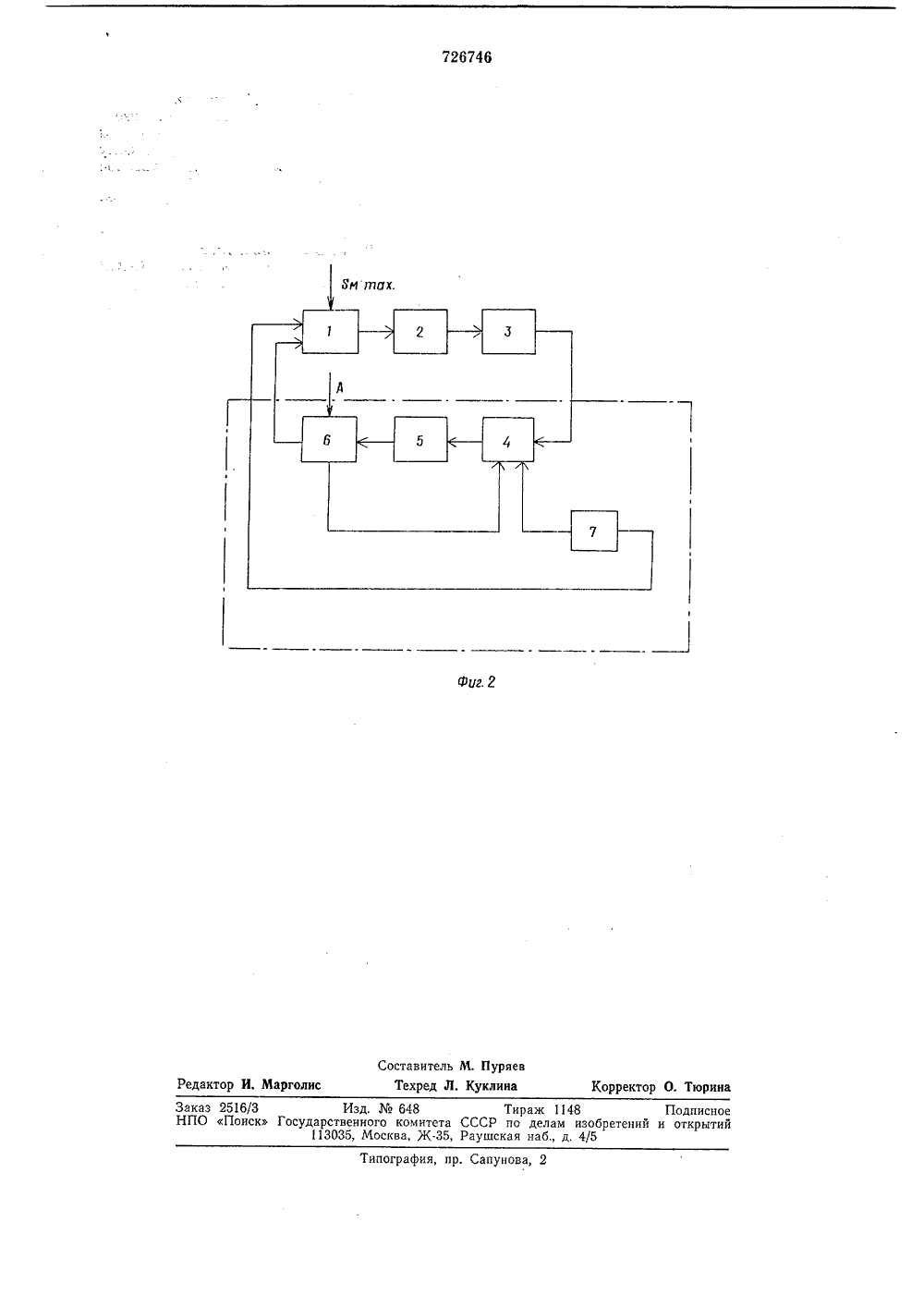
50 55 50 65 стоянной действующей подачей, на участках, например, врсзания и выхода значение работы резания, совершаемой на р, будет меньше, чем на установившемся резании, что означает потерю эффективности, Восполнить эту потерю можно увеличением р. Предлагаемый способ заключается в том,что р, изменяется так, чтобы работа резания, совершаемая внутри с;, сохраняласьпостоянной и равной ее значению на установившемся резании. А установившеесязначение работы резания на ; определяютпредварительно расчетом или экспериментально, приводя его в соответствие с принятым критерием оптимальности.Такой способ может быть осуществленсистемой управления, содержащей путевойпереключатель, установленный на корпусешпиндельного узла изделия, и исполнительное устройство, коммутирующее привод подач.Отличие системы, позволяющее осуществить предлагаемый способ, состоит в том,что она содержит устройство для отсчетаработы резания со сбросом, ко входу которого подключен коммутатор, а к выходу -пороговое устройство, причем коммутатородним своим входом соединен с путевымпереключателем, а другим - с первым выходом порогового устройства, второй выходкоторого соединен с устройством, коммутирующим привод подач.На фиг. 1 из о бр ажена тр аектория движения полюса производственного зацепленияза четыре оборота заготовки при фрезеровании прямозубового зубчатого колеса сотношением скорости подачи к скоростирезания, изменяющимся по закону прямоугольного импульса один раз за оборот заготовки, причем ширина импульса переменна и ограничена работой резания (А= С),а также соответствующие ей графики скорости подачи к нагрузке резания (Ур); нафиг, 2 - блок-схема системы адаптивногоуправления. Блок-схема содержит устройство 1, коммутирующее привод подач, привод 2 подач, узел 3 резания, коммутатор 4,устройство 5 отсчета работы резания, пороговое устройство 6, путевой переключатель 7,В системе, осуществляющей аредлагае.мый способ, устройство отсчета работы выполнено в виде датчика мощности, потребляемой двигателем главного движения, соединенного с интегратором, суммирующимсигнал датчика, при этом мощность холостого хода двигателя вычитается. В качестве порогового устройства использовантриггер Шмитта, На корпусе шпинделя изделия установлен бесконтактный переключатель типа БВК, а на шпинделе изделия - один взаимодействующий с БВК элемент, выполненный в виде алюминиевойпластины. 5 10 15 20 25 зо 35 4 О 45 4Работа системы осуществляется следующим образом,При пуске станка начинается вращение заготовки и фрезы. При вхождении элемента (пластины), установленного на шпинделе изделия в паз БВК, включается муфта привода подачи и одновременно начинается отсчет работы резания, т. е, интегрирование сигнала мощности резания. В момент достижения интегралом заданного значения муфта привода подачи выключается и интегратор приводится в нулевое состояние. После поворота заготовки на 360 алюми ниевая пластина входит в паз БВК и процесс повторяется. Таким образом на каждом обороте происходит одно включение и одно выключение подачи,В качестве примера выполнения предлагаемого способа на зубофрезерном станке, привод подач которого содержит асинхронный электродвигатель и 15-ступенчатую коробку подач с электромагнитной муфтой, коммутирующей цепь рабочих подач, оснащенном предлагаемой системой управления, проведена обработка прямозубового ко леса со следующими параметрами, мм; модуль 2, высота венца 40, число зубьев 50.В соответствии с предлагаемым способом, по сигналу от путевого переключателя один раз за каждый оборот заготовки включают электромагнитную муфту, коммутирующую рабочую цепь привода подач и начинают отсчет работы резания, а при дости жении работой резания заданного ее предельного значения, муфту выключают, а накопленное значение работы сбрасывают,Предельное значение работы резания, совершаемой между моментами включения и выключения скорости подачи, определено экспериментально при обработке колеса на участке установившегося резания при режимах, соответствующих принятому оптимуму.Экономический эффект от применения системы получается за счет уменьшения времени резания и выхода инструмента, а также повышения точности изделия в связи со стабилизацией нагрузки резания,Формула изобретения 1. Способ управления подачей при зубо. фрезеровании по методу обкатки, заключающийся в целенаправленном изменении длительности прямоугольных импульсов целое число раз за оборот заготовки, отл и ч а ю щ и й с я тем, что, с целью расширения области его применения, длительность импульсов ограничивают заданным значением работы резания, совершаемой с момента начала формирования каждого импульса.2. Система для осуществления способа управления подачей при зубофрезеровании по методу обкатки, содержащая путевойпереключатель, установленный на корпусе шпиндельного узла изделия и исполнительное устройство, коммутирующее привод подач, отличающаяся тем, что она снабжена последовательно подключенными друг к другу коммутатором, устройством для отсчета работы резания со сбросом и пороговым устройством, первый выход последнего из которых соединен с устройством, коммутирующим привод подач, а второй - с первым входом коммутатора, подключенным вторым входом к путевому переключателю. 6Источники информации,принятые во внимание при экспертизе1. Отчет ЭНИМС Разработка системыадаптивного управления к зубофрезерному5 станку модели 55312,Государственнойрегистрации 73031894, Москва, 1973.2. Техническая информация Зубофрезерное дело3, 1972.3. Авторское свидетельство СССР10638020, кл. В 23 Р 5/22, 197 б,4. Авторское свидетельство СССР729929, кл. В 23 Р 5/22, 1977 (прототип).726746 Редактор И, Марголис Корректор О. Тюрина Заказ 2516/3 Изд.648 Тираж 1148 ПодписноеНПО Поиск Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д. 4/5 Типография, пр, Сапунова, 2 Составитель М. Пуряев Техред Л, Куклина 1
СмотретьЗаявка
2521539, 30.08.1977
ВИЛЬНЮССКИЙ СТАНКОСТРОИТЕЛЬНЫЙ ЗАВОД ИМ. 40-ЛЕТИЯ ОКТЯБРЯ
ФРАЙМОВИЧ С. Б, ЩЛЯХЕЦКИЙ В. И, ЛУКАШЕВ Ю. А, ГИЧАН В. В
МПК / Метки
МПК: B23F 5/22
Метки: зубофрезеровании, подачей
Опубликовано: 15.12.1981
Код ссылки
<a href="https://patents.su/4-726746-sposob-upravleniya-podachejj-pri-zubofrezerovanii-i-sistema-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления подачей при зубофрезеровании и система для его осуществления</a>
Устройство для подачи и поворота заготовки в стане холодной прокатки труб

Номер патента: 969342
Опубликовано: 30.10.1982
Авторы: Богданов, Вердеревский, Каузов, Носаль, Соколовский, Чечулин
МПК: B21B 21/06
Метки: заготовки, поворота, подачи, прокатки, стане, труб, холодной
...направляющих станины зубчатой рейкой, взаимодействующейс ней реечной шестерней, несущим .еевалом, поворотно установленным в корпусе патрона, и самотормозяшей червячнойпарой, колесо которой закреплено на валу реечной шестерни, а на валу червякасмонтирована ведомая шестерня второйзубчатой передачи. На фиг, 1 показано устройство для подачи и поворота заготовки; на фиг. 2 2 фто, же, вертикальный разрез(по оси прокатки), на фиг. 3 - вид цо стрелке А на фиг. 2 на фиг. Ч - разрез Б-Б на фиг. 3.Устройство для подачи и поворота заготовки содержит станину 1 с продольными направляющими 2, установленный на них корпус 3 патрона заготовки.В корпусе патрона размещены планетарно-циклоидный механизм, имеющий ведущее звено в виде водила 4, сателльтов...
Гкдрозамедлитель системы регулирования подачи топлива в турбореактивный двигательbuecoic: .; • nai. iitii3 •”i; . v; f4-: . neibaw i ifxa

Номер патента: 174471
Опубликовано: 01.01.1965
Авторы: Политанский, Сегаль
МПК: F02C 9/46, F02K 3/00, G05D 16/10
Метки: iitii3, i••, neibaw, гкдрозамедлитель, двигательbuecoic, подачи, системы, топлива, турбореактивный
...В равновесном положении замедлителя приток топлива через дроссельный пакет 7 5 в левую камеру равен утечке через сечение,образусмое отверстием в штоке и кромкой цилиндрической заслонки. Силы, действующие ца порше:ь слева ц справа, равны, Прц закрытии отверстия в штоке кромкой цилиндри ческой заслонки утечка на слив прекращается,и левая камера будет заполняться топливом.Поршень, преодолевая усилие пружины, будет медленно, со скоростью, зависящей от пропускной способности дроссельного полета, пе рсмещаться вправо до тех пор, пока не откроется отверстие в штоке, При этом передаточный механизм 10 будет перенастраивать регулятор оборотов двигателя, изменяя количество подаваемого топлива.20 Прц поступлении сигнала от одно;о цз...
Гидравлическая система подачи и поворота заготовки к станам холодной прокатки труб роликового и валкового типа

Номер патента: 128432
Опубликовано: 01.01.1960
МПК: B21B 21/04, B21B 21/06
Метки: валкового, гидравлическая, заготовки, поворота, подачи, прокатки, роликового, станам, типа, труб, холодной
...ограничителя на цилиндре. Поворот ос 1 ществляется включением копсчого выключателя 2 в крайнем заднем положении раоочей клети. Подача осуществляется также гидравликой. Первый патрон 3 захватывает трб; и подает в рабочую клеть 4. Для подачи жидкости в гидроцилиндры б конечным выкгпочателем 2 открывается дроссель. Тем самым обеспечивается подача заготовки в заднем крайнем положении рабочей клети, Величина подачи регулируется количеством жидкости, поступающей в момент подачи. Длина цилиндра должна быть приблизительно равна длине хода рабочей клети.В тот момент, когда первый патрон 3 займет переднее крайнее положение, включатель б включает второй патрон 7, который зажимает трубу. Патрон 3, отпустив трубу, возвращается в исходное положение,...
Электрогидравлическая система управления подачей врезанием

Номер патента: 1206502
Опубликовано: 23.01.1986
Авторы: Камерилин, Коротков, Панфилов
МПК: F15B 11/05
Метки: врезанием, подачей, электрогидравлическая
...12 и 18 с мостом 15 установ" лены непосредственно у исполнительного плунжерного цилиндра 1. Гидрораспределители 12 и 18 содержат электромагниты 36 и 37. Узловаяточка 14 моста сообщена гидролинией 38 с гидрораспределителем 12,сообщенным гидролиниями 39 и 40.через гидрораспределитель 18 с точкой 23 моста 15. Шевер 7 имеет зубья 41 и 42, а гидрораспределители 12 и 18 - вторые электромагниты 43 и 44,Система работает следующим образом.,. Устанавливают и ориентируют относительно гребенки 29 шевер 7, с помощью электронного устройства счета импульсов задают требуемую продол"жительность импульса обработки, определяющую глубину съема при каждомходе инструмента 29, При включении станка от кривошипно-шатунного механизма 28 гребенка 29 получает...
Устройство для подачи и поддержки заготовки к листогибочному прессу

Номер патента: 1433537
Опубликовано: 30.10.1988
Авторы: Иванов, Лапскер, Леоненко
МПК: B21D 5/02
Метки: заготовки, листогибочному, подачи, поддержки, прессу
...в крайнем нижнемположении. Верхня плоскость магнитных прихватов 22 совпадает с верхнейплоскостью матрицы 31, Заготовка спомощью загрузочных средств устанавливается на плиту 21 стола, располагаясь обрабатываемой кромкой вдоль.оси ручья матрицы.Устройство программного управле-ния, управляющее работай пресса иустройства, снабжено управляющей программой с известными параметрами инструмента и заготовки, Устройство готово к работе, Подается команда наразгрузку заготовки в листсгибочныйпресс. Срабатывают магнитные прихваты 22 и фиксируют заготовку относительно плиты 21 стола. После срабатывания прихватов цилиндры 27 и 28 перемещают тележку б в направлении лис-,тогибочнаго пресса, При двюкении тележки с заготовкой срабатывает одиниэ крайних...
Предыдущий патент: Механический пеногаситель
Следующий патент: Применение ядерного пиролитического графита
Случайный патент: Приспособление к жатке для подъема и подвода стеблей к режущему аппарату