Самонастраивающаяся система управления суппортом станка
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 637782
Авторы: Бегун, Заковоротный, Палагнюк, Термолаев
Текст
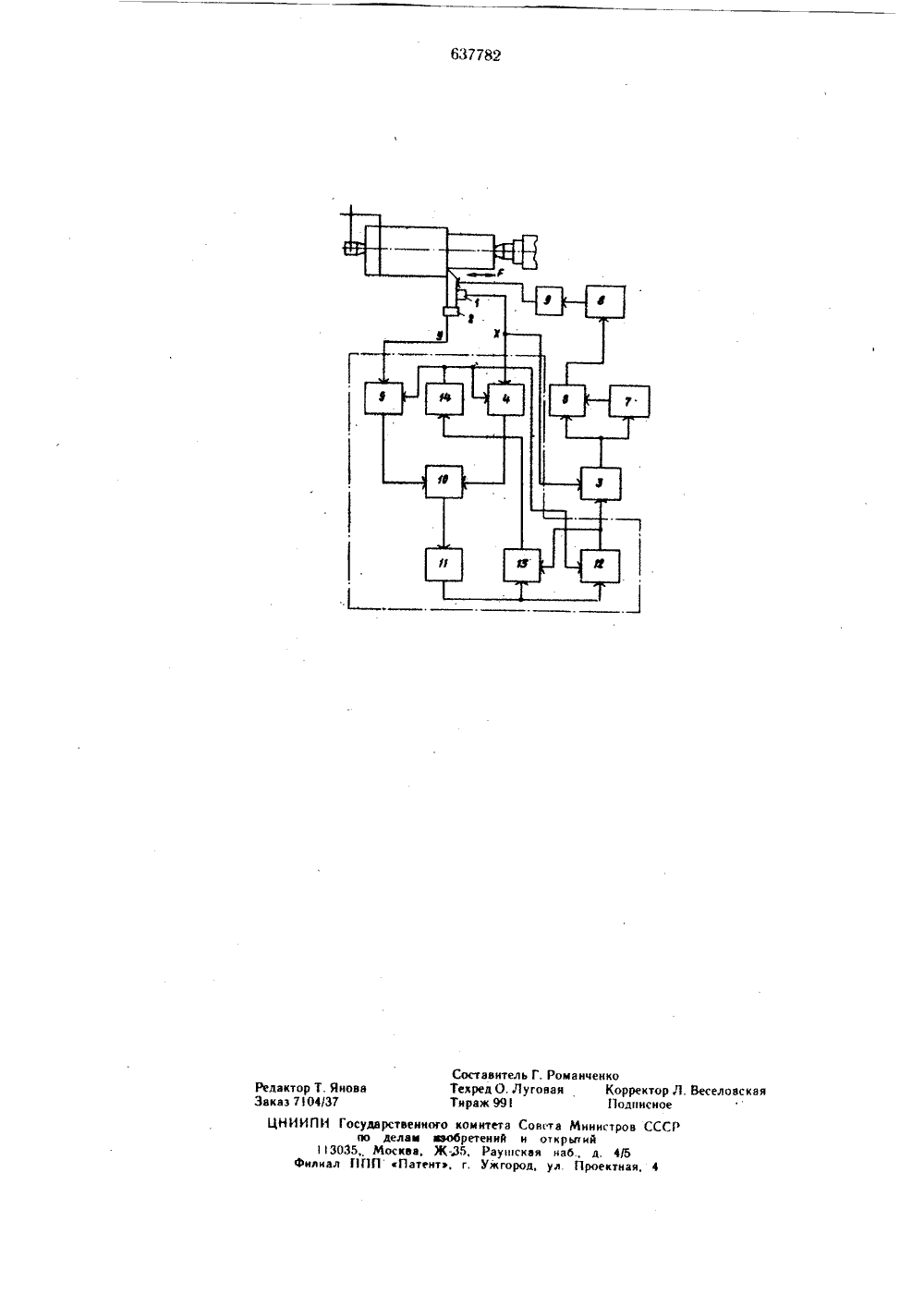
(23 оритет Государственный номнтет Совета Инннатроа СССР но делам нзобретеннй н отара(тнй(723 Авторы изобретены товскнй-на-Дону институт сельскохоэййстве 1 енел о машиностроения 4) САМОНАСТРАИВА 10 ШАЯСЯ СИСТЕМА УПРАВЛЕ СУППОРТОМ СТА НКАд д Изобретение относится к самонастраивающимся системам, системам демпфирования колебаний, влияющих на точность обработки, системам регулирования положения инструмента на металлорежущих станках, а также к самовозбуждающимся системам для достижения заданного критерия и может быть использовано в машиностроении при механической обработке.Любой процесс механической обработки на металлорежущих станках сопровождается колебательными сме(цениями инструмента по отношению к детали в направлениях Х,У,Е (т. е. соответственно в направлениях вижения подачи, скорости резания и в раиальном направлении). Точностные показатели обработки, в основном, определяются относительными колебательными смещениями в радиальном направлении и мало зависят от колебательных смещений в направлениях Х и 7. Кроме того, возбуждение колебательных сме(цений в направлении Х либо 7. или усиление автоколе. баний в одном из этих направлений привоДит к дем 11 фированнк) колебтелы(ых смещений в радиальном направлении. Известны устройства, реализующие способы регулирования токарными станками 1 и 12.Известные устройства обладают сущест.венными недостатками, связанными с инерционностью исполнительных механизмов (пневматические, гидравлические, электрические двигатели); с ограниченной полосой частот их пропускания; с умень(пением производительности обработки в случае оптимизации процесса с помощью привода по. тв дачи; с отсутствием возможности автоматической подналадки процесса с учетом изменения параметров системы приспособление - инструмент. деталь (СПИД).Кроме того, устройства, реализующие спо собы адаптивного регулирования станкамис использованием сигнала управления, пропорционального изменению усилий резания, не позволяют достичь заданных критериев по точности вследствие неоднозначной зависимости усилий резания от относительных смен(е(шй инструмента и детали.Из известных адаптивных систем наиболее близкой по технической су(цности и достигаемому результату является сстема, со63782 55 3держайая первый датчик вибраций, выход которого соединен с входами первого и вто. рого фильтров, выход первого фильтра сое. динен непоср .дственно с входом первого усилителя и через варой усилитель - с уп. равляющим входом первого усилителя, вы. ход которого через третий усилитель и элвкт. ромеханический преобразователь соединен со входом объекта управления, и нелиней. ный блок, выход которого через блок сканирования соединен с генератором пилообразного напряжения 3.Однако эффективность возбуждения колебательных смещений в зоне резания зависит не от настройки электромеханической системы в резонанс, а от поиска и удержания желаемой оптимальной частоты и амплитуды в зависимости от меняющихся параметров СПИД в процессе обработки и от направления их возбуждения.Помимо этого, упругие системы металлорежущнх станков обладают таким свойством, как возбуждение колебаний в направ. ленин Х или 2 что приводит к появлению составляющей У, Это свойство объясняется тем, что ориентация главных осей эллип. соидов жесткости упругой системы не совпадает с ориентацией осей Х, У и Е,бднако имеется некоторое конеччое мно жество частот, на которых усиление колебаний в направлении, например, Х не приво. дит к образованию колебаний в направлечии У, Зти частоты определяются параметрами упругой системы и зависят Ьт изменяющихся условий резания. Поиск и усиление таких колебаний вызывает следующее: они демпфируют автоколебания и периодические вынужденные колебания, вызванные процессом резания в радиальном направлении, одФиовременно усиление таких колебаний не оставляет следа иа обработанной поверхности,Цель изобретения - повышение точности системы,Для этого в предлагаемой системе установлены второй датчик вибраций, третий фильтр, блок деления и блок памяти, причем вход третьего фильтра соединен с выходом второго датчика вибрации, а выход -с первым входом блока деления, второй вход которого соединен с выходом второго фильтра, а выход - с входом нелинейного блока, выход генератора пилообразного напряжения соединен с управляющими входами второго и третьего фильтров и с первым входом блока памяти, второй вход которого соединен с входом нелинейного блока, а выходс вторым входом блока сканирования и управляющим входом первого фильтра,На чертеже дана блок-схема предлагаемой системы управления суппортом станка.Система управления суппортом станка содержит первый и второй датчики вибрации 1 и.2; первый, второй и третий фильтры 35; первый, второй и третий усилители 6 - 8, электромеханический преобразователь 9; блок деления 10, нелинейный блок 11, блок памяти 2, блок сканирования 3, ге.нератор 14 пилообразного напряжения, х - сигнал, регистрируемый в направлении оси Х, и у - сигнал, регистрируемый в направлении оси УПроцесс механической обработки металлов резанием всегда сопровождается наличием автоколебаний в направлениях Х, У, ОО Е (самовозбуждающиеся колебания), возникающих при отсутствии каких-либо внешних колебательных возмущзющих сил. Источником энергии колебаний в такой СПИД является двигатель привода, а возникающие при этом переменные силы поддерживают это колебательное движение, которые создаются и управляются самим движением,Регистрируемые при этом автбколебанияв направлениях осей Х, У соответствующими датчиками вибраций 1 и 2 подаются на входе ды селективных узкополосных фильтров 4и 5, в свою очередь, автоколебания в направлении оси Х подаются на вход избирательного фильтра 3, включенного в цепь обратной связи.Изменение избирательных частот селективных фильтров 1 и 2 в диапазоне обзора ь р - аес помощью их элементов настройки, управляемых генератором 4, приводит к выделению гармонических составляющих колебаний в направлениях осей Х и У, ми- ЗО нимальное отношение энергетических уровней которых определяется блоком деления 10 путем последовательного деления энергетических уровней частотных составляющих в направлении оси У на энергетические уровни составляющих в направлении оси Х.Частота, определенная из условий минимума отношения колебаний в направлении оси У по отношению к оси Х, является оптимальной, так как усиление колебаний в этом случае в направлении оси Х максимально 4 о демпфирует колебательные смещения в направлении оси У, при этом практически не оставляет следа на обработанной поверхности. Выходное управляющее напряжение блока деления 10 через нелинейный элемент 1 типа зоны нечувствительности воздействует на первые входы блока памяти 12 и блока сканирования 13, выходное напряжение которого управляет генератором 14 таким образом, что при данном установившемся минимальном отношении частотных сос- эв тавляющих . качание частоты в диапазоне обзора прекращается. Установленное соотношение энергетических уровней частотных составляющих кана.ва запоминается блоком памяти 12, его выходное напряжение, управляет элементом настройки избирательного фильтра 3 гаким образом, что он избирает из спектра вибраций, регистрируемых датчиком 1, гармони ческую соста вляющую, соответствую ау м м ицимальному установившемуся соотношению( -- ). Напряжение, соответствующее изб.9х .ранной гармонической составляющей; подается на входы усилителей 6 и 7 цепи о 6.ратной связи, необходимое для управлениявозбуждением электромеханического преобразователя 9 с помощью усилителя мощности 8,При изменениях параметров СПИД впроцессе обработки, вызывающих перераспределение основных гармонических состав. 6ляющих таким образом, что их отношениевыходит за пределы зоны нечувствительности нелинейного элемента 11, вырабатывается управляющее напряжение блока сканирования 13 путем сравнения текущего значения с ранее запомненным блоком памяти 12.Разностиое напряжение блока сканирования13 позволяет вновь запустить управляющийгенератор 14, напряжение которого управляет настройкой фильтров 3 - 5 до тех пор,пока не зафиксируются новые гармоничес окие составляющие в направлениях осей Хи У с минимальным отношением, при этомпрежнее значение отношения составляющихстирается в блоке памяти 12 и фиксируется вновь найденное отношение.Использование новых элементов в предлагаемом изобретении выгодно отличает самонастраивающуюся систему управления суп.портом станка от аналогов; Наличие новыхблоков позво пяет автоматически производить поиск и поддерживать оптимальные Зчастоты колебаний с учетом изменения параметров упругих и инерционных характеристик СПИД в процессе обработки, возбуждаемых в направлении подачи к приводящие к демпфированию колебательных смещений в радиальном направлении. Использование энергии самих автоколебаний, вызванных непосредственно зоной резания, значительно уменьшает мощность источниковвозбуждения колебаний в направлении подачи. Амплитуда автоматически выбранной воптимальной частоты колебаний (с учетомменяющихся параметров СПИД) поддерживается также оптимальной первым и вторымусилителями, в связи с этим появляетсявоэможность автоматического управления процессом резания для получения заданно. го движения инструмента по отношению к обрабатываемой детали путем синхрониэа. ции автоколебаний инструмента в направлении движения подачи и демпфирования колебательных смещений в радиальном направлении для достижения заданного критерия точности и производительности. формула изобретенияСамонастраивающаяся система управления суппортом станка, содержащая первый датчик вибрацкй, выход которого соединен со входами первого к второго фильтров, выход первого фильтра соединен непосредственно со входом первого усклителя и через второй усилитель с управляющим входом первого усилителя, выход которого через третий усилитель и электромеханический преобразователь соедкнен со входом объекта управления, и нелинейный блок, выход ко. торого через блох сканирования соединен с генератором пилообразного напряжения, отличающаяся тем, что, с целью повышения точности системы, в ней установлены второй датчик вибраций, третий фильтр, блок деления и блок памяти, причем вход третьего фильтра соединен с выходом второго датчика вибрации, а выход - с первым входом блока деления, второй вход которого соединен с выходом второго фильтра, а выход - со входом нелинейного блока, выход генератора пилообразного напряжения соединен с управляющими входами второго и третьего фильтров и с первым входом блока памяти, второй вход которого соединен со входом нелинейного блока, а выход - со вторым входом блоха сканирования и управляющим входом первого фильтра.Источники информации, принятые во внимание при экспертизе:1. Патент ФРГ1948012,кл. В 23 6 5/00, 1971.2. Патент США3754487,кл. В 23 б 1(00, 1973.3. Патент ЧССР132125,кл. Н 02 К 35/02, 1966.Редактор Т. Янов вказ 7 04/37 ИИПИ Госуда 113035 Милиал ППП Составит Техред О. Тираж 99 твенного комитет лам юобретен и ква, Ж.З 5, Рау Патента, г. Уж ь Г. Романченкоуговая Корректор Л. ВеселовскаПодписное Совета Министров СССи открытийсная наб., д, 4/5род, ул Проектная, 4
СмотретьЗаявка
2355334, 03.05.1976
РОСТОВСКИЙ-НА-ДОНУ ИНСТИТУТ СЕЛЬСКОХОЗЯЙСТВЕННОГО МАШИНОСТРОЕНИЯ
ЗАКОВОРОТНЫЙ ВИЛОР ЛАВРЕНТЬЕВИЧ, ПАЛАГНЮК ГЕОРГИЙ ГЕОРГИЕВИЧ, БЕГУН ВАДИМ ГЕОРГИЕВИЧ, ТЕРМОЛАЕВ ГЕОРГИЙ КАЛУСТОВИЧ
МПК / Метки
МПК: G05B 13/02
Метки: самонастраивающаяся, станка, суппортом
Опубликовано: 15.12.1978
Код ссылки
<a href="https://patents.su/4-637782-samonastraivayushhayasya-sistema-upravleniya-supportom-stanka.html" target="_blank" rel="follow" title="База патентов СССР">Самонастраивающаяся система управления суппортом станка</a>
Зарядный блок источника сейсмических колебаний

Номер патента: 1140073
Опубликовано: 15.02.1985
МПК: G01V 1/157
Метки: блок, зарядный, источника, колебаний, сейсмических
...15 импульсов с выхода пороговой схемы формирование импульсов управления прекра-.щается. Пороговая схема 14 состоитиз двух компараторов, один из которых соединен с делителем 12 напряжения и переключается при достижении напряжения накопительного конденсатора 10 требуемого значения,другой соединен с датчиком тока ипереключается при появлении тока вовходной цепи звена повышения напряжения. При переключении любого изкомпараторов на выходе пороговой схемы 14 появляется сигнал, запрещающий работу генератора 15 импульсов.Принцип работы зарядного блока заключается в следующем.В исходном состоянии накопительный конденсатор 10 заряжен до требуемого напряжения, коммутирующий конденсатор 8 заряжен до напряжения накопительного конденсатора 10...
Стыковое соединение сборной из блоков железобетонной плиты проезжей части моста

Номер патента: 1092228
Опубликовано: 15.05.1984
Автор: Быстров
МПК: E01D 19/00, E04B 1/38
Метки: блоков, железобетонной, моста, плиты, проезжей, сборной, соединение, стыковое, части
...121.В известном соединении в качестве армирующего шпонку элемента используот трубчатый элемент с продольной грорезью, закрепляемый в завод- пОских условиях на одном иэ стыкуемыхблв иты,Недостаток извеспного соединения заключается в повышенной трудоемкости его выполнения и в невозможности осушествления проезда по г,литам до обетонирования шпонок.Цель изобрегения - снижение трудоемкости выполнения стыкового соедине 50 ния и обеспечение возможности проеэРда по плитам до обетонирования шпонок.Укаэанная цель достигается тем что стыковое соединение сборной иэ блоков железобетонной плиты проезжей55 части моста, включающее расположенную по крайней мере на части длины соединения в средней по высоте части стыкуемых блоков плиты бстонную...
Способ измерения уровня металла в качающемся кристаллизаторе машины непрерывного литья заготовок и устройство для его осуществления

Номер патента: 2003428
Опубликовано: 30.11.1993
Авторы: Баулин, Костин, Тишков, Чумаков, Шестаков
МПК: B22D 11/16
Метки: заготовок, качающемся, кристаллизаторе, литья, металла, непрерывного, уровня
...от границы раздела сред. Вэтой связи период качания кристаллизатораизмерить несложно - это есть величина, обзатнао частоте колебания амплитуды отраженного сигнала.Измеряют продолжительность времени, в течение которого амплитуда отраженного сигнала превышает заданнуювеличину, Чем выше среднее положениеоси, колеблющейся совместно с кристаллизатором искательной головки, тем будет 10больше продолжительность указаинЬга времени по отношению к периоду качания кристаллиэатора, и наоборот.,По результатам замеров и определяютуровень металла в кристаллиэаторе, 15Точность измерения уровня металла вкристаллизаторе повышается, если уровеньопределяют по отношению продолжительности времени, в течение которого амплитуда отраженного сигнала...
Устройство для связи в вычислительной системе

Номер патента: 474010
Опубликовано: 15.06.1975
Авторы: Димитриев, Потапова, Томилов, Шум
МПК: G06F 15/173
Метки: вычислительной, связи, системе
...(связь 10). В дальнейшем при работе в режиме СПР отношение каждой ЗМ 1 в ом числе и ведущей) к программе текущего цикла, выдаваемой пз памяти веду 1 цсй машины, определяется по значению признака , выработанному в ходе предшествую 1 цсй работы ЦВМ и находящемуся в блоке памяти 6, В машинах с и =- 1 выполнение про 1 раммы, поступающей из ведущей ЭМ, блокируется. В качестве признака окончания блокировки используется значение обобщенного признака й; =- 1, вырабатываемое в хо10 15 20 25 30 35 40 45 50 55 60 65 де выполнения команды УП, замыкающей рассматриваемый 1-ый цикл, в блоке сопряжения 1,Рассмотрим работу устройства при выполнсннн и-кратного цикла в режиме СПР, начиная с момента выработки машинами системы значений переменной ж...
Устройство для передачи и приема кодированного сигнала изображения

Номер патента: 784816
Опубликовано: 30.11.1980
МПК: H04N 7/18
Метки: изображения, кодированного, передачи, приема, сигнала
...Эти коэффициенты группируютсяв запоминающем блоке 11 в квадраты.Если блокам 9, 10 задано должное направление вычитания, то в каждом квадрате коэффициент Цявляется результатом взаимодействия четырех точекиэображения, коэффициент Б + является результатом. взаимодействия двенадцати точек изображения; коэффициент О +является результатом 15 взаимодействия двенадцати точек изображения и коэффициент 0 +(фиг.2 г)является результатом взаимодействиятридцати шести точек изображения.Сигналы О подаются на блок 3, за- Я тем они.передаются по каналу 25 к раз-делителю 24.Блок 3 по-разному сжимаетсигналы, Он может, например, передавать,сигналы (см; фиг, 2 а) с помощью некоторого числа бит, несколько меньшимчислом бит сигналы типа (см.фиг,2 б,в)и еще...
Предыдущий патент: Способ коррекции систем автоматического регулирования
Следующий патент: Круговой интерполятор
Случайный патент: Индуктор для локального нагрева труб