Установка для восстановления деталей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки




Текст
щ 62456 Союз Советских Социалистических РеспубликОПИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ 61) Дополнительное к авт, свид-ву 1) М. К,В 22 Р 19,/10 1) 2397040/22-02(22) Заявлено 17,08,76 с присоединением вки арстеенный комитет Р 3) Приоритет авета Министров СС 53) УДК 621.74.04(43) Опубликовано 30,08 (45) Дата опубликовани ло делам изобретении открытий(72) Авторы изобретени Г. Д, Костенко, Л, А. Позняк, В. Г. Горенко, В, Л. Конопацкий,В. С. Мельник, А. И, Леонтиев, ф. В. Люксютов и Ю, А. Радин Институт проблем литья АН Украинской ССР(71) Заявител ЛЕЙ ВОССТАНОВЛ ЕН И(54) УСТАНОВ аплавки имеет маи низкое качество 10 Изобретение относится к оборудованию по изготовлению многослойных и восстановлению изношенных деталей.Известна установка для восстановления звеньев гусениц, состоящая из механизма 5 зажима звеньев, поворотного стола и электрододержателя с приводом вертикального перемещения 11.Такая установка для нлую производительностьнаплавляемых изделий.Известно устройство для изготовления многослойных и восстановления изношенных деталей методом наплавки жидким металлом, содержащее металлические формы 15 для размещения деталей, установленные на поворотном столе, нагревательный тоннель для предварительного подогрева формы вместе с наплавляемой деталью, механизм подъема и вращения детали в мо мент ее высокочастотного нагрева в индукторе и механизм заливки жидкого металла, выполненный в виде герметизированного ковша и обеспечивающай автоматическую дозировку жидкого металла с помощью 25 сжатого газа, подаваемого в ковш 21.Известно также устройство, включающее механизм фиксации восстанавливаемой детали, индуктор токов высокой частоты ТВЧ), верхний бункер для формовочной 30 смеси, смонтированный над загрузочной кассетой, дозатор, нижний бункер для отработанной формовочной смеси, связанный с верхним бункером подающим механизмом, например шнеком 31,В известных устройствах наплавку детали производят в металлической форме, которая не может быть использована при восстановлении звеньев гусениц, Расплавление металла в литейной форме и пополнение его плавящимся электродом малопроизводительно и снижает прочностные характеристики детали, Простановку и извлечение элементов литниковой системы необходимо производить вручную.Целью изобретения является повышение производительности и улучшение качества восстановленных деталей.Для достижения этой цели установка снабжена механизмом извлечения моделей литниковой системы, смонтированном на кронштейне, шарнирно установленном на оси карусельного стола и имеющим привод для поворота в горизонтальной плоскости, и выбивной решеткой, размещенной на позиции выбивки рядом с карусельным столом, а упомянутый дозатор выполнен поворотным в горизонтальной плоскости,Кроме того, механизм извлечения моде. лей литниковой системы выполнен в видеплиты с захватами, закрепленной на штоке пневмоцилиндра ее вертикального перемещения,На фиг. 1 изображена предлагаемая установка для восстановления деталей, общий вид; на фиг. 2 - то же, в плане.Установка состоит из поворотного стола 1 в трех положениях А, Б, В. А - положение заполнения литейной формы 2 сыпучим формовочным материалом из бункера 3 через поворотный дозатор 4, Литейная форма состоит из опоки 5, установленной на подмодельную плиту 6, шарнирно скрепленную с плитой 7. Б положение заливки жидкого металла с предварительным нагревом детали 8 в нндукторе 9 и извлечения элементов литпиковой системы 10 механизмом 11, состоящим из захватов 12, расположенных на плите 13, которая закреплена на штоке пневмоцилиндра 14, установленного па кронштейне 15, закрепленного на оси 16 и соединенного с пневмоцилиндром поворота 17, Для подъема формы в индуктор служит расположеннып под формой пневмоцилиндр 18. В - положение выбивки форм с пневмоцилиндрами кантовки 19 выбивной решеткой 20, соединенной склизом 21 с кошповым элеватором 22, в верхней части которого смонтирован наклонный желоб 23.Установка работает следующим образом.В положении А па подмодельную плиту 6 устанавливают опоку 5, насыпают из дозатора 4 1/5 часть сыпучего формовочного материала и на него устанавливают деталь 8 с элементами литиковой системы 10, после чего досыпают формовочный материал до полного заполнения опоки, Формы перемещают в положение Б. При помощи ппевмоцилиндра 18 форма поднимаетя в индуктор 9, опоку снимают и включают ТВЧ. После нагрева детали до заданцой температуры и снижения формовочной смеси механизмом 11 извлекают из формы элементы литниковой системы и через образовавшиеся в форме каналы заливают жидкий металл,Залитые формы поступают в положение В, где при помощи пневмоцилиндра кантовки 19 сбрасываются на выбивную решетку 20, С решетки детали поступают на обработку, а формовочная смесь через склиз 21, элеватор 22, желоб 23 поступает 5 10 15 20 25 30 35 40 45 50 в бункер 3. Технологический цикл наплавки повторяется, Последовательность в работе узлов установки обеспечивается автоматически.Применение в установке наполнительновыбивного устройства и механизма извлечения элементов литниковой системы дает возможность механизировать операции формообразования и выбивки, повысить производительность процесса наплавки. Нагрев звеньев гусениц в форме из сыпучих формовочных материалов и их заливка на позиции нагрева значительно улучшают качество наплавки.Формула изобретения1, Установка для восстановления деталей, преимущественно звеньев гусениц, жидким металлом, содержащая карусельный стол с литейными формами и приводом поворота, верхний бункер для формовочной смеси, дозатор, нижний бункер для отработанной формовочной смеси, связанный транспортирующим механизмом с верхним бункером, индуктор токов высокой частоты для нагрева восстанавливаемой детали и механизм подачи ее к индуктору, отличаю щ а я с я тем, что, с целью повышения производительности и улучшения качества восстановленных деталей, она снабжена механизмом извлечения моделей литниковой системы, смонтированном на кронштейне, шарнирно установленном на оси карусельного стола и имеющим привод для поворота в горизонтальной плоскости, и выбивной решеткой, размещенной на позиции выбивки рядом с карусельным столом, а упомянутый дозатор выполнен поворотным в горизонтальной плоскости.2, Установка по п. 1, о тлич а ю ща я ся тем, что механизм извлечения моделей литниковой системы выполнен в виде плиты с захватами, закрепленной на штоке пневмоцилиндра ее вертикального перемещения.Источники информации,принятые во внимание при экспертизе 1. Авторское свидетельство СССР334009, кл. В 22 Р 19/10, 1970.2. Авторское свидетельство СССР261134, кл. В 23 В 3(10, 1968.3. Заявка2096851/02, кл. В 22 Р 19/10, 1975, по которой принято решение о выдаче авторского свидетельства.621466 Составитель Т. Королева Техред 3. Тараненко Корректор И. Позняковская Редактор 3., Ходакова Подписное Типография, пр, Сапунова, 2 Заказ 1508/6 Изд.598 Тираж 922 НПО Государственного комитета Совета Министров СССР по делам изобретений и открытий 113035, Москва Ж, Раушская наб., д. 4/5
СмотретьЗаявка
2397040, 17.08.1976
ИНСТИТУТ ПРОБЛЕМ ЛИТЬЯ АН УКРАИНСКОЙ ССР
КОСТЕНКО ГЕОРГИЙ ДМИТРИЕВИЧ, ПОЗНЯК ЛЕОНИД АЛЕКСАНДРОВИЧ, ГОРЕНКО ВАДИМ ГЕОРГИЕВИЧ, КОНОПАЦКИЙ ВАСИЛИЙ ЛЕОНИДОВИЧ, МЕЛЬНИК ВЛАДИМИР СТЕПАНОВИЧ, ЛЕОНТИЕВ АЛЕКСАНДР ИВАНОВИЧ, ЛЮКСЮТОВ ФРИДРИХ ВАСИЛЬЕВИЧ, РАДИН ЮРИЙ АЛЕКСЕЕВИЧ
МПК / Метки
МПК: B22D 19/10
Метки: восстановления
Опубликовано: 30.08.1978
Код ссылки
<a href="https://patents.su/4-621456-ustanovka-dlya-vosstanovleniya-detalejj.html" target="_blank" rel="follow" title="База патентов СССР">Установка для восстановления деталей</a>
Литниковая система для форм по выплавляемым моделям
Номер патента: 1470424
Опубликовано: 07.04.1989
Автор: Рускол
МПК: B22C 9/08
Метки: выплавляемым, литниковая, моделям, форм
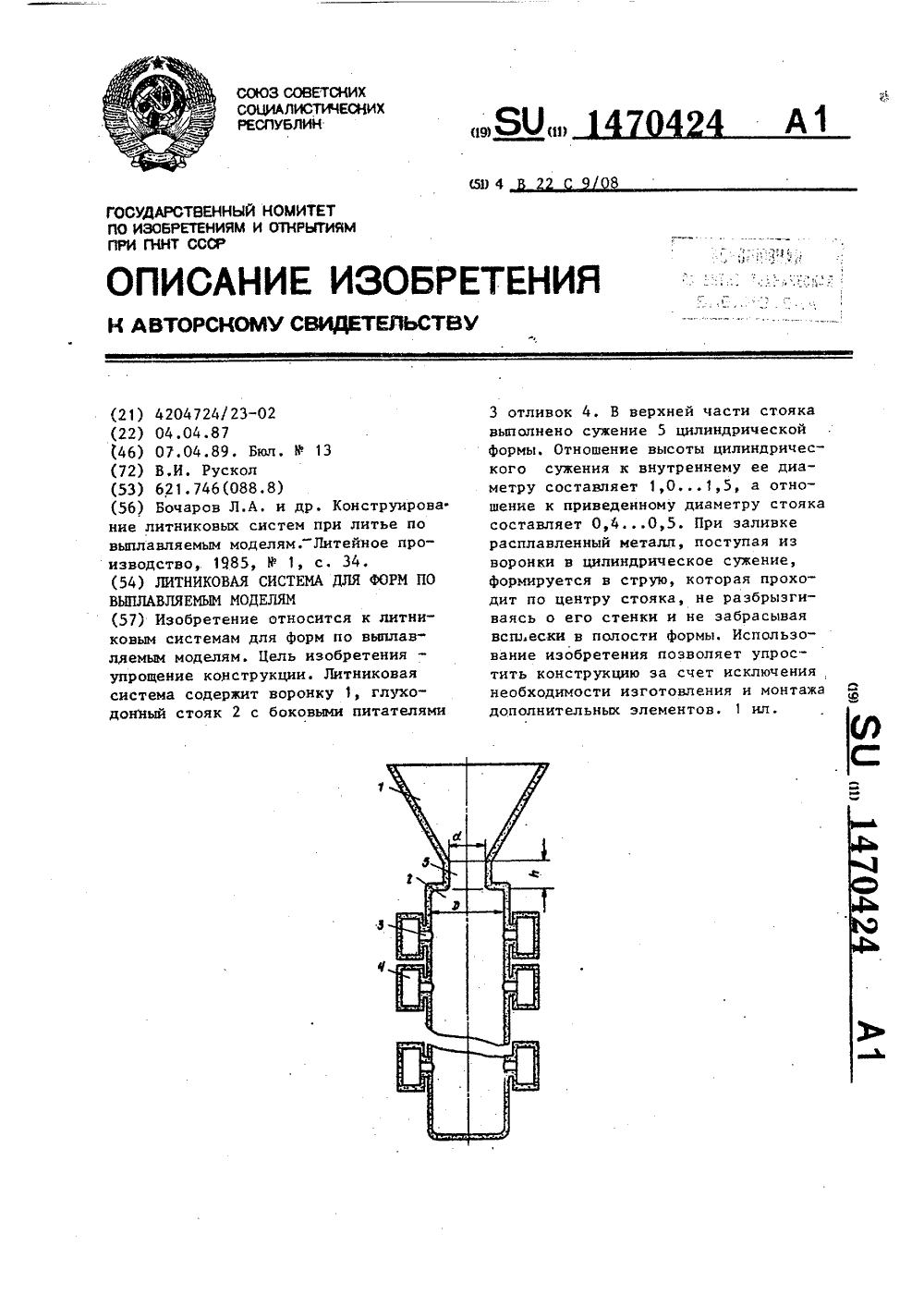
...дополнительных элементов . Формула изобретенияЛитниковая система для форм по выплавляемым моделям, содержащая литниковую воронку, глуходонный стояк с боковыми питателями, о т л и ч а - ю щ а я с я тем, что, с целью упрощения конструкции, в верхней части стояка выполнено сужение цилиндрической формы, причем отношение высоты цилиндрического сужения к внутреннему ее диаметру составляет 1,0 1,5, а отношение диаметра сужения к приведенному диаметру стояка составляет 0,40,5. Ь = 1,25 с 1 и й = 0,45 В,тулова Корректор М. Васильева Заказ 1415/12 Тираж 710 ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР113035, Москва, Ж, Раушская наб., д. 4/5а Производственно-издательский комбинат "Патент", г.ужгород, ул,...
Электронная система автоматического управления электромагнитами исполнительных механизмов переключения ступеней в коробке передач транспортной машины

Номер патента: 1473988
Опубликовано: 23.04.1989
Авторы: Дмитриенко, Поляк
МПК: B60K 41/06
Метки: исполнительных, коробке, механизмов, передач, переключения, ступеней, транспортной, электромагнитами, электронная
...к выходу 29 канала 1 7. База транзистора 134 связана с первым выводом резистора 36, второй вывод которого подключен к входу 125 канала 17, а также с первым выводом резистора 37. Вторые 40 выводы резисторов 135 и 137, а также эмиттер транзистора 133 связаны между собой и подключены к плюсовой клемме источника питания в точке 12. Транзисторы.133 и 134 имеют структуру р - п - р.Система управления работает следую щим образомСигнал от датчика 1 скорости, частота которого пропорциональна скорости движения транспортной машины, поступает на вход 12 преобразователя 2 частоты в напряжение. На выходе 16 преобразователя 2 формируется постоянный уровень напряжения, величина которого тем больше, чем выше частота сигнала на его входе. Данный...
Узел соединения плунжера пресса с выталкивающей системой пресс-формы

Номер патента: 1123859
Опубликовано: 15.11.1984
Автор: Лобанов
МПК: B29C 1/00
Метки: выталкивающей, плунжера, пресс-формы, пресса, системой, соединения, узел
...резьбой и освободить разжимные полукольца. Указанная операция осуществляется под столом пресса, что неудобно, так как пространство вод столом пресса ограничено.Цель изобретения - упрощение установки пресс-формы на пресс.50Поставленная цель достигается тем, что узел соединения плунжера пресса с выталкивающей системойпресс-формы, содержащий плиты вытал-; кивания и хвостовик, связанный ниж-55 ней частью с плунжером пресса посредством резьбы, снабжен расположенным в нижней плите выталкивания поворотным кольцом с винтовой парой для его поворота и жестко закрепленной внутри поворотного кольца втулкой с радиальными отверстиями и с размещенными в них пальцами, причем на внутренней поверхности поворотного кольца выполнены канавки под пальцы...
Механизм перевода в транспортное положение сельскохозяйственных орудий

Номер патента: 628838
Опубликовано: 25.10.1978
Автор: Манойло
МПК: A01B 51/04
Метки: механизм, орудий, перевода, положение, сельскохозяйственных, транспортное
...(на чертеже не показаны) с механизмом его поворота, выполненным в виде гибкого элемента 2, запорное устройство 3 с кронштейном 4, дополнительный брус 5 с установленным на нем направляющим сектором 6, причем один конец гибкого элемента 2 закреплен на дополнительном брусе 5, а другой соединен с кро нште йно м 4 за пори ого устройства 3.Механизм работает следующим образом.В процессе работы в загоне кронштейн 4 выведен из зацепления с запорным устройством 3, которое пружина 7 прижи мает к брусу 8 рамы 1 на чертеже не показана).Мь 1,ьс Щ 1 фВ "3,.й 44цч гъ уъ,Под действием массы рабочих органов-,"охвата гибким элементом 2 направляющегозакрепляемых на грядиле 9, система, состо- сектора 6.ящая из основного 1 и дополнительного 5Формула...
Механизм для фиксации исходного положения измерительного устройства в автоматах для контроля твердости

Номер патента: 93363
Опубликовано: 01.01.1952
Автор: Бюро
МПК: G01N 3/44
Метки: автоматах, измерительного, исходного, механизм, положения, твердости, устройства, фиксации
...обработанных и необработанных изделий наложение предварительной нагрузки осуществляется грузовым рычагом, а измерение твердости производится электроконтактным датчиком по разности глубины погружения наконечника по;1, действием предварительной и окончательной нагрузки.На чертеже изображена схема автомата для контроля твердости.С грузовым рычагом 1 связан измерительный рычаг 2. При наложении предварительной нагрузки грузсвой н измерительный рычаги движутся совместно. В олин конец измерительпого рычага упирается шпиндель электрсконтактного датчика 3, в лругой конец запрессован штифт 4. Корпус датчика закреплен на грузовом рычаге.Фиксируюший механизм состоит из двух плоских пружин 5, прикрепленных 1( корпусу б. Сжатие и раздвигание...
Предыдущий патент: Пресс-форма для литья под давлением
Следующий патент: Устройство для распыления металлических расплавов
Случайный патент: Гибкая опора