Способ изготовления изоляции электротехнических изделий
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 542312
Авторы: Александров, Калинина, Масленников, Трубачев, Черняк




Текст
-цЬ 4 гэ 1 г Союэ Советскнх Соцналмстицескнх РеспубликАВТОРСКОМУ СВИДИВЛЬСТВУ лнительно т. свид-ву но 06.09,74 (21) 2057963/О(51) М, Кл Н 02 К 15 с прис нением зая осударственныи комитеСовета Министров СССРоо делам изобретенийи открытий( линина, Д. Я. Черняк,Масленников Авторызобретен 54) СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОЛЯЦИИ ЗЛЕКТРОТЕХНИЧЕСКНХ ИЗДГЛИИя изготовления изо-тх изделий, в,частэлектрических маИзобретение касаепицци электротехничес ности высоковольтнь воды в изоляциюия промежуточной ез го состава и тате поврежд рмы высоком проценте содержаниюдосодержашего материала.хцопогический процесс путеммпературы пропиточного составляется возможным из-за недостаточно в изоляции с Сократить те повышения те тава не предс гатепьературы плавления вспомриала.длагаемому способу с цел экой темп ого мат По прю технопогиче и уск упрошеци процесса жация сп одер- личееличения процентного св изоляции за счет увепри предварительной оп юдь нпя давпени шин.Известны способы изготовления изоляции 5электрических машин и других электроизделий на основе эпоксидной смолы, которые заключаются в. спедуюшем: на электроизделие наматывают сухую (непропитанцую )ленту, затем пазовую часть изделия помь-шают в пресс-планки, сушат, вакуумируют,пропигываюг в пропигочной емкости и огверждаюг. Процесс пропигки осушесгвляюг притемпературе изделия и пропигочного сосгава60-70 С и давления ог 6 до 30 кГ/сме. 1.1Отверждецие пропиточного состава могутосуществлять при том же давлении 21.Для полной пропитки йзоляции процесс пропятки проводят в течение 6 час при повышенных давлениях. Причем изоляция, получецная такими способами, имеет до 30%сп".одосодержашего материала,Известны также способы изготовленияизоляции, когда для экономии пропиточнсго состава изолироваццук обмотку помо шают в форму, обволакивают легкоплавким составом, форму загружают в котел, вакуумируют, пропитывают и отверждают. В этом случае процесс пропитки осушествляют также при повышенных давлениях и при температуре 60-70 С 31. Недостатки этого способа заключаются в длительности технологического процесса, что связано с повышенной вязкостью пропиточного составаопри температурах 60-70 С (55-90 сп)в возможности приникновения легкоплавко5423 ке изоляции в качестве вспомогателногоматериала используют материал, напримеррезиновую смесь, а нагрев иэделия осушествляют до температуры, обеспечивающейснижение вязкости пропиточного состава впроцессе пропитки до величины 10-30 сп,и отвегждают.В процессе пропитки пропиточный состав подают в коробку под давлением, превышающем давление в пропиточной коробке в 2-3 раза, температура подаваемогокомпаунда-комнатная,На фиг. 1 иллюстрируется известныйспособ изготовления изоляции; на фиг, 2 предлагаемый способ изготовления изоляции. 1 бНа чертежах приняты следуюшие обозначения; 1 - пропитываемое изделие, 2 -коробка, заполненная легкоплавким составом 3 (на фиг. 1), на фиг, 2 позиция 3 -спомогательнйй материал, 4 - автоплав, (1заполненный водой, 5 - резервуар для пропиточного компаунда.П р и м е р, По предлагаемому способу изготовляют отрезкинатурныхстержнейразмером 22 х 86 х 800 мм с толщиной 25изоляции 3 мм на сторону. Изолированныесухой лентой, на основе слюдинитовой бумаги, стержни обматывают антиадгезионнымматериалом (фторопластовой пленкой), затем зажимают пресс-планками под размер, З(1при этом опрессовывают давлением8 кГ/см. Затем стержни помешают вкоробку прямоугольной формы, в которойсвободное пространство заполняют брусками размером 50 х 114 х 800 мм из вулка-, 35низировацной резиновой смеси, завернутыми также во фгоропластовую пленку и уложенными таким образом, чтобы общий зазор по ширине коробки составлял 6 мм.Применяемая резина имеет коэффициент ли-6 онейпого расширения 300 10 С, Коробку закрывают крышкой с уплотнением,ломе(цают в термостат и прогрева(от дотемпературы 150 С в течение 12 час,о,После прогрева изделие вакуумируют при 4 бостаточном давлении 0,3 мм рт, ст. втечение 2 час, после чего пропитыва(отпои давлением 3 кГ/смПроцесс пропитки происходит в течение 40 миц, послечего без изменения температурного рекима производят отверждецие изоляции приЭТОМ НЕ ЛГ(1 Ч 1 ЕццИ щ.К /СМВ процессе икоитки 11 одачу цропиточиого ксмп 1 у(п(и которн(й имел температу "-, . й Яру 2С, икизвод.(т при давлениибкГ/смс тек 1, чтоби 1 и снигку произ 11 ести быстрои без 11 сисни(ин(и 11 комп 11 уида, При контакте с издси(ие;.1, нагретым дс . 50 оС, компуцд и 1 ии к 1 сиГ 11 язксст(0 сп, В про60 12фоцессе сушки при температуре 150 С рези.на, заполняюшая коробку, расширяется ивыбирает все имеюшие место при нормальной температуре зазоры, при этом происходит опрессовка лобовых частей обмотки,После окончания режима отверждения коробоку охлаждают до 50 С, крышку снимаюти легко извлекают стержни. В качествевспомогательного материала могут такжеприменяться полипропиленовые смеси иливакуумные резины.При использовании этого способа, врезультате которого значительно облегчается конструирование и изготовление необходимого оборудования, в частности устраняется необходимость в использованиикотлов, значительно упрошаются процессывыгрузки и разборки изделий, значительносокращается технологический процесс,появляется возмокность прг -итать изделие, спрессованное значительными усилиями, ускоряется процесс пропитки.Полученная изоляция имеет содерканиеслюдосодержашего барьера до 60%. Этозначительно увеличивает кратковременнуюн дт(ительцу(о электрическую прочность,что, в свою очередь, позволяет снизитьтолщину изоляции на 15-20%. Так, изготовленные отрезки натурных стержней притоли(ине изоляции 2 мм имеют кратковременную электрическую прочность порядка .37 кВ/мм, в то время как изоляция, изготовленная известным способом при толщине 3 мм имеет кратковременную электрическук прочность 30 кВ/мм. Тангенс угла диэлектрвеских потерь находится ца уровоне известной изоляции (при 20 С - 0,01;при 130 оС - 0,04),Формула изобретенияСпособ изготовления изоляции электротехнических изделий, например электрических машин, на основе эпоксидной смолы, заключаюшийся в том, что изолированное изделие в пазовой части зажима(ет в пресс-г(ланки, помеша(от в пропиточцую емкость, которую заполняют вспомогательным материалом, нагрева(от, вакуумируют, пропитывают и отверждают о т л и ч а ю ш и йс я тем, что, с целью упрошения и ускорения технологического процесса и увеличения процец 1;ного содержания слюды в изоляции за счет увеличе(гия давления при предварительной опрессовке изоляции, в качестве гкг(омогательного материала используют материал с коэффициентом линейногорезиновую смесь а нагрев изделия осуществляют до температуры, обеспечивающей снижение вязкости пропиточного состава в процессе пропитки до величины 10-13 сП,Источники информации, принятые во внимание при экспертизе: б1. Авторское свидетельство % 262239,Н 02 к, 1966 г,2. Авторское свидетельство Мо 138737,Н 02 к, 1959 г.б 3, Авторское свидетельство %208099,Н 02 к, 1966 г. (прототип).,Редактор В. Фельдман Техред Н. Андрейчук Корректор Н, ЗолотовскаиЗаказ 5098/35 Тираж 882 ПодписноеИНИИШ Государственного комитета Совета Министров СССРпо делам изобретений и открытий1.1 3 Ю 35, Москва, Ж, Раушская наб., д. 4/5Филиал 111 И 1 1 Ь гс цт", г. Ужгород, ул, Проектная, 4
СмотретьЗаявка
2057963, 06.09.1974
ПРЕДПРИЯТИЕ ПЯ Р-6517
АЛЕКСАНДРОВ НИКОЛАЙ ВАСИЛЬЕВИЧ, КАЛИНИНА ЕЛИЗАВЕТА АЛЕКСЕЕВНА, ЧЕРНЯК ДАВИД ЯКОВЛЕВИЧ, ТРУБАЧЕВ СЕРГЕЙ ГЕОРГИЕВИЧ, МАСЛЕННИКОВ КОНСТАНТИН НИКОЛАЕВИЧ
МПК / Метки
МПК: H02K 15/12
Метки: изоляции, электротехнических
Опубликовано: 05.01.1977
Код ссылки
<a href="https://patents.su/4-542312-sposob-izgotovleniya-izolyacii-ehlektrotekhnicheskikh-izdelijj.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления изоляции электротехнических изделий</a>
Манипулятор для вращения в процессе сварки изделий

Номер патента: 751547
Опубликовано: 30.07.1980
Авторы: Ивкин, Приходько, Сероноженко
МПК: B23K 37/04
Метки: вращения, манипулятор, процессе, сварки
...фиг, 1 показан манипулятор, вид сбоку (свариваемые детали изображены тонкими линиями); на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А - А на фпг. 2.Манипулятор для вращения в процессесварки изделий содержит основание 1, поворотную вокруг вертикальной оси план- шайбу 2, механизм 3 поворота планшайбы и установленные на стойках 4 силовые цилиндры 5 с поворотными поджимами 6.Стойки 4 равномерно расположены по окружности вокруг вертикальной осн поворота планшайбы 2. Каждая стойка 4 выполнена полой и внутри нее размещены два концентрично расположенных поворотных вала 7 и 8. На валах 7 и 8 жестко закреплены звездочки 9 и 10, которые посредством цепей 11 и 12 связаны с пневмоцилиндрами 13 и 14. На валах 7 и 8 жестко закреплены кулачки...
Способ автоматического управления процессом литья изделий из пластмасс

Номер патента: 751458
Опубликовано: 30.07.1980
Авторы: Калиничев, Кричевер, Овруцкий
МПК: G05B 21/00
Метки: литья, пластмасс, процессом
...привода 2 вращения и привода 5 линейного перемещения, представляющего собой гидроцилиндр. Скорость линейного перемещениячервяка регулируется настройкой гидравли 20ческих аппаратов, а скорость вращениячервяка регулируется регулятором 6.При впрыске расплава в первом циклелитья скорость вращения червяка задается)5задатчиком 7.Датчик 8 линейного перемещения червяка вырабатывает сигнал, пропорциональныйцый текущей координате червяка во времявпрыска, Этот сигнал поступает в блоксравнения 9, где сравнивается с сигналом,Здпропорциональным заданной величине подушки расплава, поступающим в блоксравнения 9 от задатчика 10. Блок сравнения 9 вырабатывает сигнал рассогласования, знак и величина которого соответству 35ет знаку и величине разности...
Устройство для автоматического регулирования процесса прог1аривания изделий

Номер патента: 380619
Опубликовано: 01.01.1973
Автор: Производственное
МПК: B28B 11/00
Метки: прог1аривания, процесса
...д и исполнительный механизм 4, Импульсный прерыватель соединен последовательно программным регулятором.Устройство работает следующим образом.В пропарочной камере б, где происходит пропаривание железобетонных изделий, датчиком 1 измеряют температуру и сравнивают ее с заданным значением, установленным на программном регуляторе температуры. Контакты выходного реле программного регулятора температуры воздействуют на исполнительный механизм, который изменяет количество подаваемого в камеру тепла. Импульсный прерыватель т, периодически подавая напряжение на контакты выходного реле регулятора 2, вынуждает исполнительный механизм 4 изменять свое положение ступенчато, приолижая течение процесса подачи тепла к закону изменении температуры в...
Устройство для управления процессом окраски изделий

Номер патента: 748356
Опубликовано: 15.07.1980
Авторы: Гольбрайх, Михайлов, Фирсов, Шабельский
МПК: G05D 3/04
...9 он контактирует непосредственно с бочками, при этом егосигнал поступает на второй вход блока воздухораспределения, в которомклапан воздухораспределителя линиисвязи к блоку управления приводами,сообщенчый с атмосферой, перебрасывается на линию ат Фиксирующего элемента 8,При дальнейшем движении при контактировании Фиксирующего элемента8 с адресователем подвески, его сигнал проходит по линии связи к блокууправления приводами через распределитель блока воздухораспределения,где перебрасывает клапан блока управления приводами на прямую от устройства воздухоприготовления непосредственно в подпоршневую полость привода цилиндра 14 блока перемещения икачания распылителей. Это положениесоответствует совмещению положенияизделия с...
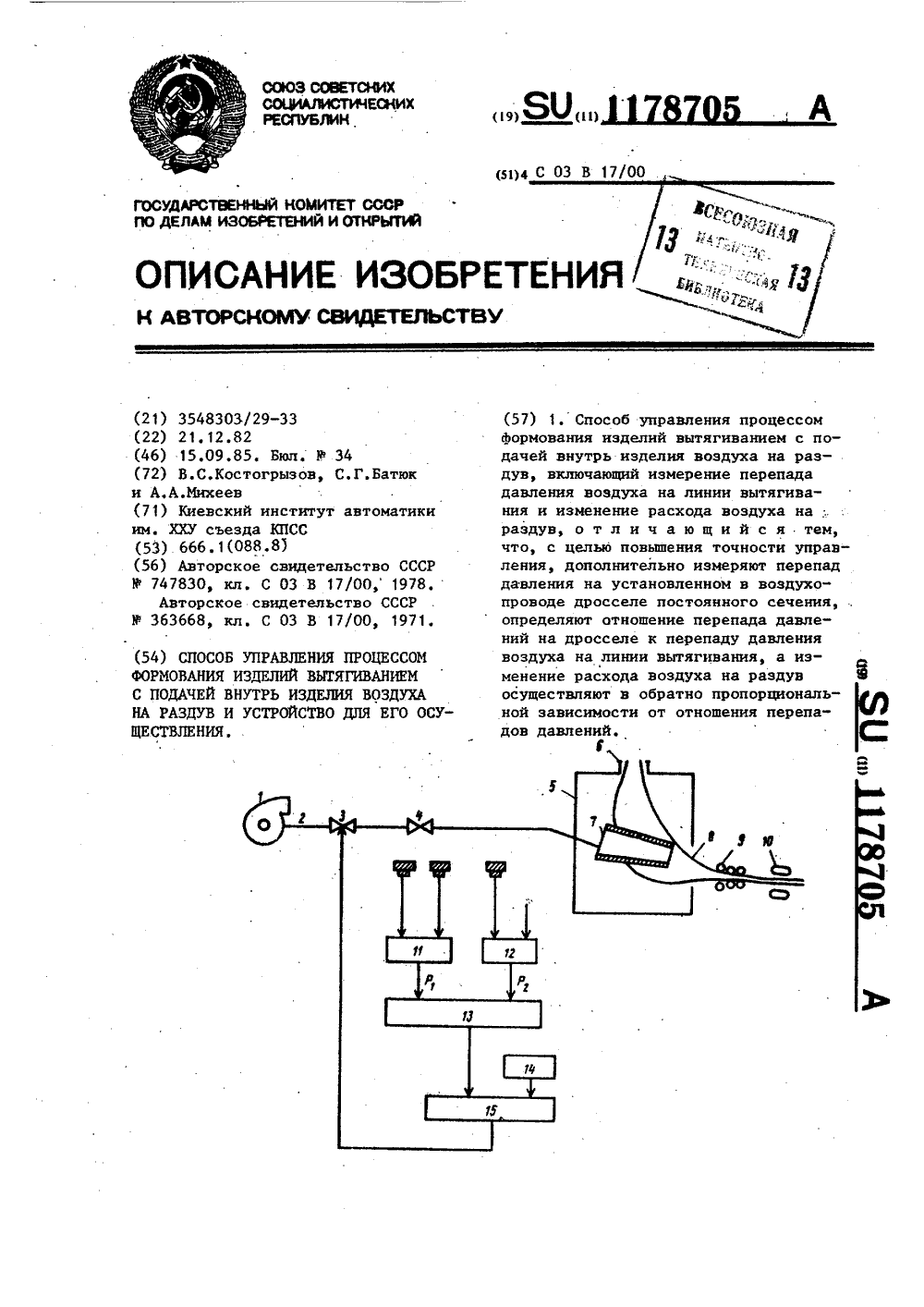
Способ управления процессом формования изделий вытягиванием с подачей внутрь изделия воздуха на раздув и устройство для его осуществления
Номер патента: 1178705
Опубликовано: 15.09.1985
Авторы: Батюк, Костогрызов, Михеев
МПК: C03B 17/00
Метки: внутрь, воздуха, вытягиванием, изделия, подачей, процессом, раздув, формования
...которое представляет собой отношение перепадов давления на различных гидравлических сопротивлениях - на постоянном сопротивлении, характеризуемом величиной ар , и на переменном сопротивлении линии вытягивания, изменяющимся при изменении среднего по длине линиивнутреннего диаметра и характеризуемом величиной Ьр, Так как расход воздуха по длине воздухопровода и линии вытягивания одинаковый, отношение ар /Ьр не зависит от расхода воздуха и определяется только геометрическими характеристиками сопротивлений и температурами воздуха Т и Т 2. При постоянных температурах, что яв1178705 4 Заказ 5604/19 . Тираж 457 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб д. 4/5Филиал ППП...
Предыдущий патент: Станок для намотки статоров электрических машин
Следующий патент: Электромашинный усилитель эму поперечного поля
Случайный патент: Керамический материал